Результат интеллектуальной деятельности: СПОСОБ УПРУГОЙ ДЕФОРМАЦИИ ОПТИЧЕСКОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВНЕОСЕВОГО ТОНКОГО АСФЕРИЧЕСКОГО ЗЕРКАЛА ТЕЛЕСКОПА И МЕХАНИЗМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к области производства асферических оптических изделий и может быть использован при изготовлении внеосевых элементов (сегментов) крупногабаритных составных зеркал телескопов.
Зеркала современных телескопов, например, ELT диаметром 39 м или ТМТ диаметром 30 м состоят из состыкованных друг с другом шестигранных внеосевых сегментов из стеклокерамического материала (Zerodur или астроситалла) с асферической поверхностью, размером 1,5 м, в количестве 800 и 500 шт. соответственно. Для ускоренного и массового изготовления подобных зеркал был предложен и осуществлен метод асферизации заготовки в упругодеформированном состоянии (Proc. of SPIE, vol. 7733 773328 - 3, 05.08.2010). Согласно этому методу (см. Fig. 3.2.) требуется изогнуть круглую шлифованную заготовку в заданных расчетных местах таким образом, чтобы получить форму зеркала обратную требуемой. В этом случае области поверхности зеркала, где необходимо выполнить съем материала, будут возвышаться в виде бугров. Затем поверхность шлифуется полноразмерным инструментом, чтобы получить сферическую форму заданного радиуса. После снятия деформаций будет получена асферическая внеосевая поверхность, близкая к требуемой, которую затем надо довести до требований спецификации программно-управляемым шлифованием, а затем полированием малым инструментом или ионно-лучевым пучком. Внутренние эквивалентные напряжения при таком изгибе, должны быть не более 5 МПа, что позволяет гарантированно избежать возникновения пластических деформаций в материале. После выполнения обработки из заготовки вырезается, например, шестигранный сегмент составного зеркала.
Известен способ изгибания (упругой деформации) тонких 1,5-метровых заготовок для сегментов телескопа ELT M1 с помощью деформирующего сцепного устройства (Proc. of SPIE vol. 9145, 914539-4, 914539-5, 2014, Emm. Hugot «Stress polishing demonstrator for ELT M1 segment»). Сцепное устройство выполнено в виде 24-х металлических ручек, приклеенных или к заготовке по окружности, или к толстому кольцу-подложке. Для изгибания заготовки в заданных местах к концам некоторых ручек прикладывают силы, что позволяет переносить чистые сдвигающие силы и изгибающие моменты на оптический мениск. Кроме того, применяют однородную нагрузку (давление) к тыльной стороне заготовки, чтобы компенсировать сферическую аберрацию. После снятия всех нагрузок и обработки заготовки было установлено, что остаточное напряжение было на удовлетворительном уровне - не более 4 МПА.
Ближайшим к предлагаемому изобретению по технической сущности будет способ и механизм упругой деформации оптической заготовки для последующего изготовления тонкого внеосевого асферического зеркала телескопа, изложенные в публикации «CELT Report Number 34. Conceptual Design for a TMT, June 2002, раздел 5.3.4, Fig 5-9 and 5-10. Способ упругой деформации заключается в направленном притягивании круглой оптической заготовки к утолщенной малодеформируемой подложке с помощью стягивающих элементов, закрепленных вертикально к окружности заготовки. Для этого над заготовкой сооружается сложный роботизированный механизм, стягивающие элементы приклеивают нижним концом к заготовке, а к верхнему концу их закрепляют по две пружинные тяги, направленные одна- радиально внутрь, другая - вверх и работающие от гидравлических устройств. При подключении соответствующих тяг в работу стягивающие элементы оказывают на клеевые зоны заготовки взаимоперпендикулярные усилия и в результате направленно изгибают заготовку. После демонтажа механизма, асферизацию заготовки осуществляют известным путем, как у первого аналога (Proc. of SPIE, vol. 7733 773328 - 3, 05.08.2010).
Указанный механизм и способ в целом очень сложен и трудоемок как при наладке, так и при осуществлении.
Задачей изобретения является упрощение механизма и способа упругой деформации оптических заготовок зеркал телескопов для их последующей асферизации.
Технический результат, обусловленный поставленной задачей достигается тем, что в способе упругой деформации оптической заготовки для изготовления внеосевого тонкого асферического зеркала телескопа путем направленного притягивания к утолщенной малодеформируемой подложке с помощью стягивающих элементов, закрепленных по периметру заготовки, в отличие от известного,
по варианту 1: в краевой зоне подложки и оптической заготовки выполняют соосные отверстия для стягивающих элементов, на краевые отверстия подложки устанавливают путем приклейки разгрузочные втулки с отверстиями, а в срединной зоне подложки - втулки без отверстий, на втулки устанавливают оптическую шлифованную плоскую заготовку, через краевые отверстия пропускают стягивающие элементы в виде стержней с гайками на концах и с закрепленной во втулках пружиной на нижней гайке, с конической шайбой - под верхней гайкой, гайками притягивают заготовку к подложке, выполняют на заготовке шлифованием сферу, ближайшую к асферической поверхности, раскручивают гайки, устанавливают на разгрузочные втулки разновысотные калиброванные прокладки, снова притягивают заготовку к подложке до касания ее с прокладками и изгибания заготовки, после чего контролируют деформированную заготовку, производят шлифование сферической поверхности заданного радиуса, демонтируют стягивающие элементы и направляют заготовку на окончательную доводку асферической поверхности;
по варианту 2: в краевой зоне подложки выполняют отверстия для стягивающих элементов, соосно им к заготовке приклеивают разгрузочные втулки с резьбовыми отверстиями, а в срединной зоне заготовки приклеивают разгрузочные втулки без отверстий, через краевые отверстия в подложке вставляют стягивающие элементы в виде стержней с резьбой на верхнем конце и гайкой на нижнем конце, на которой расположена во втулках пружина, путем закручивания гаек вворачивают стержни в резьбовые отверстия разгрузочных втулок и тем самым притягивают заготовку к подложке, шлифуют на заготовку сферу, ближайшую к асферической поверхности, раскручивают гайки, на подложку в местах расположения разгрузочных втулок устанавливают разновысотные калиброванные прокладки, на них устанавливают заготовку, снова притягивают заготовку к подложке до касания с калиброванными прокладками и изгибания заготовки, после чего контролируют деформированную заготовку, производят шлифование сферической поверхности заданного радиуса, демонтируют стягивающие элементы и направляют заготовку на окончательную доводку асферической поверхности,
а также тем, что:
в механизме для упругой деформации оптической заготовки, включающем стягивающие элементы, закрепленные по периметру заготовки, в отличие от известного:
по варианту 1: стягивающие элементы выполнены в виде стержней с гайками на концах, с пружиной над нижней гайкой с креплением ее между двумя втулками, при этом верхняя гайка закреплена конической шайбой, стягивающие элементы установлены в соосных отверстиях в краевой зоне заготовки и подложки с разгрузочной втулкой с соосным отверстием и калиброванными прокладками между ними;
по варианту 2: стягивающие элементы выполнены в виде стержней с резьбой на верхнем конце и гайкой на нижнем конце, на которой расположена во втулках пружина, стягивающие элементы установлены в отверстиях в краевой зоне подложки, с возможностью вворачивания их в резьбовые отверстия разгрузочных втулок, приклеенных к заготовке и совмещенных с отверстиями в краевой зоне подложки.
Предложенная система стягивающих элементов в виде тонких стержней, проходящих через краевые отверстия в заготовке и подложке, позволяет простым закручиванием гаек на концах стержней деформировать (изгибать) заготовку. Система разновысотных прокладок между подложкой и заготовкой обеспечивает деформацию заготовки в нужных местах. Система разгрузочных втулок обеспечивает равномерную разгрузку заготовки на подложке на всех операциях ее деформации и обработки. Простая сборка и разборка всего механизма деформации позволяет быстро проводить последовательные технологические операции вплоть до окончательной асферизации заготовки (деформацию, шлифование, контроль поверхности, ее доводку).
Изобретение поясняется чертежом, где:
Фиг. 1 - вид оптической заготовки;
Фиг. 2 - разрез по краевому отверстию;
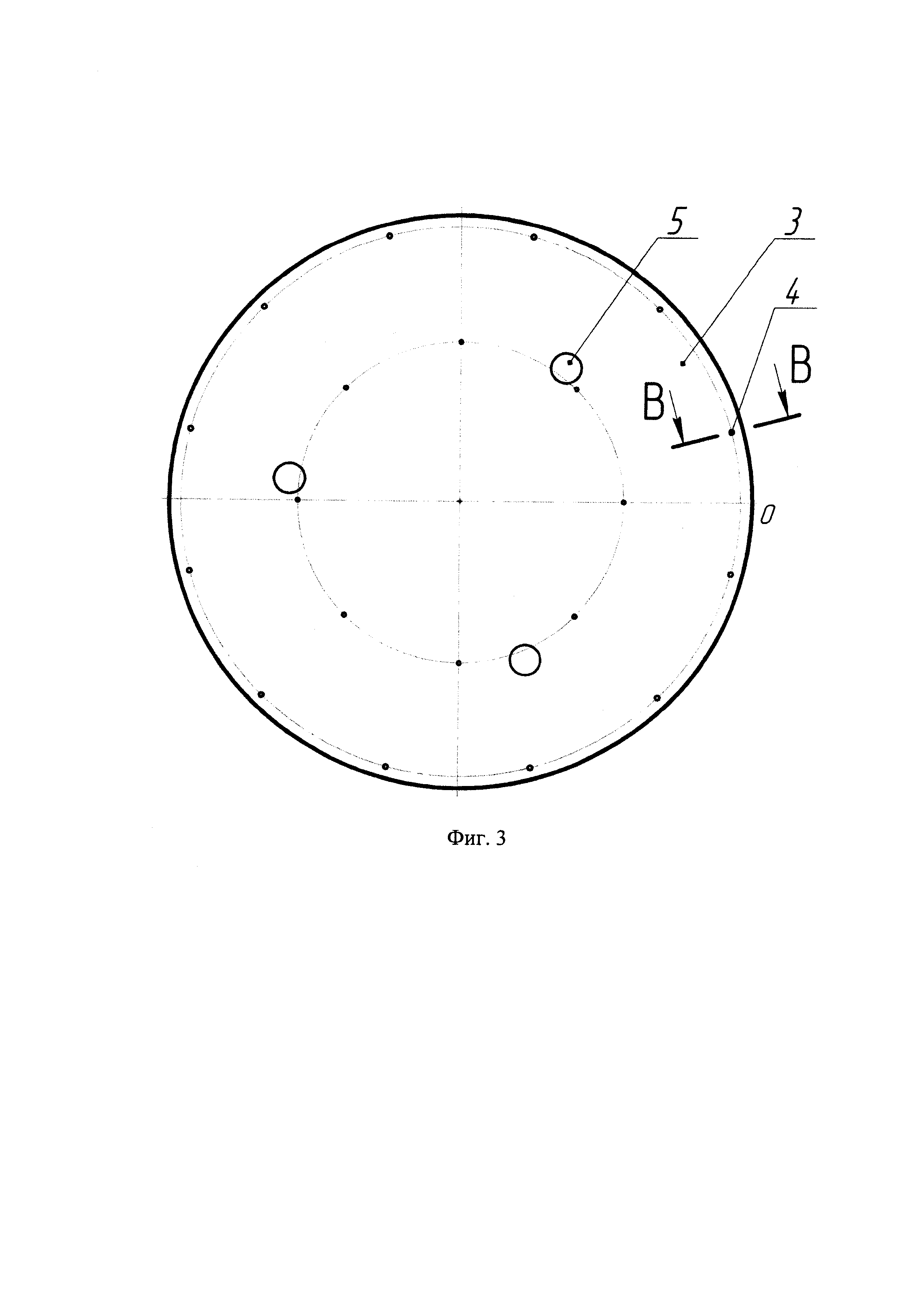
Фиг. 3-вид подложки;
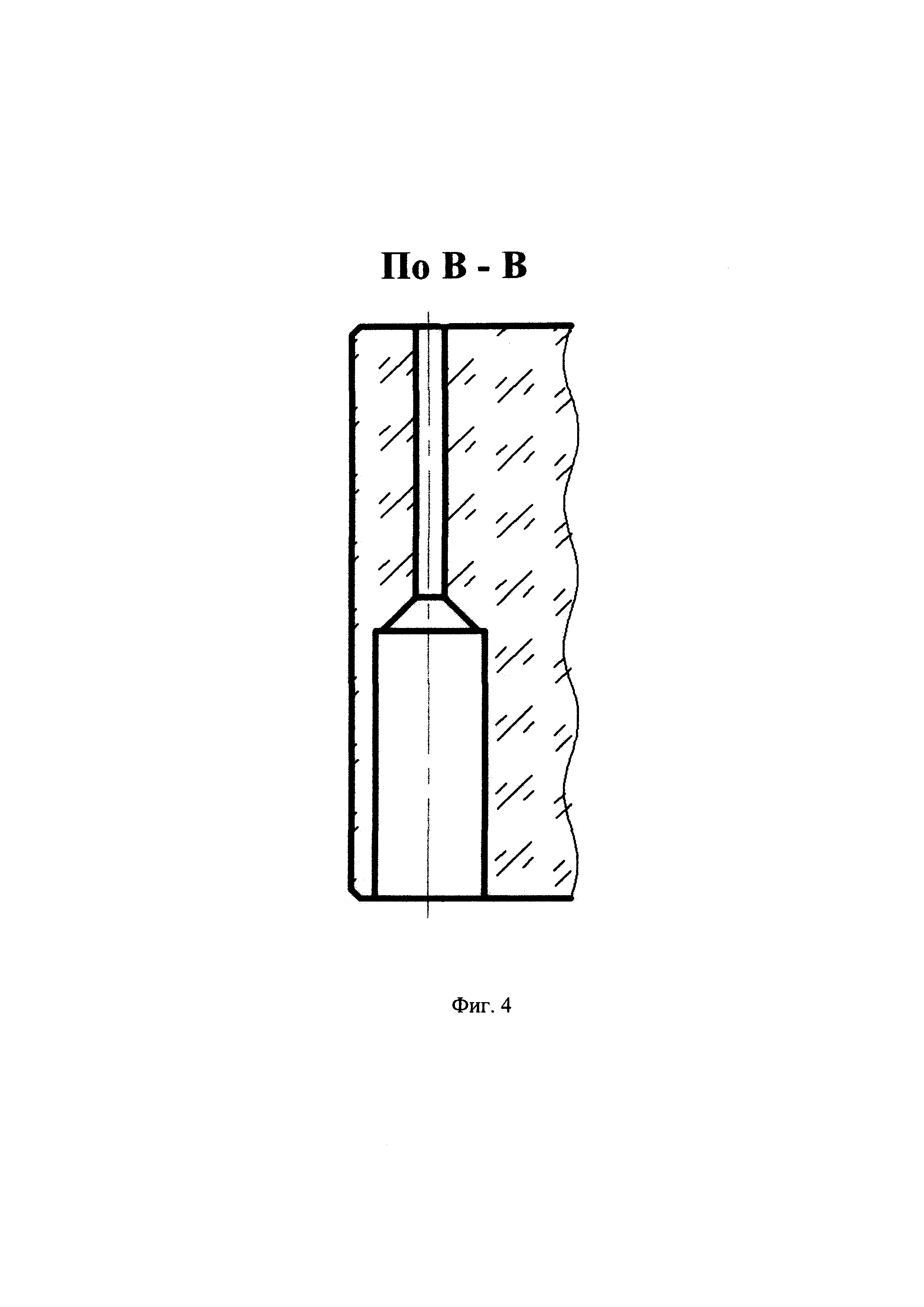
Фиг. 4 - разрез по краевому отверстию;
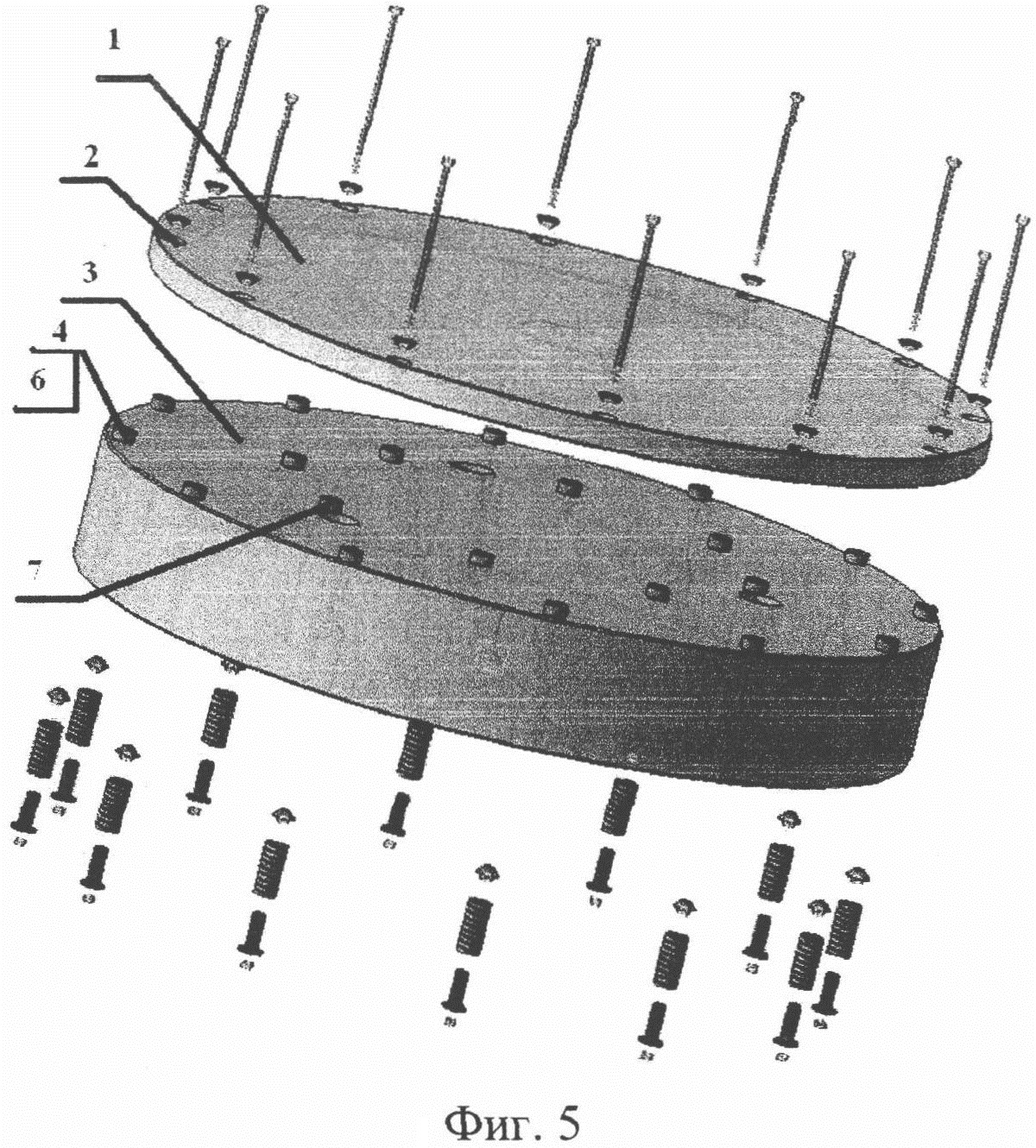
Фиг. 5 - общая схема процесса деформации;
Фиг. 6 - заготовка в соединении с подложкой;
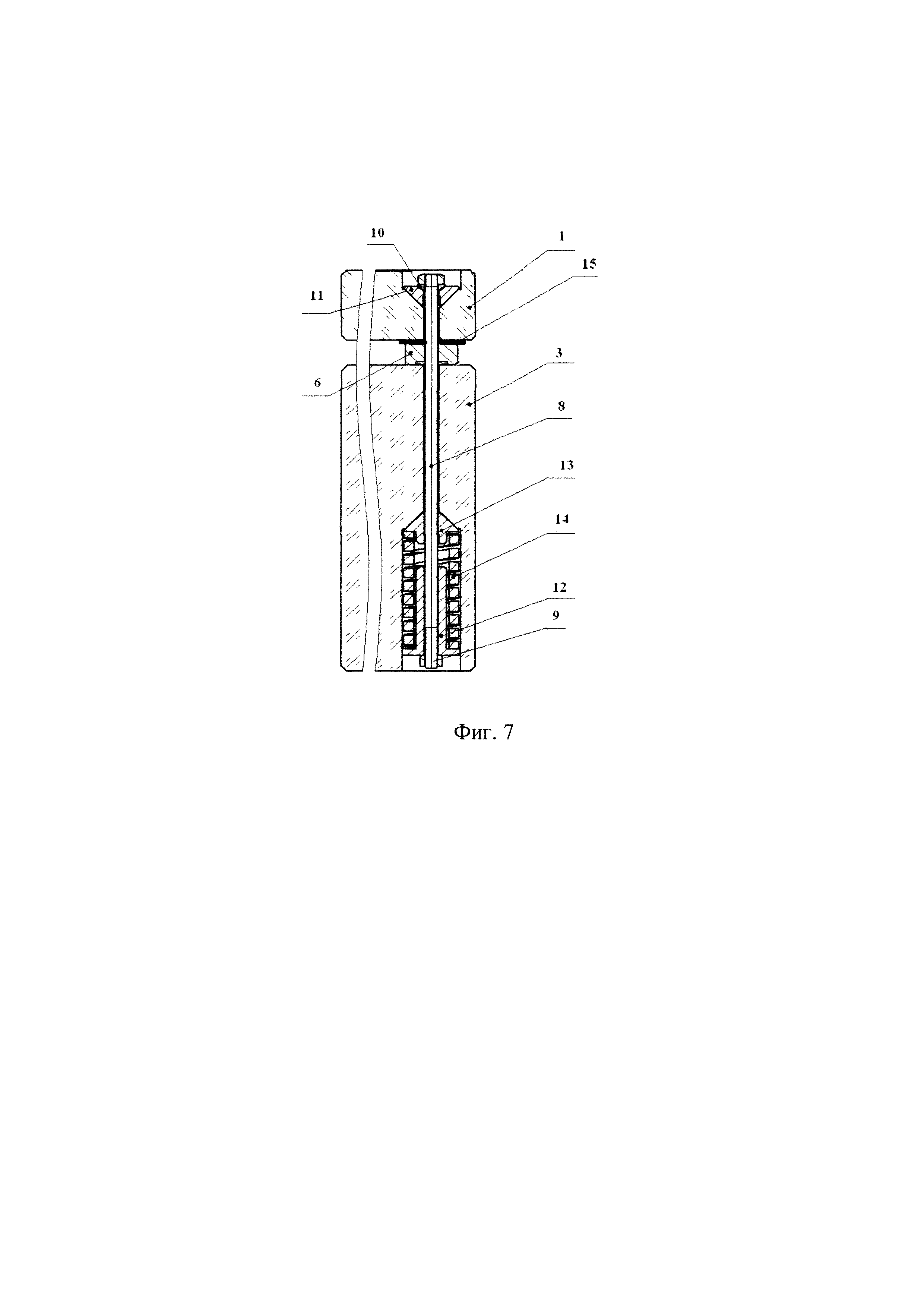
Фиг. 7 - механизм для деформации в сборе (вариант 1);
Фиг. 8 - схема разновысотных прокладок;
Фиг. 9 - механизм для деформации в сборе (вариант 2).
В качестве примеров исполнения предложенного способа деформации оптической заготовки и стягивающего механизма для осуществления деформации будут приведены два варианта их исполнения для изготовления внеосевого тонкого асферического сегмента зеркала ELT M1 диаметром заготовки 1520 мм из стеклокерамики СО-115 М.
Вариант 1 - для случая, когда в оптической заготовке допустимо высверлить в краевой зоне небольшие технологические отверстия. Заготовка (фиг. 1) представляет из себя круглый тонкий диск 1 диаметром 1520 мм толщиной 54 мм с отшлифованными плоскими поверхностями. В краевой зоне заготовки высверлены отверстия 2 (фиг. 2), например, 12 шт для стягивающих элементов. Для выполнения процедуры деформации заготовки изготавливается специальная подложка из стеклокерамики. Толщина ее рассчитывается таким образом, чтобы ее деформации были на порядок меньше деформации заготовки и были минимальны. На подложке шлифуется плоская поверхность с отклонением от плоскости менее 1 мкм. Поверхность должна иметь шероховатость, соответствующую требованиям приклейки вспомогательных металлических элементов к стеклокерамике. Подложка (фиг. 3) представляет из себя толстый диск 3 из стеклокерамики диаметром 1520 мм и толщиной 240 мм. В ней, как и в заготовке, высверлены в краевой зоне 12 отверстий 4 (фиг. 3, 4) для стягивающих элементов и три отверстия 5 диаметром 80 мм в срединной зоне для расположения в них трех домкратов для подъема и опускания заготовки.
Общая схема процесса деформации представлена на фиг. 5 и 6, а механизм для деформации в сборе - на фиг. 7. Оптическая заготовка 1 располагается над подложкой 3 таким образом, чтобы отверстия 2 и 4 совпадали, но не непосредственно, а на разгрузочные металлические втулки 6 и 7, приклеиваемые к подложке. Из них часть втулок с отверстиями 6 совмещается с отверстиями 4, а часть втулок без отверстий 7 приклеиваются в расчетных местах в срединной зоне подложки (на фиг. 3 на штрих-пунктирной окружности).
В местах приклейки втулок 6 и 7 наносят клей (в частности DP-190), а чтобы обеспечить необходимую и одинаковую толщину клеевого слоя рекомендуется установить на периферийной окружности подложки под углом примерно 120° три временные технологические втулки с увеличенной (например, на 0,15 мм) высотой. На эти три втулки устанавливают заготовку. Излишки клея выдавливаются. По истечении 4-х часов выдерживания при комнатной температуре клей приобретает необходимую вязкость и три временные втулки удаляют. Этим приемом будет обеспечена равномерная разгрузка заготовки на втулках 6 и 7.
Деформация заготовки осуществляется с помощью механизма, состоящего из 12 одинаковых стягивающих элементов, располагаемых в совмещенных отверстиях 2 и 4 краевой зоны заготовки и подложки. Каждый стягивающий элемент (фиг. 7) состоит из тонкого стержня (шпильки) 8 с гайкой 9 на нижнем конце (гайка может быть приварена к шпильке) и гайкой 10 с конической шайбой 11 под гайкой 10. На нижней гайке 9 установлена между ступенчатой втулкой 12 и конической втулкой 13 пружина 14.
Способ деформации осуществляется в следующей последовательности. На рабочий стол с тремя домкратами устанавливают подложку 3 так, чтобы домкраты вошли в отверстия 5. На подложку 3 приклеивают в заданных позициях втулки 6 и 7 (они должны быть одинаковой высоты). После завершения процесса полимеризации клея на втулки устанавливают оптическую заготовку 1, совместив отверстия 2 и 4 в краевых зонах заготовки и подложки. В эти отверстия вставляют снизу шпильки стягивающих элементов и закручиванием обеих или только верхних гаек прижимают заготовку к подложке (фиг. 6). На заготовке шлифуют сферическую поверхность с радиусом, равным ближайшему радиусу внеосевой асферической поверхности с отклонением от сферы в 1 мкм. Раскручивают гайки и на разгрузочные втулки 6 и 7 устанавливают разновысотные калиброванные прокладки 15 (фиг. 8). Снова притягивают заготовку к подложке до полного касания ее с прокладками 15 и изгибания заготовки. Степень затяжки обеспечивается жесткостью пружин 14. Выполняют измерение полученной поверхности на координатно-измерительной машине, а именно отклонений ее от расчетной. Снова производят шлифование сферической поверхности заданного радиуса, после чего демонтируют стягивающие элементы и направляют заготовку на окончательную доводку асферической поверхности. На всех указанных операциях подъем и опускание заготовки осуществляют с помощью трех домкратов. В дальнейшем из отполированной заготовки вырезают требуемый шестигранник и тем самым отрезаются краевые сегменты с технологическими отверстиями.
Вариант 2 - для случая, когда наличие отверстий в краевой зоне заготовки недопустимо. Способ будет отличаться видоизменением некоторых операций, а механизм - другим конструктивным решением.
В этом случае подложка будет выполнена абсолютно так же, как в варианте 1 (фиг. 3 и 4), а заготовка - в виде диска, только без отверстий в краевой зоне. К нижней поверхности заготовки приклеивают 12 разгрузочных металлических втулок 16 с резьбовыми отверстиями по оси таким образом, чтобы эти отверстия были потом совмещены с отверстиями в краевой зоне подложки (фиг. 9), а также несколько, например, 8 втулок 7 без отверстий - в срединной зоне заготовки 1. Каждый стягивающий элемент механизма деформации выполнен аналогично в виде шпильки 17 с приваренной гайкой 9 на нижнем конце с размещенной на гайке во втулках 12 и 13 пружиной 14, при этом шпилька 17 выполнена с резьбой на верхнем конце (аналог болта) с возможностью вворачивания ее в резьбовое отверстие втулки 16. Процедуры деформации осуществляют следующим образом. Заготовку 1 устанавливают на подложку таким образом, чтобы резьбовые отверстия в приклеенных разгрузочных втулках 16 были совмещены с отверстиями 4 в краевой зоне подложки. В отверстия 4 вставляют шпильки (болты) 17 стягивающих элементов в сборе (фиг. 9), закручивая гайки (головки болта) 9, вворачивают их во втулки 16, тем самым притягивают заготовку 1 к подложке 3. На заготовке шлифуют сферическую поверхность с радиусом, равным ближайшему радиусу внеосевой асферической поверхности. Раскручивают гайки и на подложку устанавливают соосно краевым отверстиям разновысотные калиброванные прокладки 15 (фиг. 9). Снова притягивают заготовку к подложке до полного касания ее с прокладками 15 и изгибания заготовки. Дальнейшие операции (шлифование сферы, контроль, доводка) выполняют аналогично варианту 1.
В обоих вариантах механизм деформации представляет из себя аналог обычного болтового соединения и процесс деформации осуществляется несложной его затяжкой, т.е. они промышленно применимы.
Светосильный объектив
Устройство для разгрузки и способ разгрузки крупногабаритных зеркал телескопов
Объектив
Способ установки ионного источника относительно обрабатываемой детали
Объектив-апохромат
Интерферометр для многоцелевых оптических измерений
Ионный источник
Светосильный объектив
Светосильный объектив
Интерферометр для контроля формы выпуклых гиперболических зеркал
Способ измерения децентрировки оптической оси асферической поверхности и сферометр для осуществления способа
Способ позиционирования и приклейки вспомогательных элементов крупногабаритных оптических деталей
Композиция для получения антимикробного покрытия
Способ определения профиля асферической шлифованной поверхности
Устройство для разгрузки и способ разгрузки крупногабаритных зеркал телескопов
Устройство для контроля параметров качества плоских оптических деталей, расположенных под углом к оптической оси
Способ установки ионного источника относительно обрабатываемой детали
Интерферометр для многоцелевых оптических измерений
Система бесконтактного измерения частоты вращения
Ионный источник

