Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к термообработке поверхности материалов концентрированными источниками энергии и может быть использовано для лазерного упрочнения поверхности деталей из железоуглеродистых сплавов.
Известен способ лазерной термообработки, включающий формирование зоны термической обработки за несколько проходов луча лазера с перекрывающимися зонами, сфокусированного в световое пятно лазерного излучения (Головко Л.Ф. и др. «Обеспечение качества слоев, полученных лазерной наплавкой или упрочняющей обработкой». Автоматическая сварка, 2001 г., №12, С. 47-.52).
Недостатком данного способа является низкая производительность процесса обработки (ограниченная ширина обработки за один проход лазерного луча) и относительно низкое качество обработки, обусловленное тепловым влиянием при наложении полосы на предыдущую полосу, что увеличивает количество зон отпуска на упрочненной поверхности.
Известен способ лазерной термической обработки, включающий воздействие непрерывным лучом на поверхность детали, при этом вертикальные или наклонные поверхности детали наносят параллельные дорожки упрочнения с перекрытием (патент №2425894 по кл. C21D 1/09 от 10.08.2011 г.)
Данный способ позволяет осуществлять лазерную термическую обработку крупногабаритных деталей сложной формы.
Недостатком данного способа является относительно низкое качество обработки, обусловленное большим количеством зон отпуска на обрабатываемой поверхности, приводящих к снижению прочности поверхности.
Известно техническое решение лазерного упрочнения поверхности деталей, включающее воздействие лазерным лучом на поверхность детали, при этом воздействие осуществляют сканирующим лазерным лучом при помощи сканатора (B.C. Майоров Лазерное упрочнение металлов, «Лазерные технологии обработки материалов: современные проблемы фундаментальных исследований и прикладных разработок» Под ред. В.Я. Панченко. М.: ФИЗМАТЛИТ, 2009, Глава 12).
Недостатком способа, указанного в данном материале является относительно низкая производительность способа, обусловленная тем, что обработанная лазером площадь составляет около 20-70% от общей площади, а выполнение термической обработки со значительным перекрытием лазерных дорожек приводит к значительному тепловому влиянию при наложении полосы на предыдущую полосу, увеличению зон отпуска, что в конечном итоге снижает качество упрочнения поверхности деталей.
Задача, на решение которой направлено заявленное изобретение заключается в повышении производительности способа лазерного упрочнения поверхности деталей и качества упрочнения поверхности деталей.
Поставленная задача решается за счет того, что в способе лазерного упрочнения поверхности деталей, включающем нагрев поверхности детали лазерным лучом с использованием сканатора, нагрев поверхности детали осуществляют непрерывным лазером при перемещения луча по нормали к вектору его перемещения с частотой колебаний луча 10÷1200 Гц, амплитудой колебаний А=(2÷100) d и с плотностью энергии излучения 12÷26 Вт с/мм2, где d - диаметр луча на поверхности детали.
На фиг. 1 представлена иллюстрация способа лазерного упрочнения поверхности детали, где 1 - обрабатываемая деталь, 2 - зона нагрева, 3 - фокусирующая линза, 4 - сканатор с колеблющимся зеркалом, 5 - лазерный луч.
Способ лазерного упрочнения осуществляется следующим образом.
Плоская поверхность обрабатываемой детали 1 в виде плоской заготовки, перемещающейся по указанной на фиг. 1 стрелке, подвергается обработке сканирующим лазерным лучом 5. Использование сканатора 4 с колеблющимся зеркалом позволяет увеличить ширину зоны обрабатываемой поверхности, а перемещение луча по нормали к вектору его перемещения с частотой колебаний луча 10÷1200 Гц, с амплитудой А=(2÷100) d и с плотностью энергии излучения 12÷26 Вт с/мм2, позволяет значительно увеличить зону обрабатываемой поверхности в два, три раза по отношению к существующим способам лазерного упрочнения металлов. Ширина зоны обрабатываемой поверхности определяется амплитудой «А» (фиг. 1).
Кроме того достигается равномерность глубины закаленной зоны, значительное снижение количество зон отпуска и дефектов на поверхности. Указанный режим обработки обеспечивает однородное распределение лазерного пучка, при неизменном модовом составе пучка и многократно перемещающие его по зоне нагрева с обеспечением равномерного цикла закалки.
Таким образом, данный способ упрочнения поверхности деталей позволяет значительно повысить производительность процесса закалки, качество закалки и тем самым износостойкость покрытия.
Способ лазерного упрочнения поверхности деталей, включающий нагрев поверхности детали лазерным лучом с использованием сканатора, отличающийся тем, что нагрев поверхности детали осуществляют непрерывным лазером при перемещении луча по нормали к вектору его перемещения с частотой колебаний луча 10÷200 Гц, амплитудой колебаний А=(2÷100) d и с плотностью энергии излучения 20÷26 Вт с/мм, где d - диаметр луча на поверхности детали.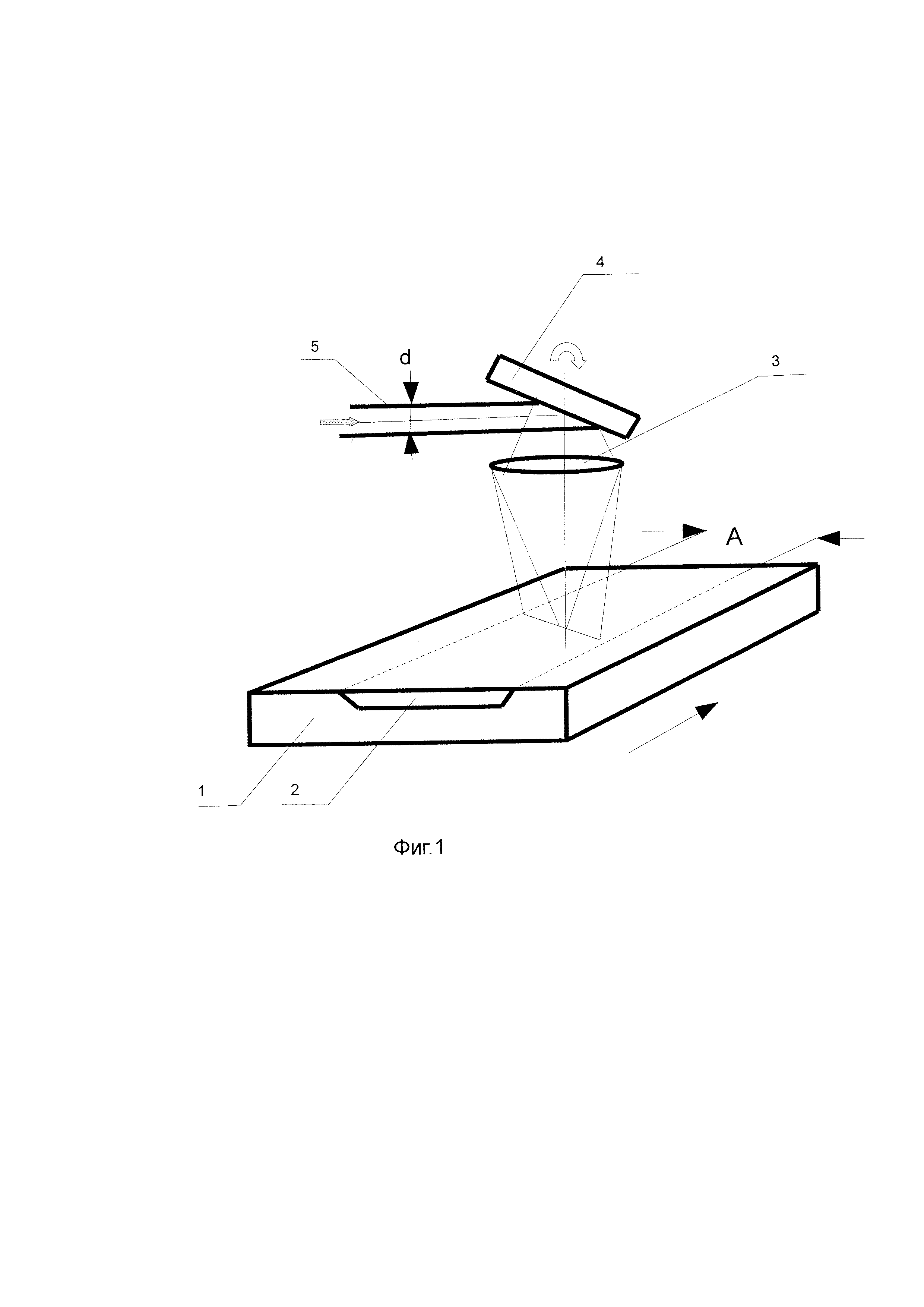
Способ определения износостойкости покрытия
Способ определения износостойкости покрытия
Способ измерения износа металлических материалов и покрытий

