Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, в частности к изготовлению деталей, запасных частей и элементов трения для импортного и отечественного насосно-компрессорного оборудования, трубопроводной запорно-регулирующей арматуры и иного оборудования, и может быть использовано для оборудования нефте- и газоперерабатывающей промышленности, применяемого в агрессивной среде, содержащей до 25% сероводорода.
Порошковая металлургия, наряду с другими наукоемкими и энергосберегающими отраслями промышленности, является одним из основных направлений развития современного, высокоэффективного производства технологически развитых стран мирового сообщества.
Технологический процесс производства изделий методом порошковой металлургии состоит из следующих основных операций:
- получение и подготовка порошков исходных материалов, которые могут представлять собой чистые металлы или их сплавы, соединения металлов с неметаллами и различные другие химические соединения;
- прессование из подготовленной шихты изделий необходимой формы в специальных пресс-формах;
- термическая обработка или спекание спрессованных изделий, придающее им окончательные физико-механические свойства.
На практике иногда встречаются отклонения от этих типичных элементов технологии. Так, например, процессы прессования и спекания можно совмещать в одной операции или предварительно спеченный пористый брикет затем может быть пропитан расплавленным металлом. Могут быть и другие отклонения от указанной схемы, однако использование исходной порошкообразной шихты и спекание при температуре ниже точки плавления основного элемента остаются неизменными.
В настоящее время трудно назвать отрасль промышленности, где бы не находили применения изделия из материалов, полученных методами порошковой металлургии. Например, в обрабатывающей промышленности это твердосплавные инструменты, в горнодобывающей промышленности - армирующие твердые сплавы и алмазно-металлические композиции, применяемые для оснащения бурового инструмента. В сварочной технике это порошки, применяемые для наплавки, специальной резки и изготовления обмазок. В практике машиностроения метод порошковой металлургии используют для изготовления деталей машин и механизмов с высокими износостойкими, антифрикционными и фрикционными свойствами. В современной электротехнике это контактные устройства, обеспечивающие высокую электро- и теплопроводность, хорошую тугоплавкость, высокую степень электроэрозионной устойчивости и прочности в условиях ударных нагрузок.
Основными достоинствами порошковой металлургии, обусловившими ее развитие, являются:
- возможность получения изделий из материалов, которые трудно или невозможно получить другими способами. Например, некоторые тугоплавкие металлы (вольфрам, тантал), сплавы и композиции на основе тугоплавких соединений (твердые сплавы на основе карбидов вольфрама, титана и др.), композиции металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (вольфрам - медь), композиции из металлов и неметаллов (медь - графит, алюминий - оксид алюминия и др.), пористые материалы (подшипники, фильтры, теплообменники и др.);
- возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями за счет экономии металла и значительного снижения себестоимости продукции. Например, при изготовлении деталей литьем и обработкой резанием до 60-80% металла теряется в литниках или идет в стружку;
- возможность получения изделий из материалов с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у литых сплавов, за счет использования чистых исходных порошков.
При одинаковом составе и плотности у спеченных материалов в ряде случаев свойства выше, чем у плавленых в связи с особенностью их структуры. В частности, в спеченных материалах меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у некоторых литых металлов вследствие специфических условий затвердевания расплава. В спеченных материалах размеры и форму структурных элементов легче регулировать и можно получать типы взаимного расположения и формы зерен, которые невозможны для плавленого металла. Благодаря этим структурным особенностям спеченные металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, что очень важно для изделий из данных материалов.
Порошковая металлургия имеет и недостатки, которые препятствуют ее развитию:
- сравнительно высокая стоимость металлических порошков;
- необходимость спекания в защитной атмосфере, что увеличивает стоимость изделий;
- трудность изготовления изделий больших размеров;
- сложность получения металлов и сплавов в беспористом, компактном состоянии;
- необходимость применения чистых исходных порошков для получения чистых металлов.
Недостатки и некоторые достоинства порошковой металлургии нельзя рассматривать как постоянно действующие факторы. Они зависят от состояния и развития как самой порошковой металлургии, так и других отраслей промышленности. По мере развития техники порошковая металлургия может вытесняться из одних областей и перемещаться в другие.
По способу производства материала (сплава) методом порошковой металлургии с целью последующего изготовления из него изделий из патентной литературы известно следующее.
Способ прессования твердого сплава из наноразмерных порошков (патент РФ №2569288 «Способ изготовления наноразмерного твердого сплава», С22С 1/04, С22С 29/08, B22F 3/12, B82Y 30/00, опубликовано 20.11.2015), включающий приготовление смеси из наноразмерных порошков карбида вольфрама и кобальта, прессование ее в стальной пресс-форме и спекание в вакууме, перед прессованием в смесь наноразмерных порошков вводят 2-15 об. % этанола, при этом прессование ведут при давлении 2000 кгс/см2.
Существенным недостатком известного способа, выбранного в качестве ближайшего аналога-прототипа заявляемого технического решения, является отсутствие возможности изготовления готового изделия (детали).
В результате проведенного патентного поиска, авторами не были обнаружены аналоги и прототипы, близкие по существенным признакам к предлагаемому способу изготовления изделий методом порошковой металлургии.
Задачей, решаемой изобретением, является разработка способа изготовления методом порошковой металлургии деталей, запасных частей и элементов трения для импортного и отечественного насосно-компрессорного оборудования, трубопроводной запорно-регулирующей арматуры и иного оборудования, не уступающего по своим технико-эксплуатационным свойствам оригинальным изделиям, с возможностью использования для оборудования нефте- и газоперерабатывающей промышленности, применяемого в агрессивной среде, содержащей до 25% сероводорода.
Для решения поставленной задачи предлагается способ изготовления изделий методом порошковой металлургии, включающий следующий ряд технологически последовательных операций: приготовление пресс-порошка, прессование его в стальной пресс-форме, предварительное спекание в вакууме с последующей пропиткой пластификатором, механическая обработка пластифицированной заготовки, выжигание пластификатора, окончательное спекание и механическая обработка спеченной заготовки, отличающийся тем, что при приготовлении пресс-порошка из твердосплавной смеси путем перемешивания в нее вводят связывающую жидкость в соотношении 30 мл на 1 кг твердосплавной смеси с последующим брикетированием полученной смеси (порошок - связывающая жидкость) за счет уплотнения в пресс-форме с усилием до 2 т и перетиранием сформированных брикетов на сите с ячеей 0,5 мм с образованием пресс-порошка, который далее подвергают прессованию с усилием 6 т в стальной пресс-форме в пределах одного часа с момента окончания его приготовления, затем спрессованную заготовку сушат в вакуумной печи с остаточным давлением в печи не более 5⋅10-2 мм рт.ст. при температуре 100°С не менее 16 часов, после сушки спрессованную заготовку помещают в графитовый контейнер, обеспечивающий наличие зазоров между стенками контейнера и заготовкой не менее 10 мм, которые засыпают сажей, и проводят предварительное спекание в вакуумной печи с остаточным давлением в печи не более 5⋅10-2 мм рт.ст. при температуре 750-800°С, причем скорость подъема температуры не более 200°С в час с выдержкой не менее 60 минут после достижения заданной температуры спекания и последующим естественным остыванием печи до температуры 40°С, далее пластифицирование прошедшей предварительное спекание заготовки осуществляют при температуре 80-100°С в объеме жидкого парафина в течение не менее 180 минут, затем проводят механическую обработку на токарно-винторезном и универсальном фрезерном станках предварительно спеченной и пластифицированной заготовки до размеров на 30-35% больше окончательных размеров готового изделия, далее механически обработанную заготовку для выжигания пластификатора помещают в графитовый контейнер, обеспечивающий наличие зазоров между стенками контейнера и заготовкой не менее 10 мм, которые засыпают сажей, выжигание пластификатора производят в вакуумной печи с остаточным давлении в печи не более 5⋅10-2 мм рт.ст. при температуре 400°С, причем скорость подъема температуры не более 200°С в час с выдержкой не менее 180 минут после достижения заданной температуры выжигания пластификатора и последующим естественным остыванием печи до температуры 40°С, затем для окончательного высокотемпературного спекания заготовку помещают в графитовый контейнер, обеспечивающий наличие зазоров между стенками контейнера и заготовкой не менее 10 мм, которые засыпают сажей, окончательное высокотемпературное спекание производят в вакуумной печи с остаточным давлением в печи не более 5⋅10-2 мм рт.ст. при температуре 1350°С, причем скорость подъема температуры не более 300°С в час до температуры 1100°С и далее не более 100°С в час до температуры 1350°С с выдержкой не менее 30 минут после достижения заданной температуры окончательного высокотемпературного спекания и последующим охлаждением печи со скоростью не более 100°С в час до температуры 1100°С и естественным остыванием печи до температуры 40°С, окончательная механическая обработка полученной детали на универсально-заточном и круглошлифовальном станках до окончательных размеров готового изделия с полировкой рабочих поверхностей алмазной пастой.
С целью обеспечения удобства работы с мелкофракционным твердосплавным порошком на этапе приготовления пресс-порошка в качестве связывающей жидкости применяется дизельное топливо. Выбор дизельного топлива обусловлен его высокими смачивающими способностями для равномерного распределения связывающей жидкости по всему объему порошка.
Предварительное спекание, выжигание пластификатора и окончательное спекание заготовки осуществляют в графитовом контейнере обладающем высокотемпературными и инертными свойствами, а наличие зазоров между стенками контейнера и заготовкой не менее 10 мм, которые засыпаны сажей, обеспечивают химическую инертность окружающей заготовку среды с целью предотвращения ее окисления остаточным кислородом для достижения постоянства состава и структуры конечного изделия.
Временные, температурные и иные параметры, приведенные в данном способе изготовления изделий методом порошковой металлургии, определены из расчета решения заявленной в данном изобретении задачи с учетом достижения минимально-возможных затрат на производство.
Изготовление изделия предлагаемым способом осуществляется по предварительно разработанной проектной документации на изготавливаемое изделие, в которой расчетным путем подобраны и определены марка твердосплавной смеси, геометрические размеры готового изделия с чертежом общего вида, представлены профиль и основные геометрические параметры заготовки, а также разработана маршрутная карта технологического процесса, раскрывающая указанную в предлагаемом способе последовательность изготовления изделия методом порошковой металлургии как основными, так и вспомогательными операциями с указанием оборудования и оснастки, на которых изготавливается изделие.
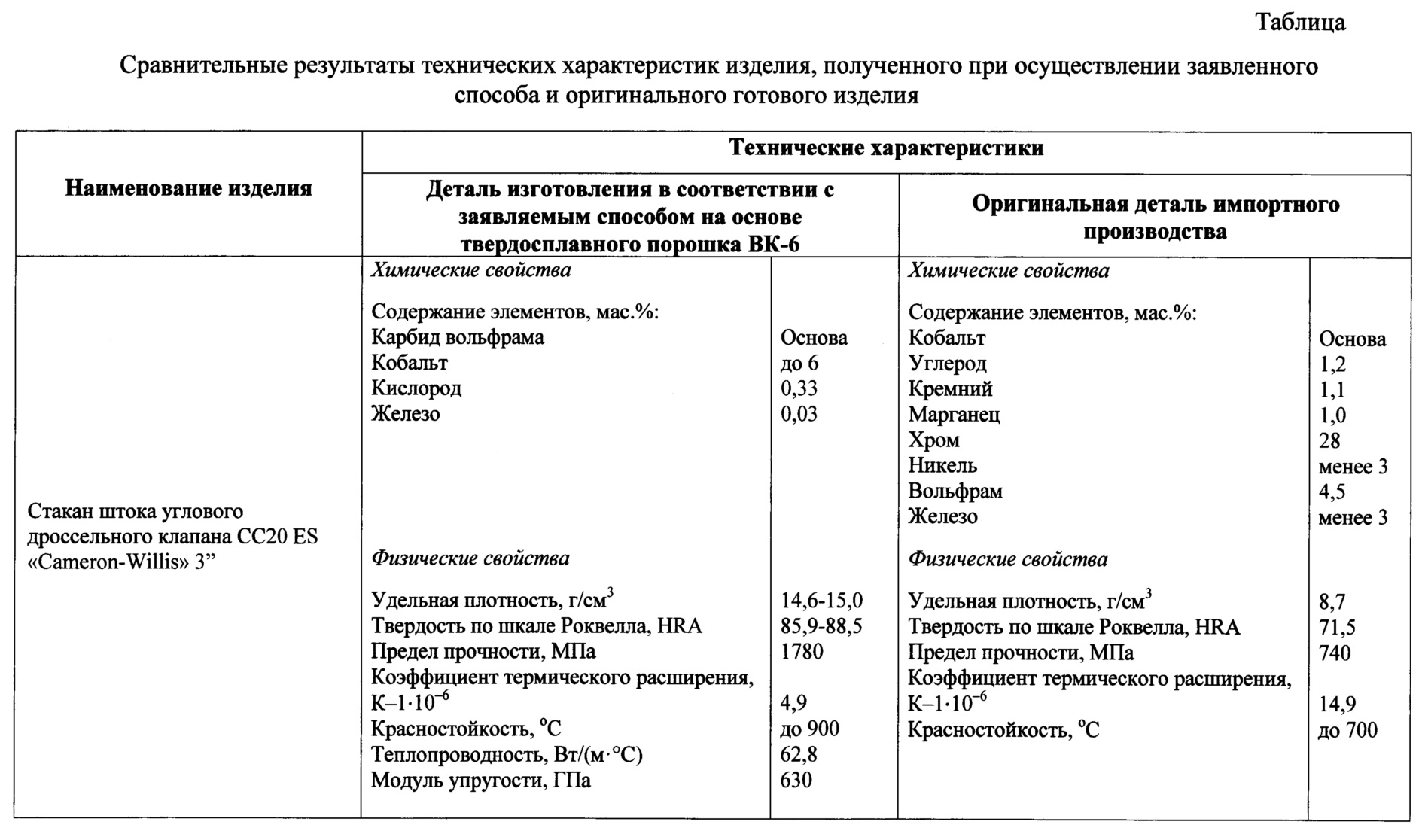
Сущность изобретения, а также осуществление способа изготовления изделий методом порошковой металлургии поясняется примером изготовления стакана штока углового дроссельного клапана СС20 ES «Cameron-Willis» 3'', который включает следующий ряд технологически последовательных операций.
1. Приготовление пресс-порошка
1.1 Порошок марки ВК-6 по ТУ 48-19-60-78 взвешивается на весах (механические, предел взвешивания - 3-10 кг, класс точности - средний). Масса взвешиваемого порошка - 3,2 кг.
1.2 В процессе перемешивания порошка в стеклянном бюксе (вместимость до 3 л) вводится связывающая жидкость - дизельное топливо по ГОСТ 32511-2013 (EN 590:2009) в количестве 96 мл. Связывающая жидкость должна быть равномерно распределена по всему объему порошка.
1.3 Полученная смесь (порошок -связывающая жидкость) уплотняется до образования брикетов в пресс-форме на прессе ПА-433 усилием до 2 т.
1.4 Сформированные брикеты перетираются на сите с ячеей 0,5 мм с образованием пресс-порошка.
2. Прессование заготовки
2.1 В пределах одного часа с момента окончания приготовления пресс-порошок засыпается в окно матрицы пресс-формы и прессуется на прессе ПА-433 усилием до 6 т с образованием заготовки, соответствующей указанным геометрическим размерам в проектной документации 80×80×80 мм.
2.2 Спрессованную заготовку сушат в вакуумной печи ВНЗ-1620-И1 при температуре 100°С и остаточном давлении в печи не более 5⋅10-2 мм рт.ст. не менее 16 часов.
3. Предварительное спекание
3.1 После сушки спрессованная заготовка помещается в графитовый контейнер, размеры которого должны обеспечить зазоры между стенками контейнера и заготовкой не менее 10 мм, которые засыпают сажей марки Т-900.
3.2 Предварительное спекание проводят в вакуумной печи СГВ-2.4.2/15 ИЗ с остаточным давлении в печи не более 5⋅10-2 мм рт.ст. при температуре 750-800°С. Скорость подъема температуры не более 200°С в час с выдержкой не менее 60 минут после достижения заданной температуры спекания.
3.3 При завершении спекания обеспечивают естественное остывание печи до температуры 40°С. Из печи вынимается графитовый контейнер и из него извлекается заготовка.
4. Пропитка заготовки парафином (пластифицирование)
4.1 Металлический контейнер с кусками парафина по ГОСТ 23683-89 помещается в сушильный шкаф СНОЛ, где парафин расплавляется при температуре 80°С.
4.2 Пластифицирование прошедшей предварительное спекание заготовки осуществляют при температуре 80-100°С в объеме жидкого парафина в течение не менее 180 минут.
4.3 При завершении пластифицирования заготовка извлекается из металлического контейнера с парафином и остывает в естественных условиях.
5. Механическая обработка
5.1 Заготовку подвергают механической обработке согласно расчетным размерам в проектной документации на токарно-винторезном станке 16К20 и универсальном фрезерном станке RTM-3 до размеров на 30-35% больше окончательных размеров готового изделия с учетом усадки при окончательном спекании и припуска под окончательную механическую обработку.
6. Выжигание пластификатора
6.1 После механической обработки заготовка помещается в графитовый контейнер, размеры которого должны обеспечить зазоры между стенками контейнера и заготовкой не менее 10 мм, которые засыпают сажей марки Т-900.
6.2 Выжигание пластификатора проводят в вакуумной печи СГВ-2.4.2/15 ИЗ с остаточным давлении в печи не более 5⋅10-2 мм рт.ст. при температуре 400°С.
Скорость подъема температуры не более 200°С в час с выдержкой не менее 180 минут после достижения заданной температуры выжигания пластификатора.
6.3 При завершении выжигания пластификатора обеспечивают естественное остывание печи до температуры 40°С. Из печи вынимается графитовый контейнер и из него извлекается заготовка.
7. Окончательное высокотемпературное спекание
7.1 После выжигания пластификатора заготовка помещается в графитовый контейнер, размеры которого должны обеспечить зазоры между стенками контейнера и заготовкой не менее 10 мм, которые засыпают сажей марки Т-900.
7.2 Окончательное высокотемпературное спекание проводят в вакуумной печи СГВ-2.4.2/15 ИЗ с остаточным давлением в печи не более 5⋅10-2 мм рт.ст. при температуре 1350°С. Скорость подъема температуры не более 300°С в час до температуры 1100°С и далее не более 100°С в час до температуры 1350°С с выдержкой не менее 30 минут после достижения заданной температуры окончательного высокотемпературного спекания.
7.3 При завершении спекания производят охлаждение печи со скоростью не более 100°С в час до температуры 1100°С и далее обеспечивают естественное остывание печи до температуры 40°С. Из печи вынимается графитовый контейнер и из него извлекается заготовка.
8. Окончательная механическая обработка
8.1 С учетом усадки при окончательном высокотемпературном спекании проверяются геометрические размеры полученной детали.
8.2 Для доведения размеров полученной детали на соответствие расчетным, указанным в проектной документации, окончательный размер готового изделия получают шлифованием на универсально-заточном станке 3В642 и круглошлифовальном станке 3Н130В с полировкой рабочих поверхностей алмазной пастой.
8.3 Проведение технического контроля готового изделия на соответствие проектной документации осуществляют с использованием твердомера Роквелла, профилометра, прибора для контроля плоскостности поверхности детали, штангенциркуля и микрометра.
Ниже в таблице приводятся сравнительные результаты технических характеристик изделия, полученного при осуществлении заявленного способа и оригинального готового изделия.
При осуществлении изобретения получен технический результат, заключающийся в изготовлении методом порошковой металлургии деталей, запасных частей и элементов трения для импортного и отечественного насосно-компрессорного оборудования, трубопроводной запорно-регулирующей арматуры и иного оборудования, не уступающего по своим технико-эксплуатационным свойствам оригинальным изделиям, с возможностью использования для оборудования нефте- и газоперерабатывающей промышленности, применяемого в агрессивной среде, содержащей до 25% сероводорода.
Из патентной документации не известны способы изготовления изделий методом порошковой металлургии с идентичными существенными признаками заявляемому техническому решению, что говорит о его новизне и соответствию этому критерию для изобретения.
Совокупность изложенных выше существенных признаков необходима и достаточна для реализации задачи заявляемого решения. При этом между совокупностью существенных признаков и задачей, поставленной и решаемой изобретением, существует причинно-следственная связь, при которой сама совокупность признаков является причиной, а решаемая ими задача является следствием. Исходя из этих доводов, правомерен вывод о том, что заявляемое техническое решение соответствует установленному критерию - изобретательский уровень (неочевидность).
Заявляемое техническое решение может быть неоднократно реализовано с получением указанного выше технического результата.
Решение, таким образом, соответствует критерию «промышленная применимость».
Предлагаемое решение в качестве изобретения применяется в промышленных масштабах для собственных нужд в Газопромысловом управлении ООО «Газпром добыча Астрахань».
Технико-экономическое преимущество заявляемого изобретения заключается в изготовлении деталей, не уступающих по своим технико-эксплуатационным свойствам оригинальным импортным аналогам, при значительно меньших производственных затратах.
Способ получения автомобильного бензина
Способ обезвреживания высокоминерализованных отходов бурения и установка для его осуществления
Способ добычи, сбора, подготовки и транспортировки низконапорной газожидкостной смеси при разработке газоконденсатного месторождения
Способ дегазации жидкой серы
Состав для интенсификации притока углеводородного флюида из порово-трещинного карбонатного коллектора
Устройство для исследования коррозионного растрескивания в сероводородсодержащих средах
Интерактивный обучающий комплекс, имитирующий работу скважины
Автоматизированный комплекс инжекции раствора ингибитора коррозии для скважин
Известковый буровой раствор для капитального ремонта скважин
Облегченный буровой раствор (варианты)
Способ нанесения покрытия
Клиновая задвижка
Регулирующий клапан
Способ получения автомобильного бензина
Светосильный объектив
Устройство для криогенного гранулирования жидкой серы
Устройство для гранулирования жидкой серы
Способ получения судового маловязкого топлива
Способ добычи, сбора, подготовки и транспортировки низконапорной газожидкостной смеси при разработке газоконденсатного месторождения
Способ дегазации жидкой серы

