Результат интеллектуальной деятельности: СИСТЕМА УПРАВЛЕНИЯ ОКСИДОМ ДЛЯ ПРЕСС-ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ РАСПЛАВЛЕННОГО МЕТАЛЛА
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Эта заявка испрашивает приоритет и преимущество по дате подачи заявки у Предварительной патентной заявки США № 61/943.809, поданной 24 февраля 2014.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к системе управления оксидом и снимающей системе для использования в пресс-форме для непрерывного или полунепрерывного литья расплавленного металла, которая может включать в себя позиционное снятие оксидно направленных компонентов.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Металлические слитки, заготовки и другие литые детали могут быть образованы посредством способа литья, который использует вертикально ориентированную пресс-форму, расположенную выше большой литейной ямы ниже уровня пола установки для литья металла, хотя настоящее изобретение также может быть использовано в горизонтальных пресс-формах. Нижний компонент вертикальной литейной пресс-формы является стартовым блоком. Когда начинается способ литья, стартовые блоки находятся в их самом верхнем положении и в пресс-формах. Когда расплавленный металл заливается в отверстие пресс-формы или полость и охлаждается (обычно водой), стартовый блок медленно опускается с заранее определенной скоростью с помощью гидравлического цилиндра или другого устройства. Когда стартовый блок опускается, застывший металл или алюминий выпускается из нижней части пресс-формы, и образуются слитки, круглый прокат или заготовки различной геометрии, которые также могут быть отнесены здесь к литым деталям.
Хотя настоящее изобретение относится к литью металлов по существу, включая без ограничения, алюминий, латунь, свинец, цинк, магний, медь, сталь и т.д., раскрытые приведенные примеры и предпочтительный вариант осуществления могут быть направлены на алюминий, и поэтому термин алюминий или расплавленный металл может быть использован повсюду для согласованности, даже если изобретение относится в более общем смысле к металлам.
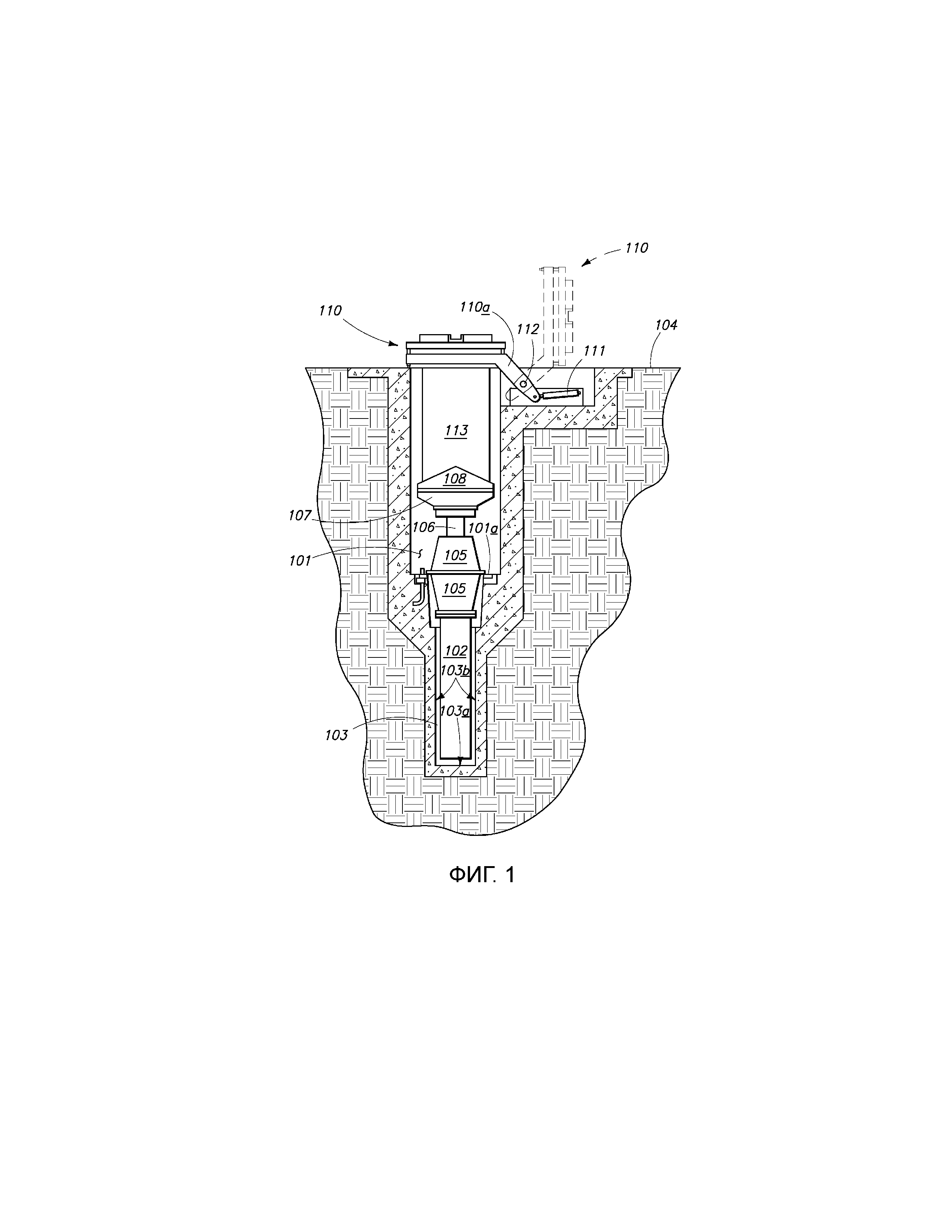
В то же время существует множество способов для достижения и конфигурирования устройства вертикального литья. Фиг. 1 иллюстрирует один пример. На фиг. 1 вертикальное литье алюминия, по существу, осуществляется ниже отметки уровня пола предприятия в литейной яме. Непосредственно под полом 101а литейной ямы находится кессон 103, в котором располагается гильза 102 гидравлического цилиндра для гидравлического цилиндра.
Как представлено на фиг. 1, компоненты нижней части типичного вертикального устройства алюминиевого литья, показанные внутри литейной ямы 101 и кессона 103, представляют собой гильзу 102 гидравлического цилиндра, плунжер 106, корпус 105 монтажного основания, стол 107 плунжера, и основание со стартовой головкой 108 (также упоминаемое как основание стартового блока), все представлены на высоте ниже пола 104 литейной установки.
Корпус 105 монтажного основания установлен на полу 101а литейной ямы 101, ниже которого находится кессон 103. Кессон 103 образован его боковыми стенками 103b и его полом 103а.
Типичный узел 110 формовочного стола также представлен на фиг. 1, который может быть наклонен, как представлено, посредством гидравлического цилиндра 111, толкающего рычаг 110а наклона формовочного стола так, что он поворачивается вокруг точки 112 и, тем самым, поднимает и вращает узел основной литейной рамы, как представлено на фиг. 1. Имеются также тележки для формовочного стола, которые позволяют узлам формовочного стола быть перемещенными к и от местоположения заливки выше литейной ямы.
Фиг. 1 дополнительно представляет стол 107 плунжера и основание 108 стартового блока, частично опущенное в литейную яму 101, с литой деталью 113 (которая может представлять собой слиток или заготовку), которая частично образована. Литая деталь 113 находится на основании 108 стартового блока, которое может включать стартовую головку или нижний блок, который, как правило (но не всегда), сидит на основании 108 стартового блока, все из которых являются известными в данной области техники и не нуждаются, поэтому, в более детальном отображении или описании. В то время как термин основание стартового блока используется для позиции 108, следует отметить, что термины основание нижнего блока и основание стартовой головки также используются в промышленности для ссылки к позиции 108.
В то время как основание 108 стартового блока на фиг. 1 представлено только одним стартовым блоком 108 и опорной плитой, как правило, несколько стартовых блоков устанавливаются на каждом основании стартового блока, которые одновременно отливают заготовки или слитки, когда основания стартового блока опускается во время процесса литья.
Когда гидравлическая жидкость вводится в гидравлический цилиндр при достаточном давлении, плунжер 106, а следовательно, основание 108 стартового блока поднимаются до желаемой высоты начала процесса литья, который осуществляется когда стартовые блоки находятся внутри узла 110 формовочного стола.
Опускание основания 108 стартового блока осуществляется путем дозирования гидравлической жидкости из цилиндра с заранее определенной скоростью, тем самым, опуская плунжер 106 и, следовательно, основание стартового блока с заранее определенной и регулируемой скоростью. Пресс-форма контролируемо охлаждается во время процесса для оказания помощи в застывании формирующихся слитков или заготовок, обычно с использованием средств водяного охлаждения. Хотя использование гидравлического цилиндра упоминается в данном документе, будет понятно специалистам в данной области техники, что существуют и другие механизмы и способы, которые могут быть использованы для опускания стола плунжера.
Существуют многочисленные пресс-формы и литейные технологии, которые соответствуют формовочным столам, и ни один, в частности, не нуждается на практике в различных вариантах осуществления настоящего изобретения, так как они известны специалистам в данной области техники.
Верхняя сторона типового формовочного стола, функционально соединяется с или взаимодействует с системой распределения металла. Типовой формовочный стол также функционально соединяется с пресс-формами, которые он укрывает.
Когда металл отливают с использованием вертикальной пресс-формы непрерывного литья, расплавленный металл охлаждается в литейной форме и непрерывно выпускается из нижнего конца пресс-формы, когда основание стартового блока опускается. Появляющаяся заготовка, слиток или другая конфигурация подразумевают достаточное затвердевание так, чтобы они сохраняли свой желаемый профиль. В некоторых литейных технологиях, может иметься воздушный зазор между выпускающимся застывшим металлом и проницаемой кольцевой стенкой, в то время как в других может быть непосредственный контакт. Ниже этого, также имеется воздушная полость пресс-формы между выпускающимся застывшим металлом и нижним участком пресс-формы и соответствующим оборудованием.
После того как отливка завершена, литые детали удаляются с нижнего блока или стартовой головки.
Способ литья инициируется посредством введения расплавленного металла в полость пресс-формы, а затвердевание расплавленного металла через полость пресс-формы происходит за счет применения охлаждающей текучей среды, такой как вода. Охлаждающая текучая среда распространяется вокруг периметра полости пресс-формы и в технологический процесс, заставляя стенки полости пресс-формы охлаждаться. Поскольку стенка полости пресс-формы является холодной, расплавленный металл, прилегающий к стенке, по существу, затвердевает и происходит усадка вокруг затвердевающей поверхности литой детали. Усадка литой детали, затем, заставляет затвердевающую литую деталь отодвинуться от охлаждающей стенки пресс-формы, приводя к некоторому повторному плавлению твердеющей поверхности литой детали и расширению обратно к стенке пресс-формы. Этот способ затвердевания происходит и получающаяся литая деталь выпускается из полости пресс-формы с затвердевшей наружной поверхностью или оболочкой, а внутреннее ядро литой детали все еще находится в расплавленном состоянии. Непрерывная подача охлаждающей текучей среды применяется по периметру затвердевающей литой детали, выпускающейся из полости пресс-формы.
В или выше выпуска или впуска в пресс-форму, расплавленный металл поступает посредством желоба в распределительную систему и обеспечивается в месте выше впуска пресс-формы. В общем случае желательно контролировать, управлять и содержать расплавленный металл, поступающий в полость пресс-формы, для контроля качества и безопасности литья. Это может потребовать или включать в себя датчик уровня поверхности расплавленного металла, который измеряет точный уровень поверхности расплавленного металла с целью оптимизации его положения относительно пресс-формы.
Во время способа формования для алюминия и различных сплавов, некоторые оксиды образуются на открытой поверхности расплавленного металла во время способа разливки. Является нежелательным иметь оксиды, образующиеся на некоторых основных областях внешней поверхности литой детали, так как они могут инициировать образование трещин в литой детали или влиять на качество литой детали для последующей обработки и операций прокатки на этой литой детали, например, крупные литые детали, называемые слитками, будут иметь, по существу, прямоугольную форму и будут иметь две большие плоские поверхности, которые будут называться как поверхности прокатки. Когда большой слиток прокатывают, поверхности прокатки, расположенные для взаимодействия с и между большими валиками и посредством повторяющихся операций прокатки относительно толстого слитка, сжимаются до толщины, которая может, например, использоваться для производства алюминиевых консервных банок.
Очень желательно при изготовлении литых деталей, предназначенных для некоторых операций, таких как прокатка, чтобы оксиды были сведены к минимуму или исключены на определенных критических поверхностях литой детали, таких как поверхности прокатки. Для получения слитка, предназначенного для прокатки, приемлемо иметь некоторый уровень оксидов на концевых участках сечения слитка, поскольку эти оксиды не имеют такого влияния на растрескивание поверхности прокатки отливки или последующие операции прокатки. Однако, если оксидам позволить переместиться на поверхность прокатки, качество литой детали будет негативно нарушено.
Это было хорошо известной проблемой в промышленности в течение длительного времени, и в целях предотвращения перемещения оксидов на поверхности расплавленного металла к поверхности прокатки или другим поверхностям, где важно минимизировать оксиды, типичными используемыми устройствами по предшествующему уровню техники являлись так называемые перемычки или оксидные барьеры. Эти перемычки или окисные барьеры имеют, как правило, прямоугольную, эллиптическую или круглую кольцевую форму, которые представляют барьер, который начинается ниже поверхности расплавленного металла и продолжается вверх над поверхностью так, чтобы оксиды, которые образуются на поверхности, не могли перемещаться или течь к поверхности литой детали. Перемычки, по предшествующему уровню техники, накапливали оксиды относительно быстро в пределах внутренней части перемычек или оксидных барьеров и, тем самым, создавали возвышенную поверхность выше фактического уровня расплавленного металла.
В то время как перемычки или оксидные барьеры уменьшают или предотвращают оксиды от перемещения или течения к защищаемым поверхностям, они накапливают оксиды внутри перемычки или барьера, при этом датчики уровня расплавленного металла обнаруживают изменяющийся уровень оксида выше уровня истинного расплавленного металла и являются тогда не в состоянии поддерживать поверхность расплавленного металла на желательном или необходимом уровне по отношению к пресс-форме с целью оптимизации литья. Если, например, накопление оксида находится от двух до четырех миллиметров выше поверхности расплавленного металла, система управления датчиком, следовательно, сохраняет уровень расплавленного металла от двух до четырех миллиметров ниже его предназначенного местоположения. Непредвиденные и негативные последствия могут возникнуть. Эти последствия могут включать в себя понижение качества литья или состояние, упоминаемое в промышленности, как состояние промыва, которое может привести к утечке расплавленного металла в область литья и литейной ямы.
В то время как в некоторых предшествующих уровнях техники датчик уровня поверхности расплавленного металла был перемещен в место для обнаружения металла за пределами оксидного барьера или перемычки, это не желательно по нескольким причинам, таким как неполное удержание оксида, и особенно в некоторых областях применения.
Поэтому желательно, и задачей настоящего изобретения является более эффективно и точно контролировать уровень расплавленного металла в пресс-форме для непрерывного литья путем регулирования, управления и маршрутизации оксидов, образующихся на поверхности расплавленного металла, при сохранении достаточно точного обнаружения и контроля площади поверхности расплавленного металла.
Поэтому задачей некоторых вариантов осуществления данного изобретения является обеспечение системы для более эффективного и точного регулирования уровня расплавленного металла в пресс-формах для непрерывного литья путем регулирования, управления и маршрутизации оксидов, образующихся на поверхности расплавленного металла.
Другие задачи, отличительные признаки и преимущества настоящего изобретения станут очевидными из описания, формулы изобретения и прилагаемых чертежей, которые составляют часть данного описания. При выполнении задач данного изобретения, следует понимать, что его существенные признаки могут претерпевать изменения в конструкции и конструктивной компоновке, при этом устройство только одного практического и предпочтительного варианта осуществления представлено на прилагаемых чертежах в соответствии с требованиями.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты осуществления изобретения описаны ниже со ссылкой к следующим прилагаемым чертежам.
Фиг. 1 представляет собой вид в вертикальном разрезе предшествующего уровня техники вертикальной литейной ямы, кессона и устройства отливки металла;
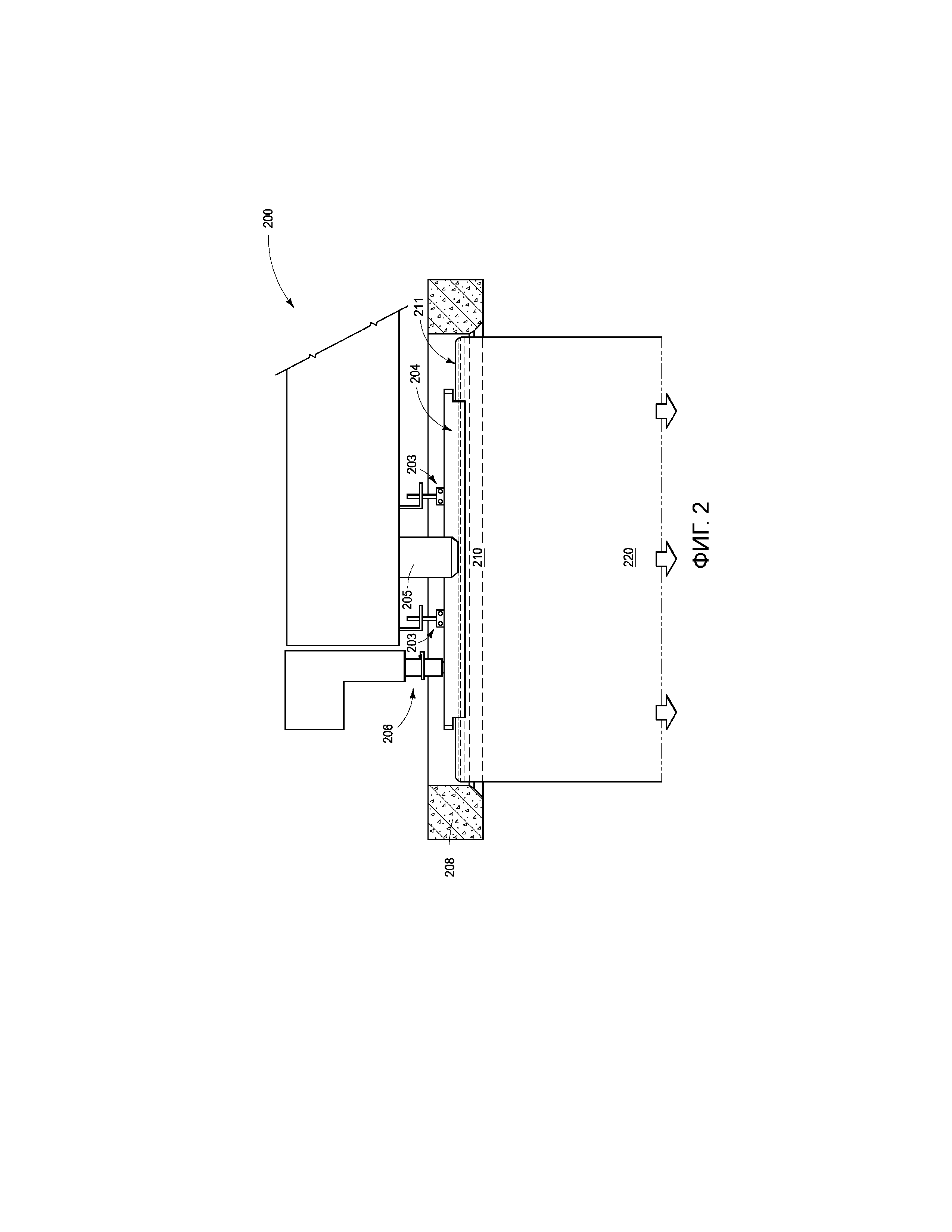
Фиг. 2 представляет собой частичный вид в вертикальном разрезе вертикальной пресс-формы 208 для непрерывного литья с системой 205 распределения расплавленного металла, датчиком 206 уровня расплавленного металла, образующейся литой деталью 220, и одним примером варианта осуществления оксидной перемычки 204, как это предусмотрено в данном изобретении;
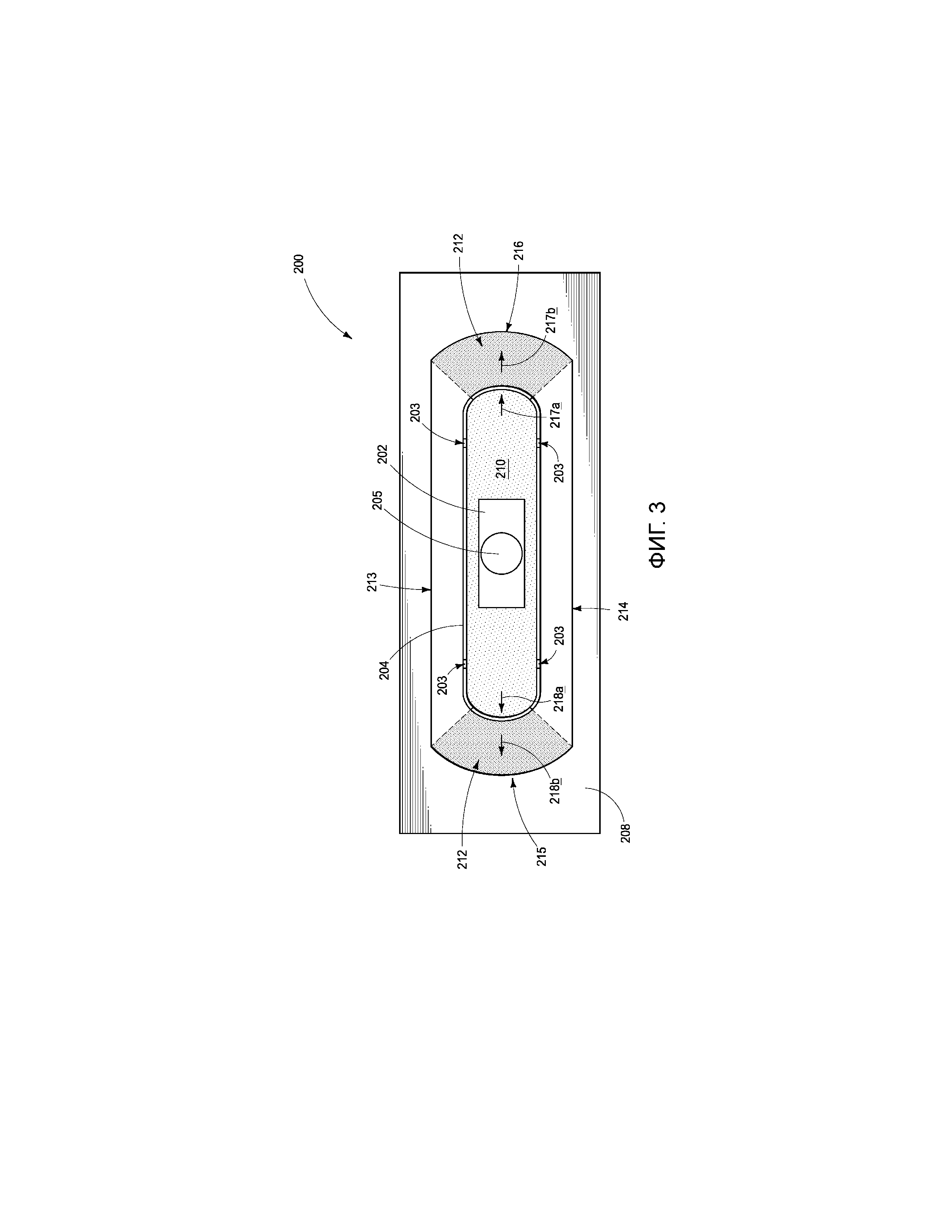
Фиг. 3 представляет собой вид сверху одного примера варианта осуществления оксидной перемычки 214, как это предусмотрено настоящим данным изобретением внутри пресс-формы;
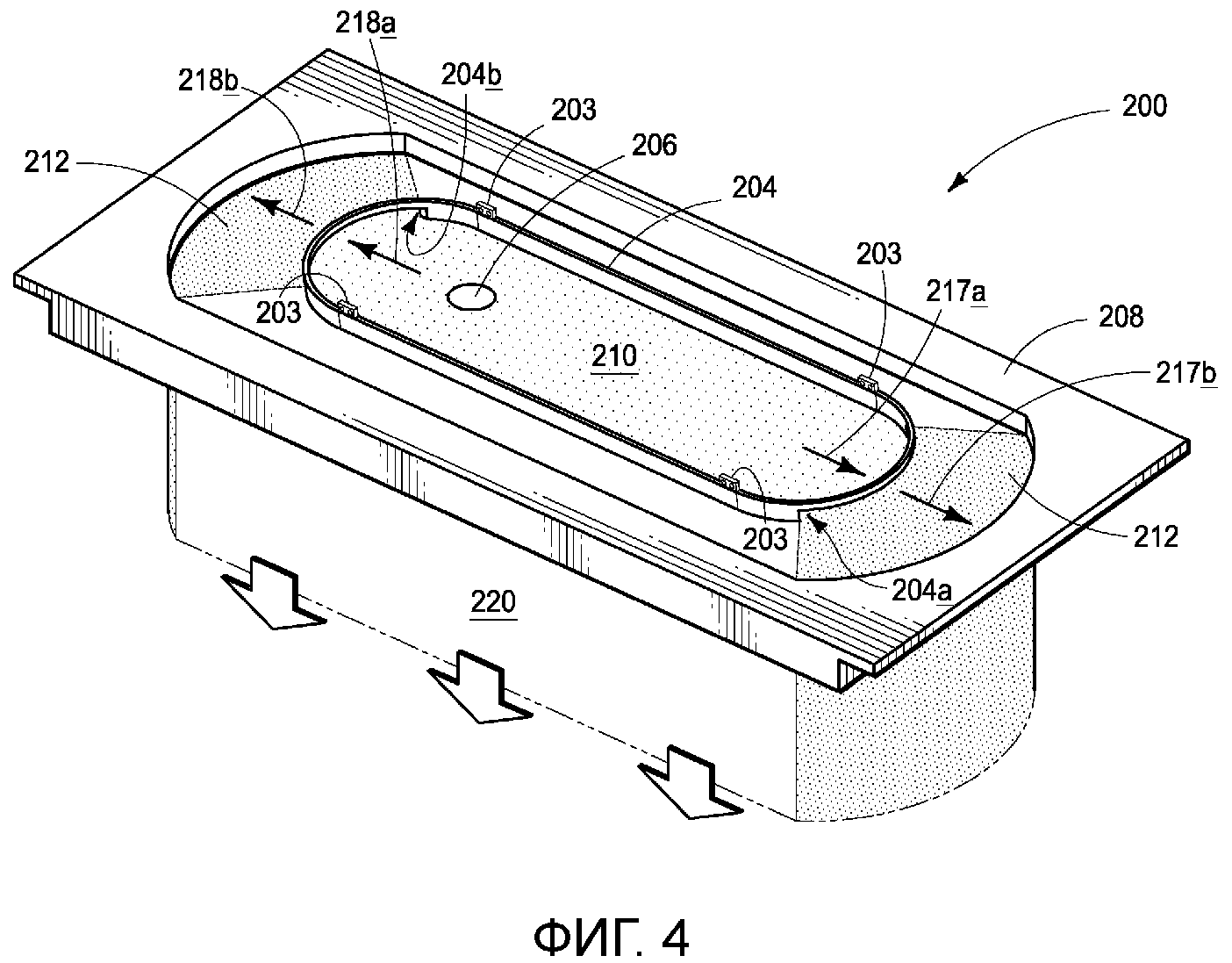
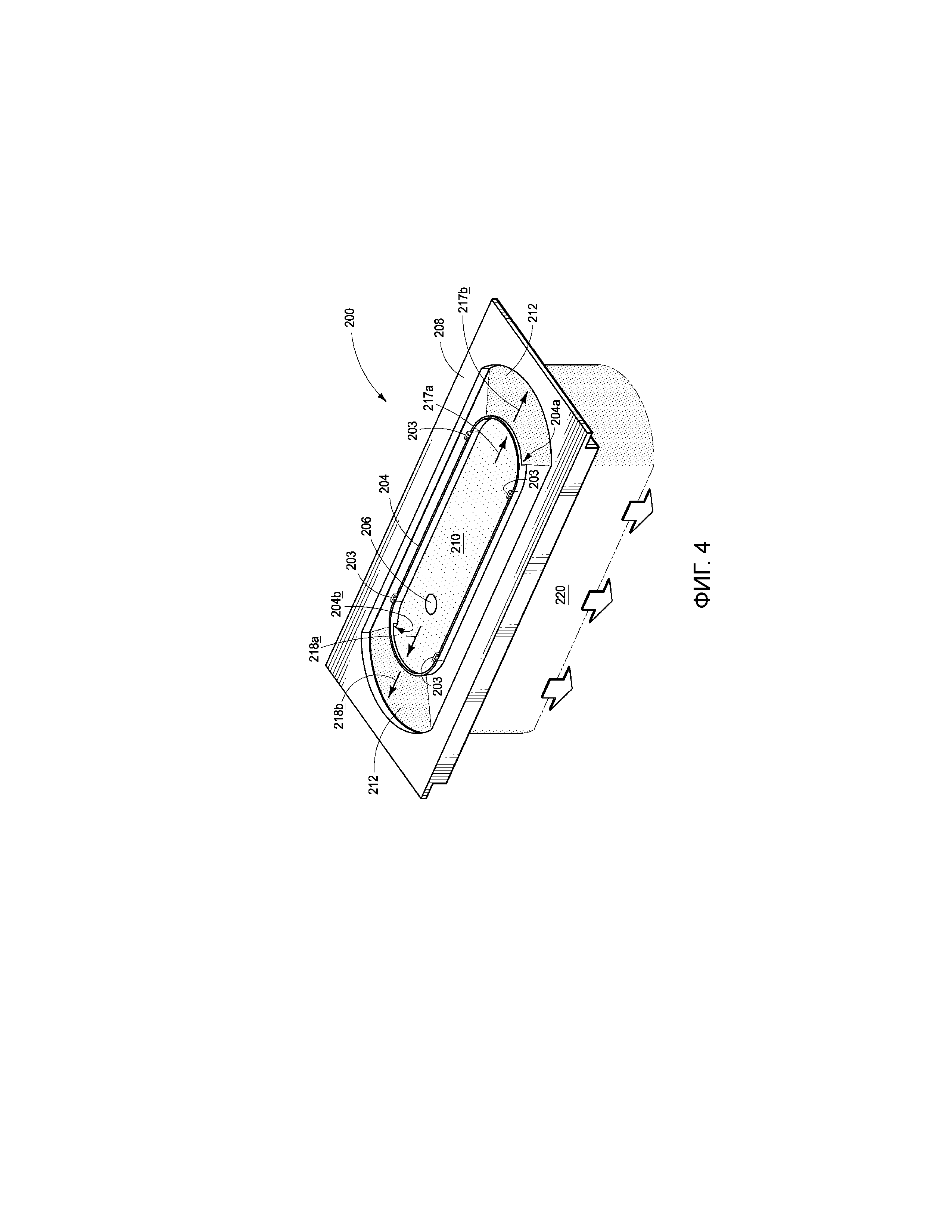
Фиг. 4 представляет собой вид в перспективе примера варианта осуществления данного изобретения, представленного на фиг. 3;
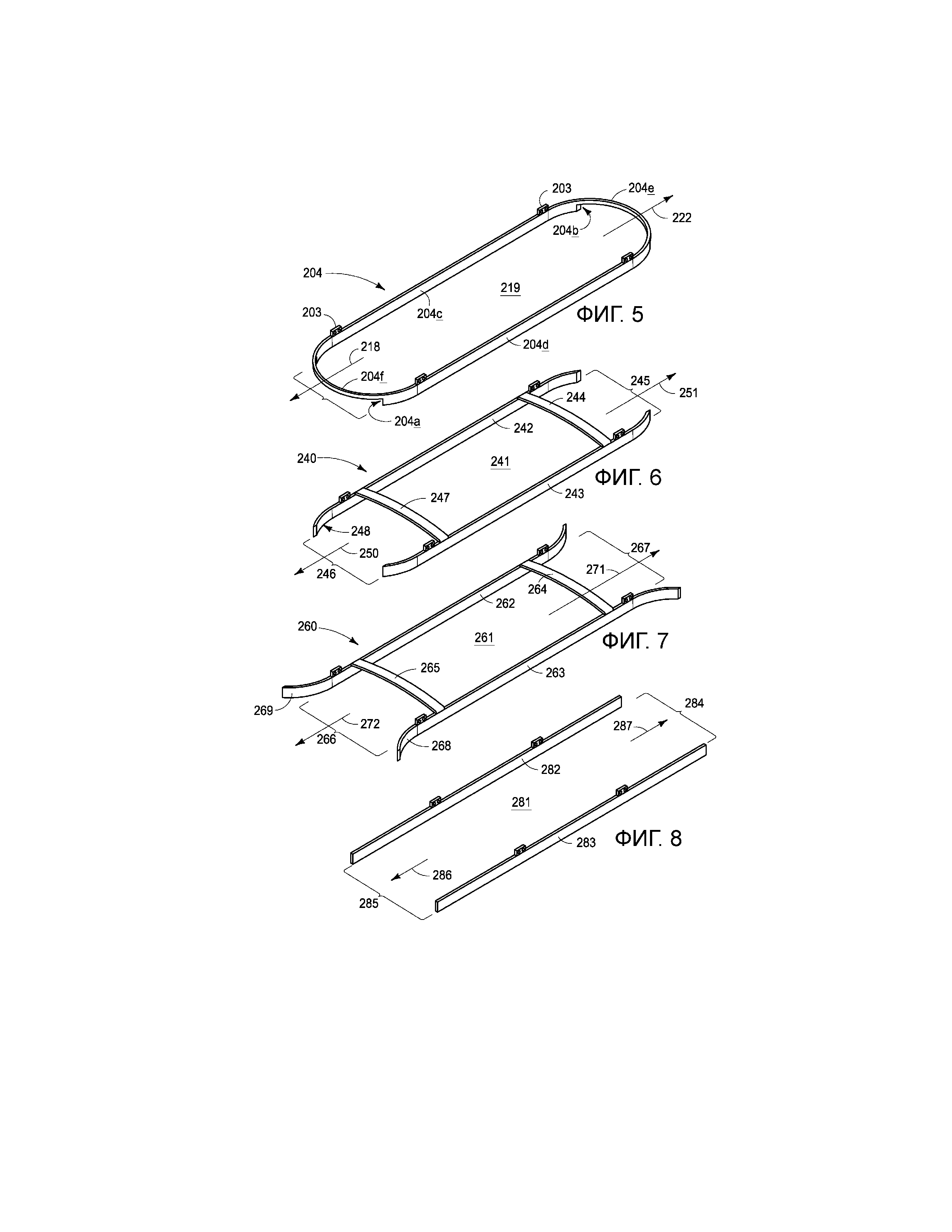
Фиг. 5 представляет собой вид в перспективе одного примера варианта осуществления оксидной перемычки, которая может быть использована в практических аспектах данного изобретения;
Фиг. 6 представляет собой вид в перспективе другого примера варианта осуществления оксидной перемычки, которая может быть использована в практических аспектах данного изобретения;
Фиг. 7 представляет собой вид в перспективе еще одного примера варианта осуществления оксидной перемычки, которая может быть использована в практических аспектах данного изобретения;
Фиг. 8 представляет собой вид в перспективе другого примера варианта осуществления оксидной перемычки, которая может быть использована в практических аспектах данного изобретения;
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Многие крепления, соединения, изделия и другие средства и компоненты, используемые в данном изобретении, являются широко известными и используются в области описанного изобретения, и их точная природа или тип не являются необходимыми для понимания и использования изобретения специалистами в данной области техники или науки; таким образом, они не будут обсуждаться в значительной подробности. Кроме того, различные компоненты, представленные или описанные в настоящем документе для любого конкретного применения настоящего изобретения, могут быть изменены или переделаны, как ожидается данным изобретением и практикой конкретного применения или варианта осуществления любого элемента, может быть уже широко известного или используемого в данной области, или специалистами в данной области техники или науки; таким образом, каждое не будет обсуждаться в значительной подробности.
Термины "а", "an", и "the" , используемые здесь в формуле изобретения используются в соответствии с долголетней редакционной практикой формулы изобретения, а не в качестве ограничения. Если конкретно не указано в данном описании, термины "a", "an", и "the" не ограничиваются одним из таких элементов, но вместо этого означают "по меньшей мере, один".
Следует понимать, что данное изобретение может быть использовано в связи с различными видами технологий и конфигураций литья металла. Следует также понимать, что данное изобретение может быть использовано на горизонтальных или вертикальных устройствах литья.
Пресс-форма или рамная конструкция пресс-формы, которые могут быть использованы в вариантах осуществления данного изобретения, следовательно, должны иметь возможность получения расплавленного металла из источника расплавленного металла, независимо от конкретного типа источника. Полости пресс-формы в пресс-форме, должны, поэтому быть ориентированы в текучей среде или положению получаемого металла пресс формой относительно источника расплавленного металла.
Также будет понятно специалистам в этой области техники, что варианты осуществления данной системы управления оксидом могут и будут сочетаться с существующими системами и/или модернизировать существующие действующие системы литья, все в пределах объема настоящего изобретения.
Фиг. 1 описана выше в разделе "Предпосылки изобретения", и поэтому не будет здесь повторяться.
Фиг. 2 представляет собой частичный вид в вертикальном разрезе вертикальной системы пресс-формы 200 для непрерывного литья с системой распределения расплавленного металла, включающей в себя желоб для расплавленного металла или горловину 205, датчик 206 уровня расплавленного металла, образовываемую литую деталь 220, стенку 208 пресс-формы, оксидный барьер 204, кронштейны 203 оксидного барьера для прикрепления к и позиционирования оксидного барьера 204 относительно верхней поверхности 211 расплавленного металла 210 внутри пресс-формы 208. Следует отметить, что оксидный барьер 204 может быть жестко закреплен относительно расплавленного металла или допускается плавание на расплавленном металле для сохранения своего положения на различных уровнях металла внутри пресс-формы.
Фиг. 3 представляет собой вид сверху одного примера варианта осуществления оксидного барьера 204, как это предусмотрено данным изобретением внутри пресс-формы 208, иллюстрирующий горловину 205 распределения расплавленного металла и распределительный мешок 202. Фиг. 3 дополнительно иллюстрирует оксид 210 расплавленного металла внутри границ оксидного барьера 204, адаптеры 203 оксидного барьера или точки присоединения, и оксид 212 расплавленного металла за пределами оксидного барьера 204.
Фиг. 3 иллюстрирует пресс-форму для литья, по существу, прямоугольной литой детали, представляющей плоские стороны 213 и 214, которые также могут быть названы как поверхности прокатки, потому что они являются теми поверхностями, которые будут помещены в прокатный стан и взаимодействовать с вальцами. Оксид 210 расплавленного металла на поверхности расплавленного металла внутри оксидного барьера 204 и стрелки 217а и 218а иллюстрируют управляемое или направленное движение поверхностных оксидов расплавленного металла к концам оксидного барьера 204 (по сравнению с прокатными или плоскими поверхностями). Стрелки 217b и 218b иллюстрируют, как оксидный барьер не только направляет оксиды на поверхности расплавленного металла к концам, но и обеспечивает в этом варианте осуществления отверстие или канал, через который расплавленный металл с оксидами может течь для направления к требуемой области, то есть первому концу 215 и второму концу 216 отливаемой литой детали. Оксидный барьер, представленный на фиг. 3, показан более подробно на фиг. 5.
Фиг. 4 представляет собой вид в перспективе примера варианта осуществления данного изобретения, представленного на фиг. 3, иллюстрирующий литейную систему 200 пресс-формы, пресс-форму 208, литую деталь 220 и оксидный барьер 204 с адаптерами 203 и поверхностью оксида 210 расплавленного металла. Фиг. 4 дополнительно иллюстрирует выпускные отверстия 204а и 204b оксидного барьера или выпуски, через которые оксиды на расплавленном металле внутри оксидного барьера текут к концевым участкам литой детали 220 вместо того, чтобы течь к плоским или поверхностям прокатки.
Фиг. 4 дополнительно иллюстрирует стрелками 217a и 218а, как оксидный барьер управляет или направляет движение поверхности расплавленного металла с оксидами к концам оксидного барьера 204 (по сравнению с прокатными или плоскими поверхностями). Стрелки 217b и 218b иллюстрируют, как оксидный барьер не только направляет оксиды на поверхности расплавленного металла к концам, но и обеспечивает в этом варианте осуществления отверстие или канал, через который расплавленный металл с оксидами может течь для направления к требуемой области, то есть концам отливаемой литой детали.
Это будет понятно специалистам в данной области, что в то время как может быть предпочтительно, направлять или ориентировать оксиды как к первому концу 215, так и второму концу 216 (показанным на фиг. 3) отливаемой литой детали, данное изобретение также рассматривает другие конфигурации для улучшения отливки, такие, как только направление оксидов к первому концу 215, например.
Фиг. 5 представляет собой вид в перспективе одного примера варианта осуществления оксидной перемычки 204, которая может быть использована в практических аспектах данного изобретения, иллюстрирующего окисную перемычку 204, внутреннюю часть 219 оксидной перемычки 204, первую сторону 204с и вторую сторону 204d, первый конец 204f и второй конец 204e, адаптеры 203 для крепления к и позиционирования оксидной перемычки 204 относительно желательного уровня поверхности расплавленного металла. Для того, чтобы управляемо направлять оксиды, которые образуются на поверхности расплавленного металла во внутреннем пространстве 219 оксидной перемычки 204, два выпуска перемычки предусмотрены в этом варианте осуществления на концах 204e и 204f оксидной перемычки 204. Позиция 204а отражает, что имеется неполный верхний участок перемычки на конце 204f такой, что когда оксидная перемычка 204 поддерживается на соответствующем уровне, оксиды могут протекать под верхним участком концов оксидной перемычки 204, как отражено стрелками 218 и 222. Фиг. 5 дополнительно иллюстрирует, как может быть уменьшена площадь сечения внутренней части 219 оксидной перемычки 204, для обеспечения лучшего управления потоком и направления потока оксидов через оксидные выпуски 204а и 204b в оксидной перемычке 204.
Фиг. 6 представляет собой вид в перспективе другого примера варианта осуществления оксидной перемычки 240, которая может быть использована в практических аспектах данного изобретения, иллюстрирующего рамную конструкцию оксидной перемычки, содержащую первую сторону 242 перемычки, вторую сторону 243 перемычки, внутреннюю часть 241 перемычки, соединительные элементы 244 и 247 рамной конструкции, каждый из которых прикреплен к первой стороне 242 перемычки и второй стороне 243 перемычки, для обеспечения остальных участков конструкции в этом варианте осуществления. Пример варианта осуществления оксидной перемычки 240, иллюстрированный на фиг. 6, представляет первый выпускной конец 245 и второй выпускной конец 246, со стрелками 250 и 251, представляющими управляемый и направленный поток оксидов к концам, которые будут у литой детали. Позиция 248 представляет собой дугообразный участок первой стороны 242 перемычки, который может быть использован на любом одном или нескольких концах первой и второй сторон 242 и 243 перемычки для помощи в управлении и направлении потока оксидов. Первая сторона 242 перемычки и вторая сторона 243 перемычки будут расположены таким образом, что уровень расплавленного металла опускается внутри перемычек и предотвращает течение оксидов к большим поверхностям прокатки.
Фиг. 7 представляет собой вид в перспективе еще одного примера варианта осуществления оксидной перемычки 260, которая может быть использована в практических аспектах данного изобретения, иллюстрирующего первую сторону 262 перемычки, вторую сторону 263 перемычки, внутреннюю часть 261 перемычки, поперечные опоры 264 и 265 перемычки. Фиг. 7 дополнительно представляет первый выпуск 266 перемычки и второй выпуск 267 перемычки, со стрелками 271 и 272, обозначающими управляемый и направляемый поток расплавленного металла и оксидов по направлению к концевым участкам пресс-формы и получающейся литой детали. На фиг. 7, дугообразные концы первой секции 262 перемычки и второй секции 263 перемычки являются выпуклыми наружу, как это отображено концевыми участками 269 и 268 первой стороны 262 перемычки и второй стороны 263 перемычки, соответственно, для обеспечения желаемого управляемого и направляемого потока оксидов к концевым участкам пресс-формы, и получающейся литой детали.
Фиг. 8 представляет собой вид в перспективе другого примера варианта осуществления оксидной перемычки 280, которая может быть использована в практических аспектах данного изобретения, иллюстрирующего первую сторону 282 перемычки, вторую сторону 283 перемычки, внутреннюю часть 281 перемычки, первый выпуск 284 перемычки и второй выпуск 285 перемычки на концевых участках перемычки 280, со стрелками 286 и 287, представляющими управляемый поток расплавленного металла с оксидами, направленными к концевым участкам пресс-формы, и получающейся литой детали.
Данное изобретение обращено к давней и известной проблеме при непрерывном литье и к управлению потоком оксидов металла таким образом, чтобы они не попадали на некоторые поверхности получающейся литой детали. Способ обеспечения управляемого и направляемого движения оксидов улучшает технологический способ, так как более крупные оксидные барьеры могут быть использованы с оборудованием для измерения уровня металла без проблемы накопления оксидов и вмешательства в измерение уровня расплавленного металла внутри перемычки, что имеет место в этой отрасли.
После того как расплавленный металл подается в пресс-форму из распределительного желоба, он будет накапливаться до тех пор, пока не достигнет желаемого уровня отливки. Датчик расплавленного металла будет обнаруживать, и контролировать уровень расплавленного металла более точно, так как оксидам не будет позволено накапливаться до достаточной высоты для дачи ложных показаний уровня расплавленного металла и создания отрицательного эффекта в способе литья. Как только желаемый уровень расплавленного металла достигнут, накапливающиеся оксиды обеспечиваются одним или несколькими выпусками, и направляются к местам, где это приемлемо, чтобы позволить оксидам иметь место на получающейся литой детали, но что более важно, направляются в сторону от тех поверхностей, где нежелательно допустить оксиды на поверхности получающейся литой детали.
Как будет оценено специалистами в данной области техники, существуют многочисленные варианты осуществления данного изобретения, а также вариации элементов и компонентов, которые могут быть использованы, все в пределах объема данного изобретения. В одном варианте осуществления, например, способ управления оксидами в пресс-форме непрерывного литья, содержит этапы при которых: обеспечивают пресс-форму для непрерывного литья с полостью пресс-формы, выполненной с возможностью изготовления литой детали; обеспечивают оксидную перемычку, расположенную относительно полости пресс-формы для содержания оксидов, появляющихся на поверхности расплавленного металла, предусмотренного для пресс-формы, при этом оксидная перемычка включает внутреннюю часть перемычки; обеспечивают один или несколько оксидных выпусков из внутренней части перемычки, выполненных с возможностью направления оксидов, появляющихся на поверхности расплавленного металла внутри внутренней части оксидной перемычки к заданному месту внутри полости пресс-формы; вводят расплавленный металл в полость пресс-формы до требуемого уровня металла, обнаруживаемого датчиком уровня расплавленного металла; обеспечивают управляемый выпуск оксидной перемычки на поверхности расплавленного металла для направления оксидов, образующихся внутри внутренней части оксидной перемычки, для вытекания за пределы оксидной перемычки в заранее установленное место внутри полости пресс-формы.
Дополнительные варианты осуществления к тем, что изложены в предыдущем абзаце, включают способ управления оксидом в пресс-форме для непрерывного литья: дополнительно в котором оксидная перемычка является неподвижной; дополнительно в котором оксидная перемычка является частично погруженной и плавает на поверхности расплавленного металла; дополнительно в котором перенаправление оксида осуществляется для усовершенствования поверхностных характеристик литой детали; дополнительно в котором оксид направляется в сторону от устройства обнаружения металла; дополнительно в котором оксид направляется в сторону от поверхностей прокатки литой детали; и/или дополнительно в котором оксид направляется к месту, соответствующему, по меньшей мере, одному концу литой детали.
В другом варианте осуществления, устройство управления оксидной перемычкой предусмотрено для использования в пресс-форме для непрерывного литья для образования литой детали с двумя прокатными поверхностями литой детали и двумя концевыми поверхностями литой детали, при этом устройство содержит: первую сторону снимающей перемычки и противоположную вторую сторону снимающей перемычки, выполненные с возможностью расположения на или вокруг поверхности расплавленного металла на впуске пресс-формы в пресс-форме для непрерывного литья; первую сторону снимающей перемычки и вторую сторону снимающей перемычки, удерживаемые, как правило, выровненными со сторонами пресс-формы, представляющими прокатные поверхности литой детали; и первый оксидный направляющий выпуск снимающей перемычки, соответствующий первому концу литой детали, и выполненный с возможностью направления оксидов на поверхности расплавленного металла к заданному местоположению.
Дополнительные варианты осуществления к тем, что в предыдущем абзаце, включают в себя устройство управления оксидом: в котором дополнительно первая сторона снимающей перемычки и вторая сторона снимающей перемычки удерживаются, по существу, выровненными со сторонами пресс-формы, представляющими прокатные поверхности литой детали, посредством поперечной поддерживающей рамной конструкции; дополнительно содержащее второй оксидный направляющий выпуск снимающей перемычки, по существу, соответствующий второму концу литой детали, и выполненный с возможностью направления оксидов на поверхности расплавленного металла ко второму концу литой детали; дополнительно в котором заранее определенное местоположение находится в первом конце отливаемой литой детали; и/или дополнительно в котором заранее определенное местоположение находится также на втором конце отливаемой литой детали.
Форма для непрерывного литья расплавленного металла и система литья
Управляющая система из стержня и питающей трубки для нагрева распределительных трубчатых конструкций, используемых при литье металла
Система управления охлаждающим средством и протиром для кристаллизатора машины непрерывного литья металла
Система обнаружения утечек
Сенсорная и автоматизированная система литейного стола
Система регулирования расхода газа для литейных форм для расплавленного металла с проницаемыми стенками периметра
Динамическое управление геометрической формой кристаллизатора для литья с прямым охлаждением

