Результат интеллектуальной деятельности: Способ измерения формы деталей, изогнутых из листового металлопроката, и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области метрологии, в частности к средствам измерения расстояний, размеров и формы объектов.
В судостроительной отрасли большой объем работ связан с изготовлением деталей из листового металлопроката со сложной формой поверхности, которые занимают заметную часть в составе корпуса судна. Традиционно контроль формы гнутых листовых деталей выполняется методом сравнения с образцом, в качестве которого применяются шаблоны и каркасы.
Количество гибочных шаблонов может достигать нескольких тысяч штук на один проект судна или корабля, трудоемкость и стоимость их изготовления сопоставима с трудоемкостью и стоимостью изготовления гнутых листовых деталей.
Выполнение контроля формы гнутых листовых деталей вручную с применением шаблонов и каркасов имеет существенные недостатки: значительные затраты на их изготовление и утилизацию; зависимость состояния оснастки от сроков хранения, многократного применения; сложность в использовании шаблонов большого размера для контроля вручную; субъективность контроля; невозможность получения информации в цифровом электронном виде. Большинство указанных недостатков традиционного ручного способа контроля может быть устранено путем применения неконтактных компьютеризированных измерительных систем.
Известен способ измерения расстояния до различных точек поверхности объекта по патенту №2419816, относящийся к области метрологии, в частности к средствам измерения расстояний и формы объектов, принятый за прототип.
Измерения по этому способу производят с помощью звуколокационного устройства, при котором после касания измеряемой точки жезлом этого устройства поочередно генерируют акустические импульсы в двух установленных на жезле и конструктивно разнесенных друг от друга акустических излучателях, эти импульсы после достижения ими приемника акустического излучения обрабатывают в электронном блоке устройства и определяют интервал времени между моментом генерации акустического импульса и моментом воздействия импульса на микрофоны приемника, затем через интерфейс передают эти данные на ЭВМ, которая по программе определяет по известным формулам координаты измеряемой точки, при этом для каждой измеряемой точки предварительно измеряют расстояние между излучателями с помощью упомянутого звуколокационного устройства с использованием его как эталонной базы для корректировки скорости звука применительно к изменяющимся условиям газовой среды.
К недостаткам способа - прототипа относится то, что он регламентирует только физический процесс получения информации о координатах точки, лежащей на поверхности, форма которой измеряется. В способе нет указаний об операциях конкретного позиционирования составных частей измерительной системы (приемной антенны и сканирующего жезла звуколокационного устройства) относительно базовых и контрольных линий измеряемого объекта, что необходимо для автоматизированного контроля формы, выполняемого на базе математических моделей без применения шаблонов.
Для осуществления заявленного способа требуется разработка новой специализированной модификации звуколокационного устройства.
Известен акустический профиломер по патенту РФ №2554307, принятый за прототип устройства для осуществления заявленного способа. Этот профиломер содержит жезл с двумя акустическими излучателями, пусковой кнопкой и наконечником, контактирующим с поверхностью измеряемого объекта, акустический приемник с тремя микрофонами, снабженными формирователями переднего фронта импульса и закрепленными в вершинах жесткого треугольника, а также подключенный к общему интерфейсу и ЭВМ трехканальный электронный блок, каждый канал которого включает последовательно соединенные полосовой усилитель, компаратор и счетчик измерителя временных интервалов. Кроме того акустический приемник выполнен в виде равносторонней треугольной антенны, установленной на опорные точки, причем центры двух микрофонов должны быть расположены на оси, перпендикулярной плоскости ее опорных точек, фронтальная поверхность антенны закрыта звукоизолирующим экраном с отверстиями для микрофонов, на поверхности экрана между расположенными на оси микрофонами размещена мишень диаметром порядка 20 мм с перекрестием в центре, а между излучателями, например, электродинамиками установлен лазерный целеуказатель, причем все элементы расположены на определенном расстоянии друг от друга. Однако для эффективного использования в заявленном способе необходима модификация этого устройства, для устранения следующих недостатков:
- узкая область применения для определения местных деформаций в измерительном поле 1200×300×300 мм;
- ограниченная возможность базирования приемной антенны - установка только по нормали к эталонному участку контролируемой поверхности изделия;
- жесткая привязка между геометрическими параметрами жезла и антенны;
- невозможность использования для сложнопрофильных изделий в измерительном поле 4000×2000×2000 мм.
Задачей заявленных способа и устройства для его осуществления является разработка современной технологии контроля формы изогнутых деталей, с использованием звуколокационной аппаратуры. Технический результат выражается в повышении точности и надежности измерений формы любых изогнутых поверхностей деталей, в том числе в процессе гибки, а также снижении трудоемкости измерительного процесса.
Указанный технический результат достигается в способе измерения формы изогнутых деталей из листового металлопроката с помощью звуколокационного устройства, предусматривающий поочередную установку наконечника жезла звуколокационного устройства на измеряемые точки поверхности объекта, посылку акустических импульсов от излучателей жезла к трехмикрофонной приемной антенне, регистрацию и обработку сигналов от микрофонов приемной антенны электронным блоком, передачу данных от него на ЭВМ, которая по программе определяет по известным формулам координаты измеряемых точек. При этом предварительно на поверхность измеряемой детали наносят установочные линии виртуальных проверочных шаблонов, оцифрованная форма которых задана в ЭВМ, после чего трехмикрофонную антенну дискретно перемещают вдоль кромки детали и устанавливают поочередно напротив размеченных установочных линий, обеспечивая прохождение луча лазерного целеуказателя через конечные точки этих линий. Перед измерениями производят поворот координатной оси антенны вокруг оси целеуказателя на угол, обеспечивающий расположение оси в плоскости виртуального проверочного шаблона, после чего на основании измеренных координат контрольных точек касания наконечником жезла вдоль установочной линии визуализируют форму этой линии на экране ЭВМ, сравнивают ее с формой виртуального гибочного шаблона, и по результатам сравнения определяют величину отклонения от заданной формы, которую затем устраняют при последующих итерациях технологического процесса гибки.
Для осуществления этого способа используют звуколокационное устройство, содержащее жезл с двумя акустическими излучателями в виде электродинамиков, пусковой кнопкой и наконечником, контактирующим с поверхностью измеряемого объекта, акустический приемник в виде равносторонней треугольной антенны с тремя микрофонами, снабженными формирователями переднего фронта импульса и закрепленными в вершинах жесткого треугольника, а также подключенный к общему интерфейсу и ЭВМ трехканальный электронный блок, каждый канал которого включает последовательно соединенные полосовой усилитель, компаратор и счетчик измерителя временных интервалов. При этом микрофонная антенна, шарнирно закрепленная на штативе, снабжена лазерным целеуказателем, установленным по нормали к рабочей плоскости антенны на ее вертикальной координатной оси, проходящей через центры двух микрофонов, а жезл дополнен двумя опорными наконечниками для трехточечного базирования, один из которых равен по высоте первому (рабочему) и расположен с ним во фронтальной плоскости жезла, второй дополнительный опорный наконечник установлен с тыльной стороны жезла с некоторым отступом с возможностью настройки его высоты, кроме того между наконечниками установлено магнитное крепление на маятниковом подвесе с зазором порядка 4 мм от поверхности измеряемой детали.
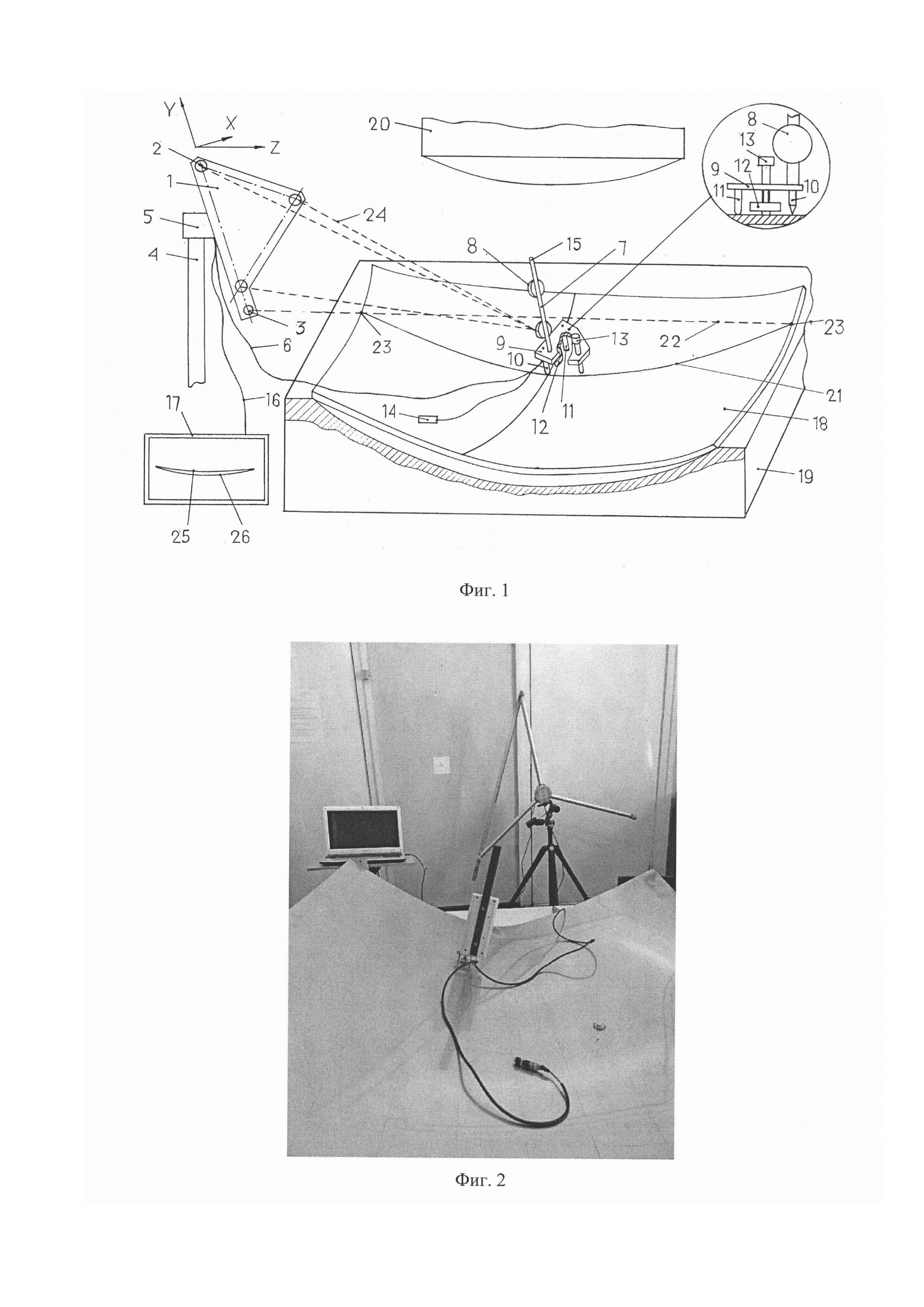
Работа по заявленным способу и устройству поясняются чертежом на фиг. 1.
Заявленное устройство содержит треугольную приемную антенну 1 со встроенным электронным блоком, микрофонами 2 и лазерным целеуказателем 3, установленным на линии вертикальной координатной оси, проходящей через центры двух микрофонов, с обеспечением направления лазерного луча по нормали к рабочей плоскости антенны. Антенна закреплена на переносном штативе 4 с шарниром 5 для настройки ее положения в трехмерной прямоугольной системе координат, а также по азимутальному углу и углу возвышения.
Антенна 1 через гибкий кабель связи 6 соединена с жезлом 7, в состав которого входят два излучающих электродинамика 8, основание 9, рабочий наконечник 10, опорный наконечник 11, магнитное крепление на маятниковом подвесе 12, регулируемый опорный наконечник 13, пусковая кнопка 14, стойка 15.
Кабелем связи 16 антенна соединена с ноутбуком 17, управляющим работой устройства через специализированное ПО.
Работу с использованием заявленных способа и устройства производят следующим образом. После произведенной итерации формообразования листовой детали 18, уложенной на матрицу 19, выполненной давлением пуансона 20 гибочного пресса, производят поочередное позиционирование антенны 1 и настроечного положения жезла 7 относительно выбранных для контроля формы размеченных линий 21 установки виртуального шаблона. Позиционирование антенны производят с помощью штатива 4 с шарниром 5, а жезла - с помощью заданного расположения трех наконечников: рабочего и двух опорных.
При указанном позиционировании должны быть выполнены следующие условия. Луч 22 лазерного целеуказателя должен проходить через конечные точки 23 измеряемой установочной линии виртуального шаблона. Рабочий наконечник жезла должен быть установлен в точку на установочной линии в средней ее области. Высота второго опорного наконечника (регулируемого) предварительно должна быть установлена равной с рабочим и первым наконечником, а рабочий наконечник жезла совместно с первым опорным должны быть расположены в поперечном направлении к установочной линии. При этом позиционирование жезла происходит по нормали к сопрягаемой поверхности, ось его стойки располагается в плоскости виртуального шаблона. Устойчивое закрепление жезла на стальном листе без ручной поддержки обеспечивается магнитным креплением 12 на маятниковом подвесе к основанию 9 с зазором порядка 4 мм над листом. Маятниковый подвес позволяет креплению передвигаться параллельно измеряемой линии вместе с жезлом без упора в стенку листа при увеличении угла его изгиба. Система координат антенны XYZ должна быть повернута в ее рабочей плоскости относительно точки установки целеуказателя до вхождения вертикальной координатной оси Y в пространственное положение «в створе» со стойкой жезла, визуально наблюдаемого оператором пресса в направлении линии, соединяющей конечные точки 23 виртуального шаблона.
При необходимости, исходя из производственного опыта оператора гибочного оборудования, настроечное позиционирование жезла может быть выполнено в одной из других точек установочной линии с разными наклонами поверхности листа относительно горизонта с применением регулировки высоты второго опорного наконечника жезла с целью обеспечения устойчивого его положения без ручной поддержки.
После указанных операций позиционирования антенны и жезла установочную линию 21 пошагово сканируют рабочим наконечником жезла, устанавливают жезл в выбранных контрольных точках, нажимают пусковую кнопку и посылают звуковые импульсы от электродинамиков к антенне по трассам 24 в воздухе. При работе с крупногабаритными изгибаемыми листами сканирование жезла может производиться удлинительной штангой, соединенной с его основанием. С помощью известной из прототипов триангуляционной измерительной системы для звуколокационных устройств, включающей электронный блок антенны и ноутбук 17 с соответствующим ПО, автоматически определяют координаты контрольных точек в системе координат антенны X, Y, Z. На основании полученных координат на экране ноутбука визуализируют измеренную форму 25 листа вдоль установочной линии с вызовом размещенной в памяти формы 26 проверочного виртуального шаблона. Выполняют с использованием ПО сравнение форм с определением величин отклонений изгиба в выбранных точках. Затем эти отклонения устраняют при последующих итерациях процесса гибки по существующей технологии.
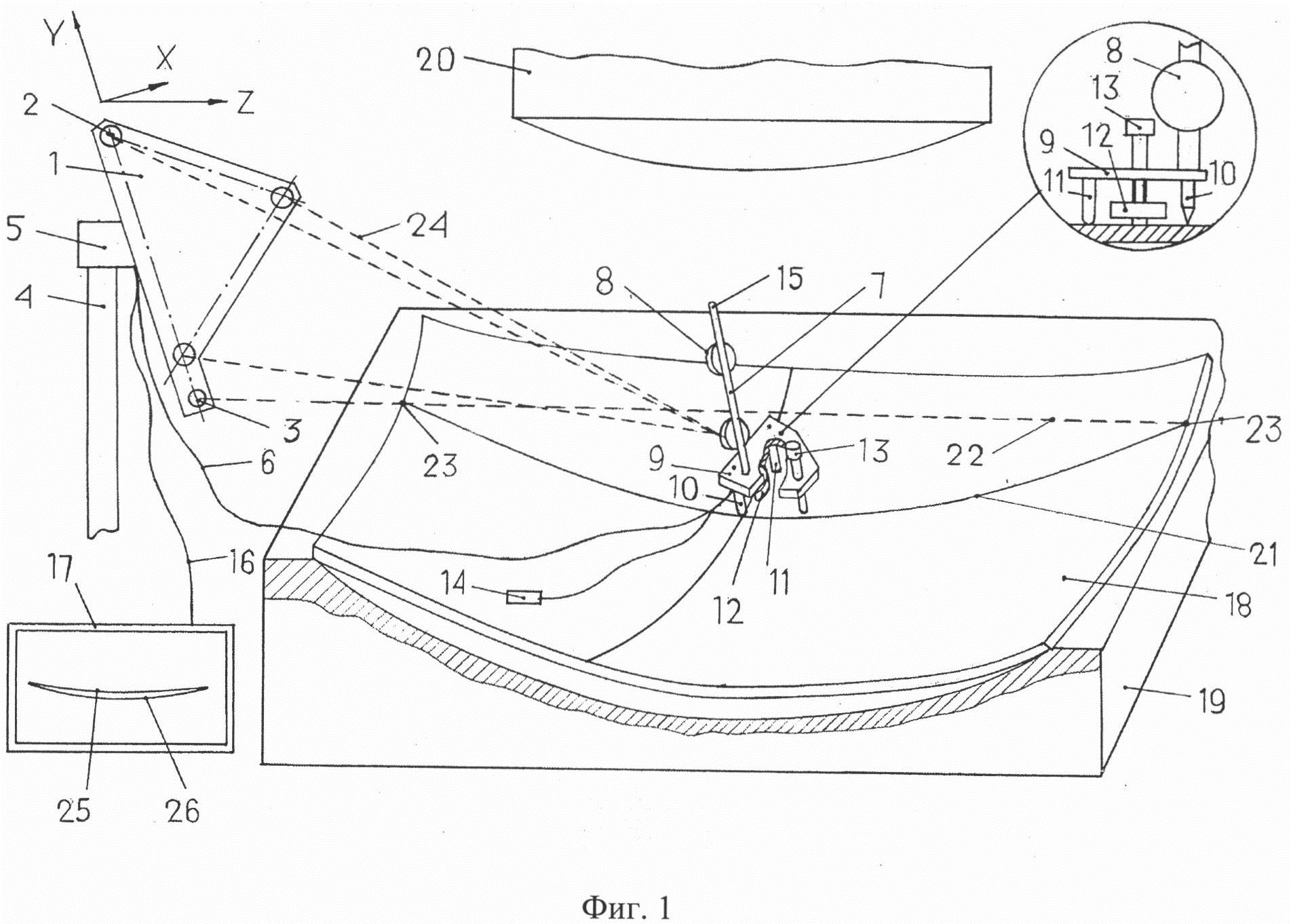
Заявленный способ и устройство для его осуществления с указанной совокупностью признаков были успешно испытаны на производственной базе заявителя. Испытательный стенд, включающий изогнутую листовую деталь и макетный образец специализированного звуколокационного устройства представлен на прилагаемом фотоснимке (фиг. 2).
Способ торкретирования наружных поверхностей радиационно-защитной блок-упаковки
Способ определения формы судовой забойной трубы и настроечный шаблон
Универсальное полупогружное крупнотоннажное транспортное судно для плавания в морях с ледовым покровом и на чистой воде
Универсальный перегрузочный защитный контейнер
Способ стабилизации формы и размеров корпусов судов, построенных каркасным методом
Способ стабилизации формы и размеров корпусов судов, построенных в лекальных стендах
Стенд промывочный
Способ вибрационной правки деформированных металлических конструкций
Способ измерения формы корпусов подводных лодок
Способ измерения формы прочного корпуса подводной лодки, закрытого конструкциями легкого корпуса
Личный опознавательный знак военнослужащего
Гидродинамический стенд с системой поддержания давления
Универсальный штамп для формообразования листовых деталей с двоякой кривизной поверхности
Уплотнение вала
Акустический профиломер
Стенд для отработки всеглубинного пускового устройства арбалетного типа для необитаемых подводных аппаратов
Способ формообразования листовых деталей двоякой кривизны
Способ определения формы судовой забойной трубы и настроечный шаблон
Способ определения координат скрытых контрольных точек при измерении отклонений от круговой формы сечений корпусов цилиндрических вставок судов или подводных лодок
Универсальная машина тепловой резки и зачистной инструмент для нее

