Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАСТИКАЦИИ И ПОДАЧИ ПУТЕМ ОБЪЕМНОГО ИМПУЛЬСНОГО ДЕФОРМИРОВАНИЯ С ПОМОЩЬЮ ЭКСЦЕНТРИКОВОГО РОТОРА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области технологии пластикации полимерных материалов, в частности, к устройству и способу пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
При обработке полимерных материалов материалы пластицируют и размягчают с помощью устройства пластикации и подачи и подают в прессформу, имеющую особую форму для формирования изделий. С одной стороны, процесс пластикации и подачи полимерных материалов занимает основное место в потреблении энергии в технологии обработки полимерных материалов; с другой стороны, в процессе пластикации и подачи полимерных материалов возможно заполнять матрицу полимерного материала неорганическими наполнителями различных типов или различными растительными волокнами, или смешивать полимерные материалы различных типов для получения высококачественных композиционных полимерных материалов, чтобы удовлетворять потребности современного промышленного оборудования. Способ пластикации и подачи полимерных материалов играет решающую роль в снижении потребления электроэнергии, повышает эффект перемешивания полимерных материалов и рабочие характеристики продукта. Поэтому изменения пластикации и подачи при обработке полимерных материалов могут удовлетворять потребностям развития технологии обработки полимерных материалов.
В настоящее время в технологии и оборудовании для пластикации и подачи полимерных материалов, широко используемых внутри страны и за ее пределами, в качестве основного компонента и функционального приспособления применяется шнек; однако из-за взаимодействия шнека со сдвиговым потоком, оборудование такой конструкции обычно имеет такие недостатки, как высокое потребление электроэнергии, грубая дисперсия и низкий эффект перемешивания, длительный термомеханический цикл, большие габариты оборудования, трудная обрабатываемость композиционных материалов.
Принимая во внимание, что лопастный способ пластикации и подачи полимерного материала базируется на реологических усилиях растяжения полимерных материалов, подлежащих плавлению, пластикации и перемешиванию путем периодического изменения обрабатываемых объемов материалов, поток и деформация материалов в основном определяются растягивающим усилием, основной градиент скорости находится в направлении основного потока и деформации, что определяет условия растяжения, решая таким образом проблему зависимости производительности пластикации с помощью оборудования шнековой обработки, главным образом, от внешних и внутренних трений материалов. По сравнению со способом шнековой пластикации и подачи способ лопастной пластикации и подачи имеет такие преимущества как низкий уровень потребления электроэнергии, короткий термомеханический цикл, хорошая приспособляемость к различным материалам, хорошие диспергирование и эффекты перемешивания. Однако при лопастной пластикации и подаче канал подачи полимерных материалов не является оптимальным и имеет тупиковый конец, что неблагоприятно для пластикации и комплексной модификации обрабатываемых термочувствительных полимерных материалов.
Таким образом, в связи с проблемами существующей технологии пластикации и подачи при обработке полимерных материалов имеет огромное значение разработка нового способа и устройства для пластикации и подачи с такими преимуществами как низкий уровень потребления электроэнергии, короткий термомеханический цикл, хорошая приспособляемость к различным материалам, хорошие диспергирование и эффективность перемешивания, удобная выпускная система, канал с малым сопротивлением при пластикации и подаче, не имеющий тупикового конца.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для преодоления недостатков известного уровня техники задачей настоящего изобретения является обеспечение способа пластикации путем импульсного объемного деформирования и подачи с помощью эксцентрикового ротора таким образом, чтобы решить проблемы обработки полимерных материалов, такие как значительный термомеханический цикл материалов, высокий уровень потребления электроэнергии, тупиковые концы в канале потока и т.п.
Еще одной целью настоящего изобретения является разработка устройства пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора для реализации указанного способа.
Техническое решение в соответствии с настоящим изобретением заключается в следующем.
Предложен способ пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора. Вращение эксцентрикового ротора и перекатывание ротора во внутренней полости ротора при непрерывных реверсивных поворотах вызывает попеременное изменение объема материала между эксцентриковым ротором и статором в аксиальном и радиальном направлениях статора, обеспечивая пластикацию путем импульсного объемного деформирования и подачи материала.
Предложено устройство пластикации и подачи с помощью эксцентрикового ротора и импульсной объемной деформации с использованием указанного выше способа, включающее статор и эксцентриковый ротор, расположенный внутри полости статора; эксцентриковый ротор включает установленные с чередованием эксцентриковые спиральные сегменты и эксцентриковые прямые сегменты ротора; внутренняя полость статора включает множество установленных с чередованием спиральных сегментов и прямых сегментов статора; эксцентриковые спиральные сегменты ротора соответствуют один к одному спиральным сегментам статора, а эксцентриковые прямые сегменты ротора соответствуют один к одному прямым сегментам статора. В направлении подачи материалов наивысшая точка соответствующих эксцентриковых спиральных сегментов ротора на эксцентриковом роторе постепенно снижается, так же как и наивысшая точка соответствующих спиральных сегментов статора во внутренней полости статора. Во внутренней полости статора радиальные секции спиральных сегментов и прямые сегменты статора в радиальном сечении представляют собой продолговатые отверстия. Во время вращения эксцентрикового ротора эксцентриковый ротор вынужден одновременно совершать вращение и непрерывные реверсивные повороты вследствие конструктивных ограничений внутренней полости статора. Эксцентриковый ротор совершает возвратно-поступательные движения в продолговатом отверстии внутренней полости статора, при этом шаг движения превышает в два раза эксцентриситет эксцентрикового ротора.
Вращение эксцентрикового ротора и перекатывание ротора во внутренней полости ротора при непрерывных реверсивных поворотах вызывает попеременное изменение объема материала между эксцентриковым ротором и статором в аксиальном и радиальном направлениях статора, и материал между статором и эксцентриковым ротором подвергается импульсной объемной деформации при периодических сжиманиях и освобождениях, осуществляя таким образом процесс пластикации и подачи, в том числе уплотнение твердой фазы материала, выдавливание, пластикацию расплава, перемешивание, подачу расплава.
Устройство указанной выше конструкции для пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора может использоваться как экструзионная система пластицирующего экструдера эксцентрикового ротора, или комбинироваться с различными плунжерными литьевыми агрегатами для образования инжекционного устройства пластикации литьевой машины.
Настоящее изобретение имеет следующие преимущества по сравнению с известным уровнем техники.
1. По мере изменения конфигурации пространства между эксцентриковым ротором и внутренней полостью статора объем подачи материалов периодически изменяется соответственно в осевом и радиальном направлениях статора, что усиливает эффект тепломассообмена в процессе пластикации и подачи полимерных материалов, способствует сокращению термомеханического цикла и снижению потребления электроэнергии, а также улучшает диспергирование и эффекты перемешивания.
2. В процессе пластикации и подачи канал подачи может быть хорошо проходимым без тупиковых концов, что способствует пластикации и комплексной модификации обрабатываемых термочувствительных полимерных материалов; регулируя зазор между эксцентриковым ротором и статором, можно эффективно контролировать пропускную способность процесса пластикации и подачи.
3. Устройство пластикации и подачи в соответствии с настоящим изобретением отличается простотой конструкции и способностью быстрого приспособления к различным материалам и изделиям и может использоваться как экструзионная система пластицирующего экструдера эксцентрикового ротора, или комбинироваться с различными плунжерными литьевыми агрегатами для образования инжекционного устройства пластикации литьевой машины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
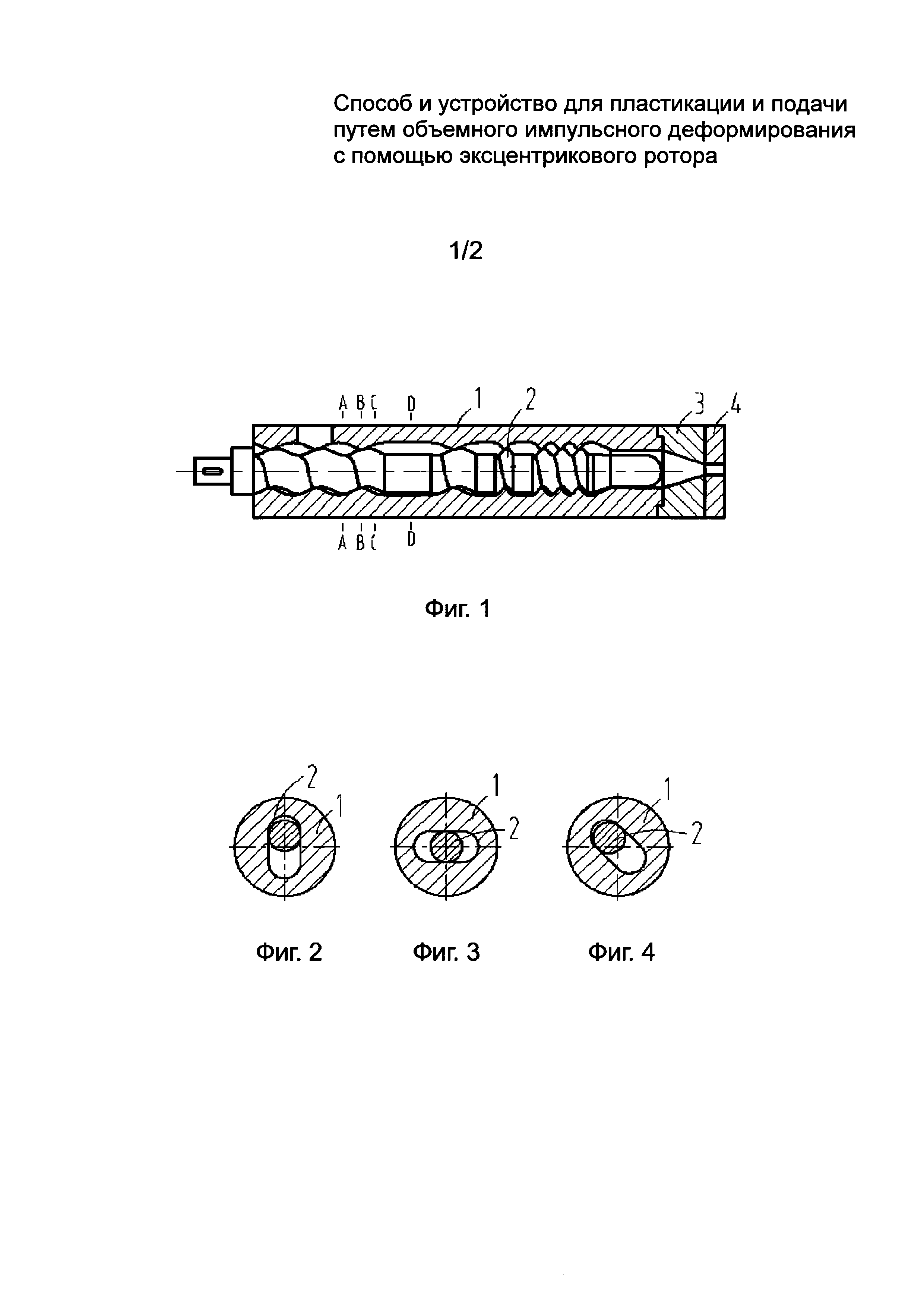
На фиг. 1 изображена принципиальная схема устройства объемной импульсной деформации, пластикации и подачи с помощью эксцентрикового ротора;
на фиг. 2 - схема разреза вдоль линии А-А фиг. 1;
на фиг. 3 - схема разреза вдоль линии В-В фиг. 1;
на фиг. 4 - схема разреза вдоль линии С-С фиг. 1;
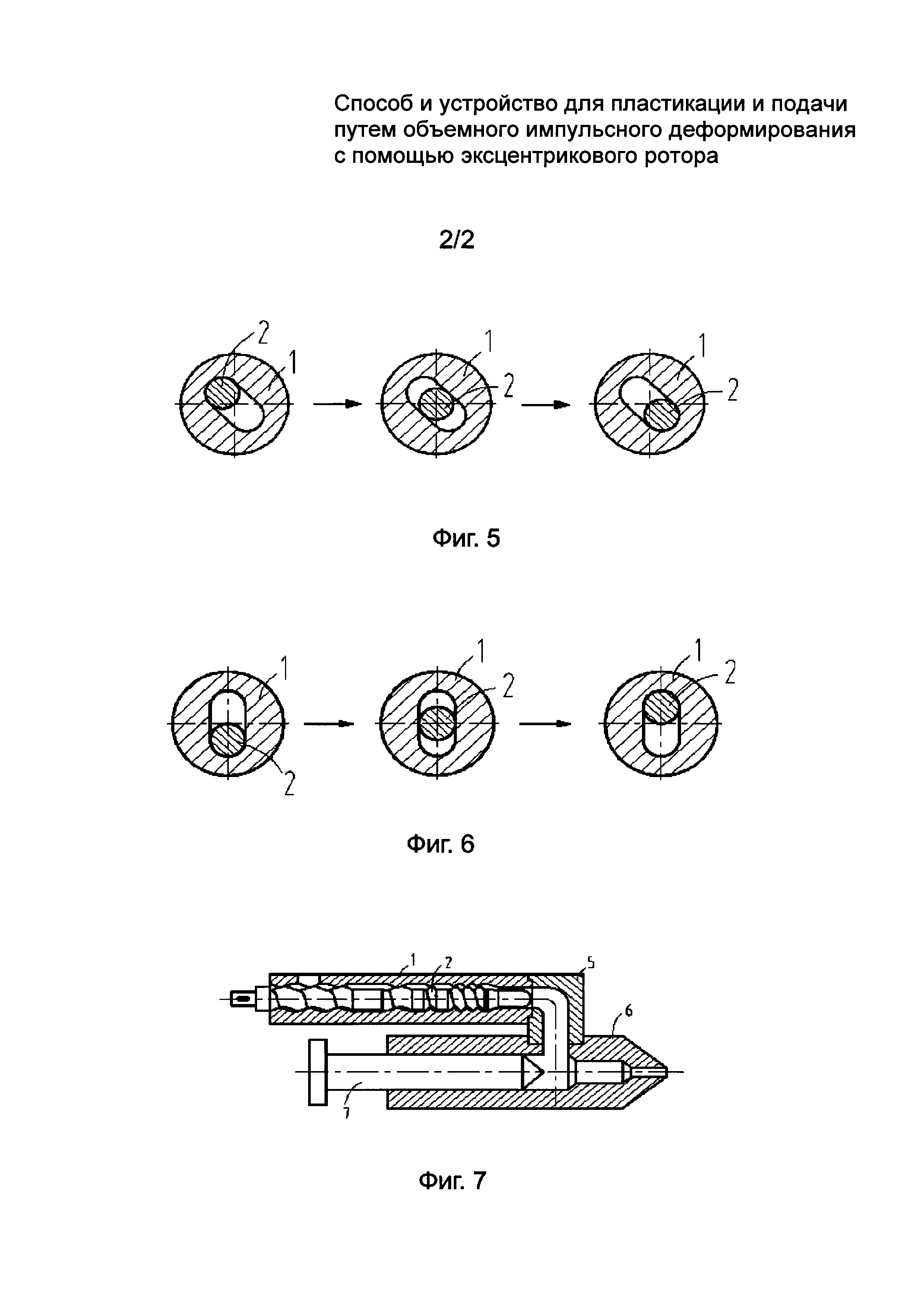
на фиг. 5 - принципиальная схема эксцентрикового ротора в состоянии движения во внутренней полости статора в разрезе С-С фиг. 1;
на фиг. 6 - принципиальная схема эксцентрикового ротора в состоянии движения во внутренней полости статора в разрезе D-D фиг. 1;
на фиг. 7 - принципиальная схема инжекционного устройства пластикации эксцентрикового ротора.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже приводится подробное описание настоящего изобретения со ссылками на примеры и чертежи; однако примеры осуществления настоящего изобретения не ограничиваются этим описанием.
Пример 1
В соответствии с этим примером устройство пластикации и подачи с помощью эксцентрикового ротора и импульсной объемной деформации используется как экструзионная система пластицирующего экструдера эксцентрикового ротора.
Как показано на фиг. 1, пластицирующий экструдер эксцентрикового ротора состоит, в основном, из устройства пластикации и подачи с помощью эксцентрикового ротора с применением импульсной объемной деформации, и включает переходную муфту 3, пресс-форму 4 и другие детали. Устройство пластикации и подачи с помощью эксцентрикового ротора с импульсной объемной деформацией включает статор 1 и эксцентриковый ротор 2, расположенный во внутренней полости статора 1; переходная муфта 3 соединена со статором 1, а пресс-форма 4 соединена с переходной муфтой 3. Эксцентриковый ротор включает множество установленных с чередованием эксцентриковых спиральных сегментов и эксцентриковых прямых сегментов ротора; внутренняя полость статора имеет множество установленных поочередно, т.е. с чередованием, спиральных сегментов и прямых сегментов статора; эксцентриковые спиральные сегменты ротора и эксцентриковые прямые сегменты ротора соответствуют один к одному спиральным сегментам статора и прямым сегментам статора. Изменения положений различных секций показаны на фиг. 2, 3 и 4, когда эксцентриковые спиральные сегменты ротора соединены со спиральными сегментами статора. В направлении подачи материалов наивысшие точки эксцентриковых спиральных сегментов ротора и спиральных сегментов статора постепенно снижаются.
Как показано на фиг. 5 или 6, спиральные сегменты и прямые сегменты внутренней полости статора в радиальном сечении являются продолговатыми отверстиями, и эксцентриковый ротор двигается попеременно взад и вперед в продолговатых отверстиях внутренней полости статора, при этом шаг движения в два раза превышает максимальный эксцентриситет эксцентрикового ротора. Вращение эксцентрикового ротора и перекатывание ротора во внутренней полости ротора при непрерывных реверсивных поворотах вызывает попеременное изменение объема материала между эксцентриковым ротором и статором в аксиальном и радиальном направлениях статора. В результате материал между статором и эксцентриковым ротором подвергается импульсной объемной деформации при периодических сжиманиях и освобождениях. Таким образом осуществляется процесс пластикации и подачи, в том числе уплотнение твердой фазы материала, выдавливание, пластикация расплава, перемешивание, подача расплава.
В данном примере способ пластикации путем импульсного объемного деформирования и подачи с помощью эксцентрикового ротора реализуется с использованием указанного устройства, при этом вращение эксцентрикового ротора и перекатывание ротора во внутренней полости ротора при непрерывных реверсивных поворотах вызывает попеременное изменение объема материала между эксцентриковым ротором и статором в аксиальном и радиальном направлениях статора, обеспечивая таким образом пластикацию путем импульсного объемного деформирования и подачу материала. После пластикации в предложенном устройстве пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора материал экструдируется пресс-формой 4, соединенной с переходной муфтой 3, охлаждается и формуется для изготовления изделия.
Пример 2
В этом примере устройство пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора комбинируется с плунжерным литьевым агрегатом для образования инжекционного устройства пластикации эксцентрикового ротора.
Данный пример отличается от примера 1 в следующих аспектах. Как показано на фиг. 7, выпускная сторона статора соединена с цилиндром 6 инжекционного устройства через накопитель 5, внутренняя полость статора связана с инжекционным каналом в цилиндре, при этом инжекционный канал снабжен плунжером 7.
При использовании устройство пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора пластицирует и расплавляет материал и подает его в инжекционный канал цилиндра при постоянном движении плунжера назад. Когда количество расплава полимерного материала в цилиндре достигает необходимого уровня, устройство пластикации путем объемного импульсного деформирования и подачи с помощью эксцентрикового ротора прекращает пластикацию и плавление, и процесс дозирования пластикации в литьевой машине прекращается. После того как литьевая машина завершит процесс наполнения пресс-формы и поддержания давления, пластицирующий экструдер эксцентрикового ротора начинает пластикацию продукта в холодной стадии, а литьевая машина начинает новый цикл формования продукции.
Настоящее изобретение может успешно реализовываться на практике, как описано выше. Выше приведенные примеры являются только предпочтительными примерами настоящего изобретения и не предназначены для ограничения объема настоящего изобретения; варианты и модификации в соответствии с настоящим изобретением должны охватываться объемом настоящего изобретения, определяемым прилагаемой формулой изобретения.
Способ и устройство для переключения последовательности нагрузки во времени при изготовлении изделий партиями
Способ механической передачи и передаточное устройство для получения на выходе соосного осевого и кругового вращения
Способ и оборудование для пластикации и подачи макромолекулярных материалов, основанные на удлиненном течении
Способ и устройство для струйного формования полимерной трубы
Способ и устройство для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность
Способ и устройство для двухосной или трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов
Способ и устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах
Способ и устройство для переключения последовательности нагрузки во времени при изготовлении изделий партиями
Способ и оборудование для пластикации и подачи макромолекулярных материалов, основанные на удлиненном течении
Способ и устройство для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность
Способ и устройство для двухосной или трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов

