Результат интеллектуальной деятельности: СПОСОБ РЕЗКИ БЕРИЛЛИЕВОЙ ФОЛЬГИ
Вид РИД
Изобретение
Изобретение относится к способам обработки бериллиевой фольги, а именно к ее резке с помощью воздействия лазерного излучения, и может быть использовано в рентгеновском приборостроении, при изготовлении окон для рентгеновской техники.
Важными компонентами узлов рентгеновской техники (детекторов рентгеновского излучения и др.) являются рентгеновские окна, изготавливаемые, как правило, из бериллиевых фольг различной толщины. Рентгеновское окно, в зависимости от типа детектора, может быть как простейшей (круг, прямоугольник), так и гораздо более сложной формы, что обуславливает необходимость точной и качественной резки бериллиевой фольги. К бериллиевым фольгам, используемым в качестве входных окон детекторов рентгеновского излучения, предъявляются высокие требования по качеству реза – отсутствие заусенцев, кромочных трещин, окисленных и оплавленных участков, сохранение вакуумной плотности, точность геометрических параметров.
Известен способ механической резки фольги (см. патент SU 1813034, опубликован 30.04.1993) неприводным ножом в виде лезвия бритвы, режущая кромка которого установлена под углом 3 – 50 ° к продольной оси фольги. Недостатком способа является невозможность выполнять резы фольги сложной формы.
Известен способ вырезки прокладок из различных материалов малых толщин (бумага, резина, картон, фольга и т. д.) при помощи специального приспособления с гибким режущим лезвием, режущая кромка которого соответствует размеру внутренней цилиндрической поверхности корпуса головки (см. патент РФ 2007290, опубликован 15.02.1994). Недостатком способа является невозможность выполнять резы фольги сложной формы. Кроме того, бериллий является хрупким материалом, и его механическая резка приводит к образованию трещин.
Известен способ электроэрозионной резки изделий из фольги любой формы, в том числе и сложной (см. патент RU 2381878, опубликован 20.02.2010). Способ включает сборку в пакет заготовок из фольги с формированием между ними разделительных слоев, закрепление заготовок в пакете с помощью обкладок из листового металла, электроэрозионную обработку изготавливаемых деталей по кромкам с помощью проволочного электрода и разделение пакета на фольговые детали. Недостаток способа заключается в том, что при сборке пакета необходимо наносить разделительные слои мелкодисперсного порошка диэлектрика на поверхность каждой заготовки из фольги, что недопустимо для окон рентгеновской техники и приводит к разрушению бериллиевых фольг с потерей их вакуумной плотности.
Наиболее близким к заявляемому техническому решению является способ резки фольги (см. патент RU 2460620С2, опубликован 10.09.2012), принятый за прототип. Способ заключается в предварительном построении градуировочной кривой зависимости глубины реза образца заданного металла или его сплава от параметров падающего на поверхность лазерного излучения при монотонном возрастании удельной мощности лазерного излучения до величины, при которой происходит сквозной рез. Затем металл или его сплав проплавляют по линии реза пучком лазерного излучения, перемещая пучок лазерного излучения поступательно, и одновременно осуществляют его вращение. Недостатком данного способа является тот факт, что для осуществления резки бериллиевой фольги регулирование только мощности неэффективно. Это обусловлено особыми физическими свойствами бериллия – высокой отражательной способностью, высокой теплопроводностью и теплоемкостью. При одной и той же мощности, в зависимости от частоты модуляции лазерного излучения бериллиевая фольга может прорезаться лишь частично, а также подвергаться оплавлению, короблению либо повышенному окислению. Кроме этого, для резки бериллиевых фольг толщиной более 25 мкм необходимо обеспечение нескольких проходов лазерного пучка по контуру реза.
Задачей изобретения является разработка способа резки бериллиевой фольги, обеспечивающего высокий выход годного за счет отсутствия дефектов резки в виде непрорезания, оплавления, коробления, а также повышенного окисления.
Для решения поставленной задачи предложен способ резки бериллиевой фольги, включающий в себя определение мощности лазерного излучения и числа проходов лазерного пучка по контуру реза в зависимости от толщины разрезаемой фольги и последующее проплавление бериллиевой фольги импульсным лазерным излучением с длительностью импульса 100 нс, частотой модуляции 5 кГц и скоростью поступательного перемещения пучка излучения 10 мм/сек.
Мощность импульса лазерного излучения (табл. 1) и количество проходов лазерного пучка по контуру реза (табл. 2) определяются в зависимости от толщины фольги. При этом вращательное движение лазерного пучка, заявленное в способе прототипа, не используется. Заявляемый способ позволяет осуществлять резку бериллиевой фольги без дефектов резки в виде непрорезания, оплавления, коробления, а также повышенного окисления.
|
|
Предлагаемым способом была выполнена резка фольги толщиной 8 мкм из бериллия чистоты 99,97 %. Вырезаемое изделие представляло собой круг диаметром 10 мм с величиной допуска на диаметр ± 0,1 мм. Резку выполняли при помощи волоконного импульсного лазера. Диаметр пучка лазерного излучения на поверхности изделия составлял 50 мкм.
Для сравнения процента выхода годного выполняли резку предлагаемым способом и способом прототипа.
Для способа прототипа резку фольги толщиной 8 мкм осуществляли без регулирования частоты модуляции, используя стандартное значение частоты модуляции 40 кГц и один проход лазерного пучка по контуру реза.
Сравнение результатов резки с различными параметрами лазерного излучения по предлагаемому способу и по способу прототипа представлены в табл. 3.
|
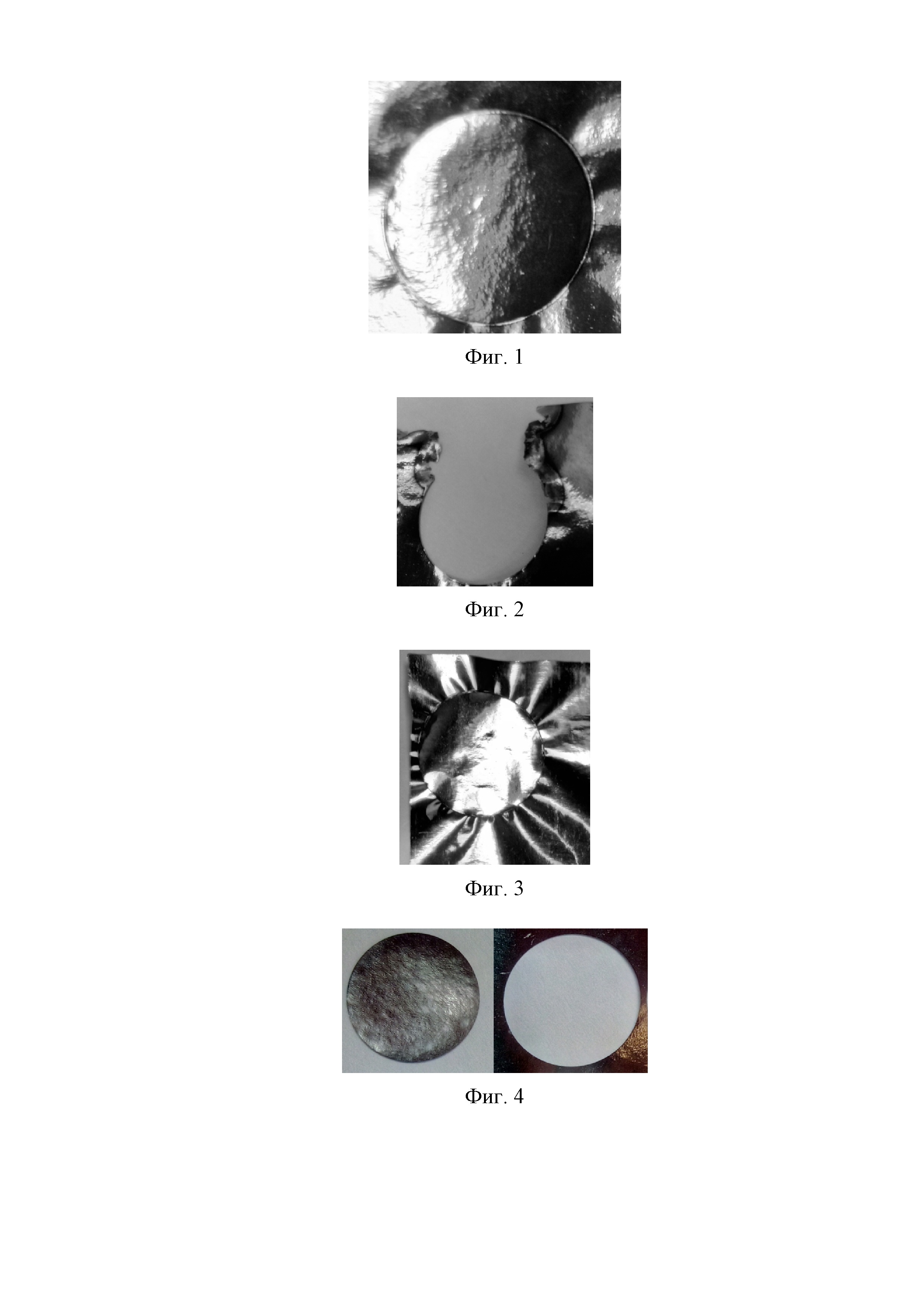
При использовании импульсного лазерного излучения с длительностью импульса < 100 нс наблюдается непрорезание бериллиевой фольги (фиг. 1).
Использование лазерного излучения с частотой модуляции > 5 кГц с мощностью импульса P ≥ Popt (где Popt – оптимальная для данной толщины мощность, см. табл. 1), приводит к оплавлению бериллиевой фольги (фиг. 2). Использование лазерного излучения с частотой модуляции > 5 кГц с мощностью импульса P < Popt (где Popt – оптимальная для данной толщины мощность, см. табл. 1), приводит к короблению бериллиевой фольги (фиг. 3).
Использование лазерного излучения с частотой модуляции 5 кГц с мощностью импульса P < Popt (где Popt – оптимальная для данной толщины мощность, см. табл. 1), приводит к непрорезанию бериллиевой фольги. Использование лазерного излучения с частотой модуляции 5 кГц с мощностью импульса P ≥ Popt (где Popt – оптимальная для данной толщины мощность, см. табл. 1), приводит к оплавлению бериллиевой фольги.
Использование лазерного излучения со скоростью поступательного перемещения пучка < 10 мм/сек., в зависимости от мощности излучения и частоты модуляции, приводит к повышенному окислению, короблению или оплавлению бериллиевой фольги. Использование лазерного излучения со скоростью поступательного перемещения пучка > 10 мм/сек., в зависимости от мощности излучения и частоты модуляции, приводит к непрорезанию или повышенному окислению бериллиевой фольги.
При количестве проходов лазерного излучения по контуру реза N < Nopt (где Nopt – оптимальное для данной толщины количество проходов, см. табл. 2), наблюдается непрорезание бериллиевой фольги. При количестве проходов по контуру реза N > Nopt (где Nopt – оптимальное для данной толщины количество проходов, см. табл. 2), процесс резки становится неконтролируемым из-за того, что вырезанное изделие может смещаться от исходного положения в зоне реза и подвергаться воздействию лазерного излучения, что приводит к его повреждению. Кроме того, лишние проходы снижают производительность процесса резки.
Таким образом, предлагаемый способ позволяет увеличить до 100 % выход годного при резке бериллиевой фольги (фиг. 4).
Способ резки бериллиевой фольги, включающий проплавление импульсным лазерным излучением и перемещение лазерного пучка по контуру реза, при этом мощность лазерного излучения и количество проходов лазерного пучка по контуру реза задают в зависимости от толщины фольги, отличающийся тем, что задают частоту модуляции лазерного излучения 5 кГц, длительность импульса лазерного излучения 100 нс и скорость поступательного перемещения пучка 10 мм/с.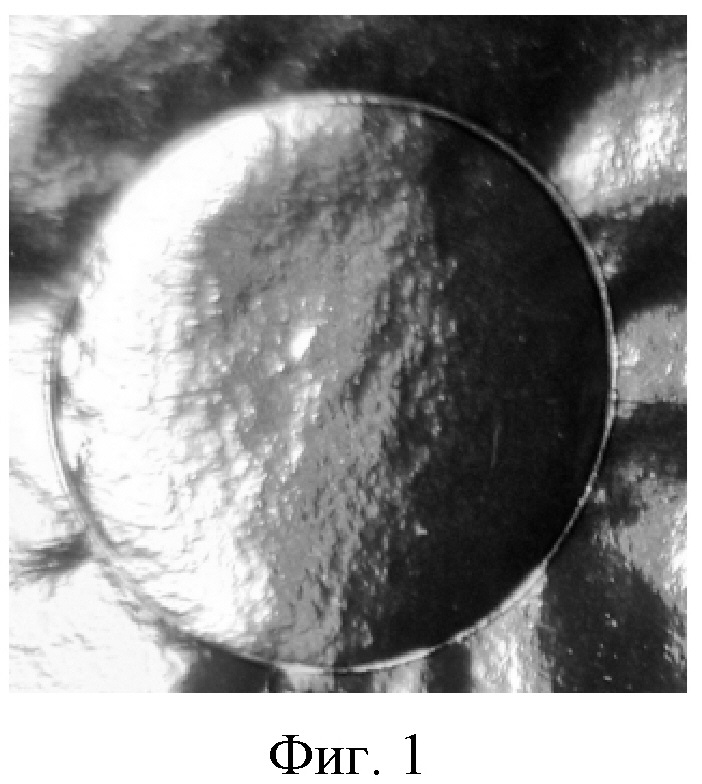
Способ получения высокочистой вакуумноплотной фольги из бериллия
Способ определения предельных значений нормализованного критерия разрушения cockcroft-latham
Способ термомеханической обработки микролегированных сталей

