Результат интеллектуальной деятельности: Способ изготовления звукопоглощающего устройства турбореактивного двигателя
Вид РИД
Изобретение
Изобретение относится к области авиадвигателестроения, а именно к изготовлению звукопоглощающих устройств турбореактивных двигателей.
Известны конструкция и способ изготовления шумопоглощающих панелей для авиационных двигателей. Панель имеет сотовый заполнитель, изготавливается из композиционных материалов путем склеивания профильных элементов (заявка Великобритании №2349445).
Известно устройство для звукопоглощения в двухконтурном турбореактивном двигателе (патент РФ №2230208, МПК F02C 7/24). Устройство содержит в канале наружного контура двигателя кольцевые трактовые стенки с полостями вне тракта, звукопоглощающие конструкции в полостях вне тракта, выполненные в виде ряда заполнителей, поперечное сечение каждого из которых представляет фигуру с замкнутым в поперечном сечении контуром, преимущественно в форме четырехугольника. Как следует из особенностей конструкции, способ ее изготовления включает изготовление звукопоглощающего заполнителя, состоящего из коаксиально расположенных, изолированных друг от друга профилей, например в форме четырехугольника, и последующее соединение его с трактовой и наружной оболочками.
Изготовление сотового заполнителя из композиционных материалов путем склеивания профильных элементов связано с большой трудоемкостью технологии, увеличивает риски разрушения устройства под воздействием нагрузок при эксплуатации двигателя.
Ближайшим по технической сущности и достигаемому результату к заявленному изобретению является известный способ изготовления звукопоглощающего устройства турбореактивного двигателя по патенту РФ №2320881, МПК F02C 7/24, включающий изготовление звукопоглощающего заполнителя и последующее соединение его с трактовой и наружной оболочками. Звукопоглощающий заполнитель выполняют в виде коаксиально расположенных, изолированных друг от друга профилей, например, в форме четырехугольника. Звукопоглощающий заполнитель изготавливают отдельными секциями, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки. Профили звукопоглощающего заполнителя получают путем намотки ленты из композиционного материала на формообразующие упругодеформируемые, например, резиновые элементы. Полученные секции полимеризуют, снимают с оправки, извлекают из них формообразующие упругодеформируемые элементы, после чего на формообразующую оправку звукопоглощающего устройства наматывают лентами или нитями из композиционного материала трактовую оболочку, укладывают сформированные секции по окружности с примыканием друг к другу и совмещением профилей, наматывают на них аналогично трактовой наружную оболочку. Образованный пакет полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей.
Общими признаками для прототипа и заявленного изобретения являются: изготовление звукопоглощающего заполнителя и последующее соединение его с трактовой и наружной оболочками, при котором звукопоглощающий заполнитель выполняют в виде отдельных секций, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки, секции формируют путем полимеризации уложенных в требуемое число ярусов на формообразующую оправку профилей, например, в форме четырехугольника, полученных намоткой ленты из композиционного материала на формообразующие упругодеформируемые элементы, с последующим снятием сформированных секций с формообразующей оправки и извлечением упругодеформируемых элементов. После чего на формообразующую оправку звукопоглащающего устройства наматывают лентами или нитями из композиционного материала трактовую оболочку, укладывают на нее по окружности с примыканием друг к другу и совмещением профилей сформированные секции звукопоглощающего заполнителя, наматывают на них аналогично трактовой наружную оболочку, полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей.
Недостатками известного способа и полученной конструкции, изготовленной данным способом, являются высокие риски разрушения конструкции по наружной и внутренней оболочкам в зонах примыкания секций звукопоглощающего заполнителя ввиду того, что зона примыкания профилей всех ярусов секций звукопоглощающего устройства располагается в одной плоскости по всей толщине сформированной секции и силовые воздействия на звукопоглощающее устройство, возникающие в процессе эксплуатации турбореактивных двигателей, воспринимаются только слоями трактовой и наружной оболочек.
Технической задачей предлагаемого изобретения является создание способа изготовления, обеспечивающего повышение надежности конструкции звукопоглощающего устройства турбореактивного двигателя.
При решении поставленной задачи достигается следующий технический результат:
- повышение прочности конструкции звукопоглощающего устройства в зонах примыкания ярусов секций;
- перераспределение воздействия силовых нагрузок на наружную и внутреннюю оболочки по зонам примыкания профилей секций за счет разделения ярусов в процессе изготовления секций и укладки их на трактовую оболочку со смещением по окружности.
Технический результат достигается тем, что в способе изготовления звукопоглощающего устройства турбореактивного двигателя, включающем изготовление звукопоглощающего заполнителя и последующее соединение его с трактовой и наружной оболочками, звукопоглощающий заполнитель выполняют в виде отдельных секций, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки, секции звукопоглощающего заполнителя формируют путем полимеризации уложенных в требуемое число ярусов на формообразующую оправку профилей, например, в форме четырехугольника, полученных намоткой ленты из композиционного материала на формообразующие упругодеформируемые элементы с последующим снятием сформированных секций с формообразующей оправки и извлечением упругодеформируемых элементов, затем на формообразующую оправку для изготовления звукопоглощающего устройства наматывают лентами или нитями из композиционного материала трактовую оболочку, укладывают на нее по окружности с примыканием друг к другу и совмещением профилей сформированные секции звукопоглощающего заполнителя, наматывают на них аналогично трактовой наружную оболочку, полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей, согласно заявленному в качестве изобретения техническому решению при изготовлении отдельных секций звукопоглощающего заполнителя между ярусами профилей прокладывают антиадгезионный разделительный слой, например, лакоткань, а после процесса полимеризации сформированные секции разделяют на отдельные ярусы, удаляя антиадгезионный разделительный слой, при этом укладку секций осуществляют ярусами через клеевой подслой со смещением по окружности. Профили укладывают на формообразующую оправку не менее, чем в 2 яруса. Толщина клеевого подслоя идентична толщине антиадгезионного слоя.
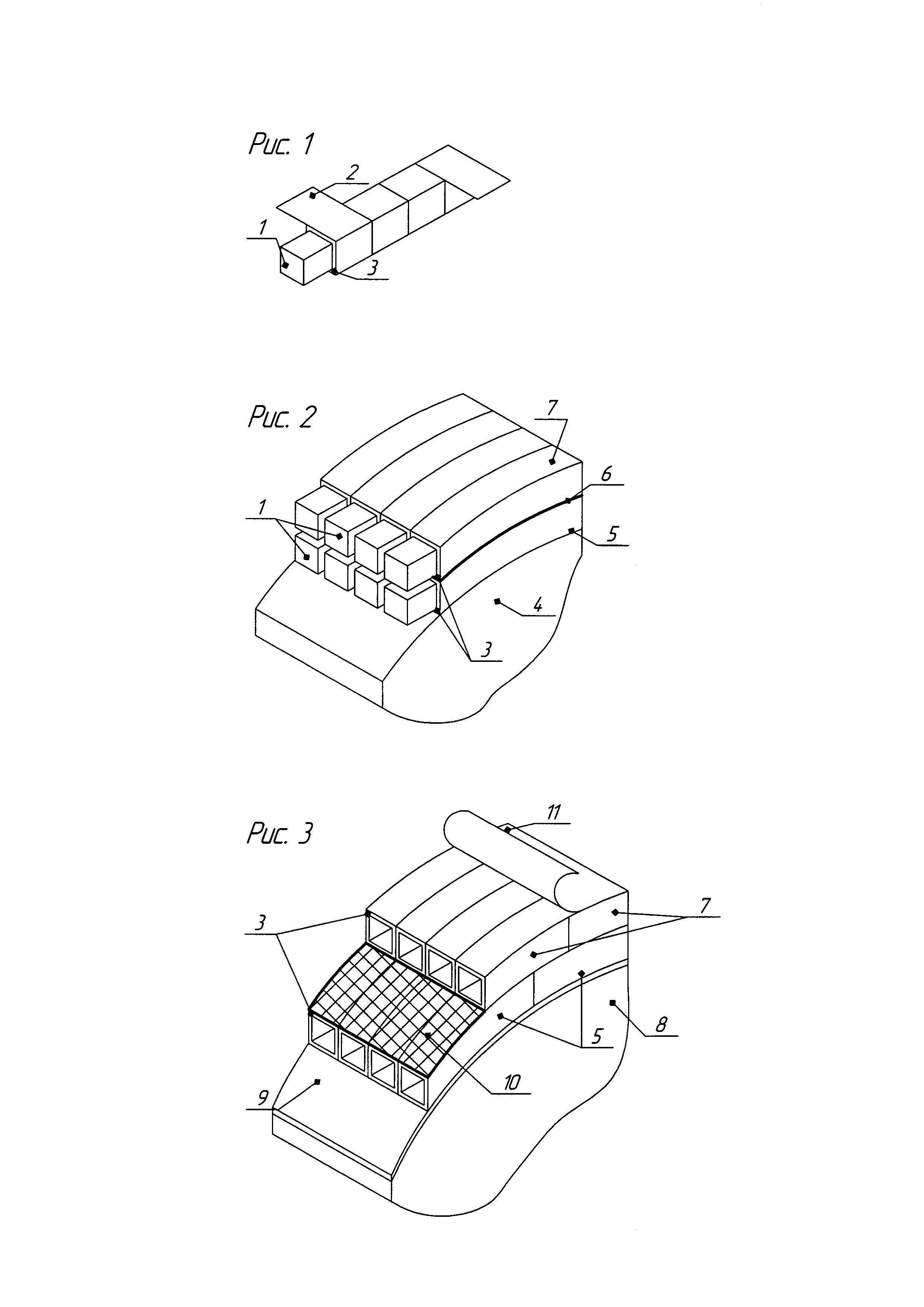
Ниже приводится конкретный технологический процесс осуществления предлагаемого способа со ссылкой на прилагаемые рисунки 1, 2, 3.
На формообразующие упругодеформируемые элементы 1 (рис. 1) наматывают ленту 2 препрега композиционного материала и получают профили 3 в форме четырехугольника. При формировании секции звукопоглощающего заполнителя на формообразующую оправку 4 (рис. 2), формообразующая поверхность которой идентична наружной поверхности трактовой оболочки, укладывают первый ярус 5 профилей 3 (рис. 1, 2), затем на поверхность профилей 3 первого яруса 5 укладывают антиадгезионный разделительный слой 6, в качестве которого используют лакоткань толщиной порядка 0,3 мм, и укладывают второй ярус 7 профилей 3 (рис. 1, 2). Использование лакоткани в качестве антиадгезионного разделительного слоя позволяет обеспечить необходимую геометрию сопрягаемых поверхностей ярусов 5 и 7 звукопоглощающего заполнителя секции для обеспечения качественного прилегания их между собой в процессе склеивания без использования для этих целей специальной технологической оснастки. Формируют дренажный пакет (на рис. 2 не показано) проводят полимеризацию при температуре, давлении и вакууме необходимым и достаточным для формообразования препрега композиционного материала, используемого при изготовлении ярусов 5 и 7 профилей 3. По окончании полимеризации сформированную секцию (рис. 2) звукопоглощающего заполнителя снимают с формообразующей оправки 4 и разбирают на ярусы 5,7 (рис. 2), удаляя разделительный слой 6 (лакоткань). Из профилей 3 (рис. 2) ярусов 5,7 (рис. 2) извлекают упругодеформируемые элементы 1 (рис. 1,2). Затем на формообразующую оправку 8 (рис. 3) для изготовления звукопоглощающего устройства наматывают композиционный материал трактовой оболочки 9 (рис. 3) и устанавливают на нее первый ярус 5 (рис. 2,3) сформированных секций звукопоглощающего заполнителя по окружности с совмещением профилей 3 и примыканием их друг к другу, поочередно закрепляя струбцинами в процессе установки (на рис. 3 не показаны). На установленные ярусы 5 сформированных секций (рис. 2,3) укладывают клеевую пленку 10 ВК-3А (рис. 3) толщиной 0,3 мм. Затем укладывают второй ярус 7 сформированных секций звукопоглощающего заполнителя (рис. 2, 3) со смещением по окружности для перекрытия зон примыкания профилей 3 ярусов 5 последовательно удаляя струбцины с ярусов 5 секций. В процессе установки ярусы 7 сформированных секций закрепляют подмоткой препрега стеклоровинга (на рис. 3 не показано). По окончании установки ярусов 5,7 секций наматывают на них аналогично трактовой композиционный материал наружной оболочки 11, собирают дренажный пакет (на рис. 3 не показано) и проводят полимеризацию при температуре, давлении и вакууме, необходимыми и достаточными для формообразования препрега композиционного материала, используемого при изготовлении. По окончании полимеризации звукопоглощающее устройство снимают с оправки и выполняют перфорацию в трактовой оболочке и прилегающих к ней стенках профилей звукопоглощающего заполнителя.
Изготовленные по данному способу звукопоглощающие устройства турбореактивных двигателей по сравнению с прототипом более надежны в эксплуатации, т.к. за счет перекрытия зон примыкания профилей путем смещения ярусов секций по окружности при укладке их на трактовую оболочку обеспечивается перераспределение воздействия силовых нагрузок на наружную и внутреннюю оболочки по зонам примыкания профилей секций, что повышает прочность конструкции звукопоглощающего устройства турбореактивного двигателя в целом.
По данному способу изготовлены устройства звукопоглощения авиационного двигателя ПС-90А и его модификаций, использование которых в процессе эксплуатации подтвердило надежность конструкции.
Кабельный ввод
Способ изготовления изделий из композиционных материалов
Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью
Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов
Способ нанесения теплозащитного покрытия на наружную поверхность корпусных изделий
Способ электронно-лучевой сварки деталей
Складчатый заполнитель панели
Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов
Гидродинамический стенд
Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов
Способ изготовления крупногабаритных трехслойных конструкций из слоистых полимерных композиционных материалов
Способ изготовления эластичного формующего элемента
Способ изготовления изделий из композиционных материалов
Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов

