Результат интеллектуальной деятельности: Способ ионно-плазменного азотирования изделий из титана или титанового сплава
Вид РИД
Изобретение
Изобретение относится к упрочнению поверхности изделий из титана и титановых сплавов путем ионно-плазменного азотирования и может быть применено в авиакосмической отрасли, машиностроении, медицине и т.д.
Титан и титановые сплавы широко применяются в изделиях, использующихся в медицине и авиакосмической отрасли благодаря хорошей биосовместимости и относительно высокой прочности при значительно меньшем весе по сравнению с изделиями из сталей. Традиционно ионно-плазменное азотирование деталей из титана и титановых сплавов осуществляется в промышленности с использованием аномального тлеющего разряда при рабочих давлениях (1-10) Торр [1, 2]. В результате азотирования в поверхностный слой титана осуществляется диффузия атомов азота с образованием твердых фаз, что увеличивает твердость и износостойкость модифицированного слоя. К основным недостаткам способа можно отнести, во-первых, относительно низкую степень ионизации рабочего газа и, следовательно, низкую концентрацию плазмы, а, во-вторых, низкую энергию бомбардирующих поверхность молекулярных и атомарных ионов и нейтральных атомов вследствие столкновительных процессов в прикатодном падении потенциала поверхности изделия. Первое приводит к тому, что плотность ионного тока на изделие мала, а низкая энергия ионов не позволяет эффективно травить поверхность изделия и отчистка поверхности от оксидных пленок неэффективна. В результате этого скорость азотирования очень низкая. Поэтому время обработки составляет до нескольких десятков часов. Для интенсификации процесса азотирования обработку в плазме аномального тлеющего разряда проводят при высоких температурах азотирования (800-1100)°C, при которых ухудшаются механические свойства титана, вызванные ростом зерна.
Эти недостатки частично устраняются в работе [3] при повышении концентрации плазмы в аномальном тлеющем разряде путем введения дополнительного термоэмиссионного катода, который обеспечивает поступление в тлеющий разряд дополнительных электронов. Благодаря этому можно увеличить плотность ионного тока на подложку и повысить энергетическое воздействие на обрабатываемое титановое изделие. Эмиссия дополнительных электронов позволяет снизить рабочее давление в камере, а значит увеличить энергию ионов, бомбардирующих поверхность, что позволяет улучшить отчистку поверхности от оксидных пленок. Использование добавок в азотную атмосферу хотя бы одного из инертных газов (Ar, He, Ne) позволяет улучшить процесс отчистки поверхности от оксидов и создать дополнительные механизмы образования атомарного азота, увеличение концентрации которого вблизи поверхности повышает поток азота, диффундирующего вглубь изделия. Таким образом, в результате интенсификации тлеющего разряда при введении дополнительного термоэмиттера электронов, можно значительно, на несколько сотен градусов Цельсия, снизить температуру и время процесса азотирования титановых сплавов. Тем не менее рабочее давление, при котором зажигается и горит разряд недостаточно низкое, что требует приложения к подложке достаточно высокого напряжения - до нескольких кВ, из-за чего наблюдается интенсивное травление поверхности образцов, а кроме того концентрация плазмы в таком разряде также остается невысокой.
Основной недостаток, связанный с низкой концентрацией плазмы и плотностью ионного тока на подложку, устраняется при использовании разрядов низкого давления. Это описывается в работах [4-6], в которых в диапазоне давлений (0,01-5) Па может осуществляться эффективная очистка поверхности титановых изделий под отрицательным потенциалом смещения ионами из плазмы, которые практически не испытывают столкновений в отрицательном падении потенциала подложки. Кроме того, повышение концентрации плазмы приводит не только к увеличению потока молекулярных и атомарных ионов к поверхности подложки, но также и к росту концентрации нейтральных атомов азота в плазме. Все это в комплексе значительно ускоряет процесс азотирования.
В работе [7] для решения задачи повышения количества атомарного азота вблизи азотируемой подложки диссоциация молекулярного азота осуществляется под действием низкоэнергетического электронного пучка, при этом для генерации пучка электронов используется плазменный эмиттер электронов на основе дугового или тлеющего разряда. Извлекаемые из эмиттера через сеточный эмиссионный электрод электроны ускоряются в прикатодном падении потенциала величиной (0,1-1) кВ в плоскости этого электрода и обеспечивают развитие в камере с обрабатываемым изделием процессов ионизации газа и создание пучковой плазмы. К недостаткам этих методов относятся ряд сложностей в масштабировании, а в тех случаях, когда это возможно, обеспечение высокой однородности обработки изделий со сложной геометрией или значительными габаритами является дорогостоящим. Причиной является то, что катод разряда или источник электронов имеют малую по площади апертуру по сравнению с анодом, а генерируемая плазма имеет значительную неоднородность.
Известен способ азотирования титана в плазме несамостоятельного тлеющего разряда низкого давления с полым катодом, описанный в работе [8] и взятый нами за прототип. Тлеющий разряд зажигается между полым катодом, функции которого выполняют стенки вакуумной камеры, и водоохлаждаемым трубчатым анодом. Для снижения напряжения горения разряда и независимой регулировки напряжения горения и тока тлеющего разряда использовался источник электронов на основе дугового разряда, из плазмы которого через двойную мелкоструктурную сетку эмитировались электроны, ускорялись в прикатодном падении потенциала тлеющего разряда и осциллировали в полом катоде, эффективно ионизируя напускаемую смесь газов. Такой тип разряда позволяет создавать достаточно однородную плазму и поддается масштабированию для генерации плазмы в полом катоде до нескольких кубических метров. Плотность ионного тока на азотируемое титановое изделие составляла (1-2) мА/см2, а образцы изделий находились под потенциалом полого катода при напряжении разряда (300-400) В. Низкотемпературное азотирование титана при температуре (480-520)°C в плазме такого разряда в азоте, смесях азота с гелием и азота с аргоном позволяет получать азотированные слои до нескольких десятков микрометров.
Недостатком изложенного способа азотирования титана является использование стационарного режима горения разряда при относительно низких плотностях ионного тока на подложку. Средняя плотность ионного тока на подложку (изделие), определяющая поток ионов молекулярного и атомарного азота на поверхность, в стационарном режиме горения тлеющего разряда ограничена пороговой величиной, при которой подложка нагревается до заданной температуры азотирования при определенном напряжении смещения. Это ограничивает возможность увеличения тока разряда и величину концентрации плазмы, а значит и рост насыщающей способности среды.
Задачей изобретения является упрочнение поверхности изделий из титана и титановых сплавов путем повышения твердости и износостойкости поверхности при азотировании в плазме разряда низкого давления.
Техническим результатом изобретения является повышение насыщающей способности среды и за счет этого увеличение эффективности азотирования титана и титановых сплавов.
Технический результат достигается за счет того, что в способе ионно-плазменного азотирования изделий из титана и титаносодержащих сплавов, включающем напуск азота или азотсодержащей смеси газов в вакуумную камеру, инжекцию электронов в рабочий объем камеры, зажигание тлеющего разряда между полым катодом и анодом и генерацию плазмы, подачу отрицательного относительно анода напряжения на обрабатываемые изделия с последующей очисткой и нагревом их поверхности за счет ионной бомбардировки положительно заряженными ионами, дальнейшее азотирование в плазме тлеющего разряда, согласно изобретению, плазма генерируется в частотно-импульсном тлеющем разряде при частоте следования импульсов (1 Гц - 100 кГц) с коэффициентом заполнения импульсов разрядного тока (10-90) % при давлении (0,1-10) Па, а изделие азотируется при средних плотностях тока ионов из плазмы (1-15) мА/см2 и при импульсных плотностях тока ионов (5-100) мА/см2 в нагретом состоянии при температуре, обеспечивающей диффузию азота вглубь титана или титаносодержащего сплава.
Кроме того, инжекция электронов в рабочий объем камеры осуществляется в импульсном режиме, при этом импульсы тока электронов синхронизированы с импульсами тока тлеющего разряда.
Кроме того, функцию полого катода тлеющего разряда могут выполнять внутренние стенки вакуумной камеры или поверхность теплового экрана
В частотно-импульсном режиме горения разряда повышение амплитуды тока тлеющего разряда будет приводить к повышению концентрации плазмы и соответственно к увеличению импульсной плотности ионного тока на подложку при сохранении того же значения средней плотности ионного тока на подложку, необходимой для поддержания температуры обработки изделия на том же уровне. При генерации плазмы в импульсном режиме во время разрядных импульсов, при которых значения тока разряда выше, чем в стационарном режиме, возрастает насыщающая способность среды по сравнению со стационарным режимом, а во время паузы между импульсами происходит относительно медленный распад плазмы и сохранение высокой насыщающей способности среды. Таким образом, средняя концентрация активных частиц, характеризующих насыщающую способность среды в импульсном разряде и приводящая к увеличению содержания атомарного азота в поверхностном слое значительно выше, чем в стационарном. Это позволяет получать при азотировании в импульсно-периодическом разряде при той же температуре образцов, энергии ионов и средней плотности ионного тока при близкой по сравнению со стационарным разрядом средней мощности большую концентрацию азота в азотированном слое титана или титанового сплава.
Способ осуществляется следующим образом.
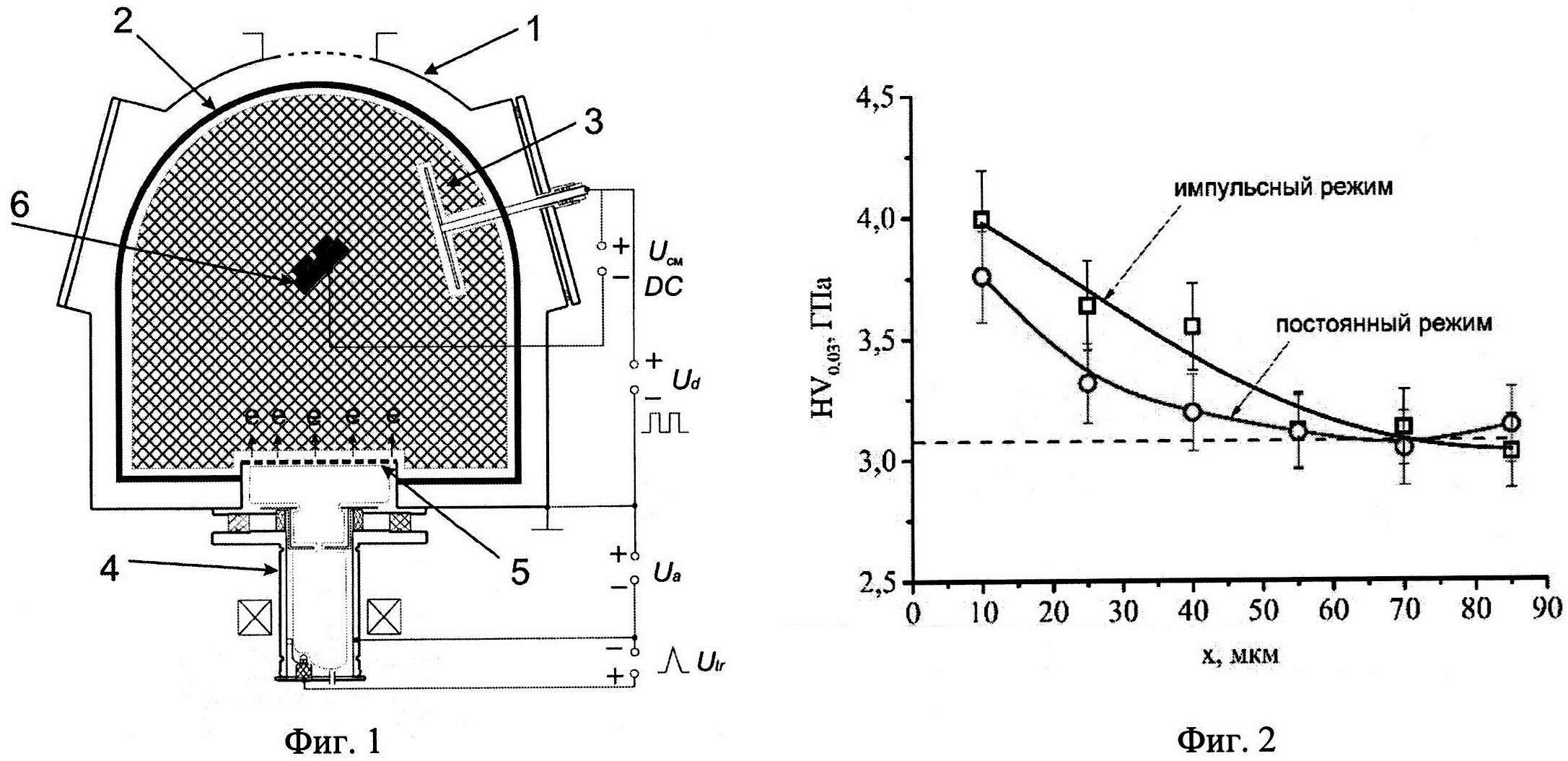
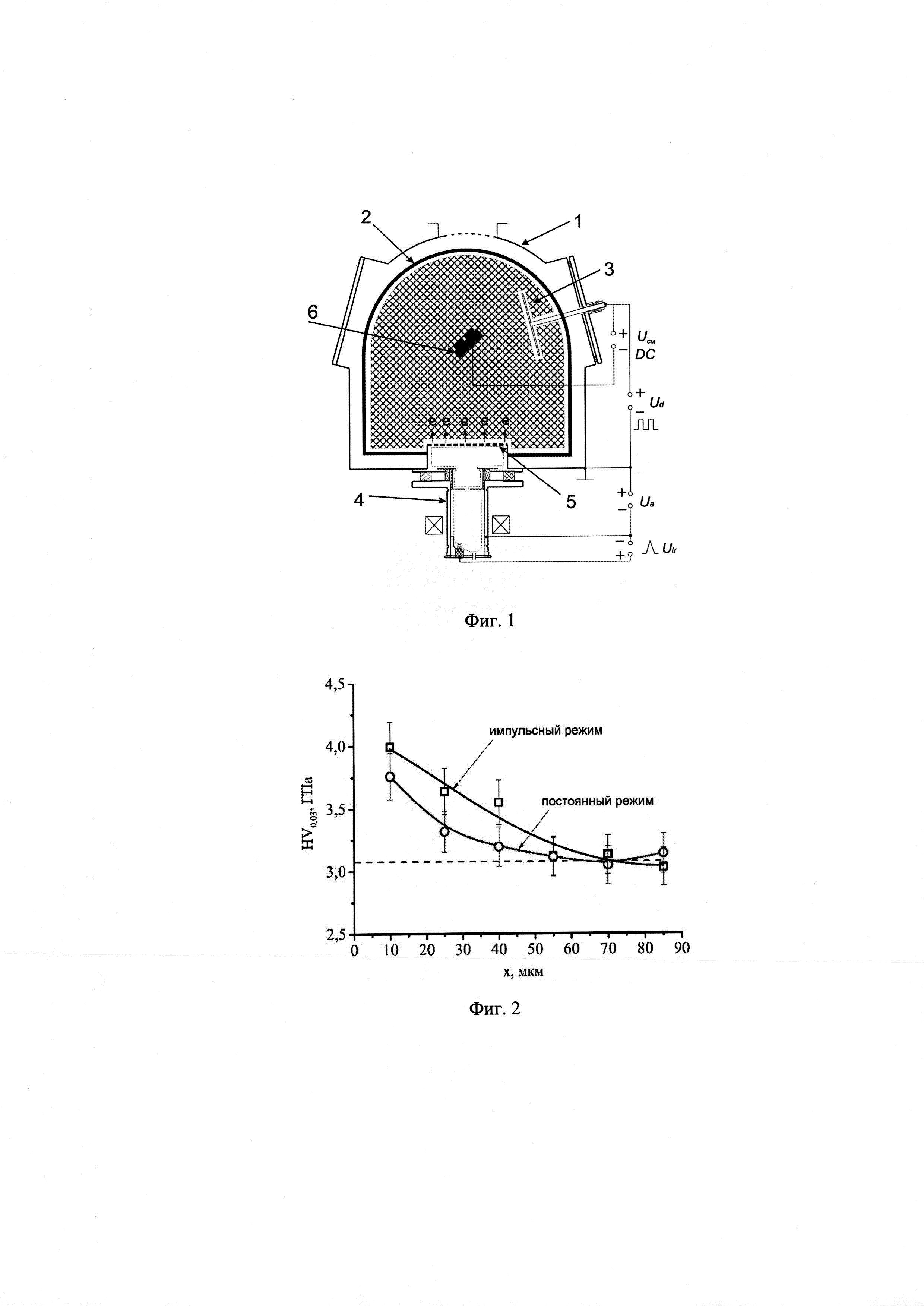
В вакуумную камеру установки (Фиг. 1), которая предварительно откачивается до давления не выше (1⋅10-2) Па, что необходимо для удаления остаточных газов с поверхности электродов и изделий, осуществляется напуск азотосодержащей газовой смеси до установления рабочего давления в диапазоне (0,1-10) Па. При подаче импульсного напряжения с амплитудой (200-500) В зажигается импульсно-периодический тлеющий разряд при частоте следования импульсов (1 Гц - 100 кГц) с коэффициентом заполнения импульсов разрядного тока (10-90) % между полым катодом 1, образованным либо внутренними стенками вакуумной камеры, либо тепловым экраном 2, и анодом 3. Верхняя граница диапазона частот следования разрядных импульсов обусловлена экономически. Нижняя граница частотного диапазона обусловлена тем, что при более низких частотах в паузе между разрядными импульсами концентрация плазмы успевает упасть до нуля, а значит практически нет положительного эффекта по сравнению с постоянным режимом горения разряда. По этим же причинам ограничен диапазон коэффициента следования импульсов. Для облегчения зажигания тлеющего разряда и устойчивого его горения при низких напряжениях горения, вплоть до нижнего порогового напряжения 45 В, а также обеспечения повышенных значений тока тлеющего разряда при независимом регулировании напряжения горения разряда, используется источник электронов 4 на основе дугового разряда с интегрально холодным полым катодом. Напуск азотосодержащей газовой смеси в камеру производится через этот источник электронов, размещенный на одной из стенок камеры. Инжекция электронов в полый катод 1 - камеру производится через сеточный эмиссионный электрод 5, перекрытый мелкоструктурной сеткой. Этот электрод является анодом для дугового разряда и одновременно находится под потенциалом катода тлеющего разряда. Электропитание дугового разряда осуществляется от источника постоянного или импульсного тока при величине тока (15-200) А. На азотируемые изделия 6 из титана или титаносодержащего сплава, которые находятся внутри полого катода 1 в плазме тлеющего разряда, подается отрицательное напряжение смещения относительно анода тлеющего разряда (50-1000) В или они находятся под потенциалом полого катода. Под действием этого потенциала в азотосодержащей плазме осуществляется ускорение ионов к подложке и ее бомбардировка и тем самым обеспечивается очистка поверхности изделий, нагрев до необходимой температуры азотирования и азотирование изделий в течение времени, зависящего от требуемой глубины азотированного слоя. При использовании дополнительного теплового экрана 2 из титана или нержавеющей стали можно уменьшить мощность в разряде и среднюю плотность ионного тока, необходимую для нагрева изделий до нужной температуры. При азотировании изделия при средних плотностях тока ионов из плазмы (1-15)мА/см2 и при импульсных плотностях тока ионов (5-150) мА/см2 в нагретом состоянии при температуре, при которой обеспечивается диффузия азота вглубь титана или титаносодержащего сплава, выбранное значение средней плотности ионного тока ограничено сверху значением, при котором при низкотемпературном азотировании титана, характеризующемся относительно низким коэффициентом диффузии азота, скорость травления под действием ионной бомбардировки выше, чем скорость азотирования. Данный диапазон импульсного значения плотности ионного тока определяется с учетом допустимого среднего значения плотности ионного тока на изделие и коэффициента заполнения импульса. Условия азотирования, включающие параметры разряда, температуру азотирования изделия, давление и состав азотосодержащей смеси на всех этапах обработки должны выбираться на основании требований к свойствам азотированного слоя по толщине, структуре, составу и трибологическим характеристикам.
Пример эффективности использования импульсно-периодического режима генерации плазмы на основе сравнения с результатами азотирования в плазме стационарного тлеющего разряда. Азотирование технически чистого титана марки ВТ1-0 в плазме постоянного и импульсно-периодического несамостоятельного тлеющего разряда низкого давления с полым катодом проводилось на экспериментальном стенде, представленном на Фиг. 1 и описанном выше. В качестве полого катода тлеющего разряда использовались внутренние стенки однослойного теплового экрана 2 из титана для устранения возможности появления распыленного железа в плазме, которое, осаждаясь на поверхности изделия, может блокировать поступление азота вглубь титана. Соотношение площадей анода 3 из нержавеющей стали и титанового полого катода 2 было выбрано Sa/Sc=1/56, что обеспечивало устойчивое зажигание и горение разряда при наличии осцилляции электронов в катодной полости. Эмиссия электронов в тлеющий разряд осуществлялась из плазмы вспомогательного дугового разряда с холодным полым катодом, который в совокупности с сеточным анодом 5 дугового разряда представлял собой источник электронов 4. Сеточный анод перекрывался мелкоструктурной сеткой. Эта сетка находилась под потенциалом полого катода 1 и испытывала ионную бомбардировку, распыляясь в процессе работы. Геометрическая прозрачность сетки, через которую происходила эмиссия электронов из плазмы дугового разряда в тлеющий разряд, составляла около 30%. Отверстие в титановом полом катоде для откачки системой на основе высоковакуумного насоса также перекрывалось мелкоструктурной титановой сеткой. Таким образом, внутри полого катода все части электродов, испытывающие ионную бомбардировку, были изготовлены из титановых сплавов.
Азотируемые образцы 6 из технически чистого титана ВТ1-0 с размерами 15×15×4 мм размещались в центре камеры на титановом держателе на уровне выходной апертуры источника электронов и были повернуты под углом 45° к оси источника электронов так, как показано на Фиг. 1. На образцы подавалось постоянное отрицательное напряжение смещения, как в импульсном, так и постоянном режимах горения тлеющего разряда. Азотирование проводилось при температуре образцов Т=730°С, рабочем давлении p=2 Па в атмосфере азота особой чистоты и времени процесса t=2 часа. Для обеспечения необходимой температуры образцов в процессе обработки при относительно низком электрическом напряжении смещения Uсм средняя величина плотности ионного тока на образцы составляла около 6,6 мА/см2 в обоих режимах горения разряда.
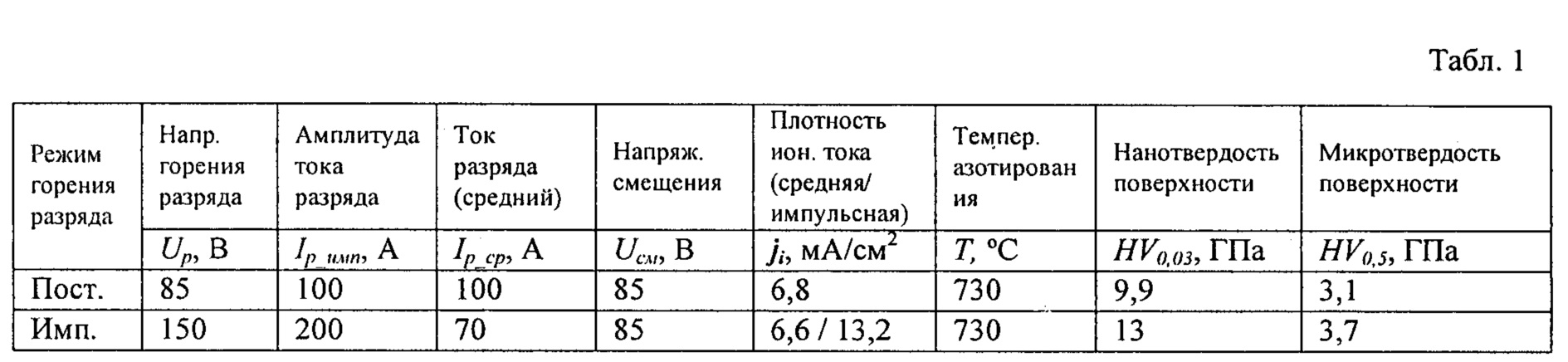
В постоянном режиме горения разряда ток тлеющего разряда составлял Id=100 А, напряжение горения разряда Ud=85 В, а в импульсном режиме горения тлеющего разряда при частоте следования импульсов ƒ=1 кГц и коэффициенте заполнения импульсов γ=50% и амплитуде тока тлеющего разряда ≈200 А для поддержания температуры образцов на том же уровне напряжение горения разряда составляло Ud=150.
В Таблице 1 приведены параметры режимов обработки. Для оценки эффективности азотирования титана в плазме несамостоятельного тлеющего разряда, функционирующего в постоянном и импульсном режиме, использовались результаты измерения микротвердости (микротвердомер ПМТ-3, нагрузка на индентор Р=0.5 Н) и нанотвердости (система наноиндентирования ТТХ NHT2 компании CSM Instruments, нагрузка на индентор Р=0.03 Н) поверхности азотированных образцов. Толщину азотированного слоя определяли путем построения распределений нанотвердости по глубине образцов, подвергнутых обработке. Для определения фазового состава образцов из титана ВТ1-0 проводился рентгеноструктурный анализ образцов на приборе XRD-6000 на CuKα-излучении. В Таблице 1 представлены результаты измерения микротвердости поверхности образцов после азотирования в постоянном и импульсном режимах горения. В исходном состоянии микротвердость поверхности образцов составляла HV0,5=2 ГПа, а нанотвердость HV0,03=3,1 ГПа. Таким образом, значения микротвердости поверхности образцов из титана после азотирования возросли на 55% и 85% для постоянного и импульсного режимов горения разряда соответственно. Значительное отличие результатов измерения нанотвердости и микротвердости свидетельствует об относительно тонком нитридном слое, сформировавшемся на поверхности образцов.
Значения нанотвердости поверхности образцов, обработанных в импульсном режиме горения тлеющего разряда примерно на 30% выше, чем для постоянного режима горения, что, по-видимому, связано с большей толщиной нитридного слоя.
На Фиг. 2 представлены измеренные распределения нанотвердости по глубине образцов из титана, и показано, что нанотвердость слоя, сформированного в результате азотирования образца в импульсном режиме, на 25% больше, чем для образца, обработанного в постоянном режиме горения тлеющего разряда. Глубина диффузионного слоя для обоих режимов азотирования примерно одинакова и составляет около 50 мкм.
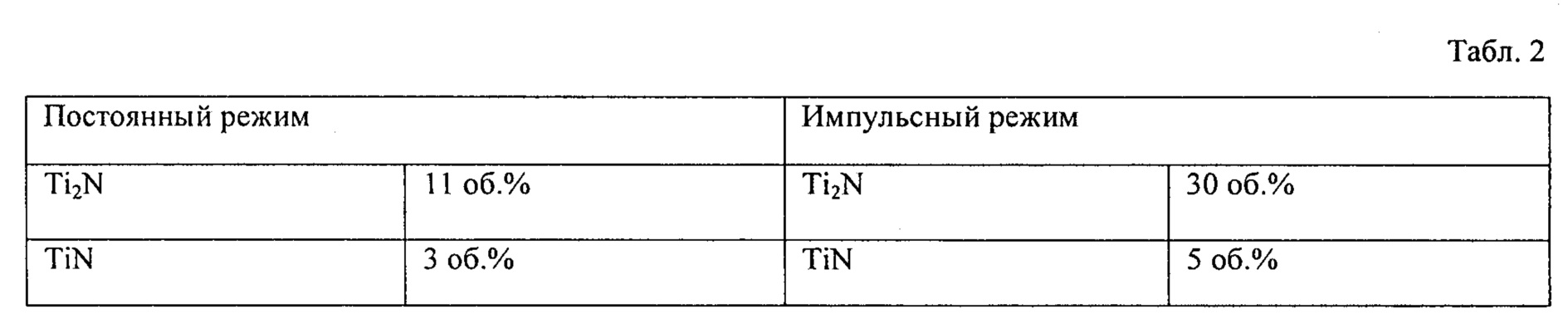
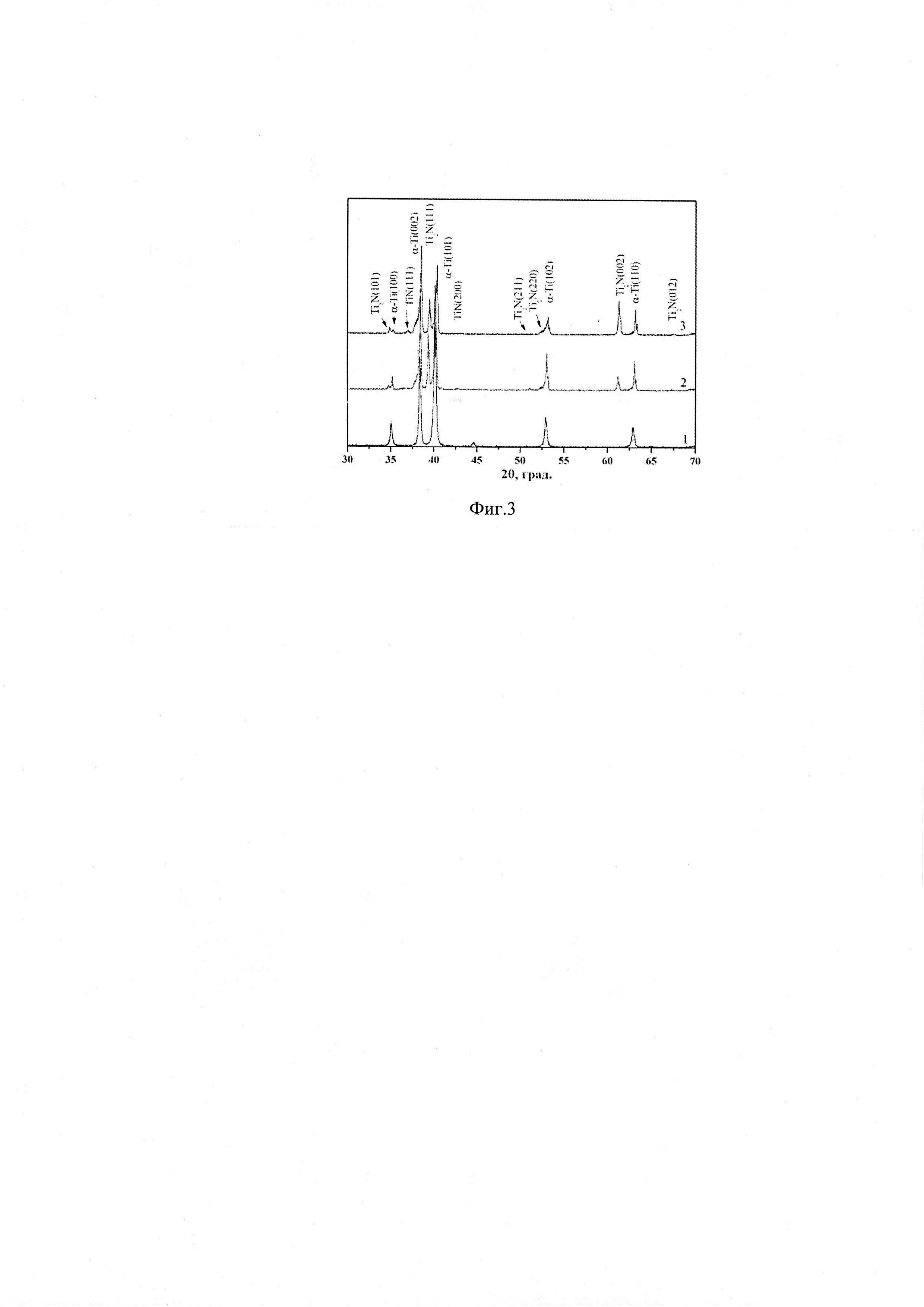
На Фиг. 3 представлены, для более детального исследования влияния режима генерации плазмы на фазовый состав поверхностного модифицированного слоя, полученные рентгенограммы поверхности образцов из титана ВТ1-0 после азотирования в постоянном и импульсном режимах горения разряда,. Цифрой 1 обозначен участок рентгенограммы исходного образца, цифрой 2 - образца, азотированного в постоянном режиме, цифрой 3 - образца, азотированного в импульсном режиме горения разряда. По данным рентгеноструктурного анализа в поверхностном слое формируется многофазная структура, состоящая из α - Ti и нитридных фаз Ti2N, TiN. Объемная доля нитридных фаз в поверхностном слое образцов, азотированных в постоянном и импульсном режимах горения разряда представлена в Таблице 2. Основной нитридной фазой является фаза Ti2N. Из приведенных данных отчетливо видно, что объемная доля нитридных фаз больше в образце, обработанном в плазме импульсного тлеющего разряда.
Методам сухого трения на трибометре Tribotechnik по схеме «палец-диск» была определена износостойкость поверхности. Износостойкость титана ВТ1-0 после азотирования в плазме импульсного тлеющего разряда примерно в 5 раз больше, чем титана в исходном состоянии и на 60% больше, чем после азотирования в плазме постоянного тлеющего разряда.
Источники информации, принятые во внимание:
[1] Rie K.-Т., Lampe Th. Thermochemical surface treatment of titanium and titanium alloy Ti-6A1-4V by low energy nitrogen ion bombardment // Mater. Sci. Eng. - 1985. - №69. - P. 437-481.
[2] Pye, D. Practical nitriding and ferritic nitrocarburizing / David Pye, - ASM International-2003.-P. 263.
[3] Meletis E.I. Intensified plasma-assisted processing: science and engineering / E.I. Meletis // Surface and Coating Technology. - 2002. - V. 149. - P. 95-113.
[4] Щанин П.М., Коваль H.H., Гончаренко И.М., Григорьев С.В. Азотирование конструкционных сталей в газовых разрядах низкого давления // ФиХОМ. - 2001. - №3. - С. 16.
[5] Ю.Х. Ахмадеев, И.М. Гончаренко, Ю.Ф. Иванов, Н.Н. Коваль, П.М. Щанин Азотирование технически чистого титана в тлеющем разряде с полым катодом // Письма в ЖТФ. - Т. 31. - В. 13. - 2005. - с. 24-30.
[6] Андреев А.А. Азотирование сталей в газовом дуговом разряде низкого давления / А.А. Андреев, В.М. Шулаев, Л.П. Саблев // ФИП. - 2006. - Т.4. - В. 3 - 4. - С. 191-197.
[7] Патент РФ №2413033. Способ плазменного азотирования изделия из стали или цветного сплава / Н.В. Гаврилов, А.С. Мамаев. - Заявл. 11.01.2009. - Опубл. 27.02.2011. - Бюл. №6. - 9 с.
[8] Н.Н. Коваль, П.М. Щанин, Ю.Х. Ахмадеев, И.В. Лопатин, Ю.Р. Колобов, Д.С. Вершинин, М.Ю. Смолякова Влияние состава плазмообразующего газа на процесс азотирования в несамостоятельном тлеющем разряде с полым катодом большого размера // Поверхность. Рентгеновские, синхротронные и нейтронные исследования. - 2012. - №.2. - С. 62-67.
Способ упрочняющей обработки стали 20х13
Способ импульсного электронно-пучкового полирования поверхности металлических изделий
Способ изготовления зубных коронок из диоксида циркония
Способ изготовления зубных мостов
Управляемая пуля
Устройство для поверхностной обработки металлических и металлокерамических изделий
Способ генерации электронного пучка для источников электронов с плазменными эмиттерами и анодной плазмой
Способ восстановления рабочей металлокерамической поверхности деталей и изделий
Способ определения жаростойкости функциональных покрытий на инструментальных и конструкционных материалах с использованием синхротронного излучения

