Результат интеллектуальной деятельности: Оправка для ротационной вытяжки полых изделий
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно, к оснастке станков для ротационной вытяжки и может быть использовано для закрепления полых заготовок цилиндрической формы при их обработке ротационной вытяжкой.
Известна оправка для ротационной вытяжки полых изделий, содержащая корпус цилиндрической формы, на одном из торцов которого выполнена коническая поверхность. Корпус предназначен для установки на него подлежащей вытяжке заготовки, на внутренней поверхности которой со стороны одного из торцов выполнена внутренняя технологическая кольцевая канавка, предназначенная для установки и закрепления в ней фиксирующих сегментов с внутренней конической поверхностью, контактирующей с конической поверхностью оправки.
Для осуществления раскатки заготовку устанавливают на оправке, в кольцевой канавке размещают фиксирующие сегменты, после чего к торцу заготовки подводят прижим и поджимают им торец заготовки. При этом сегменты, перемещаясь по конической поверхности оправки, фиксируют заготовку на оправке. Производят ротационную вытяжку заготовки.
(см. авторское свидетельство СССР №1407617, кл. B21D 22/16, 1988 г.)
В результате анализа известного решения необходимо отметить, что конструктивное решение оправки не позволяет обеспечить стабильное протекание процесса ротационной вытяжки, так как из-за неизбежных погрешностей, возникающих при изготовлении сопрягаемых поверхностей, определяющих взаимное положение корпуса оправки и заготовки на начальном этапе формоизменения, происходит неравномерное смещение заготовки в осевом направлении, что может привести к ее перекосу и заклиниванию. Весьма существенно также и то, что данная оправка неприменима для ротационной вытяжки тонкостенных заготовок из-за возникновения риска разрыва заготовки по внутренней кольцевой канавке в процессе ее обработки, что ограничивает область применения оправки.
Известна оправка для ротационной вытяжки полых изделий, содержащая корпус, на котором установлен элемент крепления надетой на корпус заготовки. Крепление осуществляется посредством винта, пропускаемого через технологическое отверстие заготовки, и ввинчиваемого в резьбовое отверстие элемента крепления заготовки. Дополнительное крепление заготовки на корпусе осуществляется прижимом, подводимым к торцу корпуса.
(см. авторское свидетельство СССР №1593737, кл. B21D 22/16, 1990 г.) - наиболее близкий аналог.
В результате анализа известной оправки необходимо отметить, что ее конструкция не позволяет обеспечить стабильное протекание процесса ротационной вытяжки, так как, из-за установки винтов в отверстия заготовки с зазором, на начальном этапе формообразования под действием деформирующих роликов происходит неравномерное смещение заготовки, особенно, тонкостенной, в осевом направлении, которое может привести к ее перекосу и заклиниванию и, как результат, получению брака. Также необходимо отметить, что использование данной оправки требует применения заготовок, крепежные отверстия которых изготовлены с высокой позиционной точностью относительно отверстий на оправке.
Техническим результатом настоящего изобретения является повышение качества обработки за счет исключения перекоса и заклинивания заготовки в процессе ее обработки, а также расширение функциональных возможностей оправки за счет обеспечения обработки тонкостенных и листосварных заготовок.
Указанный технический результат обеспечивается тем, что в оправке для ротационной вытяжки полых изделий, содержащей корпус, упор и прижимы для фиксации заготовки на корпусе оправки, новым является то, что упор имеет возможность установки на торце оправки с возможностью съема, на образующей упора со стороны, обращенной к торцу оправки, выполнены пазы, прижимы расположены с возможностью перемещения в пазах, каждый прижим оснащен прижимным элементом, имеющим возможность введения в технологическое отверстие заготовки для поджима ее торца к упору, при этом в прижиме выполнено резьбовое отверстие, в которое ввинчен затяжной элемент, пропущенный с зазором через отверстие, выполненное в упоре, а прижимные элементы могут быть установлены на прижимах с возможностью съема.
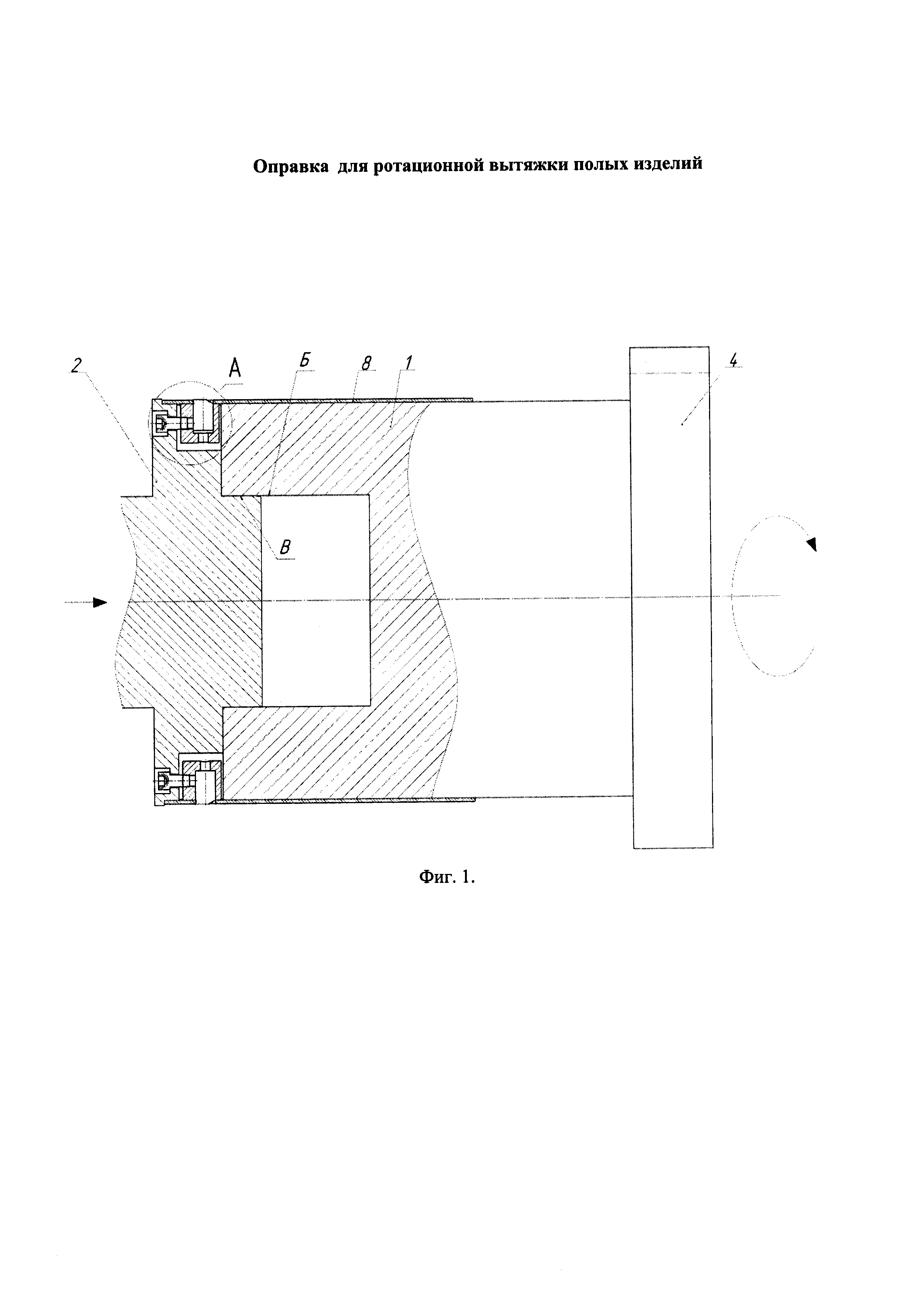
Сущность заявленного изобретения поясняется графическими материалами, на которых:
- на фиг. 1 - оправка для ротационной вытяжки полых изделий, общий вид, осевой разрез, заготовка в закрепленном положении;
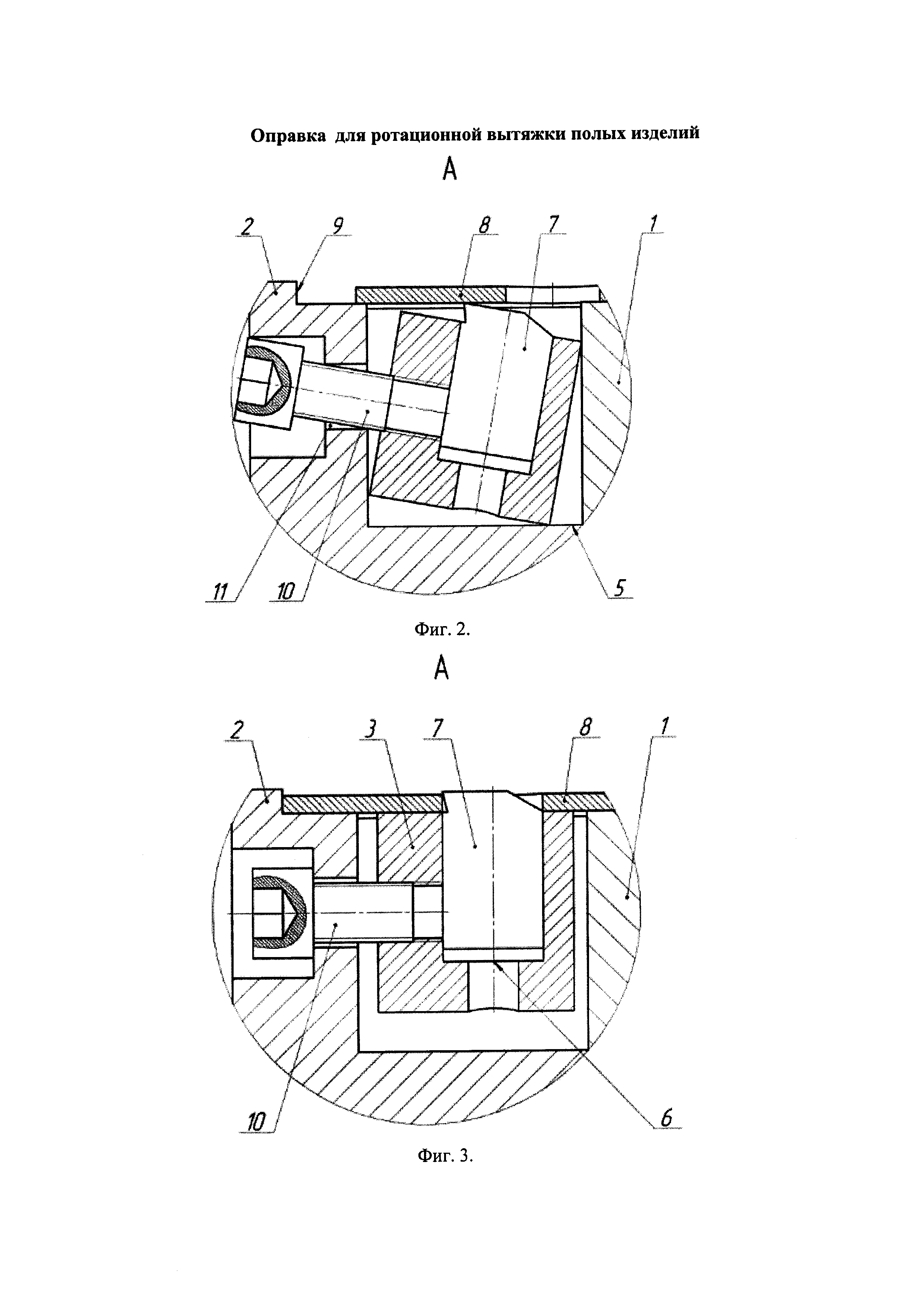
- на фиг. 2 - место А по фиг. 1, прижим в нерабочем положении;
- на фиг. 3 - место А на фиг. 1, прижим в рабочем положении.
Оправка для ротационной вытяжки полых изделий состоит из корпуса 1, упора 2 и прижимов 3.
Корпус 1 имеет цилиндрическую форму, на одном его торце имеется фланец 4 для монтажа оправки на станок для ротационной вытяжки. Упор 2 имеет возможность установки с возможностью съема на другом, свободном торце корпуса 1. Для центрирования упора 2 относительно корпуса 1 на свободном торце корпуса 1 оправки выполнена центрирующая расточка Б, предназначенная для размещения в ней выступа В упора 2 при установке упора на корпус 1. Фиксация упора на корпусе 1 осуществляется за счет его прижима пинолью задней бабки станка для ротационной вытяжки.
На образующей и обращенном к корпусу 1 торце упора 2 выполнены радиальные пазы 5, предназначенные для размещения в них прижимов 3. Количество пазов, а, следовательно, и количество прижимов, может быть различным (например, от 3 до 12) и зависит от осевой составляющей прикладываемого роликами к заготовке усилия в процессе ротационной вытяжки.
Каждый прижим 3 размещен в одном из пазов 5 упора 2. Форма прижима 3 может быть различной (цилиндр, параллелепипед и пр.). Размеры прижима должны быть такими, чтобы он свободно перемещался в своем пазу. На прижиме имеется штатное место 6 (например, отверстие) для установки прижимного элемента 7, имеющего возможность контакта с подлежащей раскатке заготовкой 8. Прижимной элемент может быть закреплен на штатном месте 6 прижима 3 или установлен на нем съемно.
Если прижимной элемент 7 закреплен на прижиме 3, то его размеры должны быть такими, чтобы он в нерабочем положении прижима не выступал за контур паза 5. Это необходимо для того, чтобы надетую на корпус 1 заготовку 8 можно было переместить вдоль корпуса до контакта с выступом 9 упора 2.
В каждом прижиме 6 выполнено резьбовое отверстие (позицией не обозначено), в которое ввинчен затяжной элемент (винт, болт и пр.) 10. Затяжной элемент установлен на упоре 2, и пропущен с зазором через отверстие 11, выполненное в упоре 2. Величина зазора должна быть такой, чтобы в нерабочем положении прижим 6 своей нижней плоскостью опирался в дно паза 5. При таком положении прижима его прижимной элемент не выступает за контур паза и не препятствует перемещению заготовки 8 до контакта ее торца с выступом 9 упора 2.
Изменение глубины завинчивания затяжных элементов 10 в резьбовые отверстия прижимов 3 позволяет регулировать положение последних в пазах 5.
Оправка для ротационной вытяжки полых изделий работает следующим образом.
Оправку закрепляют на шпинделе передней бабки станка.
Заготовку 8 надевают на корпус 1 оправки, располагая ее технологические отверстия со стороны свободного торца корпуса.
На свободный торец корпуса 1 устанавливают упор 2 и фиксируют его на торце корпуса за счет прижима пинолью задней бабки станка.
Затяжные элементы 10 при этом максимально вывернуты из резьбовых отверстий прижимов 3, прижимы 3 находятся в пазах упора в нерабочем положении и имеют возможность поворота в пределах зазора между затяжным элементом и отверстием 11 упора, через которое он пропущен.
Такое положение вкладышей дает возможность сдвинуть в осевом направлении по корпусу 1 заготовку 8 до контакта ее торца с выступом 9 упора. Прижимные элементы 7 при этом утоплены в пазы упора 2 и не препятствуют перемещению заготовки по корпусу 1 до контакта с торцом 9 упора. Если прижимные элементы выполнены съемными, то после перемещения заготовки 8 по корпусу 1 до контакта с выступом 9, заготовку 8 разворачивают вокруг своей оси, совмещая ее технологические отверстия со штатными местами 6 прижимов для установки прижимных элементов, после чего в штатные места 6 устанавливают прижимные элементы 7.
После установки заготовки 8 на корпусе 1 до контакта ее торца выступом 9 упора, осуществляют ее фиксацию на оправке. Для фиксации последовательно, в определенном порядке, осуществляют ввинчивание затяжных элементов 10 в резьбовые отверстия прижимов 3. По мере ввинчивания в резьбовое отверстие затяжного элемента, прижим 3 постепенно подтягивается к переднему торцу паза и постепенно разворачивается за счет зазора между отверстием упора и затяжным элементом, при этом прижимной элемент 7 постепенно заходит в технологическое отверстие и, за счет его осевого перемещения и поворота, контактирует с кромкой технологического отверстия заготовки 8, поджимая торец заготовки в выступу 9 с заданным усилием. После установки всех прижимов 3 в рабочее положение, заготовка 8 надежно притянута к торцу 9 упора по всей своей торцевой поверхности, в результате чего исключены перекосы заготовки относительно корпуса 1. Заготовка надежно закреплена, и такое положение сохраняется в течение всего времени ее обработки на оправке.
Осуществляют ротационную вытяжку заготовки с получением изделия, после чего готовое изделие снимают с оправки.
Применение заявленной в качестве изобретения оправки по сравнению с решением -наиболее близким аналогом, позволяет снизить брак изделий, вызванный перекосом или заклиниванием заготовки, за счет обеспечения жесткой фиксации заготовки на оправке, а также снизить трудоемкость изготовления заготовки за счет снижения требований к точности изготовления отверстий для крепления заготовки из-за наличия возможности регулировки положения элементов крепления.
Оправку можно использовать для ротационной вытяжки всех видов заготовок, в том числе тонкостенных, листосварных.
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Головка для орбитальной сварки
Солнечный фотопреобразователь на основе монокристаллического кремния
Способ изготовления коллекторов
Способ литья проволоки и установка для его осуществления
Способ модифицирования жаропрочных сплавов и высоколегированных сталей
Заряд взрывчатого вещества
Способ очистки поверхностей каналов стволов огнестрельного оружия от нагара и газовый патрон для осуществления способа.
Способ гибки труб и станок для осуществления способа
Бронированный трубчатый заряд

