Результат интеллектуальной деятельности: НАТЯЖИТЕЛЬ ЦЕПИ, МАШИНА ДЛЯ ОБРАБОТКИ ЭЛЕМЕНТОВ В ВИДЕ ЛИСТОВ И СПОСОБ НАТЯЖЕНИЯ ЦЕПЕЙ
Вид РИД
Изобретение
Настоящее изобретение относится к натяжителю цепи для транспортирующего устройства машины для обработки элементов в виде листов, к машине для обработки элементов в виде листов и к способу натяжения цепей транспортирующего устройства.
Машина для обработки элементов в виде листов, например, листов бумаги или картона для изготовления упаковки, содержит последовательность рабочих станций для преобразования листов, в частности, с помощью тигельного пресса. Поскольку машины такого типа автоматизированы, обеспечены средства транспортировки для последовательного ввода каждого листа в каждую из рабочих станций. На практике, как правило, речь идет о последовательности поперечных штанг, обеспеченных захватами. Каждая из этих поперечных штанг, обычно называемых штангами с захватами, в свою очередь, захватывает лист на его переднем крае перед последовательным протягиванием его через различные рабочие станции машины. Каждый из концов штанг с захватами соответственно соединен с боковой цепью, образующей петлю, обычно просто называемую цепью. За счет перемещения, передаваемого на цепи, все штанги с захватами начинают движение из остановленного положения, ускоряются, достигают максимальной скорости, замедляются и затем останавливаются, таким образом, описывая цикл ускорения и скорости, соответствующий передаче листа из одной рабочей станции в следующую рабочую станцию. Каждая станция выполняет свою работу синхронно с этим циклом, который обычно называется машинным циклом.
Вдоль цепей возникают вибрационные явления, которые нарушают их динамическое поведение. Для ограничения этих вибрационных явлений используются пружины, служащие в качестве натяжителей для цепей, оказывая усилие на направляющее устройство в контакте с цепью, причем направляющее устройство, в частности, может содержать шкив, зубчатые колеса или простые направляющие.
По мере увеличения производительности машины штанги с захватами и цепи подвергаются более высоким механическим напряжениям и, следовательно, должны быть более прочными. Вибрационные явления также становятся более существенными и требуют использования более мощных пружин, которые создают большее натяжение, и это дополнительно увеличивает механические напряжения на цепях, тем самым сокращая срок их использования и увеличивая вероятность поломок или повреждений. В связи с этим имеется необходимость усиления цепей и, следовательно, увеличения мощности приводных и тормозных элементов, которые будут ускорять и замедлять их во время каждого цикла.
Документ WO2012/038035 описывает улучшенный натяжитель цепи, содержащий по меньшей мере один приводной элемент, выполненный с возможностью создания переменного усилия, интенсивность которого зависит от мгновенной производительности машины, причем переменное усилие воздействует на по меньшей мере одно из направляющих устройств для цепи. Таким образом, этот динамический натяжитель адаптирует усилие, постоянно воздействующее на направляющее устройство, в зависимости от машинного угла и производительности машины. Поскольку вибрация вдоль цепей увеличивается в зависимости от производительности машины, натяжение может регулироваться соответствующим образом. Переменное толкающее усилие на цепях в зависимости от машинного угла и мгновенной производительности машины позволяет эффективно бороться с вибрационными явлениями, при этом ограничивая напряжения на цепях. Это позволяет значительно замедлять износ и существенно увеличивать срок службы.
Одна из целей настоящего изобретения заключается в обеспечении улучшенного динамического натяжителя цепи, который является более надежным, более компактным, менее дорогостоящим и/или более простым в размещении, чем натяжители цепи известного уровня техники, для лучшей регулировки натяжения цепей.
Соответственно, один объект настоящего изобретения представляет собой натяжитель цепи для транспортирующего устройства машины для обработки элементов в виде листов, причем указанное транспортирующее устройство содержит две боковые цепи, соединенные с концами множества поперечных штанг с захватами, выполненных с возможностью захвата элементов в виде листов, и по меньшей мере одно направляющее устройство для цепи, выполненное с возможностью направления соответствующей цепи, отличающийся тем, что натяжитель цепи содержит:
исполнительный механизм, выполненный с возможностью управления посредством блока управления обрабатывающей машины,
подвижную опору,
передаточный элемент, установленный на подвижной опоре,
вращательный элемент, выполненный с возможностью вращения посредством исполнительного механизма и взаимодействия с передаточным элементом для приложения толкающего усилия к подвижной опоре, причем вращательный элемент выполнен с возможностью вращения в угловом диапазоне менее чем на 360° между первым крайним угловым положением и вторым крайним угловым положением, причем натяжение цепи минимально для первого крайнего углового положения и максимально для второго крайнего углового положения, причем исполнительный механизм управляется синхронно с машинным углом.
Таким образом, натяжитель цепи позволяет изменять натяжение цепей в зависимости от машинного угла, тем самым позволяя компенсировать вибрации цепей в зависимости от требований, в частности, в зависимости от фаз ускорения и замедления цепей. Это позволяет значительно увеличивать срок службы цепей за счет снижения износа. Таким образом, натяжитель цепи позволяет гарантировать точность размещения штанг с захватами в течение машинного цикла. Кроме того, он является более надежным и компактным, чем ременные системы известного уровня техники.
В соответствии с одним или более признаками натяжителя цепи, взятыми отдельно или в сочетании,
передаточный элемент представляет собой кулачковый ролик, установленный с возможностью вращения на подвижной опоре, а вращательный элемент представляет собой кулачок, причем кулачок имеет кулачковую поверхность, выполненную с возможностью взаимодействия с кулачковым роликом, причем кулачковая поверхность имеет форму витка спирали, радиус которого увеличивается между первым крайним угловым положением и вторым крайним угловым положением,
передаточный элемент, установленный на подвижной опоре, представляет собой шатун, причем один конец шатуна установлен с возможностью поворота на подвижной опоре, а другой конец шатуна установлен с возможностью поворота на вращательном элементе,
угловое положение вращательного элемента также регулируется в зависимости от производительности машины,
блок управления выполнен с возможностью определения положения рабочего угла в угловом диапазоне для учета параметров окружающей среды цепей,
исполнительный механизм выполнен с возможностью управления с точки зрения тока,
вращательный элемент находится в непосредственном зацеплении с приводным валом исполнительного механизма,
рабочий угол вращательного элемента, на котором вращательный элемент взаимодействует с передаточным элементом в течение машинного цикла, составляет больше 0° и меньше 100°,
подвижная опора содержит поворотный качающийся рычаг, выполненный с возможностью шарнирного соединения с направляющим устройством для цепи,
качающийся рычаг содержит:
штангу,
шарнир, выполненный с возможностью крепления к раме обрабатывающей машины, и на котором установлен первый конец штанги,
шаровое соединение, выполненное с возможностью взаимодействия с направляющим устройством для цепи и вторым концом штанги,
головку, прикрепленную к штанге, причем передаточный элемент установлен с возможностью перемещения на одном конце головки,
подвижная опора содержит поступательно перемещаемую каретку,
натяжитель цепи также содержит по меньшей мере одно возвратное устройство, выполненное с возможностью приложения по существу постоянного толкающего усилия к направляющему устройству для цепи.
Другой объект изобретения представляет собой машину для обработки элементов в виде листов, содержащую:
множество рабочих станций,
транспортирующее устройство для последовательной транспортировки каждого листа через различные рабочие станции, причем указанное транспортирующее устройство содержит:
множество поперечных штанг с захватами, выполненных с возможностью захвата листов на их передних краях,
первую и вторую боковые цепи, соединенные с концами штанг с захватами,
по меньшей мере одно направляющее устройство для цепи, выполненное с возможностью направления соответствующей цепи,
отличающуюся тем, что обрабатывающая машина содержит по меньшей мере один натяжитель цепи, как описано выше, выполненный с возможностью натяжения по меньшей мере одной цепи.
Обрабатывающая машина может содержать два натяжителя цепи для натяжения соответствующей цепи.
Еще один объект изобретения представляет собой способ натяжения цепей транспортирующего устройства машины для обработки элементов в виде листов посредством по меньшей мере одного натяжителя цепи, как описано выше, в котором угловое положение вращательного элемента регулируют синхронно с машинным углом, причем поворот в одном направлении увеличивает натяжение цепи, а поворот в противоположном направлении вращения уменьшает натяжение цепи.
В соответствии с одним или более признаками способа, взятыми отдельно или в сочетании,
двигателем исполнительного механизма управляют с точки зрения тока или положения,
исполнительным механизмом также управляют в зависимости от производительности машины,
положение рабочего угла в угловом диапазоне определяют для учета параметров окружающей среды цепей,
регулировку углового положения вращательного элемента начинают синхронно с машинным углом только тогда, когда производительность машины превышает пороговое значение производительности машины,
угловое положение вращательного элемента регулируют в отцепленном положении передаточного элемента для приложения по существу постоянного толкающего усилия возвратного устройства только к направляющему устройству для цепи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества и признаки станут очевидными при прочтении описания изобретения и приложенных чертежей, которые представляют неограничивающий примерный вариант выполнения изобретения, и на которых:
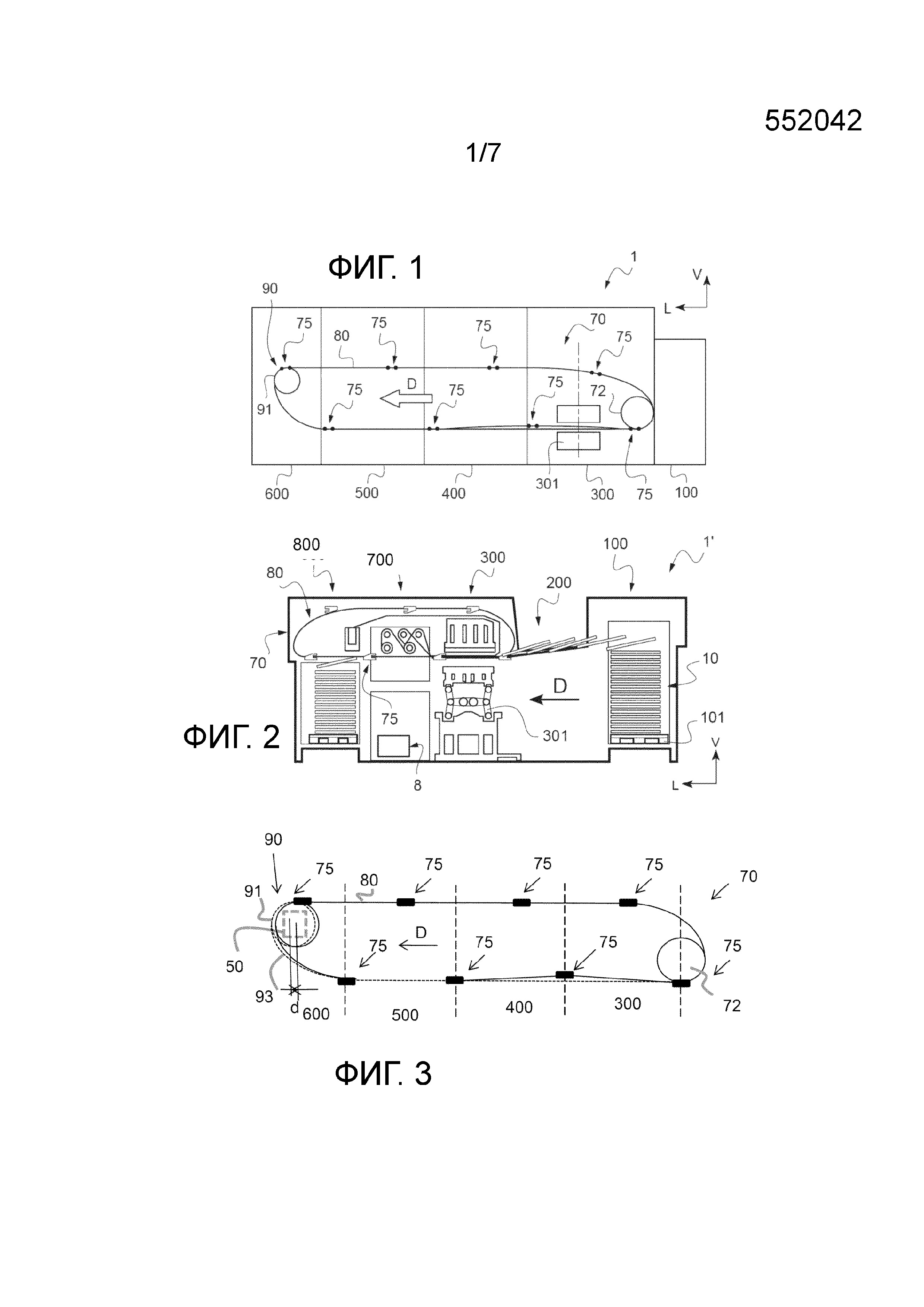
Фигура 1 очень схематично иллюстрирует первый пример машины для обработки элементов в виде листов.
Фигура 2 очень схематично иллюстрирует второй пример машины для обработки листовых элементов.
Фигура 3 показывает схематичный вид транспортирующего устройства машины для обработки элементов в виде листов.
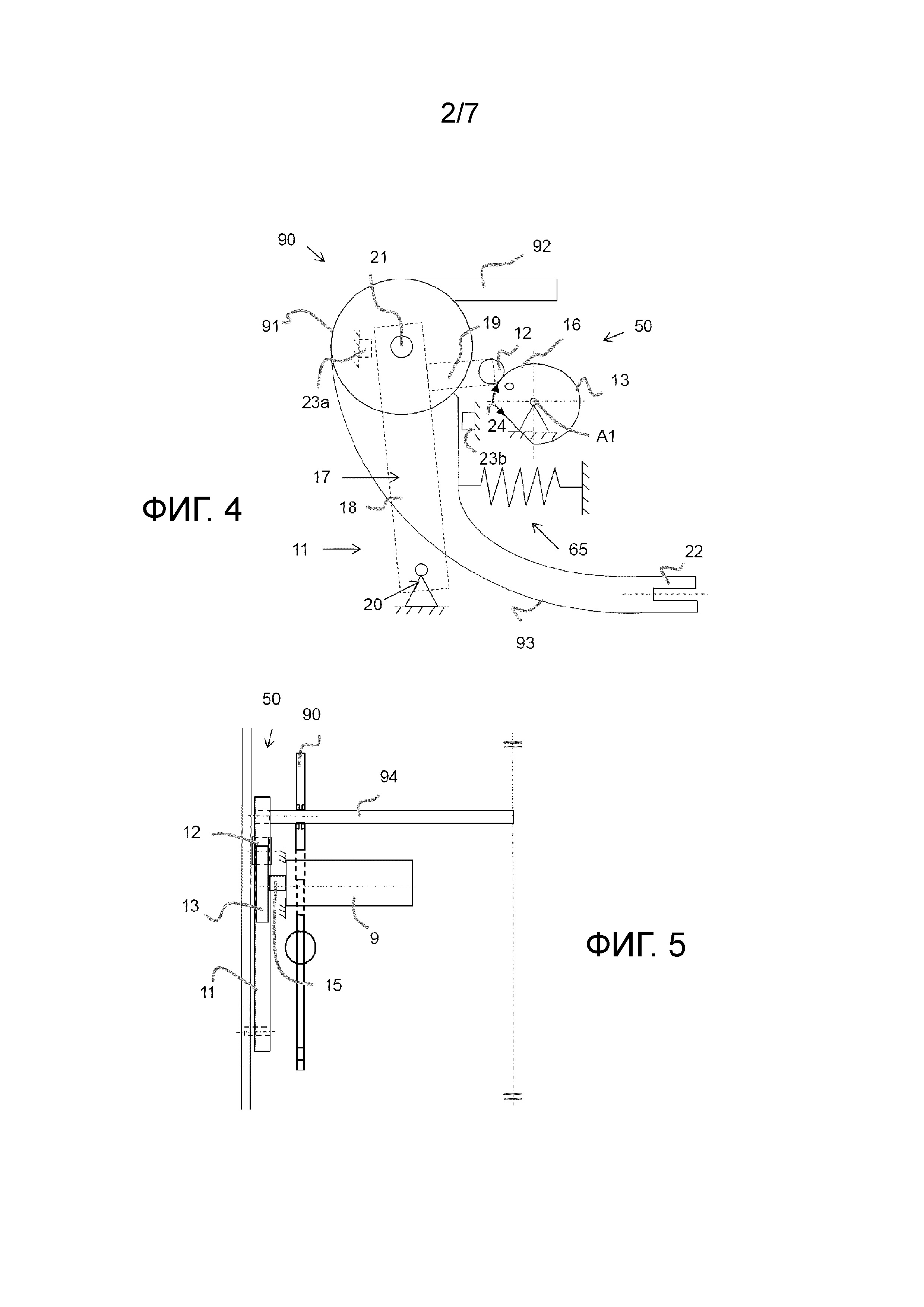
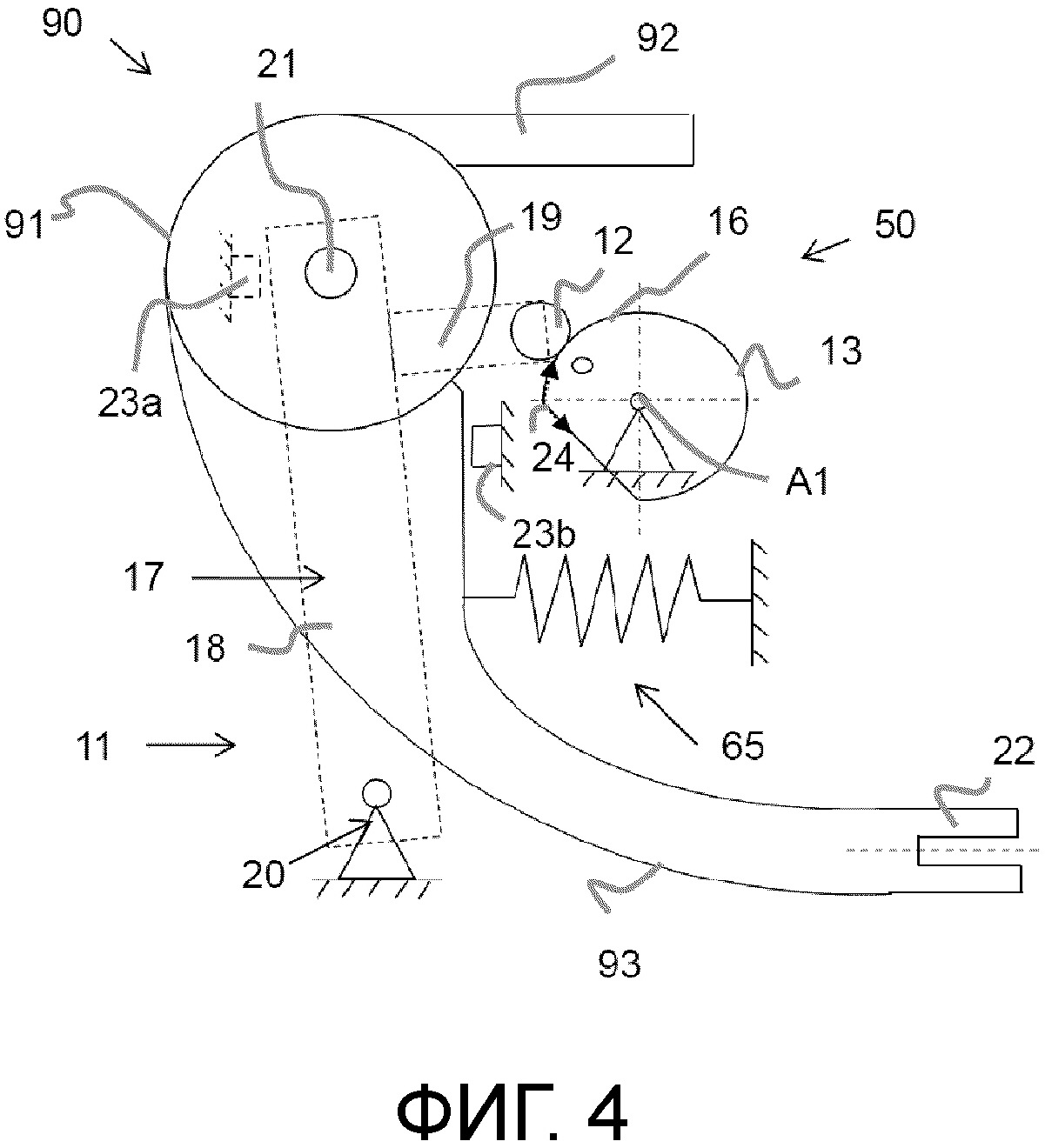
Фигура 4 показывает схематичный вид сбоку первого примера натяжителя цепи, установленного на направляющем устройстве для цепи.
Фигура 5 показывает частичный схематичный вид в разрезе натяжителя цепи и направляющего устройства для цепи, показанных на Фигуре 4.
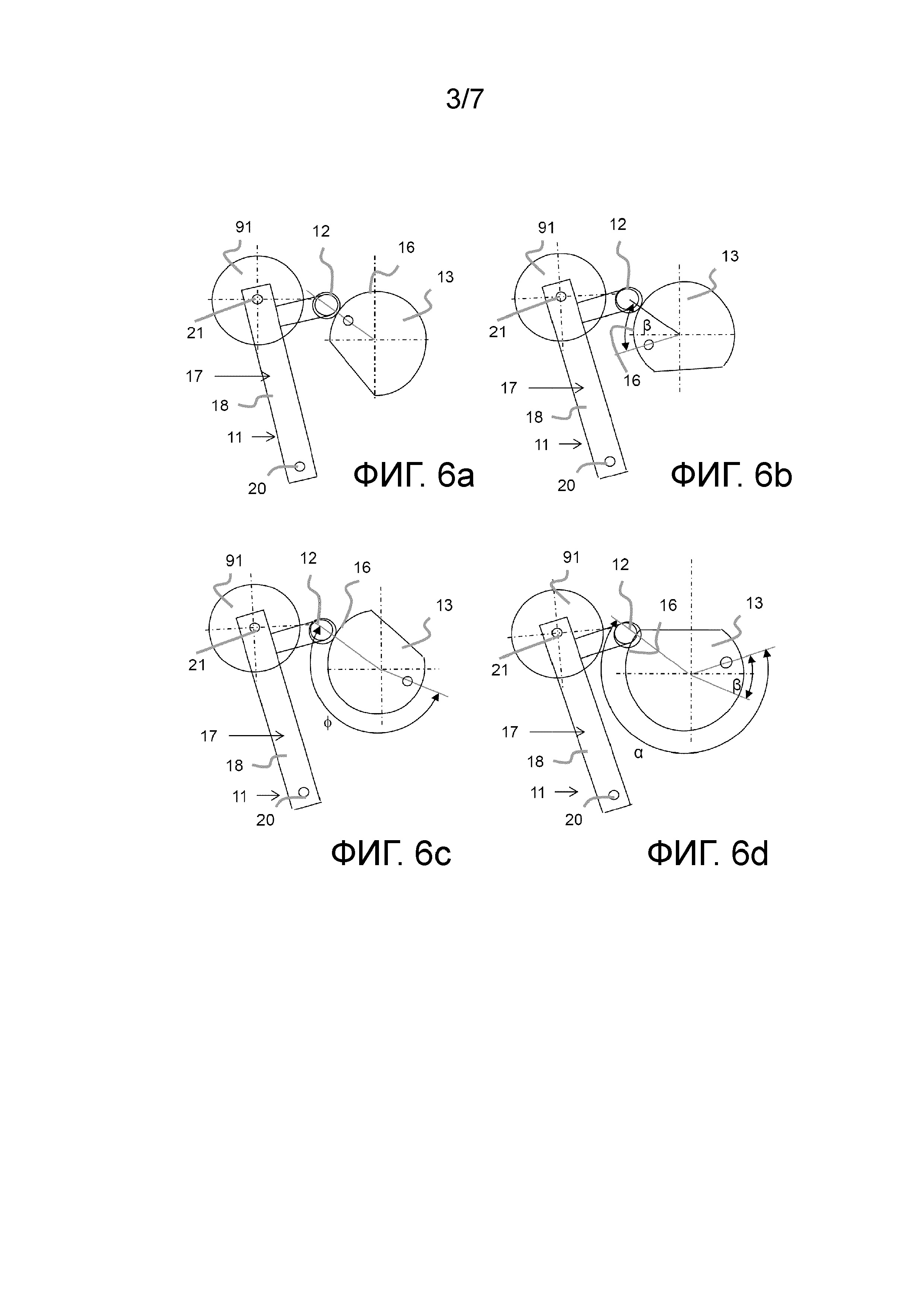
Фигура 6a показывает элементы натяжителя цепи, показанного на Фигуре 4, для первого углового положения кулачка.
Фигура 6b показывает элементы, показанные на Фигуре 6a, после поворота кулачка в направлении против часовой стрелки для второго углового положения кулачка.
Фигура 6c показывает элементы, показанные на Фигуре 6a, для первого углового положения кулачка, смещенного относительно положения, показанного на Фигуре 6a.
Фигура 6d показывает элементы, показанные на Фигуре 6c, после поворота кулачка в направлении против часовой стрелки во втором угловом положении кулачка, смещенном относительно положения, показанного на Фигуре 6b.
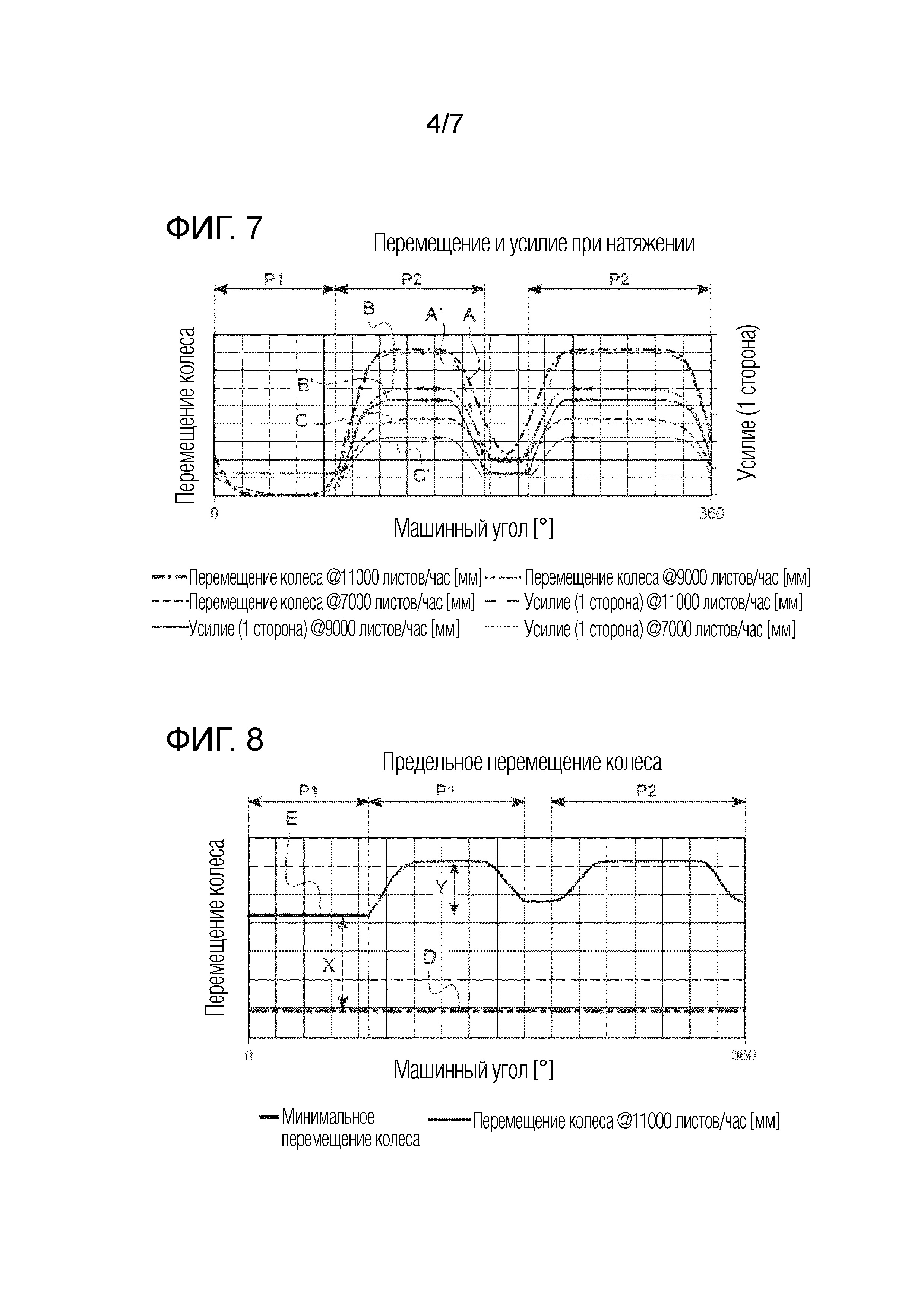
Фигура 7 представляет собой график, показывающий три изменения перемещения направляющего устройства для цепи (левая ордината) для трех разных производительностей машины (7000 листов/час, 9000 листов/час и 11000 листов/час) и три кривые (кривые A', B', C'), показывающие соответствующие изменения толкающего усилия (правая ордината) во время машинного цикла (следовательно, машинный угол MA является абсциссой, которая варьируется от 0° до 360°).
Фигура 8 представляет собой график, показывающий перемещение направляющего устройства для цепи во время машинного цикла, с одной стороны, для минимальной производительности машины и новой цепи (кривая D), а, с другой стороны, для максимальной производительности и изношенной цепи (кривая E).
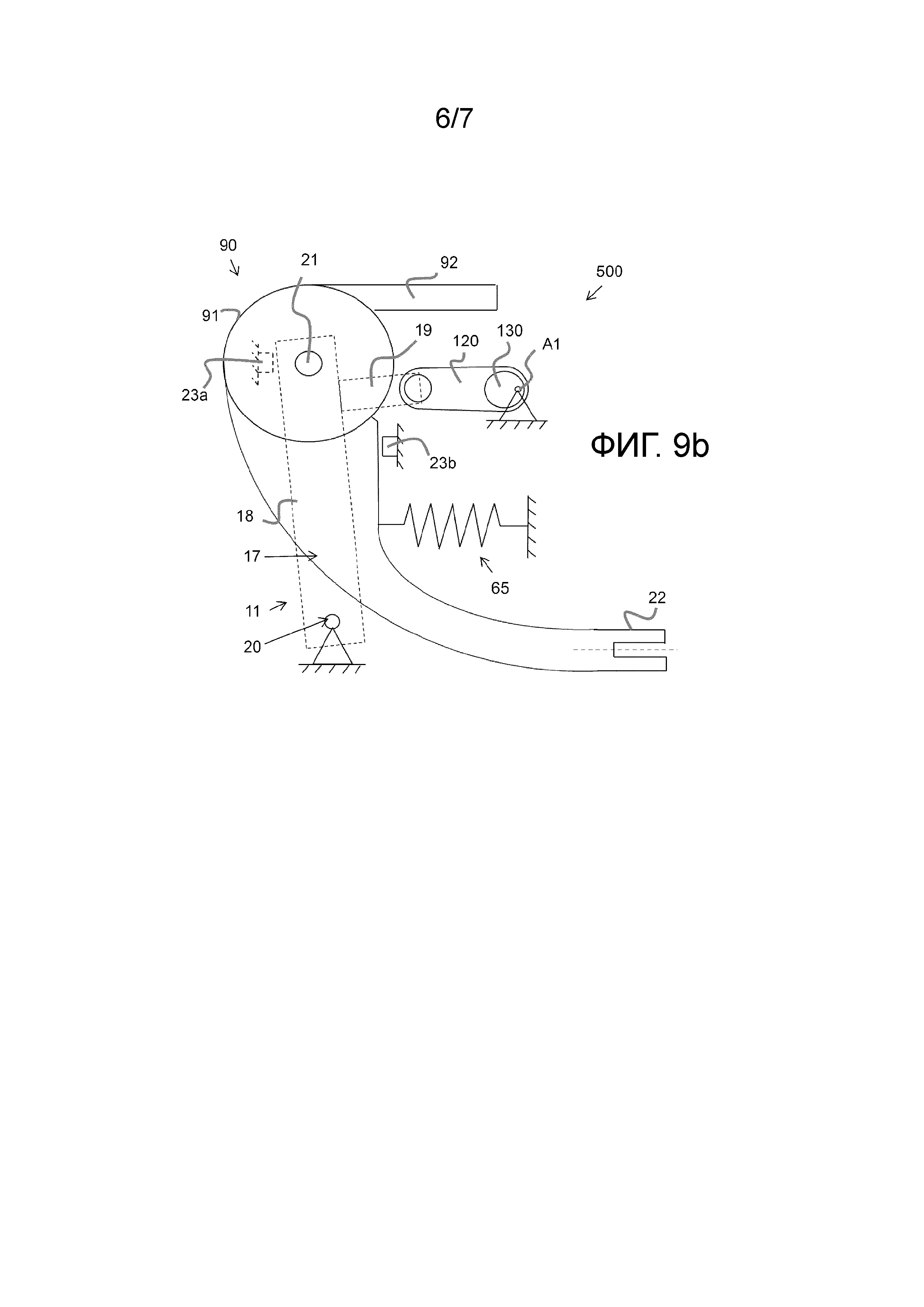
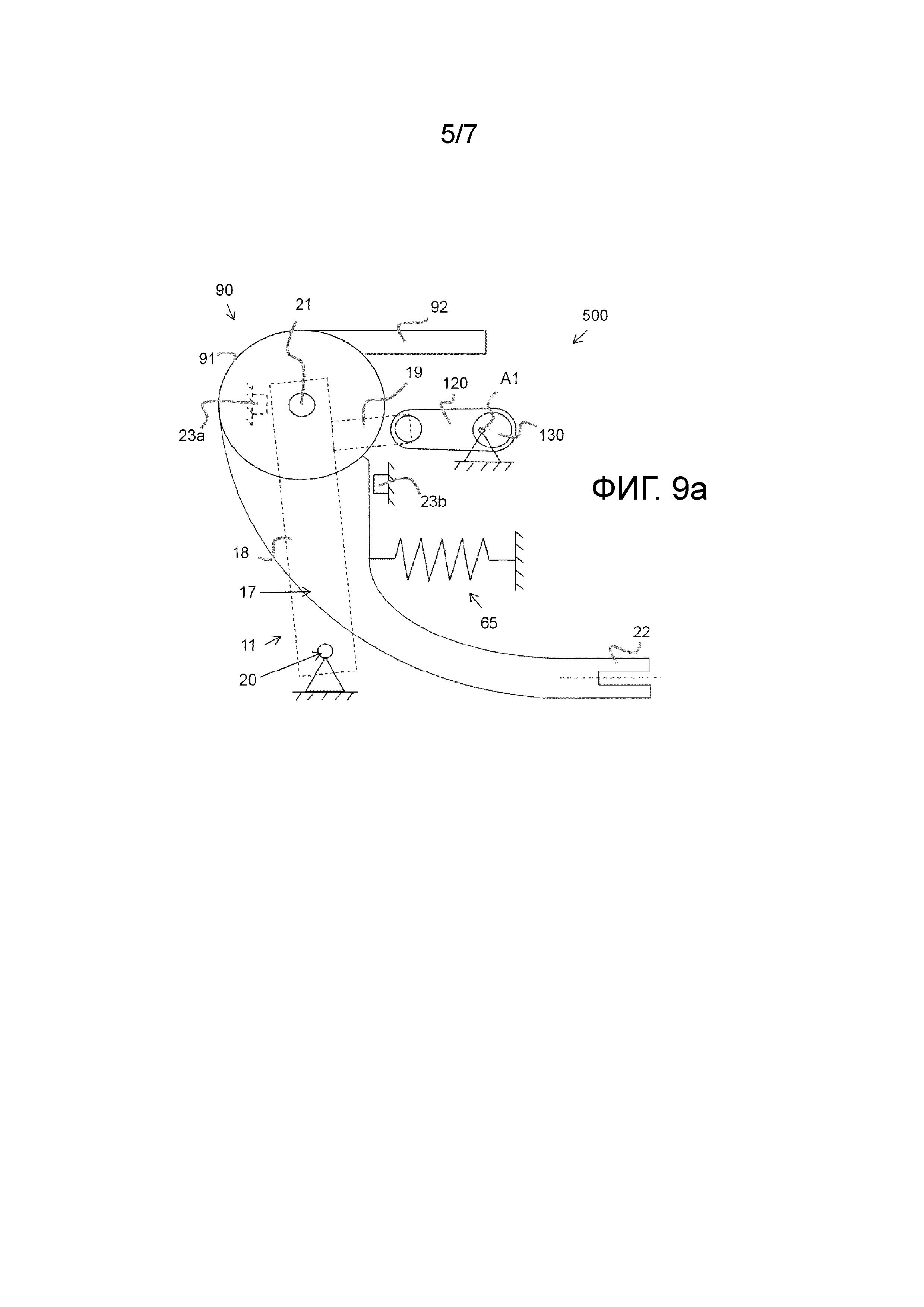
Фигура 9a показывает схематичный вид сбоку второго примера натяжителя цепи, установленного на направляющем устройстве для цепи.
Фигура 9b показывает элементы, показанные на Фигуре 9a, после поворота вращательного элемента для второго углового положения.
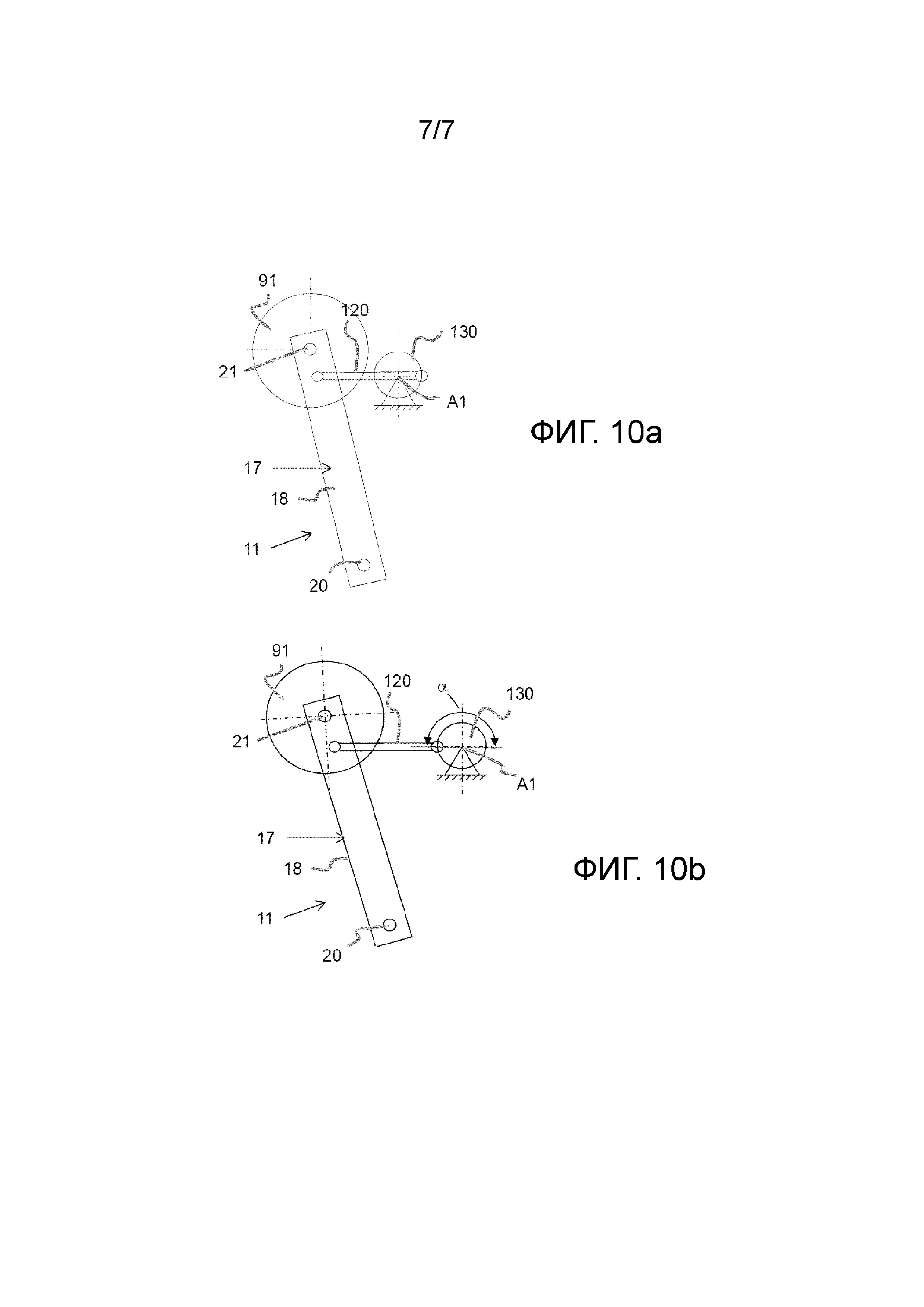
Фигура 10a показывает элементы другого примера натяжителя цепи для первого углового положения вращательного элемента.
Фигура 10b показывает элементы, показанные на Фигуре 10a, после поворота вращательного элемента для второго углового положения.
На этих фигурах одинаковые элементы обозначены одинаковыми ссылочными позициями. Нижеследующие варианты выполнения являются лишь примерами. Хотя описание относится к одному или более вариантам выполнения, это необязательно означает, что каждая ссылка относится к одному и тому же варианту выполнения, или что признаки применимы только к одному варианту выполнения. Простые признаки разных вариантов выполнения также могут быть объединены или заменены для обеспечения других вариантов выполнения.
Выражения «верхний по ходу» и «нижний по ходу» определены со ссылкой на направление перемещения листовых элементов 10, проиллюстрированное стрелкой D на Фигурах 1, 2 и 3. Эти элементы перемещаются по ходу движения, в общем следуя вдоль главной продольной оси машины, причем перемещение происходит с периодическими остановками. Выражение «поперечный» в настоящем документе обозначает горизонтальное направление, перпендикулярное продольной оси машины.
Выражения «плоские элементы» и «листы» будут считаться эквивалентами и будут в равной степени относиться к элементам, состоящим из гофрированного картона и плоского картона, бумаги или любого другого материала, широко используемого в упаковочной промышленности. Следует понимать, что в тексте выражения «лист» или «листовой элемент» или «элемент в виде листов» обозначают в очень общем смысле любой печатный носитель в виде листов, например, листов картона, бумаги, пластика и т.д.
Фигура 1 показывает первый пример обрабатывающей машины 1 для преобразования листов. Эта обрабатывающая машина 1 обычно состоит из множества рабочих станций, которые расположены рядом друг с другом в определенной взаимозависимости друг от друга для образования единого узла. Таким образом, обеспечена станция 100 вставки, станция 300 преобразования, например, содержащая тигельный пресс 301, станция 400 сбрасывания отходов, станция 500 разделения заготовок, где преобразованные листы 10 укладываются в стопку, и станция 600 удаления отходов, где обрезные листовые отходы удаляются в процессе работы.
Операция преобразования каждого листа 10 выполняется на станции 300 преобразования, например, между неподвижной плитой и нижней подвижной плитой пресса 301 для высекания листов с помощью штампа, соответствующего разработанной форме, которая должна быть получена, например, с целью получения множества коробок заданной формы. Подвижная плита последовательно поднимается и опускается во время каждого машинного цикла.
Кроме того, обеспечено транспортирующее устройство 70 для индивидуального перемещения каждого листа 10 от выхода станции 100 вставки до станции 600 удаления отходов через станцию 300 преобразования под прессом.
Транспортирующее устройство 70 содержит множество поперечных штанг, обеспеченных захватами, обычно называемых штангами 75 с захватами, каждая из которых, в свою очередь, захватывает лист на его переднем крае перед последовательным протягиванием его через различные рабочие станции 300, 400, 500, 600 машины 1.
Каждый из концов штанг 75 с захватами соответственно соединен с боковой цепью, образующей петлю, обычно просто называемую цепью 80. Таким образом, с каждой стороны штанг 75 с захватами в поперечном направлении расположено две цепи 80.
Транспортирующее устройство 70 также содержит по меньшей мере одно направляющее устройство 90 для цепи, выполненное с возможностью направления соответствующей цепи 80.
За счет перемещения, передаваемого на цепи 80, приводными колесами 72, все штанги 75 с захватами начинают движение из остановленного положения, ускоряются, достигают максимальной скорости, замедляются и затем останавливаются, таким образом описывая цикл, соответствующий передаче листа из одной рабочей станции в следующую рабочую станцию. Цепи 80 периодически перемещаются и останавливаются, так что во время каждого перемещения все штанги 75 с захватами проходят от одной станции до смежной расположенной ниже по ходу рабочей станции. Каждая станция выполняет свою работу синхронно с этим циклом, который обычно называется машинным циклом. Рабочие станции находятся в исходном положении для начала новой рабочей операции при каждом запуске машинного цикла. Перемещения, ускорения, скорости и усилия часто определяются кривой, соответствующей машинному циклу, с абсциссой, варьирующейся от 0° до 360°. Абсцисса кривой этого типа обычно называется машинным углом (MA).
Фигура 2 показывает другой пример обрабатывающей машины 1' для преобразования листов, называемой машиной для тиснения или машиной для горячего тиснения фольгой. В этом примере на станцию 100 вставки подается поддон 101, на котором уложено множество листов 10, например, листов картона. Эти листы последовательно достаются из верхней части стопки захватным элементом, выполненным с возможностью передачи их непосредственно на смежный подающий стол 200. В некоторых машинах листы достаются из нижней части стопки.
На станции 300 преобразования рисунки из фольги, образованные из одной или более лент для тиснения из станции 700 для загрузки лент для тиснения, например, металлизированных лент, наносятся на каждый лист 10 между плитами пресса 301.
Из этих двух примеров понятно, что количество и характер обрабатывающих станций в обрабатывающей машине 1, 1' могут варьироваться в зависимости от характера и сложности операций, выполняемых с листами 10. Таким образом, в контексте изобретения понятие обрабатывающей машины покрывает очень большое количество вариантов выполнения за счет модульной конструкции этих узлов. В зависимости от количества, характера и расположения используемых рабочих станций фактически можно получить множество различных обрабатывающих машин. Кроме того, существуют другие типы рабочих станций, отличные от указанных. Наконец, следует понимать, что одна и та же обрабатывающая машина может быть оборудована множеством станций одного и того же типа.
Элементы транспортирующего устройства 70 схематично проиллюстрированы на Фигуре 3. На этой фигуре показано множество штанг 75 с захватами, в данном примере восемь, для перемещения листов 10 через различные рабочие станции 300, 400, 500, 600 машины 1, цепь 80 и направляющее устройство 90 для цепи. Приводные колеса 72, которые приводят в движение цепи 80, расположены на противоположной стороне от направляющих устройств 90 для цепи вблизи подающего стола 200 или станции 100 вставки.
Как лучше видно на Фигурах 4 и 9, каждое направляющее устройство 90 для цепи содержит, например, шкив 91, верхнюю направляющую 92 цепи, расположенную по существу горизонтально в машине 1 для направления цепи 80 на выходе из шкива 91, и нижнюю направляющую 93 цепи, имеющую криволинейную форму для направления цепи 80 по изгибу петли в направлении шкива 91. Направляющие устройства 90 для цепи могут быть соединены друг с другом поперечным валом 94 (смотри Фигуру 5).
По меньшей мере один натяжитель 50; 500 цепи выполнен с возможностью приложения толкающего усилия к направляющему устройству 90 для цепи для натяжения цепи 80, направляемой направляющим устройством 90.
Обрабатывающая машина 1; 1' содержит, например, два натяжителя 50; 500 цепи для натяжения соответствующей цепи 80. Это позволяет независимо регулировать цепи 80. В частности, длины двух цепей 80 могут отличаться в зависимости от параметров натяжения или окружающей среды, например, температуры, износа или производственных допусков, различных между сторонами. Два натяжителя 50; 500 цепи, например, установлены напротив друг друга с внешних сторон цепей 80.
Один или оба натяжителя 50; 500 цепи могут быть расположены различным образом в обрабатывающей машине 1; 1' вдоль траектории цепей 80. В примере, показанном на Фигуре 3, натяжитель 50 цепи расположен на станции 600 удаления отходов. В примере, показанном на Фигуре 2, он расположен на принимающей станции 800.
Натяжитель 50; 500 цепи содержит исполнительный механизм 9, подвижную опору 11, передаточный элемент 12; 120, установленный на подвижной опоре 11, и вращательный элемент 13; 130, выполненный с возможностью вращения исполнительным механизмом 9 и взаимодействия с передаточным элементом 12; 120 для приложения толкающего усилия к подвижной опоре 11.
Вращательный элемент 13; 130 выполнен с возможностью вращения в угловом диапазоне α между первым крайним угловым положением (Фигуры 6a; 9a; 10a) и вторым крайним угловым положением (Фигуры 6d; 9b; 10b) менее чем на 360°, например, менее чем на 240°. Натяжение цепи 80 является минимальным для первого крайнего углового положения (Фигуры 6a; 9a; 10a) и максимальным для второго крайнего углового положения (Фигуры 6d; 9b; 10b).
Исполнительный механизм 9 выполнен с возможностью управления синхронно с машинным углом MA, например, посредством блока 8 управления обрабатывающей машины 1, для регулировки углового положения вращательного элемента 13; 130 синхронно с машинным углом.
Таким образом, на направляющем устройстве 90 для цепи создается переменное толкающее усилие для натяжения цепи 80 в зависимости от машинного угла MA. Толкающее усилие является реверсивным: усилие может быть приложено к передаточному элементу 12; 120 для натяжения цепи 80 за счет поворота вращательного элемента 13; 130, приводимого в движение исполнительным механизмом 9. Наоборот, вращательный элемент 13; 130 может поворачиваться путем приведения в движение передаточного элемента 12; 120 за счет возвратного усилия, прикладываемого цепями 80, когда исполнительный механизм 9 не приводится в действие, или когда приведение в действие слабее. Таким образом, поворот вращательного элемента 13; 130 в одном направлении вращения (в данном примере против часовой стрелки) увеличивает натяжение цепи 80. Поворот вращательного элемента 13; 130 в противоположном направлении (в данном примере по часовой стрелке) уменьшает натяжение цепи. Вращательный элемент 13; 130 может поочередно приводится в движение по часовой стрелке или против часовой стрелки для синхронного изменения с машинным углом MA с целью получения требуемого изменения натяжения цепи 80.
Изменение натяжения цепей 80 в зависимости от машинного угла MA позволяет адаптировать компенсацию вибрации цепей 80 в зависимости от требований и, в частности, в зависимости от фаз ускорения и замедления цепей 80, тем самым позволяя ограничивать износ цепей 80. Вибрационные явления в цепях 80 существенно меняются во время машинного цикла. Они являются практически нулевыми, когда цепи 80 остановлены, существенно возрастают при ускорении цепей 80 и затем уменьшаются, и т.д. Поэтому особенно предпочтительно, чтобы толкающее усилие, создаваемое натяжителем 50; 500 цепи, менялось в зависимости от машинного угла MA, который варьируется от 0° до 360° во время машинного цикла.
Угловое положение вращательного элемента 13; 130 также может регулироваться исполнительным механизмом 9 в зависимости от производительности машины. В частности, удлинение цепей 80 во время фаз ускорения и замедления также зависит от производительности машины. Изменение прикладываемого толкающего усилия в зависимости от производительности машины позволяет эффективно бороться вибрационными явлениями, при этом ограничивая напряжения на цепях 80. Это позволяет значительно замедлить износ и существенно продлить срок службы.
Начало регулировки углового положения вращательного элемента 13; 130 синхронно с машинным углом MA может быть предусмотрено только тогда, когда производительность машины превышает пороговое значение производительности машины, например, превышает 5000 листов/час.
Например, обеспечено два подобных натяжителя цепи. Альтернативно один исполнительный механизм одновременно приводит в движение два вращательных элемента 13; 130, причем один исполнительный механизм образован, например, приводным валом другого исполнительного механизма.
Опора 11 может быть выполнена с возможностью поступательного перемещения или поворота.
В соответствии с одним примерным вариантом выполнения подвижная опора содержит каретку, которая выполнена с возможностью поступательного перемещения относительно рамы обрабатывающей машины 1; 1', например, шарикоподшипниковую каретку.
В соответствии с другим примерным вариантом выполнения подвижная опора 11 содержит качающийся рычаг 17, который выполнен с возможностью поворота относительно рамы обрабатывающей машины 1; 1' и шарнирно соединен с направляющим устройством 90 для цепи.
Например, качающийся рычаг 17 содержит штангу 18 и головку 19, прикрепленную к штанге 18, причем передаточный элемент 12 установлен с возможностью вращения на одном конце головки 19. Головка 19 расположена по существу перпендикулярно штанге 18.
Качающийся рычаг 17 дополнительно содержит шарнир 20, который прикреплен к раме обрабатывающей машины 1, 1', и на котором с возможностью поворота установлен первый конец штанги 18. Качающийся рычаг 17 дополнительно содержит шаровое соединение 21, взаимодействующее, с одной стороны, с направляющим устройством 90 для цепи на оси вращения шкива 91, а, с другой стороны, со вторым концом штанги 18. Шаровые соединения 21, например, прикреплены к концам поперечного вала 94, поддерживающего шкивы 91, с внешней стороны шкивов 91.
Таким образом, поворотное перемещение качающегося рычага 17 вокруг шарнира 20 позволяет осуществлять практически продольное перемещение направляющего устройства 90 для цепи, то есть шкивов 91 и направляющих 92, 93 цепи. Это перемещение может дополнительно направляться плоскими и горизонтальными направляющими вилками 22, прикрепленными к раме. Направляющие вилки 22 гарантируют, что направляющие устройства 90 для цепи не будут поворачиваться вокруг шаровых соединений 21, и что перемещение будет максимально горизонтальным и только горизонтальным. На расстоянии от направляющих устройств 90 для цепи также могут быть расположены ограничители 23a, 23b для блокировки перемещения d в противоположном направлении относительно направления перемещения листов 10 в случае проблемы.
В соответствии с первым примерным вариантом выполнения, показанным на Фигурах 4, 5, 6a, 6b, 6c и 6d, передаточный элемент представляет собой кулачковый ролик 12, а вращательный элемент представляет собой кулачок 13.
Кулачковый ролик 12 установлен с возможностью вращения на подвижной опоре 11.
Кулачок 13 имеет кулачковую поверхность 16, взаимодействующую с кулачковым роликом 12.
Кулачковая поверхность 16 имеет форму витка спирали, радиус которого увеличивается между первым крайним угловым положением (фигура 6a) и вторым крайним угловым положением (фигура 6d).
Прикладываемый приводной крутящий момент позволяет обеспечивать контакт между кулачком 13 и кулачковым роликом 12. Натяжение цепей 80 возникает за счет крутящего момента, обеспечиваемого исполнительным механизмом 9.
Поворот кулачка 13 на рабочий угол β в течение машинного цикла составляет, например, от 0 до 100°, например, порядка 50°, что соответствует продольному перемещению направляющего устройства 90 для цепи от 0 до 10 мм, например, порядка 5 мм.
Для обеспечения реверсивности толкающего усилия и обеспечения возможности приложения горизонтального толкающего усилия к направляющему устройству 90 для цепи, в частности, с помощью поворотной подвижной опоры 11, кулачковый ролик 12 взаимодействует с кулачком 13, например, в точке контакта, расположенной на передней части кулачка 13 в направлении перемещения элементов в виде листов 10 и находящейся снаружи горизонтальной плоскости, проходящей через ось A1 вращения исполнительного механизма 9 (фигура 4). Следовательно, точка контакта находится либо в верхней передней четверти кулачка 13, либо в нижней передней четверти кулачка 13. Ось, проходящая между этой точкой контакта и осью A1 вращения исполнительного механизма 9, образует, например, угол около 45° с вертикалью. Таким образом, обеспечивается реверсивность системы. Таким образом, возвратное усилие, создаваемое натяжением цепей 80, может быть выполнено с возможностью возврата кулачка 13 в его исходное положение и, следовательно, создания крутящего момента на нем.
Вращательный элемент 13, например, находится в непосредственном зацеплении с приводным валом 15 исполнительного механизма 9, то есть без редуктора, муфты или т.п. между ними (фигура 5). Вращательный элемент 13 в непосредственном зацеплении позволяет лучше управлять его угловым положением. Таким образом, также повышается жесткость системы. Кроме того, натяжитель 50; 500 цепи является более простым в изготовлении и менее громоздким.
Исполнительный механизм 9 может быть электрическим, пневматическим или гидравлическим. Он содержит, например, приводной элемент, который может содержать двигатель 14, например, электродвигатель, выполненный с возможностью управления с точки зрения крутящего момента или положения.
Двигатель 14 управляется, например, путем подачи заданного значения тока, позволяющего регулировать крутящий момент. При достижении двигателем 14 заданного значения крутящего момента достигается равновесие между усилием, прикладываемым двигателем 14, и натяжением цепей 80, позволяющее обеспечивать натяжение цепей 80. Это связано с тем, что необходимо регулировать натяжение цепей 80. Двигатель, управляемый с точки зрения перемещения, требует измерения натяжения цепи 80 и регулирования по замкнутому контуру для гарантии приложения достаточного усилия на цепях 80. В отличие от этого управление с точки зрения тока и, следовательно, с точки зрения крутящего момента эквивалентно прямому управлению усилием, прикладываемым двигателем 14, и, следовательно, прямому управлению толкающим усилием на цепях 80. Вследствие этого при использовании двигателя 14, управляемого с точки зрения тока, больше нет необходимости измерения натяжения цепи 80, и двигатель 14 может иметь управление с разомкнутым контуром.
Также может быть предусмотрено, что блок 8 управления выполнен с возможностью определения положения рабочего угла β вращательного элемента 13 в угловом диапазоне α для учета параметров окружающей среды цепей 80. Таким образом, используемый участок 16 кулачковой поверхности может быть смещен в угловом направлении в большей или меньшей степени для адаптации радиуса кулачка к условиям окружающей среды.
Параметр окружающей среды представляет собой, например, температуру, износ или производственные допуски.
Например, со ссылкой на Фигуры 6a, 6b, 6c и 6d участок 16 кулачковой поверхности, взаимодействующий с кулачковым роликом 12, для новых цепей 80 по рабочему углу β машинного цикла между первым положением, показанным на Фигуре 6a, и вторым положением, показанным на Фигуре 6b, может быть смещен в угловом направлении в зависимости от износа цепей 80, причем изношенные цепи 80 натянуты слабее, чем новые.
Таким образом, участок 16 кулачковой поверхности может быть смещен, например, до максимума, как показано на Фигурах 6c и 6d, где фигура 6c соответствует первому положению, смещенному относительно фигуры 6a, а фигура 6d соответствует второму положению, смещенному относительно фигуры 6b. Рабочий угол β все более смещается по мере износа цепей 80. Это равносильно добавлению смещения заданного значения, примененному в отношении исполнительного механизма 9. На Фигуре 6d рабочий угол β кулачка 13 смещен до максимума на угол Φ (фигура 6c), что позволяет получать максимальное перемещение d направляющего устройства 90 для цепи, например, от 6 мм до 10 мм, например, порядка 8 мм.
Опционально, и как можно увидеть на Фигурах 4 и 9a, натяжитель 50; 500 цепи также содержит по меньшей мере одно возвратное устройство 65, выполненное с возможностью приложения по существу постоянного толкающего усилия к направляющему устройству 90 для цепи.
В частности, всегда желательно создавать минимальное толкающее усилие на цепях 80. Это минимальное усилие позволяет, например, компенсировать люфт из-за износа или растяжения цепей 80. Вследствие этого наличие возвратного устройства 65, создающего по существу постоянное толкающее усилие, позволяет использовать менее мощный исполнительный механизм 9 и экономить энергию, потребляемую этим исполнительным механизмом 9. Кроме того, в случае поломки исполнительного механизма 9 или его схемы управления или в случае остановки исполнительного механизма 9 машина 1, 1' все еще может использоваться при сниженной производительности за счет этого минимального толкающего усилия на цепях 80.
Также можно регулировать угловое положение кулачка 13 в отцепленном положении кулачкового ролика 12 для приложения по существу только постоянного толкающего усилия возвратного устройства 65 на направляющее устройство 90 для цепи. Все, что для этого необходимо, - это поворачивать кулачок 13 до тех пор, пока ролик 12 больше не будет контактировать с ним. Например, можно поворачивать кулачок 13 таким образом, чтобы кулачок 13 повернулся к ролику 12 усеченной областью или областью 24 минимального радиуса кулачка 13 (фигура 4).
Возвратное устройство 65 содержит, например, пружину, которая работает на сжатие. Первый конец возвратного устройства 65 прикреплен к направляющему устройству 90 для цепи, а второй конец возвратного устройства 65 прикреплен к раме машины 1, 1'.
Работа натяжителя 50 цепи будет описана ниже со ссылкой на Фигуры 6a, 6b, 6c, 6d, 7 и 8.
Фигура 7 представляет собой график, иллюстрирующий три кривые (кривая A, B, C) изменения перемещения d шкива 91 направляющего устройства 90 для цепи (левая ордината) для трех разных производительностей и три кривые (кривые A', B', C') соответствующего изменения толкающего усилия (правая ордината) во время машинного цикла (следовательно, машинный угол MA является абсциссой, которая варьируется от 0° до 360°).
Фигуры 6a и 6b иллюстрируют пример, в котором кулачок 13 взаимодействует с кулачковым роликом 12 по рабочему углу β между первым угловым положением (фигура 6a) и вторым угловым положением (фигура 6b) во время машинного цикла.
В первом угловом положении, показанном на Фигуре 6a, взаимодействие между кулачком 13 и кулачковым роликом 12 позволяет прикладывать минимальное толкающее усилие на каждое направляющее устройство 90 для цепи, осуществляя, например, нулевое перемещение направляющего устройства 90 для цепи (кривые A, B, C, D, фаза P1).
Во втором угловом положении, показанном на Фигуре 6b, направляющее устройство 90 для цепи перемещается с максимальным перемещением d, составляющим 5 мм, позволяя прикладывать к направляющему устройству 90 для цепи максимальное толкающее усилие во время машинного цикла для каждого направляющего устройства 90 для цепи (фазы P2 на Фигуре 7).
Таким образом, во время машинного цикла наблюдается две основные фазы P2 компенсации: фаза ускорения на выходе из пресса, в которой цепи 80 ускоряются для транспортировки элементов в виде листов 10 для достижения максимальной скорости транспортировки, и фаза замедления, в которой цепи 80 замедляются для остановки штанг 75 с захватами при надлежащем размещении элементов в виде листов 10 на следующей рабочей станции.
Путем управления исполнительным механизмом 9 в зависимости от машинного угла MA для изменения поворота кулачка 13 можно регулировать натяжение цепей 80 в зависимости от машинного угла. В этом сценарии толкающее усилие создается при ускорении или замедлении цепей 80.
Кривые B, B' показывают изменения перемещения шкива 91 и прикладываемого толкающего усилия для производительности машины порядка 9000 листов/час, которая меньше максимальной производительности, составляющей порядка 11000 листов/час, показанной кривыми A, A'. Кривые C, C' построены для производительности машины, составляющей порядка 7000 листов/час. Следует отметить, что во время фазы P2 ускорения перемещение d и толкающее усилие уменьшаются при уменьшении производительности машины.
Хотя на фигуре показано две фазы P2, во время которых прикладывается максимальное толкающее усилие, возможны другие формы кривых перемещения. Например, две фазы P2 могут быть на разных уровнях и/или могут быть последовательными.
Таким образом, Фигура 7 иллюстрирует очень большое снижение напряжений на цепях 80 за пределами фаз P2 ускорения и замедления и для производительностей машины, которые меньше максимальной производительности машины. Такой тип управления позволяет значительно продлить срок службы цепей 80 за счет уменьшения износа. Таким образом, натяжитель 50; 500 цепи позволяет обеспечивать точное размещение штанг 75 с захватами в течение всего машинного цикла. Кроме того, он является более прочным и компактным, чем ременные системы известного уровня техники.
Фигуры 6c, 6d и кривая E на Фигуре 8 иллюстрируют пример, в котором положение рабочего угла β кулачка 13 в угловом диапазоне α было смещено из-за износа цепей 80. Фигура 8 показывает перемещения шкива 91 в зависимости от машинного угла при минимальной производительности машины для новых цепей 80 (кривая D) и при максимальной производительности машины для изношенных цепей 80 (кривая E). Кривая E показывает смещение X из-за износа и «динамическое перемещение» Y из-за производительности машины.
В первом угловом положении, показанном на Фигуре 6c, взаимодействие между кулачком 13 и кулачковым роликом 12 позволяет перемещать направляющее устройство 90 для цепи с большим минимальным перемещением d, соответствующим удлинению изношенных цепей 80 (смещение X кривой E на Фигуре 8).
Во втором угловом положении, показанном на Фигуре 6d, кулачок 13 повернут на такой же рабочий угол β для получения такого же перемещения d (смещение X+динамическое перемещение Y кривой E на Фигуре 8).
Таким образом, натяжитель 50 цепи позволяет адаптировать толкающее усилие, прикладываемое к направляющему устройству 90 для цепи, в зависимости от машинного угла, производительности машины и разного износа машины.
В соответствии со вторым примерным вариантом выполнения, показанным на Фигурах 9a, 9b, 10a и 10b, передаточный элемент, установленный на подвижной опоре 11, представляет собой шатун 120.
Один конец шатуна 120 установлен с возможностью поворота на подвижной опоре 11, а другой конец шатуна 120 установлен с возможностью поворота на вращательном элементе 130.
В примере, показанном на Фигурах 9a, 9b, вращательный элемент 130 представляет собой эксцентрик, ось A1 вращения которого не проходит через центр. Вращательный элемент 130 установлен на конце шатуна 120, так что механическая передача относится к типу «кривошипной системы», преобразующей вращательное перемещение в линейное колебательное перемещение.
В примере, показанном на Фигурах 10a, 10b, ось A1 вращения вращательного элемента 130 проходит через центр. Конец шатуна 120 эксцентрично установлен на вращательном элементе 130, то есть он установлен с возможностью поворота на вращательном элементе 130 в точке, не проходящей через центр вращательного элемента 130.
В этих двух примерах вращательный элемент 130 может вращаться исполнительным механизмом 9 для приведения в движение подвижной опоры 11, причем вращательный элемент 130 выполнен с возможностью вращения в угловом диапазоне α менее чем на 360° между первым крайним угловым положением (Фигуры 9a; 10a) и вторым крайним угловым положением (Фигуры 9b; 10b).
Натяжение цепи 80 является минимальным для первого крайнего углового положения (Фигуры 9a; 10a) и максимальным для второго крайнего углового положения (Фигуры 9b; 10b), причем исполнительный механизм 9 управляется синхронно с машинным углом MA.
Работа происходит таким же образом, как для системы кулачка и кулачкового ролика. Однако в этом втором варианте выполнения невозможно отключить передачу. Но можно прикладывать по существу только постоянное толкающее усилие возвратного устройства 65 к направляющему устройству 90 для цепи, не подключая исполнительный механизм 9.
Печатающее устройство с использованием тиснения
Способ и устройство для приводки красок для печатной машины
Устройство для разматывания фольги для пресса для тиснения
Сбрасывающий элемент и машина для обработки элементов в виде листов
Устройство приводки, обрабатывающая машина и способ размещения листовых элементов
Машина для обработки листов с устройством для распределения газа и/или вакуума и способ управления устройством для распределения газа и/или вакуума
Устройство и способ сбрасывания образцов заготовок, станция удаления и машина для обработки элементов в виде листов
Устройство разматывания ленты и машина тиснения элементов в виде листов

