Результат интеллектуальной деятельности: ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ДЛЯ ПОЭТАПНОГО ФОРМОВАНИЯ ЛИСТА МАТЕРИАЛА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится, в общем, к инструментам для поэтапного формования листов материала. В частности, изобретение относится к инструментам, используемым для обеспечения точности размеров и доступности в поэтапно формуемых изделиях.
УРОВЕНЬ ТЕХНИКИ
Известны несколько способов формования листового металла. Обычным способом формования листового металла является штампование с использованием штампа. Однако отливка штампа представляет собой дорогостоящий процесс. Хотя это и является популярным способом формования металла, использование штампа имеет определенные недостатки.
Вариантом использования штампа в формовании металлического изделия является процесс глубокой вытяжки. В этом способе заготовка из листового металла радиально вытягивается в формующем штампе с использованием пуансона.
Другим известным способом формования изделия является поэтапное формование листа. Это технология, при которой металлический лист формуется в законченное изделие путем последовательности относительно небольших поэтапных деформаций. Формование листа выполняется при использовании инструмента с круглым наконечником, который обычно установлен на роботе-манипуляторе. Инструмент формует изделие поэтапно повторяющимися перемещениями до тех пор, пока изделие полностью не сформуется.
Одна из трех ключевых характеристик производительности, которая определяет качество поэтапно сформованных изделий - это «точность размеров». Двумя основными факторами, которые влияют на точность размеров, являются отдача (листового металла) изделия и жесткость различных элементов формующей системы машины. Однако известные формующие инструменты не всегда достигают требуемого уровня точности размеров, так как такие инструменты имеют большие стержни, которые могут создавать препятствие для формования металлического изделия через непреднамеренный контакт с вертикальными стенками изделия во время процесса формования.
Другой помехой в достижении требуемого уровня точности размеров является то, что известные инструменты имеют стержни, которые сужаются, чтобы соответствовать круглому наконечнику и, вследствие этого, сопряжение наконечника и стержня представляет собой самую слабую точку на пути нагружения всей формующей машины. Известные системы, таким образом, подвержены поломке в этой точке, вызванной жесткостью формующего инструмента и присущей уязвимости сопряжения наконечника и стержня, уязвимости, которая становится особенно отчетливой, когда испытывается отклонение во время процесса формования.
Соответственно, нахождение эффективного и экономичного решения для формования внутренних компонентов транспортного средства, используя металлический пигмент в смоле, что исключает следы потоков или темные пятна при минимизации потерь на отходах, представляет собой необходимую цель для автомобильных производителей.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение устраняет недостатки, связанные с известными способами формования листа материала. Так, изобретение представляет собой инструмент для поэтапного формования листа материала, причем инструмент содержит формующий наконечник, стержень и адаптер сопряжения, размещенный между формующим наконечником и стержнем.
Диаметр формующего наконечника больше, чем диаметр стержня. Формующий наконечник может иметь множество конфигураций, которые наилучшим образом подходят для особой формы изделия. Формующий наконечник может иметь тороидальную форму. Наконечник тороидальной формы может иметь углубленную площадь, образованную в нем. Углубленная площадь может быть в форме усеченного конуса. Формующий инструмент, имеющий один формующий наконечник в форме тороида, может быть использован или, альтернативно, формующий инструмент, имеющий множество формующих наконечников в форме тороида, может быть использован. Диаметры формующих наконечников с множеством наконечников в форме тороида являются различными, причем наконечник, имеющий меньший диаметр, может быть выбран для первого прохода для обработки изделия, затем выбирается наконечник, имеющий больший диаметр, и т.д., пока изделие не будет закончено. Благодаря обеспечению одного формующего инструмента, имеющего наконечники увеличивающихся диаметров, тот же формующий инструмент может быть использован для множественных проходов для обработки изделия без необходимости изменения формующего инструмента.
В качестве альтернативы формующему наконечнику в форме тороида, формующий наконечник может быть изготовлен из множества шариков. В первом варианте выполнения варианта формующего инструмента с множеством шариков, шарики, имеющие различные диаметры, могут быть обеспечены, таким образом, позволяя формующему наконечнику меньшего диаметра использоваться для первоначального прохода для обработки изделия, затем используется шарик, имеющий больший диаметр. Как формующий инструмент, имеющий множество формующих наконечников в форме тороида различных размеров, формующий инструмент, имеющий шарики различных размеров, позволяет использование одного формующего инструмента без необходимости изменения формующих инструментов между проходами.
Во втором варианте выполнения варианта формующего инструмента с множеством шариков, все шарики имеют одинаковый диаметр. Этот формующий инструмент вращается во время процесса формования изделия.
Независимо от варианта выполнения формующий инструмент согласно изобретению обеспечивает эффективный и практический способ поэтапного формования листа, который не имеет недостатков известных подходов. Настоящее изобретение не страдает от возможности поломки, при этом исключая столкновение стержня инструмента и изделия, происходящее при функционировании известных формующих инструментов.
Таким образом, согласно первому объекту изобретения создан инструмент для поэтапного формования листа материала, содержащий: формующий наконечник, имеющий диаметр; и стержень, к которому прикрепляется формующий наконечник, при этом стержень имеет диаметр, и диаметр формующего наконечника превышает диаметр стержня.
Предпочтительно, инструмент дополнительно включает в себя адаптер сопряжения между формующим наконечником и стержнем.
Предпочтительно, формующий наконечник имеет тороидальную форму.
Предпочтительно, формующий наконечник включает в себя углубленную область.
Предпочтительно, углубленная область имеет форму, которая представляет собой усеченный конус.
Предпочтительно, наконечник содержит множество шариков.
Предпочтительно, инструмент дополнительно включает в себя адаптер, к которому непосредственно прикреплены по меньшей мере два шарика.
Предпочтительно, инструмент дополнительно включает в себя адаптер и рычаги, причем количество рычагов соответствует количеству указанных по меньшей мере двух шариков, при этом каждый из шариков прикреплен к адаптеру одним из рычагов.
Предпочтительно, каждый из указанных по меньшей мере двух шариков имеет диаметр, причем каждый из указанных диаметров имеет одинаковое значение.
Предпочтительно, каждый из указанных по меньшей мере двух шариков имеет диаметр, при этом каждый из указанных диаметров имеет разное значение, так что исключается необходимость замены инструмента между операциями.
Согласно второму объекту изобретения создан инструмент для поэтапного формования листа материала, содержащий: формующий наконечник, имеющий диаметр; адаптер сопряжения, к которому прикреплен формующий наконечник; и стержень, к которому прикреплен адаптер сопряжения, причем стержень имеет диаметр, и диаметр формующего наконечника превышает диаметр стержня.
Предпочтительно, формующий наконечник имеет тороидальную форму.
Предпочтительно, формующий наконечник включает в себя углубленную область.
Предпочтительно, углубленная область имеет форму, которая представляет собой усеченный конус.
Предпочтительно, наконечник содержит по меньшей мере два шарика.
Предпочтительно, инструмент дополнительно включает в себя адаптер, к которому непосредственно прикреплены указанные по меньшей мере два шарика.
Предпочтительно, инструмент дополнительно включает в себя адаптер и рычаг, прикрепленный к указанному адаптеру.
Предпочтительно, каждый из указанных по меньшей мере двух шариков имеет диаметр, причем каждый из указанных диаметров имеет одинаковое значение.
Предпочтительно, каждый из указанных по меньшей мере двух шариков имеет диаметр, причем каждый из указанных диаметров имеет различное значение, так что исключается необходимость замены инструментов между операциями.
Согласно третьему объекту изобретения создан способ поэтапного формования листа материала, при котором: подготавливают инструмент для поэтапного формования листа, содержащий формующий наконечник, имеющий диаметр, адаптер сопряжения, прикрепляемый к наконечнику, и стержень, к которому прикрепляют адаптер, причем стержень имеет диаметр, и диаметр наконечника превышает диаметр стержня; и формуют лист материала поэтапно.
Вышеуказанные преимущества и другие преимущества и признаки будут очевидны из следующего далее подробного описания предпочтительных вариантов выполнения при рассмотрении с сопровождающими чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания этого изобретения далее следует ссылка на варианты выполнения, проиллюстрированные более подробно на прилагаемых чертежах и описанные ниже путем примеров изобретения. На чертежах:
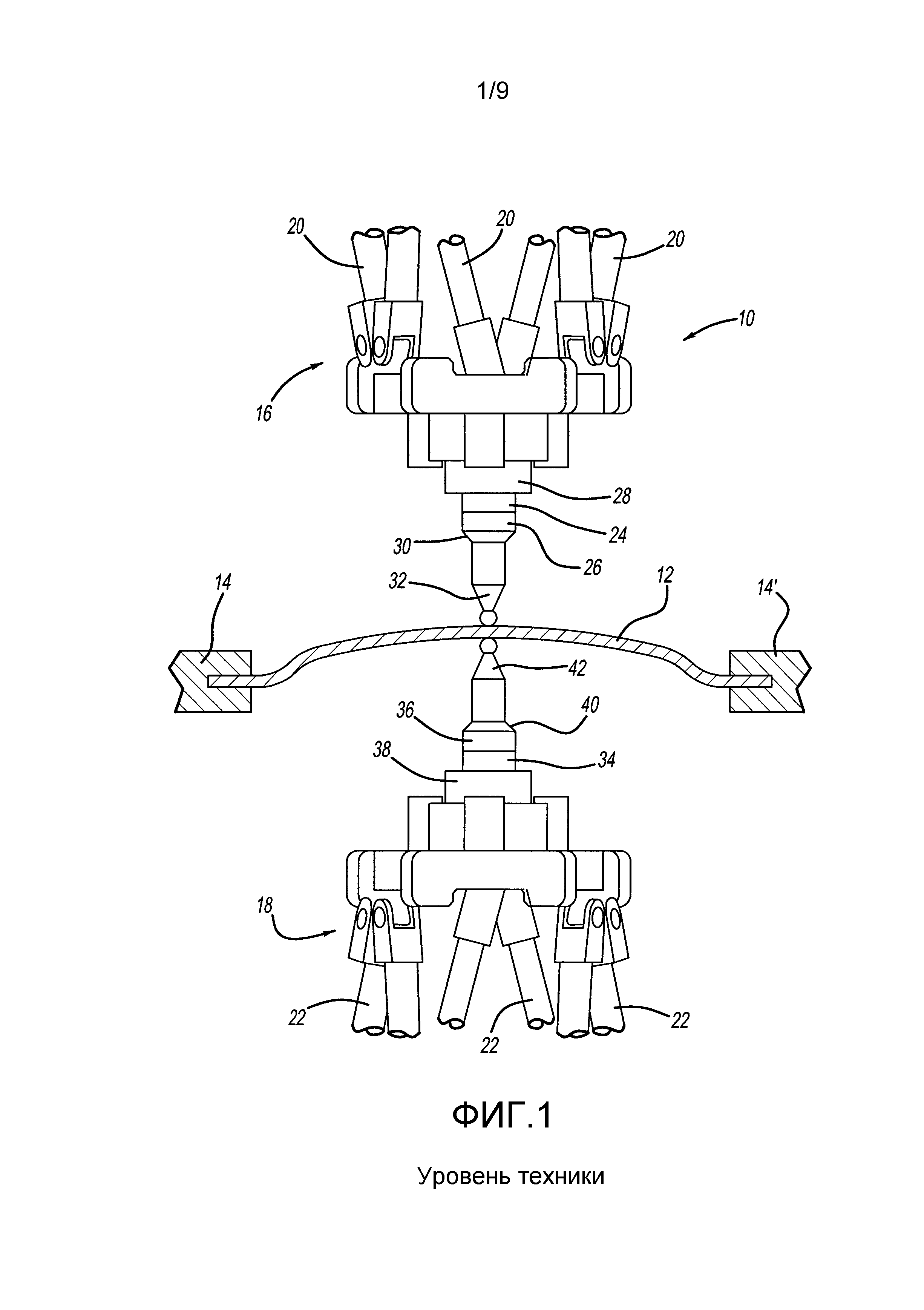
Фиг. 1 - вид сбоку известной системы для поэтапного формования изделия;
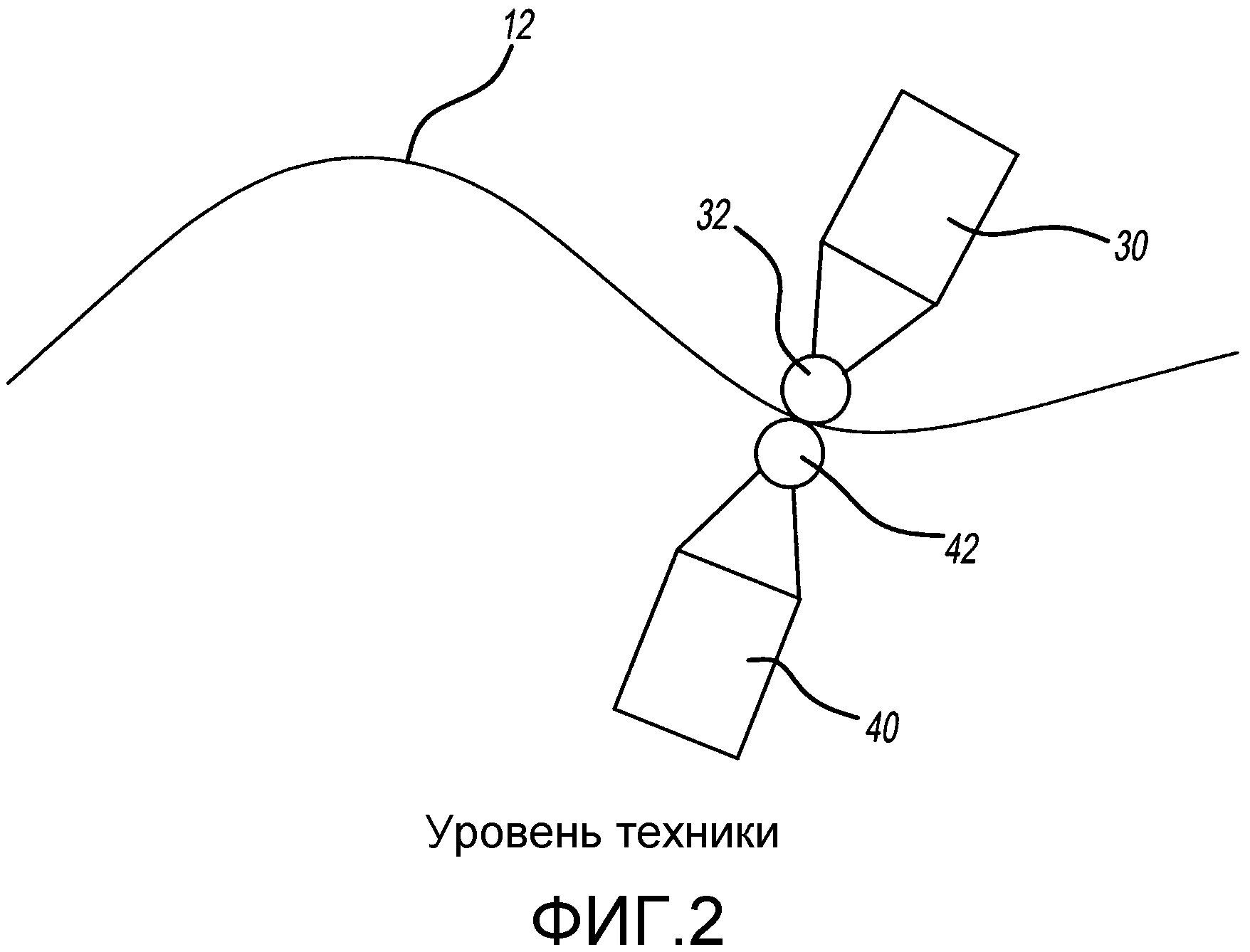
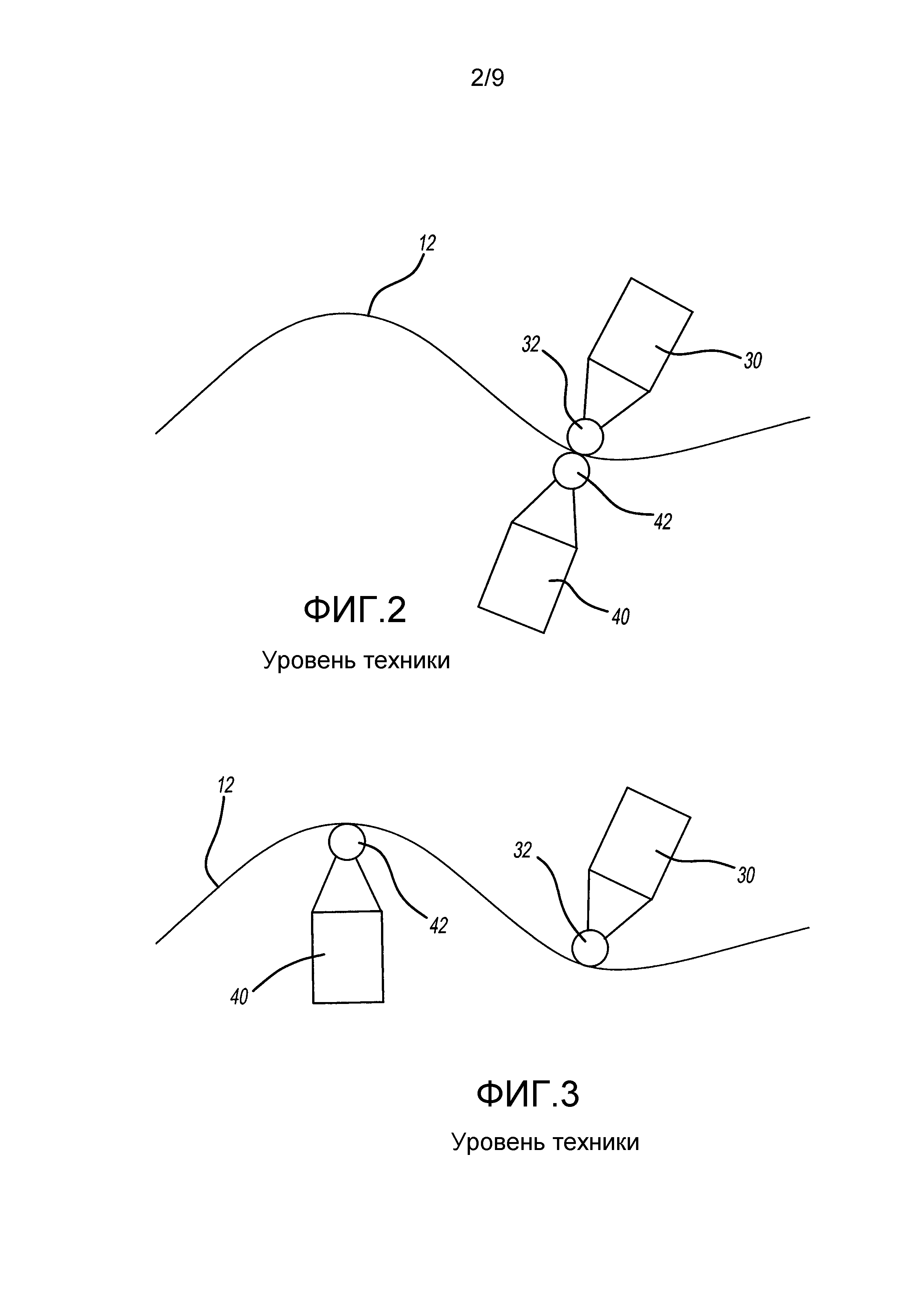
Фиг. 2 - вид сбоку изделия, формуемого противоположными формующими инструментами согласно известной конструкции;
Фиг. 3 - вид сбоку изделия, формуемого расположенными на расстоянии друг от друга формующими инструментами согласно известной конструкции;
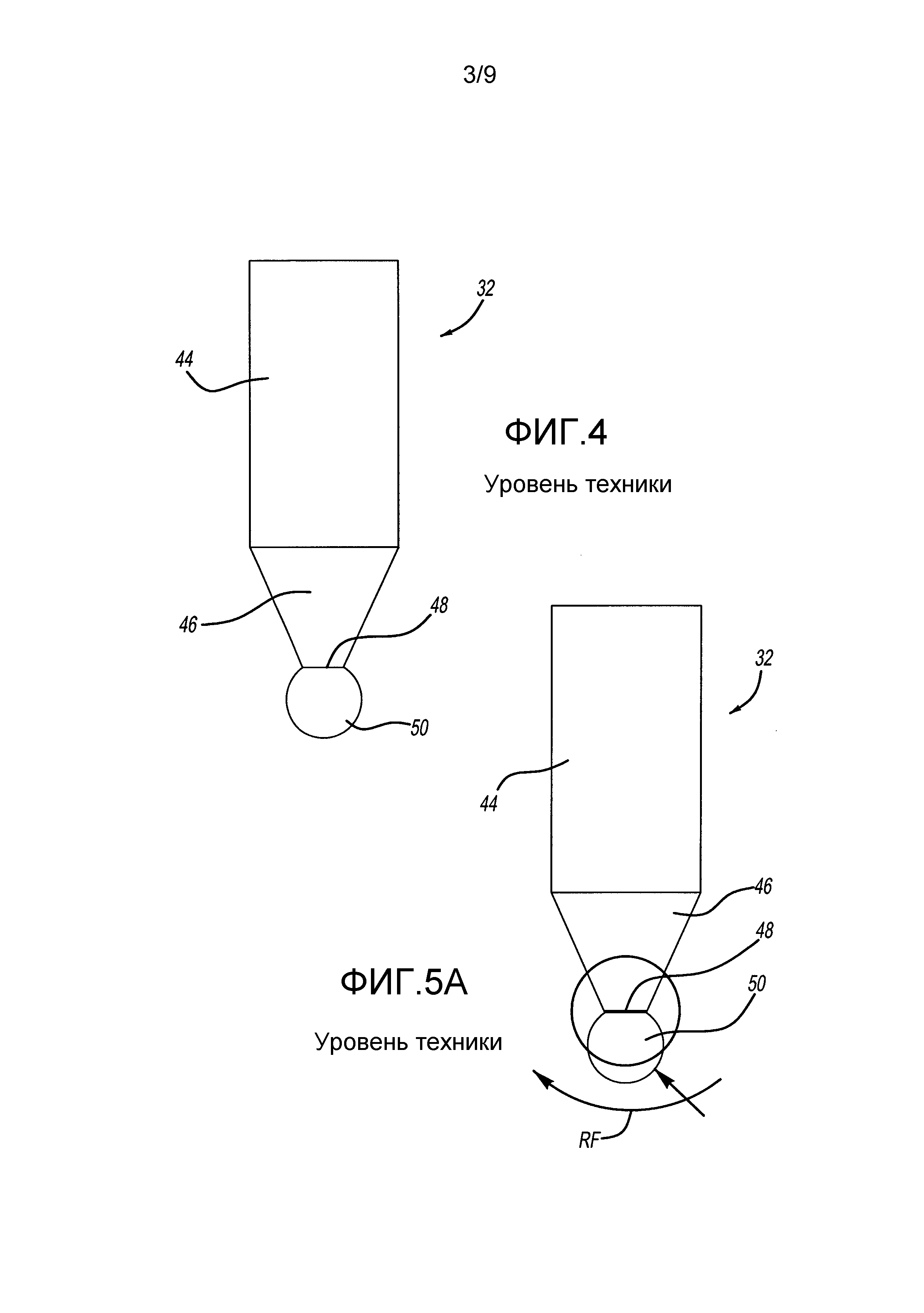
Фиг. 4 - вид сбоку инструмента для поэтапного формования согласно известному уровню техники;
Фиг. 5A - вид сбоку инструмента для поэтапного формования согласно известному уровню техники, иллюстрирующий силу вращения и последующее напряжение, размещаемое на соединении между суженным участком стержня инструмента и скругленным наконечником;
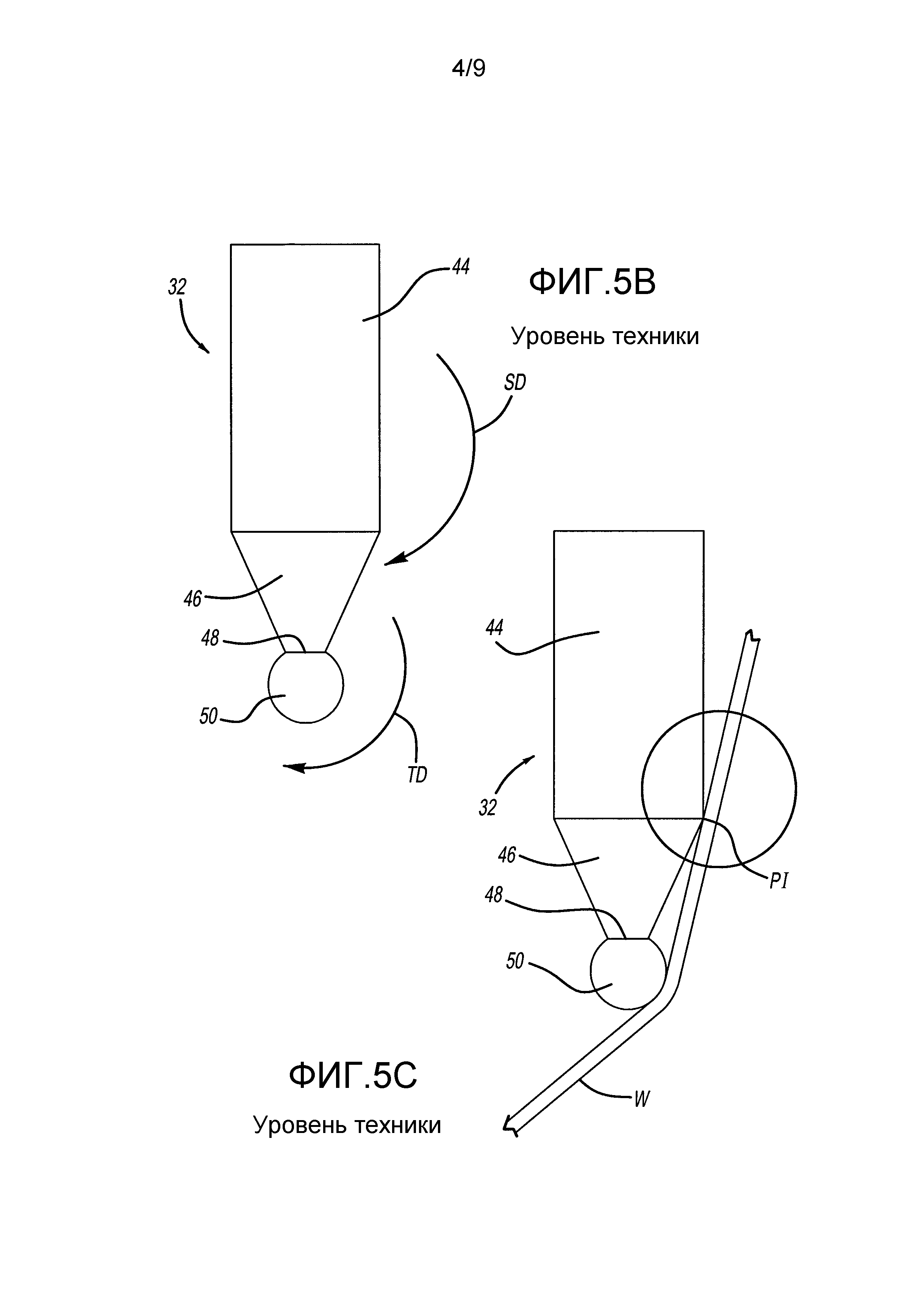
Фиг. 5B - вид сбоку инструмента для поэтапного формования согласно известному уровню техники, иллюстрирующий отклонение стержня и отклонение наконечника инструмента;
Фиг. 5C - вид сбоку инструмента для поэтапного формования согласно известному уровню техники, иллюстрирующий столкновение стержня инструмента и изделия;
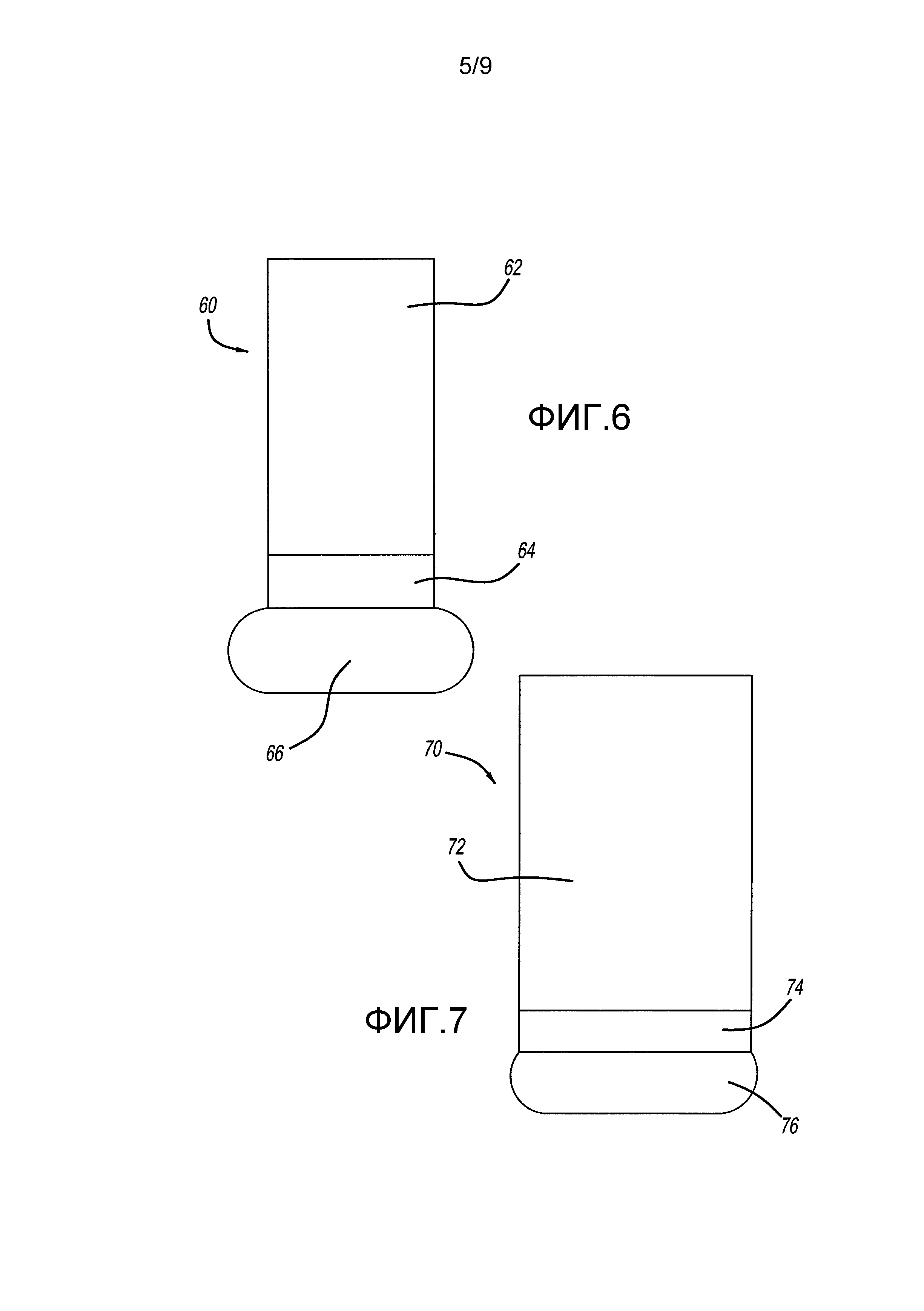
Фиг. 6 - вид сбоку инструмента для поэтапного формования согласно изобретению, иллюстрирующий стержень, формующий наконечник и адаптер сопряжения;
Фиг. 7 - вид сбоку дополнительного варианта выполнения инструмента для поэтапного формования согласно изобретению, иллюстрирующий стержень, формующий наконечник и адаптер сопряжения;
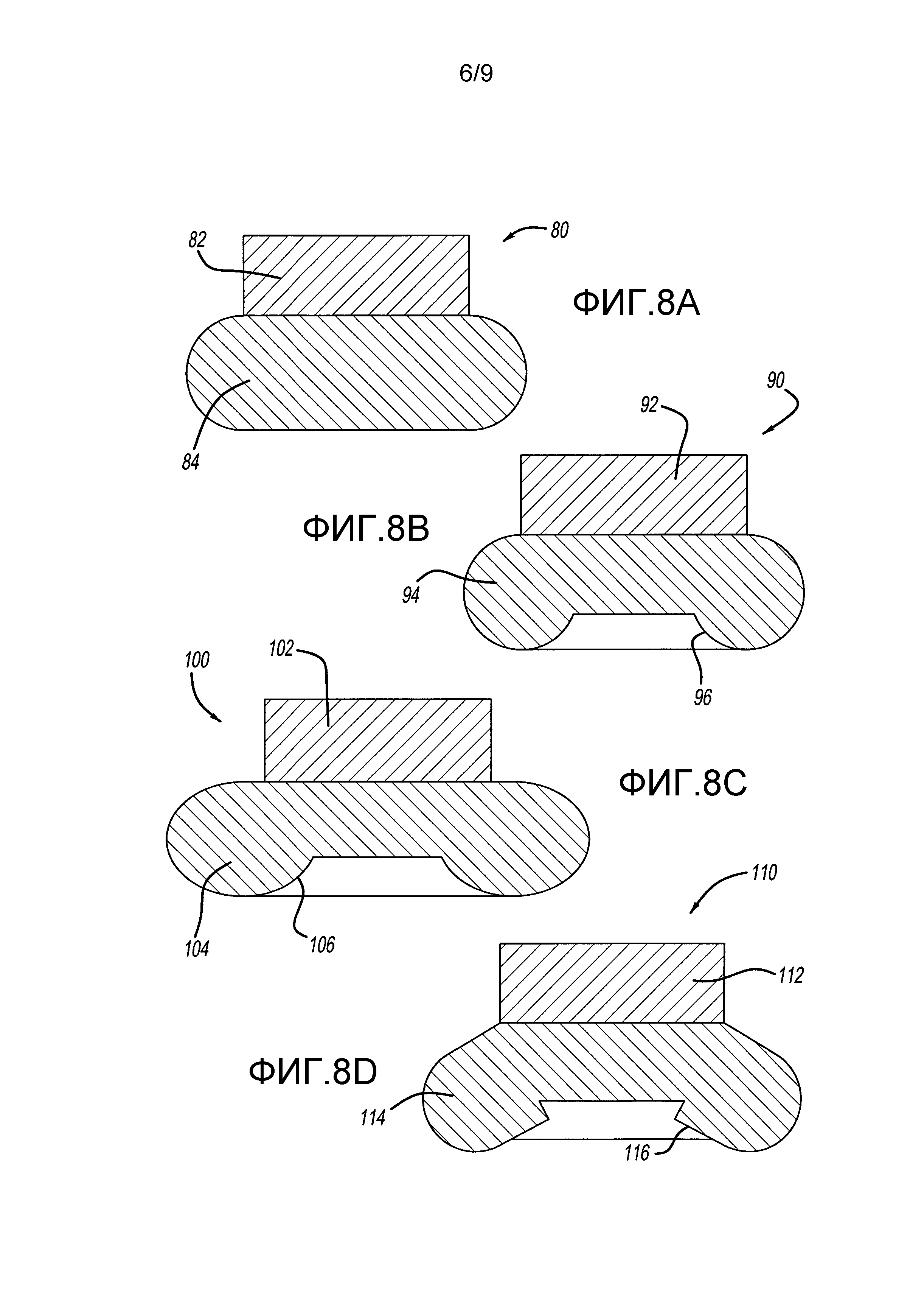
Фиг. 8A - вид в разрезе первой конфигурации наконечника инструмента для поэтапного формования согласно изобретению;
Фиг. 8B - вид в разрезе второй конфигурации наконечника инструмента для поэтапного формования согласно изобретению;
Фиг. 8C - вид в разрезе третьей конфигурации наконечника инструмента для поэтапного формования согласно изобретению;
Фиг. 8D - вид в разрезе четвертой конфигурации наконечника инструмента для поэтапного формования согласно изобретению;
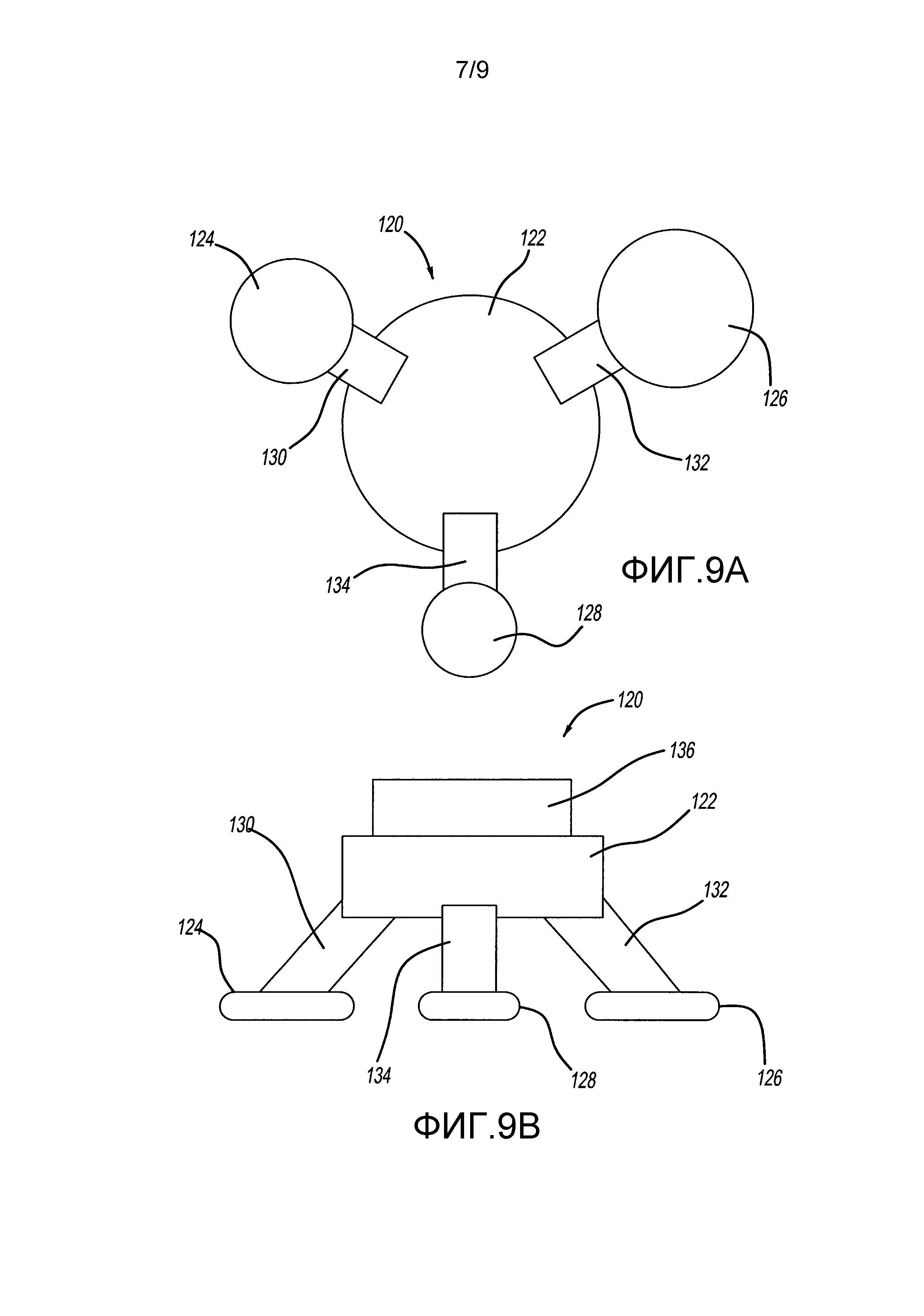
Фиг. 9A - вид снизу вращающегося инструмента с множеством наконечников согласно изобретению, причем наконечники имеют форму тороида и имеют различные диаметры;
Фиг. 9B - вид сбоку вращающегося инструмента с множеством наконечников на Фиг. 9A согласно изобретению;
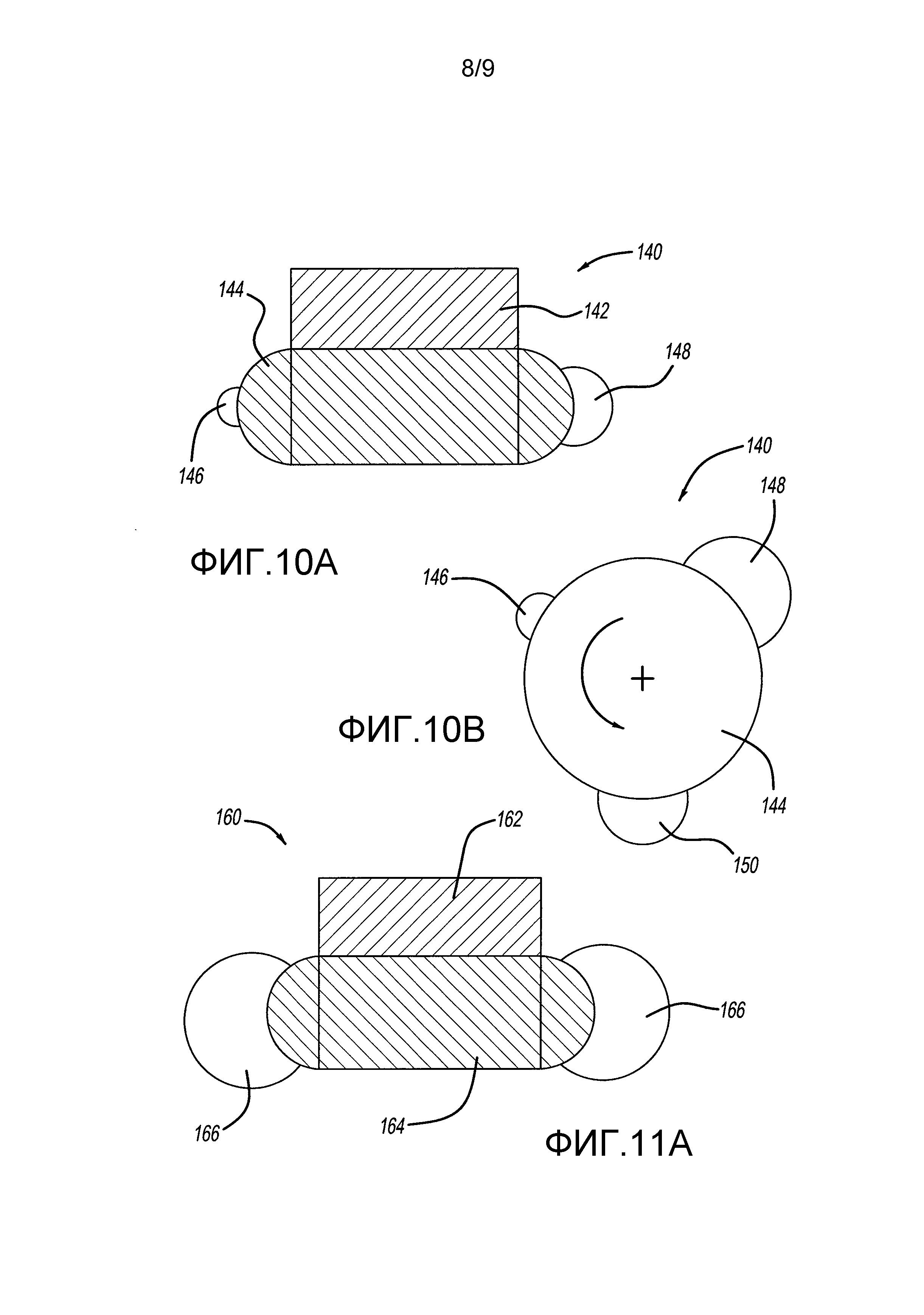
Фиг. 10A - вид в разрезе вращающегося инструмента с множеством шариковых наконечников согласно изобретению, причем шариковые наконечники имеют различные диаметры;
Фиг. 10B - вид снизу вращающегося инструмента с множеством шариковых наконечников на Фиг. 10A согласно изобретению;
Фиг. 11A - вид в разрезе другого вращающегося инструмента с множеством шариковых наконечников согласно изобретению, причем наконечники имеют одинаковый диаметр; и
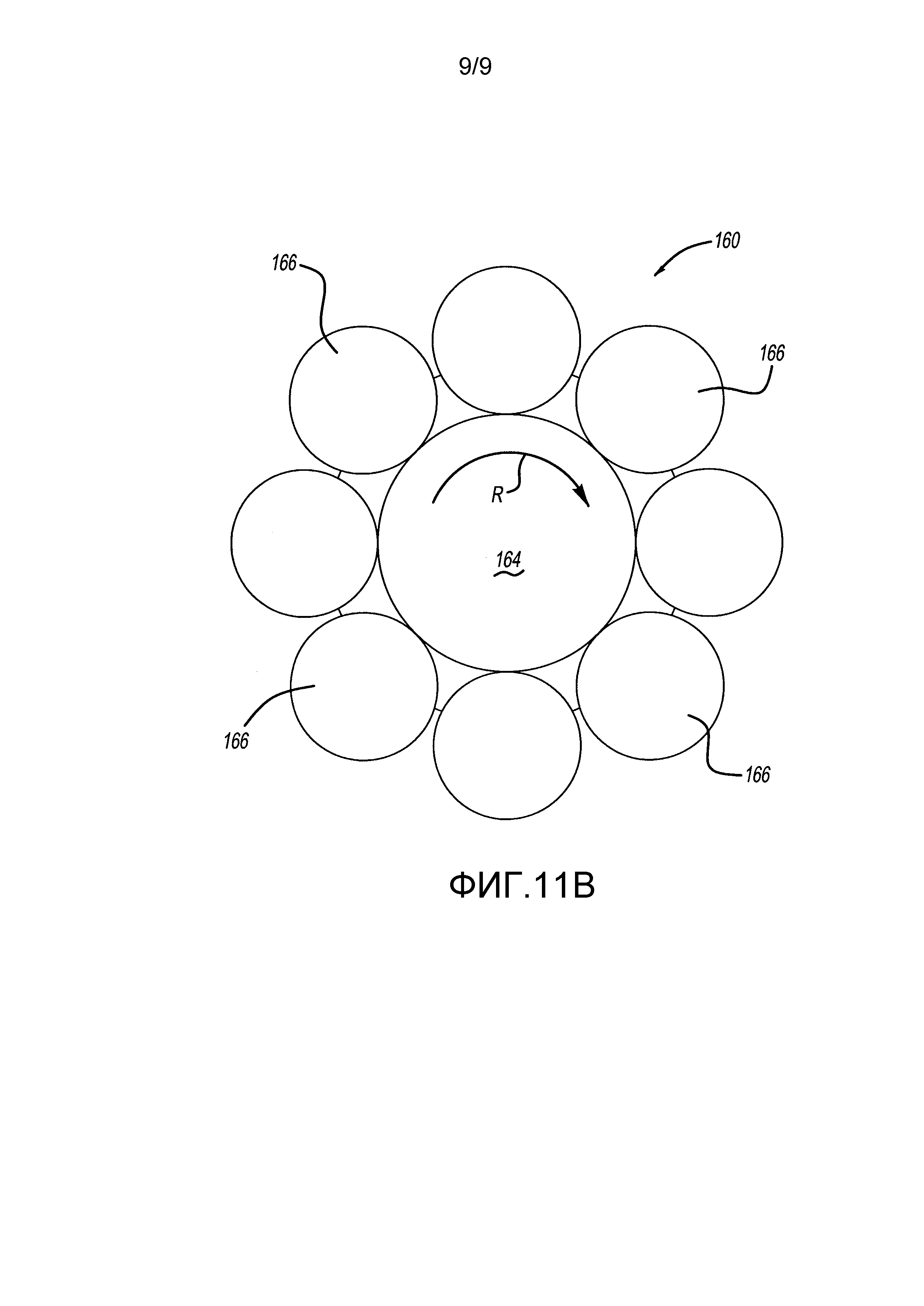
Фиг. 11B - вид снизу вращающегося инструмента с множеством шариковых наконечников на Фиг. 11A согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ВЫПОЛНЕНИЯ
На чертежах одинаковые ссылочные позиции будут использоваться для обозначения одинаковых компонентов. В нижеследующем описании различные рабочие параметры и компоненты описаны для других выполняемых вариантов выполнения. Эти конкретные параметры и компоненты включены в качестве примеров и не предназначены для ограничения.
На Фиг. 1 показана известная система для поэтапного формования изделия 12, которая в целом обозначена ссылочной позицией 10. Такие системы используются для формования множества формуемых материалов, например, листового металла. Изделие 12 может быть в общем плоским, или может быть по меньшей мере частично выполнено плоским, или неплоским в одном или более вариантах выполнения настоящего изобретения. Система 10 традиционно включает в себя опорную конструкцию 14 и 14’ изделия, которая фиксируется с возможностью последующего снятия и удерживает изделие 12, первый манипулятор 16 и второй манипулятор 18. Первый манипулятор 16 и второй манипулятор 18 управляются программируемым контроллером (не проиллюстрирован). Контроллер отслеживает и управляет работой манипуляторов, ячейкой загрузки, нагревательного элемента, рычага и устройства смены инструментов.
Первый манипулятор 16 и второй манипулятор 18 обеспечены для размещения формующих инструментов. Первый манипулятор 16 и второй манипулятор 18 установлены на отдельные платформы (не показаны). Первый манипулятор 16 и второй манипулятор 18 могут иметь одинаковые или различные конфигурации, например, имеющие множественные степени свободы. Например, манипуляторы с шестистоечной опорной конструкцией могут иметь по меньшей мере шесть степеней свободы, например, Fanuc Robotics модель F-200i hexapod robot.
Манипулятор 16 включает в себя последовательность связей или стоек 20, присоединенных к платформе. Манипулятор 18 включает в себя последовательность связей или стоек 22, присоединенных к платформе. Связи или стойки 20 и 22 обычно являются линейными приводами, например, гидравлическими цилиндрами. Манипулятор, имеющий шесть степеней свободы, может перемещаться в трех линейных направлениях и трех угловых направлениях по отдельности или в любой комбинации. Таким образом, манипуляторы 16 и 18 могут перемещать соответственный инструмент вдоль множества осей, например осей X, Y и Z.
Первый манипулятор 16 может включать в себя ячейку 24 загрузки, нагревательный элемент 26, рычаг 28, держатель 30 инструмента и формующий инструмент 32. Второй манипулятор 18 может включать в себя ячейку 34 загрузки, нагревательный элемент 36, рычаг 38, держатель 40 инструмента и формующий инструмент 42.
Ячейки 24 и 34 загрузки обнаруживают силу, приложенную к изделию 12. Данные, созданные ячейками 24 и 34 нагрузки, сообщаются в контроллер для контроля и управления работой системы 10.
Нагревательные элементы 26 и 36 обеспечивают энергию, которая передается изделию 12, чтобы усиливать требуемое формование изделия 12. Нагревательные элементы 26 и 36 могут быть электрическими или неэлектрическими и могут быть использованы для обеспечения тепла непосредственно (например, лазером) или опосредованно (например, кондуктивной теплопередачей) изделию 12.
Рычаги 28 и 36 могут вращать держатели 30 и 40 инструмента, соответственно. Рычаги 28 и 38 могут быть активно управляемы программированием или управляемым вращением. Альтернативно, рычаги 28 и 38 могут быть пассивно управляемы позволением свободного вращения рычагам 28 и 38 в ответ на силу, приложенную к изделию 12, такую как силу, передаваемую формующими инструментами 32 и 42.
Держатели 30 и 40 инструмента принимают и удерживают формующие инструменты 32 и 42 соответственно. Каждый из держателей 30 и 40 инструмента включает в себя отверстие для приема участка формующих инструментов 32 и 42 и обеспечения формующих инструментов 32 и 42 в неподвижном положении с зажимом, установочным винтом или другим механизмом, известным в уровне техники. Альтернативно, держатели 30 и 40 инструмента и/или формующие инструменты 32 и 42 также могут быть связаны с автоматическим устройством смены инструментов (не показано), которое может обеспечивать быструю смену или замену инструмента.
Система 10 используется для поэтапного формования изделия. Согласно способу поэтапного формования изделие 12 формуют в требуемую конфигурацию последовательностью небольших поэтапных деформаций. Небольшие поэтапные деформации производятся при перемещении формующих инструментов 32 и 42 по поверхности изделия 12. Перемещение формующих инструментов 32 и 42 может возникать вдоль пути, запрограммированного в контроллере. Альтернативно, путь перемещения формующих инструментов 32 и 42 также может быть адаптивно запрограммирован в текущий момент на основании измеренной обратной связи, например от ячеек 24 и 34 нагрузки. Согласно этому способу формование происходит поэтапно, когда формующие инструменты 32 и 42 перемещаются вдоль изделия 12.
Формующие инструменты 32 и 42 влияют на формоизменяющую силу для формования изделия 12. Согласно известным технологиям изделие 12 может быть сформовано посредством работы двух противоположных формующих инструментов 32 и 42, как проиллюстрировано на Фиг. 2, или посредством работы двух расположенных на расстоянии друг от друга формующих инструментов 32 и 42, как проиллюстрировано на Фиг. 3. Когда формующие инструменты 32 и 42 работают в противоположном направлении, как проиллюстрировано на Фиг. 2, изделие 12 формуется с помощью одновременного перемещения инструментов. Альтернативно, изделие 12 может быть сформовано одновременной работой формующих инструментов 32 и 42, когда инструменты размещены не в противоположном направлении, а на расстоянии друг от друга, как проиллюстрировано на Фиг. 3.
При достижении определенных целей известные формующие инструменты, например, формующие инструменты 32 и 42, не могут преодолеть известные и систематические проблемы при использовании в производстве. Эти недостатки присущи проектированию и конструированию самих известных формующих инструментов.
На Фиг. 4 проиллюстрирован вид сбоку инструмента 32 для поэтапного формования, показанного на Фиг. 1-3. Формующий инструмент 32 включает в себя стержень 44, переходный участок 46, шейку 48 и твердый шариковый конец или формующий наконечник 50. Шейка 48 определяет сопряжение наконечника и стержня. Известно, что переходный участок 46 может иметь коническую или неконическую форму, в то время как проиллюстрирован конический переходный участок 46.
Как проиллюстрировано на Фиг. 5A, известные инструменты для поэтапного формования являются конструктивно самыми слабыми внутри пути нагрузки формующей машины (системы), так как они являются физически наименьшим элементом в системе. Это в особенности подтверждается в сопряжении между формующим наконечником 50 и переходным участком 46. Формующие силы, такие как сила вращения RF, показанная на Фиг. 5A, и отклонение стержня SD, и отклонение наконечника TD, показанные на Фиг. 5B, передаются полностью через эти меньшие секции, когда изделия формуются, что подвергает их наивысшим напряжениям.
Как известно в известном уровне техники, меньшие диаметры наконечника более распространены, чем их большие аналоги, так как они могут формовать углубления, маленькие компоненты и острые углы. Однако необходимость использовать меньшие наконечники представляет определенные проблемы в производстве. Во-первых, диаметр сопряжения шейки 48 между формующим наконечником 50 и стержнем 44 меньше, чем диаметр шарикового конца, как проиллюстрировано на Фиг. 4-5C. Например, шейка наконечника инструмента с диаметром 6 мм может быть не более 4 мм. Когда применяются более высокие нагрузки, напряжения в сопряжениях могут становиться крайне высокими, что приводит к упругой и возможно пластичной деформации, как показано на Фиг. 5A и 5B. Во-вторых, любая упругая деформация на формующем наконечнике 50 будет причиной отклонений размеров изделия. В-третьих, любые пластичные деформации будут причинами постоянных разрушений формующего инструмента 32.
Известны другие проблемы, связанные с известными формующими инструментами. Например, силы, вращающиеся около осей инструмента (как показано на Фиг. 5A), могут стать причиной того, что формующий наконечник 50 отломится от переходного участка 46 на шейке 48 из-за усталостного напряжения. В дополнение, формующие инструменты 32, имеющие меньшие формующие наконечники 50, имеют меньшие стержни 44 для исключения столкновений с изделием во время формования. Стержни 44 являются консолями с силами, применяемыми на конце. Отклонения инструмента становятся более значительными, так что могут влиять на точность размеров, когда длина стержня становится длиннее, а диаметр становится меньше, как обозначено на Фиг. 5A и 5B.
Более того, диаметр стержня 44 относительно диаметра формующего наконечника 50 предписывает максимальный формующий угол. Соответственно, и как проиллюстрировано на Фиг. 5C, любые области изделия, которые имеют наклон больший, чем максимальный формующий угол, будут препятствовать стержню 44. Как проиллюстрировано, имеется область физического препятствия PI, вызываемая во время формования изделия W, когда нижний конец стержня 44 задевает изделие W. В области физического препятствия PI стержень оказывает воздействие на изделие W, что приводит к неудовлетворительному формованию изделия W. Как проиллюстрировано на Фиг. 4-5A, подходы известного уровня техники к обеспечению инструмента для поэтапного формования имеют определенные недостатки.
Настоящее изобретение устраняет проблемы известных инструментов для поэтапного формования. Четыре общих варианта выполнения проиллюстрированы на чертежах и обсуждаются относительно них. Фиг. 6-8D иллюстрируют первый вариант выполнения. Фиг. 9A и 9B иллюстрируют второй вариант выполнения. Фиг. 10A и 10B иллюстрируют третий вариант выполнения. Фиг. 11A и 11B иллюстрируют четвертый вариант выполнения.
На Фиг. 6-8D проиллюстрированы варианты первого варианта выполнения изобретения. Обычные признаки проиллюстрированных вариантов инструмента для поэтапного формования включают в себя стержень для крепления к блоку, например, CNC машине или роботу-манипулятору, формующий инструмент в форме тороида и адаптер, который функционирует в качестве сопряжения между стержнем и формующим инструментом в форме тороида. В то время как три отдельных компонента проиллюстрированы, следует понимать, что инструмент для поэтапного формования на Фиг. 6-8D может быть образован из твердого элемента. Формующий инструмент согласно изобретению может быть использован для формования любого пригодного материала или материалов, которые имеют необходимые характеристики формования, например, металла, металлического сплава, полимерного материала или их комбинаций.
Наиболее важным признаком инструмента для поэтапного формования на Фиг. 6-8D является использование компонента в форме тороида в качестве формующего элемента вместо шарикового наконечника известного уровня техники. Эта конструкция обеспечивает несколько преимуществ известного уровня техники. Инструмент для поэтапного формования на Фиг. 6-8D имеет крайне жесткую конструкцию с очень небольшой упругой деформацией и без пластичной деформации на наконечнике (обозначено проиллюстрированной формой тороида). Эта конфигурация обеспечивает оптимальный баланс жесткости инструмента, требуемый для формования твердого материала изделия и целостности конструкции, которая является достаточно крепкой для предотвращения поломки. Соответственно, изобретение преодолевает ограничение известных формующих инструментов, которые страдают от поломки, если являются слишком жесткими и, таким образом, не могут быть эффективно или экономически использоваться, чтобы формовать изделия, состоящие из твердого материала. Сам тороид может быть выполнен таким большим, как необходимо для особой области применения. Диаметр стержня может быть выполнен таким же большим, как внешний диаметр тороида, таким образом, делая стержень крайне жестким. Плоская нижняя сторона наконечников в форме тороида обеспечивает улучшенную точность размеров во время процесса формования.
Другие преимущества инструмента для поэтапного формования на Фиг. 6-8D включают в себя уменьшенный шанс усталостного разрушения за счет более низких напряжений, и из этого следует, что стержень не сталкивается с формуемым изделием при условии, что стержень равен или меньше наружного диаметра тороида. При рассмотрении в сечении тороид круглый, эллиптический или любой другой формы, которая может быть оптимальной для формуемого изделия. Сам тороид может быть изготовлен из материала с высокой твердостью, например, инструментальной стали, вольфрама или карбида вольфрама, который отличается от материала для создания адаптера и стержня. Тороид также может быть покрыт без необходимости покрывать адаптер или стержень. Наконец, инструмент для поэтапного формования на Фиг. 6-8D приводит к улучшенной способности к формованию изделия, благодаря приложению большей энергии в точке контакта из-за увеличенной линейной скорости в точке формования.
На Фиг. 6 показан вид сбоку инструмента для поэтапного формования согласно изобретению и в целом проиллюстрирован как 60. Инструмент 60 для поэтапного формования включает в себя стержень 62, адаптер 64 сопряжения и формующий наконечник 66 в форме тороида.
На Фиг. 7 показан вид сбоку инструмента для поэтапного формования согласно изобретению и в целом проиллюстрирован как 70. Инструмент 70 для поэтапного формования включает в себя стержень 72, адаптер 74 сопряжения и формующий наконечник 76 в форме тороида.
Формующие наконечники 66 и 76 в форме тороида могут быть различных форм и размеров. Некоторые из этих различных конфигураций проиллюстрированы на Фиг. 8A-8D. На Фиг. 8A проиллюстрирован вид в разрезе инструмента для поэтапного формования согласно изобретению и в целом проиллюстрирован в виде 80. Инструмент 80 для поэтапного формования включает в себя стержень 82 и формующий наконечник 84 в форме тороида. Как проиллюстрировано, формующий наконечник 84 в форме тороида является твердым.
На Фиг. 8B проиллюстрирован вид в разрезе инструмента для поэтапного формования согласно изобретению и в целом проиллюстрирован как 90. Инструмент 90 для поэтапного формования включает в себя стержень 92 и формующий наконечник 94 в форме тороида. Формующий наконечник 94 в форме тороида имеет на нижней стороне углубленную область 96, имеющую форму усеченного конуса.
На Фиг. 8C проиллюстрирован вид в разрезе инструмента для поэтапного формования согласно изобретению и в целом проиллюстрирован как 100. Инструмент 100 для поэтапного формования включает в себя стержень 102 и формующий наконечник 104 в форме тороида, который подобен, но не такой же как формующий наконечник 104 в форме тороида варианта выполнения, показанного на Фиг. 8B, в котором формующий наконечник 104 в форме тороида шире, чем формующий наконечник 94 в форме тороида. Формующий наконечник 104 в форме тороида имеет на нижней стороне углубленную область 106, имеющую форму усеченного конуса.
На Фиг. 8D проиллюстрирован вид в разрезе инструмента для поэтапного формования согласно изобретению и в целом проиллюстрирован как 110. Инструмент 110 для поэтапного формования включает в себя стержень 112 и формующий наконечник 114 в форме тороида. Формующий наконечник 114 в форме тороида имеет наклонную верхнюю поверхность, которая отсутствует на формующем наконечнике 94 и 104 в форме тороида. Формующий наконечник 114 в форме тороида имеет на нижней стороне углубленную область 114, имеющую форму усеченного конуса, которая является более сложной, чем формы углубленный области 96 и 106.
Фиг. 9A и 9B иллюстрируют второй вариант выполнения изобретения. Как проиллюстрировано на этих чертежах, показан формующий инструмент с множеством наконечников, который обычно проиллюстрирован как 120. Формующий инструмент 120 с множеством наконечников включает в себя адаптер 122, к которому прикреплено множество металлических формующих наконечников в форме тороида, включая в себя наконечник 124 в форме тороида, наконечник 126 в форме тороида и наконечник 128 в форме тороида. Наконечник 124 в форме тороида прикреплен к адаптеру 122 рычагом 130. Наконечник 126 в форме тороида прикреплен к адаптеру 122 рычагом 132. Наконечник 128 в форме тороида прикреплен к адаптеру 122 рычагом 134. Адаптер 122 прикреплен к стержню 136. Рычаги 130, 132 и 134 функционируют в качестве позиционирующих степеней подвижности по осям координат.
Наконечники 124, 126 и 128 в форме тороида согласно этому варианту выполнения имеют различные диаметры. Например, наконечники 124, 126 и 128 в форме тороида могут быть от 6 мм до 25 мм в диаметре. Благодаря обеспечению одного формующего инструмента 120, имеющего наконечники различных размеров, необходимость изменения формующих инструментов во время формующей работы исключается, так как меньший наконечник 128 может быть использован для первого профилирующего прохода на изделии, наконечник 124 среднего размера может быть выбран для второго прохода и самый крупный наконечник 126 может быть выбран для финального прохода.
Фиг. 10A и 10B иллюстрируют третий вариант выполнения изобретения. Как проиллюстрировано на этих чертежах, показан формующий инструмент с множеством шариковых наконечников, который в целом проиллюстрирован как 140. формующий инструмент 140 с множеством шариковых наконечников включает в себя стержень 142, к которому крепится корпус 144 в форме тороида. Множество металлических формующих шариковых наконечников продолжается наружу из корпуса 144 в форме тороида и включает в себя шариковый наконечник 146, шариковый наконечник 148 и шариковый наконечник 150. Шариковые наконечники 146, 148, и 150 имеют различные диаметры. Например, шариковые наконечники 146, 148 и 150 могут быть от 6 мм до 25 мм в диаметре. Благодаря обеспечению одного формующего инструмента 140, имеющего наконечники различных размеров, необходимость замены формующих инструментов во время формующей работы исключается, так как меньший шариковый наконечник 146 может быть использован для первого профилирующего прохода на изделии, шариковый наконечник 150 среднего размера может быть выбран для второго прохода и самый крупный шариковый наконечник 148 может быть выбран для финального прохода.
Формующий инструмент 120 на Фиг. 9A и 9B и формующий инструмент 140 на Фиг. 10A и 10B обеспечивают несколько преимуществ над известным уровнем техники, включая в себя многие из преимуществ формующего инструмента на Фиг. 6-8D. Наконечники могут быть выполнены из материала высокой твердости, который отличается от адаптера и стержня (они могут быть покрыты без необходимости покрывать адаптер и стержень), а также улучшенной способности к формованию изделия, благодаря приложению большей энергии в точке контакта из-за увеличенной линейной скорости в точке формования.
Фиг. 11A и 11B иллюстрируют четвертый вариант выполнения изобретения. Как проиллюстрировано на этих чертежах, показан вращающийся и пульсирующий формующий инструмент с множеством шариковых наконечников, который в целом проиллюстрирован как 160. Вращающийся формующий инструмент 160 с множеством шариковых наконечников включает в себя стержень 162, к которому крепится корпус 164 в форме тороида. Множество металлических формующих шариковых наконечников 166 продолжается наружу от корпуса 164 в форме тороида, предпочтительно одинакового диаметра. При вращении во вращательном направлении R вращающийся формующий инструмент 160 с множеством шариковых наконечников эффективно поэтапно формует металлическое изделие при помощи воспроизведения пульсации, которая может приводить к улучшенной способности к формованию.
Независимо от варианта выполнения, вращающийся формующий инструмент согласно изобретению обеспечивает эффективный и практичный способ поэтапного формования листовых материалов, который не имеет недостатков известных способов. Настоящее изобретение не страдает от возможности поломки между формующим наконечником и переходным участком, как известно в уровне техники, из-за диаметра наконечника формующего инструмента в сравнении со стержнем. Исходя из улучшенной конструкции, могут быть приложены силы вплоть до 8 кН. Более того, изобретение исключает столкновение стержня инструмента с изделием, испытываемое во время работы формующих инструментов известного уровня техники.
Специалист в области техники легко распознает из такого обсуждения и из сопровождающих чертежей, и формулы изобретения, что различные изменения, преобразования и вариации могут быть выполнены без отклонения от замысла и объема охраны изобретения, который определен в приложенной формуле изобретения.
Конструкция транспортного средства (варианты) и система регулирования нагрузки транспортного средства
Транспортное средство с отделением для хранения и система хранения грузов транспортного средства (варианты)
Демпфирующий и придающий жесткость узел для панели кузова, компонент кузова транспортного средства и дверь транспортного средства
Система hvac с основанным на времени поездки управлением
Воздушный дефлектор транспортного средства и способ направления потока воздуха в пассажирский салон транспортного средства
Сиденье транспортного средства (варианты) и дверной узел
Система скрытой камеры с оболочкой, включающей в себя гибкое уплотнение
Способ работы двигателя (варианты) и система двигателя
Способ управления базовым транспортным средством и соответствующее базовое транспортное средство
Система и способ для управления рулением и торможением

