Результат интеллектуальной деятельности: СОСТАВНОЙ ВАЛОК
Вид РИД
Изобретение
Область техники и промышленная применимость
Настоящее изобретение относится к составному валку из спеченного внутреннего сердечника, состоящего из цементированного карбида с меньшей стоимостью или цементированного карбида с меньшей плотностью, который сплавлен со спеченным внешним кольцом из первичного цементированного карбида, что позволяет снизить стоимость порошка для составного валка и/или уменьшить итоговую массу этого валка.
Уровень техники
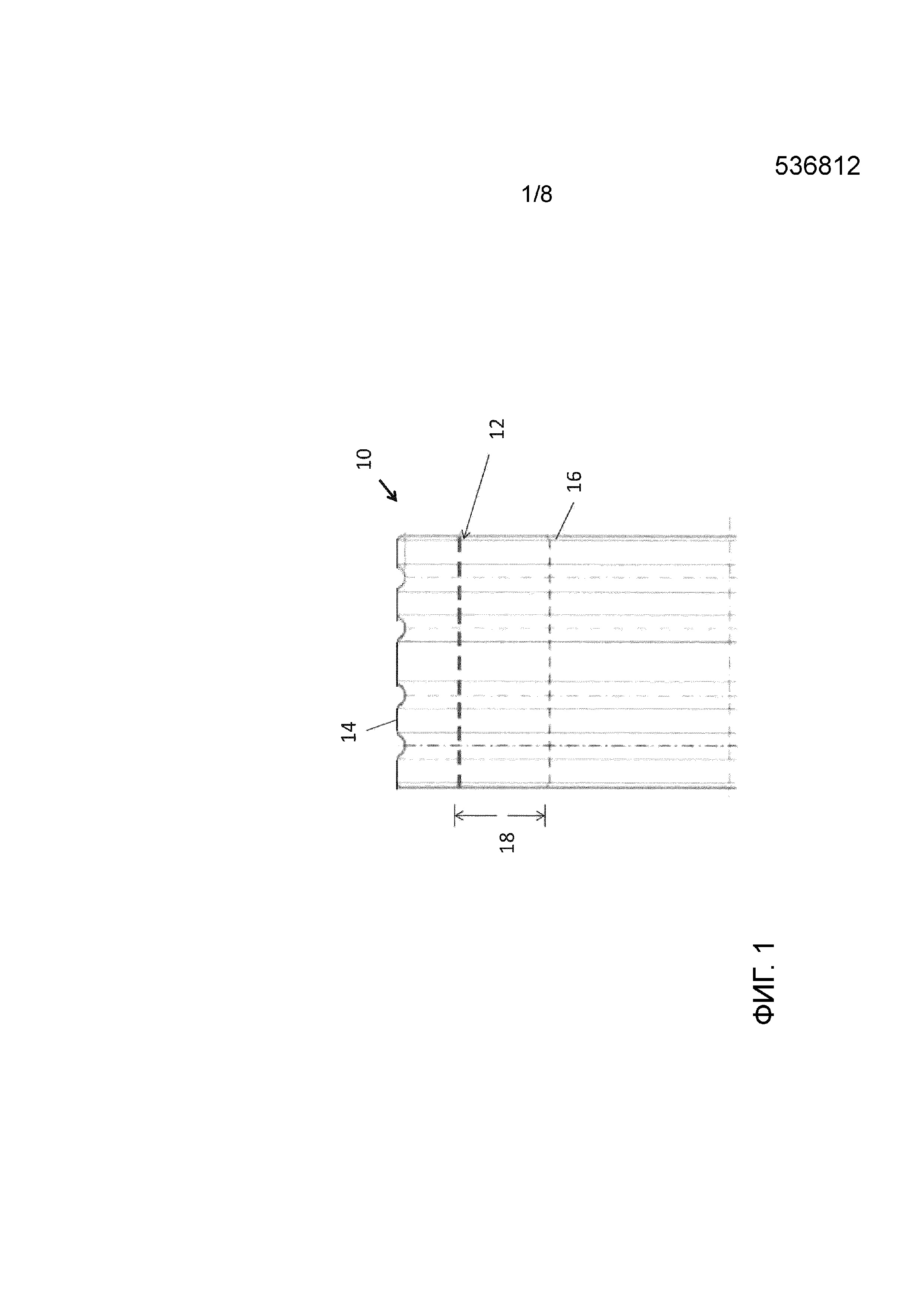
Износ валков это ключевой фактор при повышении производительности прокатного стана. Во время горячей прокатки длинных стальных изделий, рабочая поверхность (поверхности) валка изнашивается. После изнашивания каждую рабочую поверхность необходимо повторно отшлифовать, после чего валок можно снова эксплуатировать. Этот процесс повторяют до тех пор, пока глубина профиля на рабочей поверхности не достигнет точки, называемой "диаметром отработки", что означает, что валок больше нельзя использовать. Как показано на Фиг.1, диаметр 12 отработки валка 10 находится приблизительно посередине между внешним диаметром 14 и внутренним диаметром 16, при этом остающийся материал 18, находящийся ниже диаметра отработки (от диаметра отработки до внутреннего диаметра) остается неиспользованным.
Будучи первичным материалом, он имеет значительную стоимость, поэтому, если бы эту часть валка можно было бы заменить переработанным материалом с меньшей стоимостью, то это снизило бы стоимость валка. Например, в валке стандартного диаметра 8" используется приблизительно 25 кг порошка, при этом масса неиспользуемого материала составляет около 10,5 кг.
Сущность изобретения
Согласно одному аспекту, составной валок по настоящему изобретению включает спеченный внутренний сердечник из первого цементированного карбида и, по меньшей мере, одну спеченную внешнюю втулку из второго цементированного карбида, расположенную вокруг внутреннего сердечника. Как упомянутая, по меньшей мере, одна спеченная внешняя втулка, так и внутренний сердечник имеют поверхность соединения, причем при сборке внутреннего сердечника и внешней втулки поверхности соединения приводят в контакт для создания между сердечником и втулкой граничной зоны связывания. Когда собранные спеченный внутренний сердечник и упомянутую, по меньшей мере, одну спеченную внешнюю втулку нагревают до заранее определенной температуры, они сплавляются вместе в граничной зоне связывания с созданием составного валка.
Согласно другому аспекту, способ создания составного валка включает этапы, на которых обеспечивают спеченный внутренний сердечник, состоящий из цементированного карбида, и обеспечивают, по меньшей мере, одну спеченную внешнюю втулку, состоящую из второго цементированного карбида. Собирают спеченный внутренний сердечник и упомянутую, по меньшей мере, одну спеченную внешнюю втулку, причем, как упомянутая, по меньшей мере, одна спеченная внешняя втулка, так и спеченный внутренний сердечник имеют поверхность соединения, что позволяет при сборке спеченного внутреннего сердечника и упомянутой, по меньшей мере, одной спеченной внешней втулки привести в контакт каждую поверхность соединения для создания между сердечником и втулкой граничной зоны (3) связывания. Собранные спеченный внутренний сердечник и спеченную, по меньшей мере, одну внешнюю втулку сплавляют вместе в граничной зоне (30) связывания с созданием составного валка.
Согласно еще одному аспекту, составной валок стана включает спеченный внутренний сердечник из первого цементированного карбида и спеченную внешнюю втулку из второго цементированного карбида, расположенную вокруг внутреннего сердечника и сплавленную с ним, причем первый цементированный карбид отличается от второго цементированного карбида.
Одним из преимуществ составного валка по настоящему изобретению является возможная экономия с точки зрения стоимости технического обслуживания прокатного стана. При использовании для внутреннего сердечника карбидного материала с более низкой плотностью, даже если он по сорту является первичным, например, сорт с 6% связующего для внешней части и сорт с 10% или 15% связующего для внутренней части, итоговая масса валка будет снижаться, что уменьшит нагрузку на подшипники в стане и другие вспомогательные средства линии привода.
Изложенная выше сущность изобретения, а также подробно описанные далее варианты его реализации будут лучше поняты при их рассмотрении с обращением к приложенным чертежам. Необходимо понимать, что представленные варианты не ограничиваются конкретными исполнениями и средствами, которые показаны.
Краткое описание чертежей
На Фиг.1 приведено поперечное сечение известного валка прокатного стана.
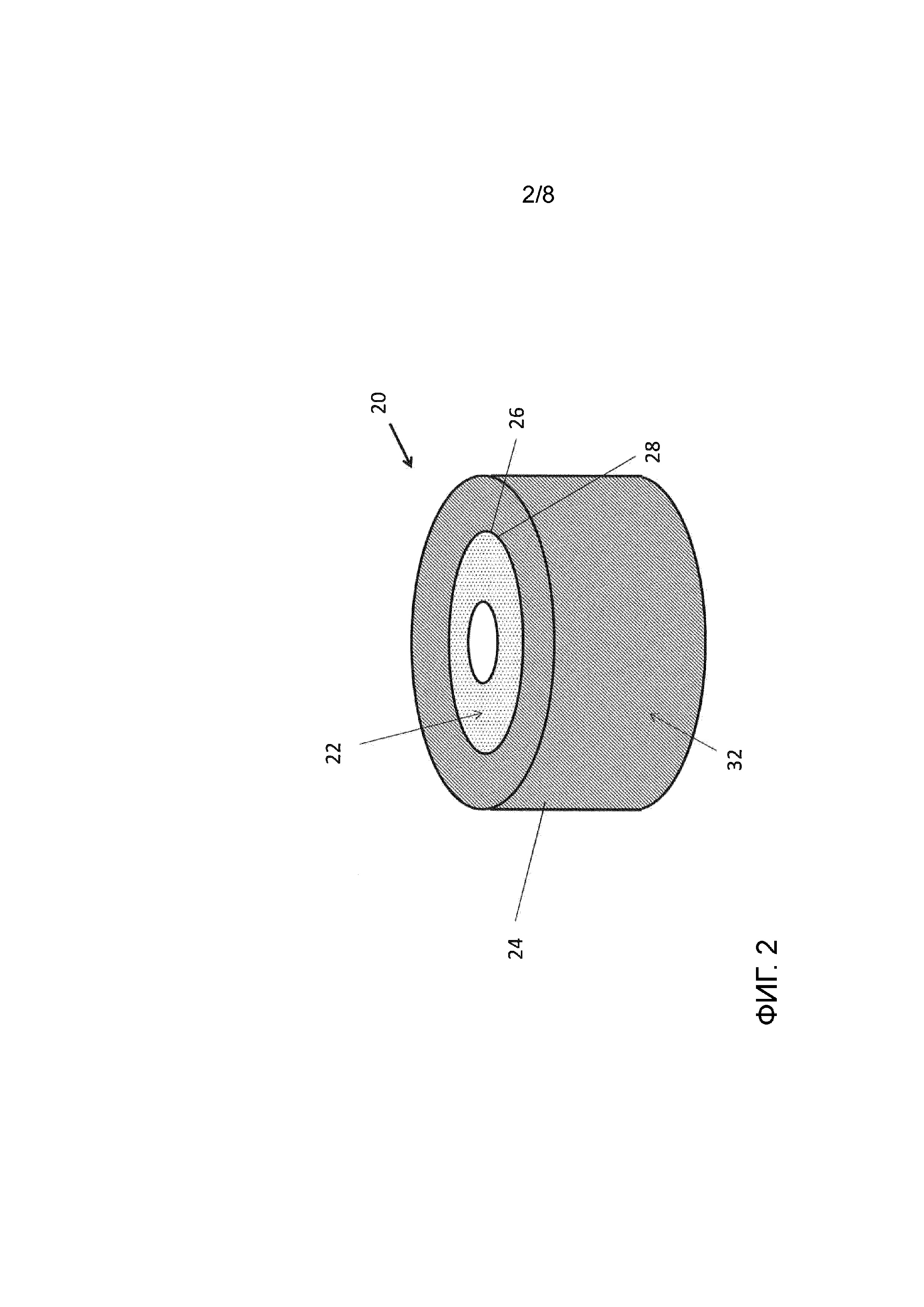
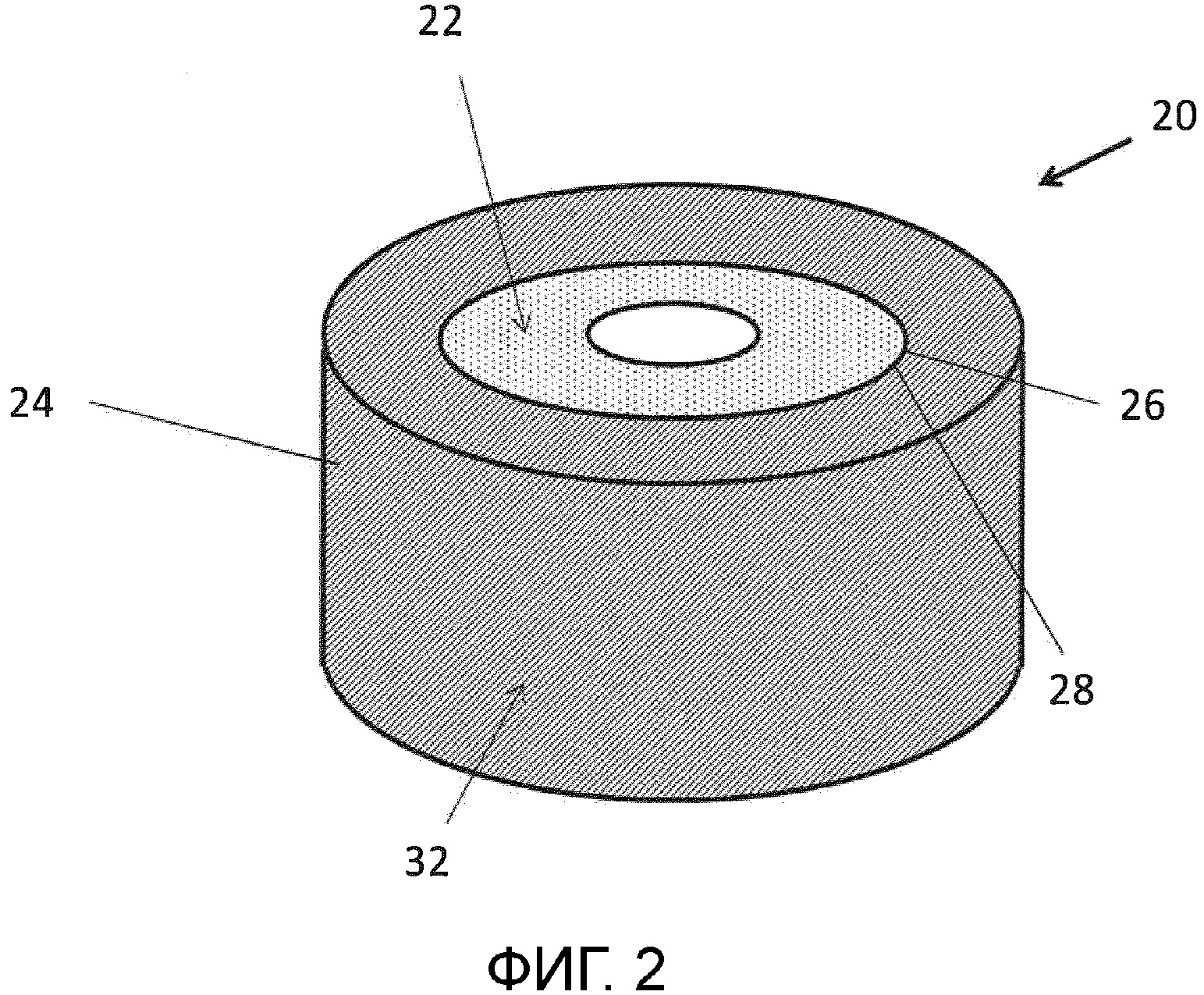
На Фиг.2 приведен общий вид составного валка по настоящему изобретению.
На Фиг.3 приведен общий вид внешней втулки.
На Фиг.4 приведен общий вид внутреннего сердечника.
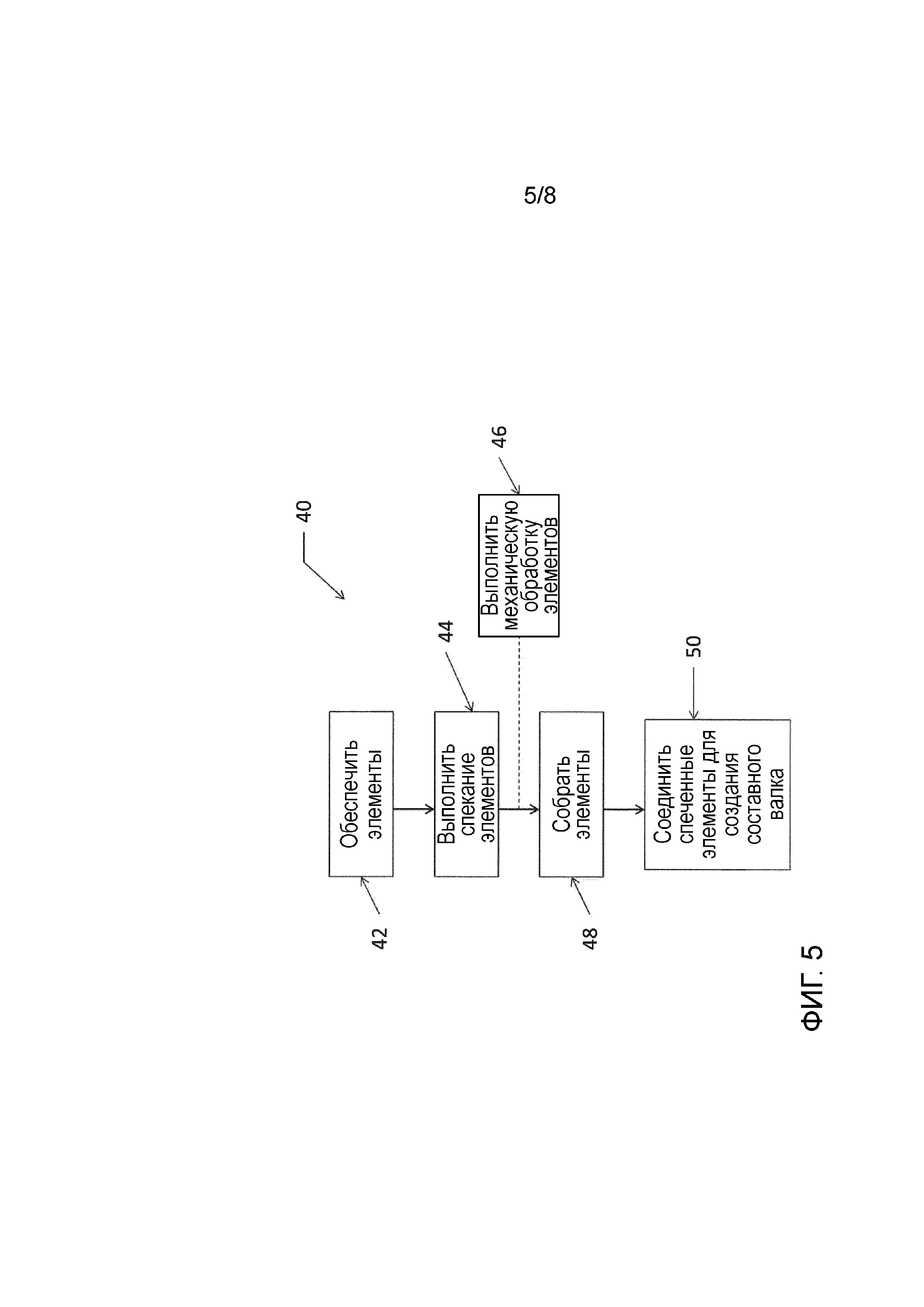
На Фиг.5 приведена блок-схема, иллюстрирующая этапы представленного способа.
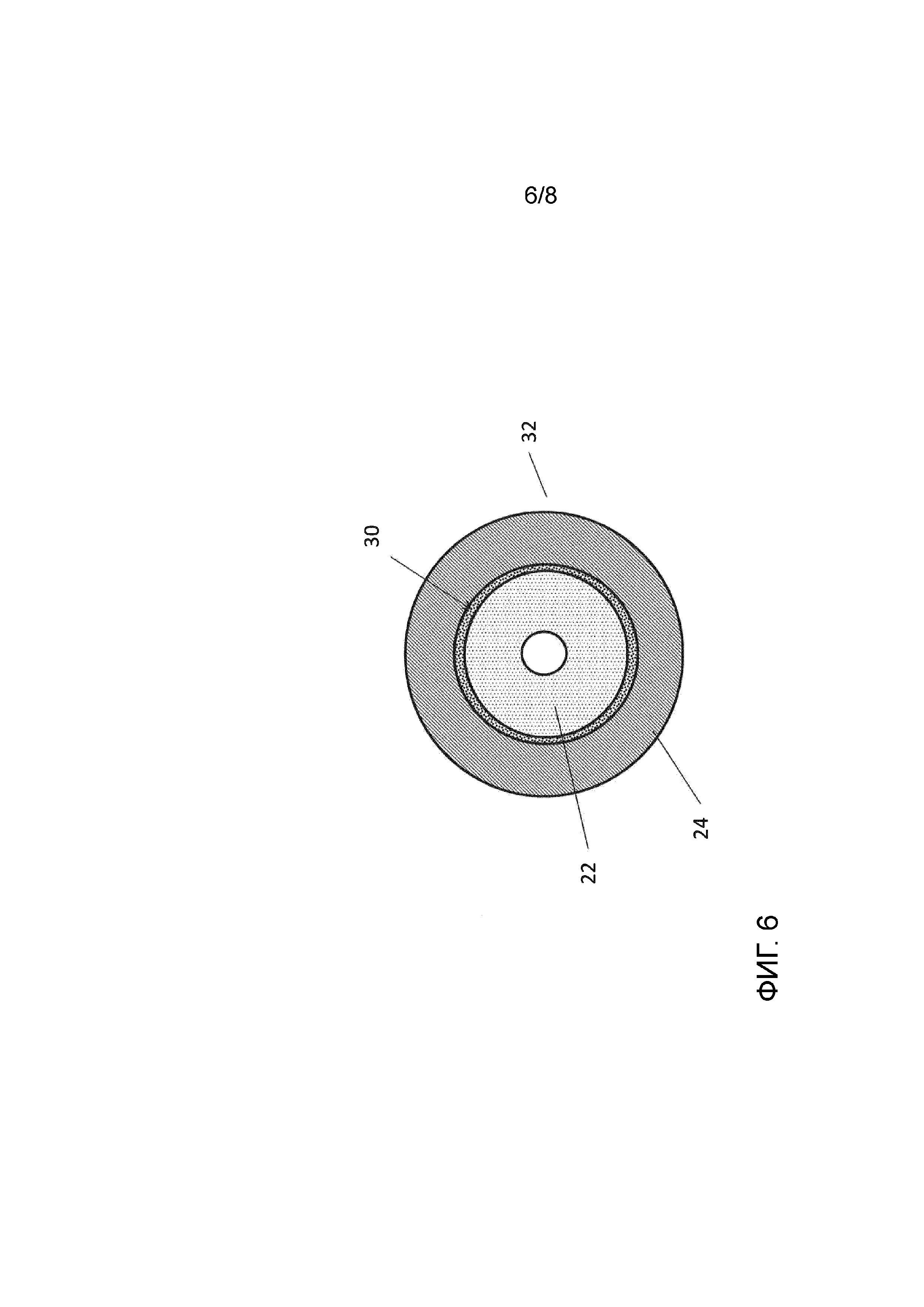
На Фиг.6 приведено поперечное сечение составного валка после соединения/сплавления.
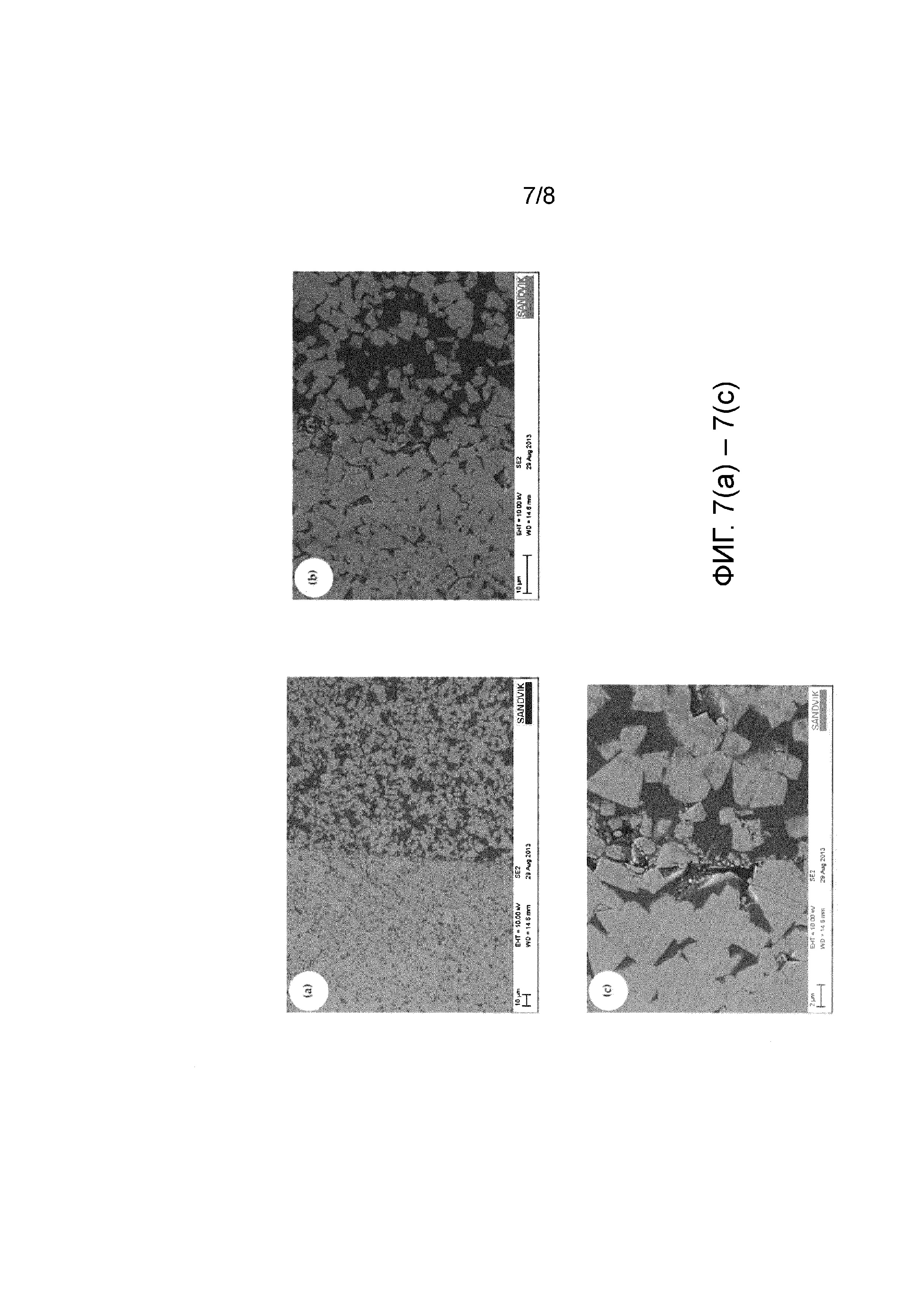
На Фиг.7(а) -Фиг.7(с) приведены изображения, полученные при помощи сканирующего электронного микроскопа (SEM, Scanning Electron Microscope) для составного валка, соответствующего настоящему изобретению, после сборки и перед сплавлением.
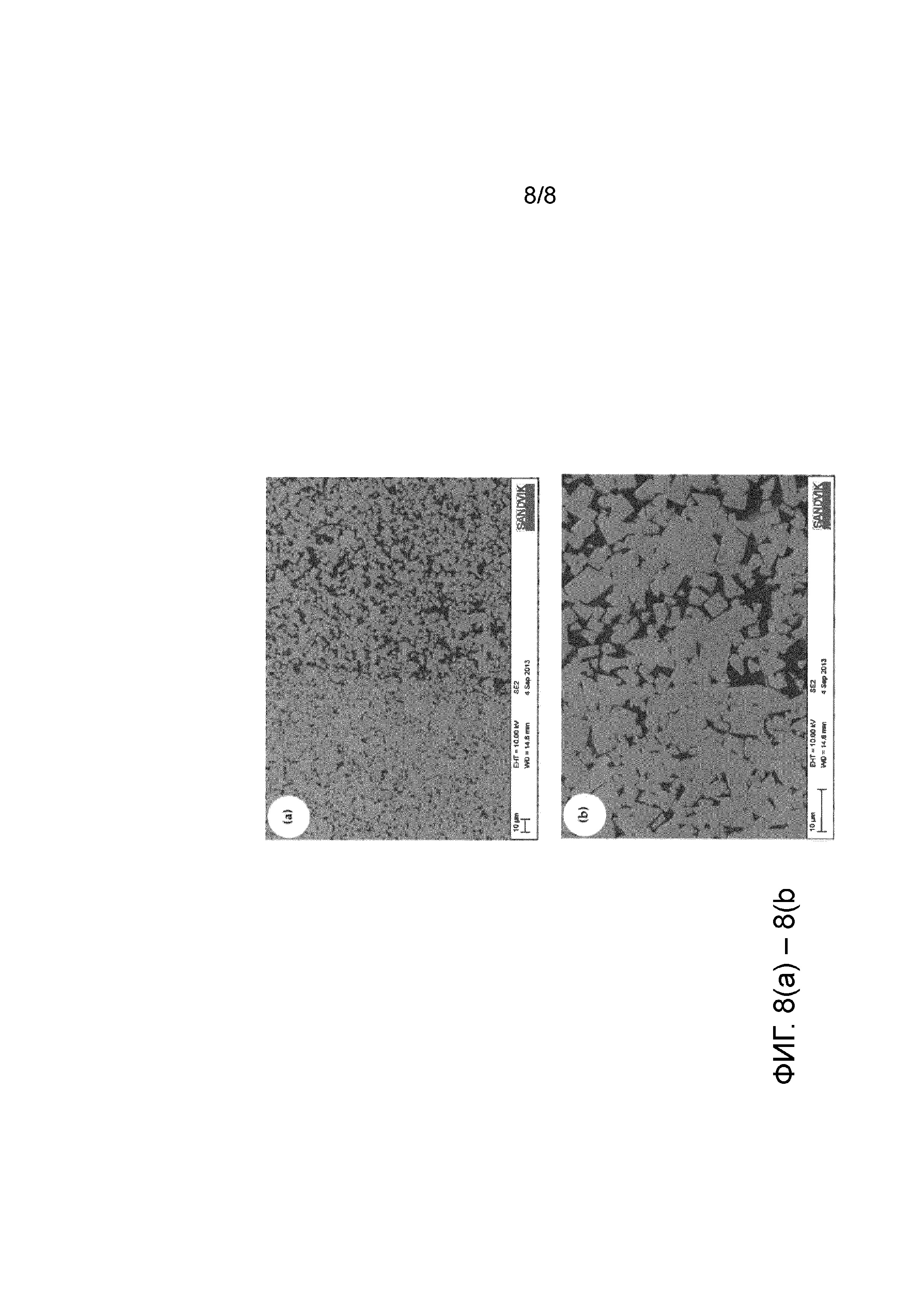
На Фиг.8(а) и 8(b) приведены изображения, полученные при помощи сканирующего электронного микроскопа для составного валка, соответствующего настоящему изобретению, после сплавления.
Подробное описание
Составной валок по настоящему изобретению включает спеченный внутренний сердечник из первого цементированного карбида и, по меньшей мере, одну спеченную внешнюю втулку из второго цементированного карбида, расположенную вокруг внутреннего сердечника. Как упомянутая, по меньшей мере, одна спеченная внешняя втулка, так и спеченный внутренний сердечник имеют поверхность соединения, причем, когда внутренний сердечник и внешнюю втулку собирают вместе, поверхности соединения приводят в контакт для создания между сердечником и втулкой граничной зоны связывания. Когда собранные спеченный внутренний сердечник и упомянутую, по меньшей мере, одну спеченную внешнюю втулку нагревают до заранее определенной температуры, внутренний сердечник и внешняя втулка сплавляются вместе в граничной зоне связывания с созданием составного валка.
Как показано на Фиг.2, составной валок 20 по настоящему изобретению включает внутренний сердечник 22 и, по меньшей мере, одну внешнюю часть или втулку 24. При вставке сердечника 22 внутрь внешней втулки (втулок) 24, как здесь будет подробно описано, возникает многоэлементный или составной валок.
Внутренний сердечник 20 может состоять из первого цементированного карбида или металлокерамического материала, а именно, из цементированного карбида с меньшей стоимостью (если сравнивать, например, со стоимостью валка из сплошного первичного карбида), из переработанного цементированного карбида или из цементированного карбида с меньшей плотностью (если сравнивать с плотностью сплошного первичного карбида). Этот цементированный карбид может содержать до 100% по весу переработанного карбида. Хотя это и не изображено, нужно понимать, что сердечник может быть сплошным или иметь любую другую форму, которая не ограничивается цилиндрической или кольцевой формой, которая показана.
Внешняя втулка 24 состоит из второго цементированного карбида или металлокерамического материала, например, первичного цементированного карбида. В том виде, как здесь рассматривается, первичный цементированный карбид относится к карбиду, который не включает восстановленного карбида. Переработанный цементированный карбид относится к цементированным карбидам, которые переработаны металлургическим или химическим путем, например, при помощи процесса восстановления с использованием цинка, электролитического восстановления, а также экстракции или окисления, которые известны специалисту в данной области техники. Хотя показана только одна внешняя втулка, составной валок может включать несколько втулок.
Таким образом, внутренний сердечник 22 и внешняя втулка 24 могут состоять из цементированного карбида разных сортов в виде прессовок из материалов, дающих жидкую фазу, которые включают компоненты для фазы с низкой температурой плавления и компоненты для фазы с высокой температурой плавления. Цементированный карбид обычно имеет твердую фазу, содержащую карбид вольфрама и один или более карбидов, нитридов или карбонитридов титана, хрома, ванадия, тантала, ниобия, которая связана связующим из металлической фазы, как правило, из кобальта, никеля и железа в различных пропорциях. Связующее может содержаться в диапазоне приблизительно от 6% до 30% по весу. Как первый, так и второй карбид могут представлять собой карбид вольфрама, связанный связующим.
Цементированные карбиды имеют несколько сортов. Сорт определяется составом цементированного карбида и размером зерна. Например, сорт высокого качества это цементированный карбид, имеющий в конкретной области применения характеристики и надежность, более высокие в количественном выражении, чем у сорта низкого качества. Необходимо понимать, что настоящим изобретением допускаются и другие материалы для сердечника и втулки (втулок), например, металлокерамические материалы. Таким образом, первый и второй карбиды могут представлять собой различающиеся цементированные карбиды.
Внешняя втулка 24 может быть получена путем прессования из готового к прессованию порошка (RTP) цементированного карбида, в котором использован сорт, содержащий связующее, состоящую только из Co, без добавления переработанного цементированного карбида. Средний начальный (то есть, перед обработкой) размер зерна WC в получаемой спеченной втулке может находиться в диапазоне от приблизительно 5,0 мкм до приблизительно 8,0 мкм. Как и в случае внешней втулки, внутренний сердечник 22 может быть получен путем прессования из RTP-порошка цементированного карбида, в котором использован сорт со смешанной связующим, состоящей из Co/Ni/Cr, объединенного с переработанным RTP-порошком цементированного карбида (например, приблизительно 25% по весу цементированного карбида было переработано). Как и в случае внешней втулки, средний начальный размер зерна WC во внутреннем сердечнике может находиться в диапазоне от приблизительно 5,0 мкм до приблизительно 8,0 мкм.
Таким образом, составной валок 20 включает две составных части - внутренний сердечник 22 из цементированного карбида с меньшей стоимостью и внешнюю втулку 24 из цементированного карбида более высокого сорта или первичного цементированного карбида. Необходимо понимать, что может быть обеспечено несколько внешних втулок, и настоящее изобретение не ограничивается двумя составными частями для получения составного валка. Как будет здесь подробно описано, чтобы создать составной валок, спеченную внешнюю втулку из цементированного карбида первичного качества и спеченный внутренний сердечник из переработанного цементированного карбида сплавляют вместе.
Как показано на Фиг.3 и 4, внешняя втулка 24 имеет внутреннюю поверхность 26 соединения, и внутренний сердечник 22 имеет внешнюю поверхность 28 соединения. Как будет здесь подробно описано, спеченный внутренний сердечник 22 и, по меньшей мере, одну внешнюю втулку 24 сплавляют вместе на поверхностях 26, 28 соединения, чтобы создать единое тело 32, и первый и второй цементированные карбиды имеют разные температуры плавления, причем собранные спеченный внутренний сердечник и, по меньшей мере, одну спеченную внешнюю втулку нагревают до температуры, которая является промежуточной между температурами плавления спеченных сердечника и втулки или ниже температуры плавления того из спеченных сердечника и втулки, кто имеет меньшую температуру спекания, чтобы сплавить эти сердечник и втулку в граничной зоне 30 связывания с созданием единого тела 32 (Фиг.2). Единое тело определено как одно цельное тело.
Согласно способу 40 по настоящему изобретению, проиллюстрированному на Фиг.5, сердечник 22 и втулку (втулки) 24 составного валка создают по отдельности и обеспечивают на этапе 42, в соответствии с конкретным требуемым назначением. Как изложено выше, внутренний сердечник 22 может быть получен путем прессования из RTP-порошка цементированного карбида, в котором использован сорт со смешанной связующим, состоящей из Co/Ni/Cr, объединенного с переработанным RTP-порошком цементированного карбида, а внешняя втулка 24 может быть получена путем прессования из RTP-порошка цементированного карбида, в котором использован сорт, содержащий связующее, состоящую только из Co, без добавления переработанного цементированного карбида.
Как сердечник, так и втулку (втулки) затем спекают на этапе 44 для получения, по существу, их максимальных плотности и твердости. Спекание сердечника и втулки (втулок) может выполняться либо в вакуумной печи, либо в печи для спекания с горячим изостатическим прессованием (HIP, Hot Isostatic Pressing) при их соответствующих температурах, например, 1350°С - 1520°С, известным образом.
На этапе 46 сердечник и втулку (втулки) шлифуют или подвергают механической обработке на поверхностях 26, 28 сопряжения/соединения, чтобы обеспечить достаточную их гладкость, с целью реализовать посадку с натягом во время сборки. Например, внутренний сердечник 22 помещался в жидкий азот на приблизительно 30 секунд, чтобы обеспечить его сжимание и сделать возможной его запрессовку во внешнюю втулку, что позволяет использовать явление теплового расширения для создания прочного соединения в граничной зоне 30.
Для спеченных сердечника и втулки (втулок) также можно выполнить очистку, например, промыть в ацетоне, чтобы обеспечить чистоту сопрягаемых поверхностей соединения. После этого на этапе 48 отдельные части собирают с получением составного валка. Этап 48 сборки включает приведение сердечника и втулки (втулок) в контакт в состоянии взаимной сборки, при этом внутренний сердечник 22 располагается внутри внешней втулки 24 таким образом, что первая поверхность 26 связывания или соединения сопряжена со второй поверхностью 28 связывания или соединения (Фиг.2) для получения единого тела 32 (см. Фиг.6). После этого, как здесь описано, используют этап нагрева элементов в состоянии взаимной сборки, чтобы сплавить эти элементы вместе.
Сборка элементов на основе карбида, известная в данной области техники, включает совместное прессование и спекание либо двух "сырых" деталей, либо одной "сырой" детали с одной спеченной деталью, но эти технологии характеризуются наличием рисков из-за разных уровней сжимания и тем, что требуются более высокие температуры спекания, что может привести к возникновению растягивающих механических напряжений во внешней детали, в результате чего возможно образование трещин. В представленной технологии спекания-сплавления применяются температура чуть выше эвтектики WC-Co и более короткая изотермическая выдержка по сравнению с той, что требуется для "сырого" тела.
Если снова обратиться к Фиг.5, на этапе 50 собранные спеченные сердечник и втулку (втулки) соединяют путем их сплавления при достаточно низкой температуре, в результате чего в граничной зоне 30 связывания происходит минимальный рост зерна. Собранные спеченные сердечник и втулку (втулки) помещают в стандартную печь для спекания и создают вакуум или газовую атмосферу, без приложения внешнего давления. Например, собранный составной валок доводится от комнатной температуры до температуры сплавления, составляющей приблизительно 1350°С, со скоростью приблизительно 10°С в минуту, с продолжительностью пребывания при максимальной температуре приблизительно 15 минут. Эти температура сплавления и цикл нагрева меньше, чем температуры и циклы нагрева при первоначальном спекании цементированного карбида, имеющего наименьшую температуру плавления. Например, в диапазоне от приблизительно 1340°С до приблизительно 1360°С в течение от приблизительно 10 до приблизительно 30 минут и, более предпочтительно, при приблизительно 1350°С в течение приблизительно 15 минут.
На этом этапе берутся уже плотные и твердые детали из карбида и снова помещаются в печь для спекания. Но, вместо сжимания и повышения плотности, как в операции первоначального спекания, в сердечнике и втулке (втулках), по существу, сохраняются их физические свойства.
Как показано на Фиг.6, граничная зона 30 связывания находится между внутренним сердечником и внешней втулкой, и она возникает при сплавлении. Составные части сплавляют при температуре, которая ниже температуры плавления цементированного карбида, имеющего наименьшую температуру первоначального спекания, в сердечнике и втулке (втулках). Эта более низкая температура и более короткое время позволяют сплавлению происходить при небольшом масштабе диффузии металлов связующего через граничную зону 30, и в микроструктурах вызывается минимальный рост зерен, но при этом возникает единое тело 32.
Пример
Составной валок состоял из внешней втулки, имевшей сорт с 6% связующего из Co, и внутреннего сердечника из переработанного материала с 30% связующего из Ni/Co/Cr. Как сердечник, так и втулка были получены путем прессования на ручном прессе 50 т (компания Sealey Ltd, Суффолк, Великобритания) в режиме одностороннего прессования и спекания при их соответствующих температурах, 1360°С для внутреннего сердечника и 1510°С для внешней втулки.
В Таблице 1 приведены размеры и свойства внутреннего сердечника 22 ("внутренняя часть") и внешней втулки 24 ("внешняя часть") до и после спекания. Как можно видеть, вес сердечника и втулки до и после спекания является относительно одинаковым. Внутренний сердечник немного сжался, а внешняя втулка немного расширилась, но итоговая толщина изменилась на минимальную величину. Hc немного увеличилась из-за укрупнения зерна. Соответственно, обеспечивается физический контакт между сердечником и втулкой, чтобы сделать возможным сплавление.
Таблица 1
|
Как сердечник, так и втулка были разрезаны с использованием электроискровой обработки (EDM, Electrical Discharge Machining) и первоначально были отшлифованы с получением базовой посадки с натягом в соответствии со стандартом ISO 286-2:1988 системы допусков и посадок ISO. Внутренний сердечник был помещен в жидкий азот на приблизительно 30 секунд, после чего был запрессован во внешнюю втулку, чтобы использовать явление теплового расширения для создания прочного соединения, как, например, после горячей запрессовки (допуск при горячей запрессовке +20 мкм). Примененный допуск постепенно уменьшался до базовой переходной посадки, и процесс повторялся до тех пор, пока можно было установить внутренний сердечник во внешней втулке.
Если обратиться к Фиг.7(а) -Фиг.7(с), на микрофотографиях, полученных при помощи электронного сканирующего микроскопа, показаны линии 26, 28 соединения между двумя элементами перед сплавлением. Как можно видеть, сердечник и втулка соединены вместе, и их сплавляют, чтобы получить единый составной валок.
На Фиг.8(а) и 8(b) приведены микрофотографии, полученные при помощи сканирующего электронного микроскопа, на которых показана граничная зона 30 между сердечником и втулкой после сплавления. Как можно видеть, имеет место некоторое укрупнение зерна, в большей степени - для материала внутреннего сердечника, но не исключительно на границе поверхностей 26, 28 соединения между сердечником и втулкой.
Необходимо понимать, что для оптимизации локальных свойств составного валка можно соединять материалы разных сортов. Так, например, может быть выбран материал с определенными износостойкостью, ударной вязкостью, паяемостью, коэффициентом трения и/или содержанием кубического нитрида бора (cBN). Помимо этого, чтобы вызвать плавление металла связующего и последующее изменение плотности, можно также выбирать материалы, различающиеся по содержанию кобальта и размеру зерна. Это может привести к возникновению сжимающих механических напряжений на поверхностях с получением эффекта повышения ударной вязкости. Например, можно увеличить усталостную прочность, если включить в состав один или более слоев с уменьшенными содержанием Co/средним свободным пробегом молекул Co/размером зерна WC.
Хотя настоящее изобретение описано применительно к его конкретным аспектам, специалистам в данной области техники будет очевидно множество других изменений и модификаций, а также других вариантов использования. Таким образом, предполагается, что настоящее изобретение не ограничивается определенными вариантами, которые здесь описаны, а ограничивается только пунктами приложенной Формулы изобретения.
Инструмент технологической линии из твердого сплава, обладающий сопротивлением коррозии и усталости

