Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ УСИЛИВАЮЩЕГО КРОМОЧНОГО ЭЛЕМЕНТА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления детали и к детали, полученной данным способом.
В частности, указанная деталь может представлять собой усиливающий кромочный элемент для лопатки газотурбинного двигателя. Подобный усиливающий кромочный элемент может быть установлен на наземном или авиационном газотурбинном двигателе любого типа и, в частности, на вертолетном турбовальном двигателе или на самолетном турбореактивном двигателе.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Лопатки газотурбинных двигателей подвергаются воздействию механических напряжений высоких уровней, связанных, в частности, с их скоростью вращения, при этом также требуется, чтобы они удовлетворяли жестким условиям, относящимся к весу и размеру. Одна из опций, предусмотренных для облегчения лопаток, заключает в применении композиционного материала для изготовления их. Тем не менее, лопатки газотурбинных двигателей должны также удовлетворять жестким эксплуатационным критериям, и, в частности, они должны выдерживать абразивный износ и удары о посторонние предметы. Например, лопатка вентилятора с передним расположением в самолетном турбореактивном двигателе должна быть стойкой к абразивному износу при полете, а также должна выдерживать удары при столкновениях с птицами при полете. К сожалению, когда передняя кромка лопатки выполнена из того же композиционного материала, что и тело лопатки, передняя кромка подвергается риску обеспечения недостаточной стойкости к абразивному износу или к ударам.
Для решения данной проблемы были сделаны предложения по усилению передней кромки лопатки путем установки отдельной детали на теле лопатки, при этом указанная деталь становится включенной в аэродинамический профиль лопатки. Такую отдельную деталь называют усиливающим кромочным элементом.
Усиливающий кромочный элемент, как правило, представляет собой сплошную деталь, проходящую продольно вдоль по существу радиального направления относительно оси вращения двигателя, и в поперечном сечении она имеет профиль, который является по существу Y-образным и имеет центральную часть значительной толщины между сужающимися ответвлениями. Таким образом, усиливающий кромочный элемент имеет продольную центральную часть значительной толщины, называемую «носовой частью» и расположенную между тонкими продольными боковыми частями.
Таким образом, толщина подобного усиливающего кромочного элемента изменяется, как правило, от нескольких миллиметров в центральной части до только нескольких десятых миллиметра (приблизительно 0,2 мм) на концах сужающихся ответвлений.
Усиливающий кромочный элемент может быть использован для усиления передней кромки или задней кромки лопатки. Следовательно, он должен иметь форму, которая соответствует его месторасположению, например, форму, которая является закрученной и выгнутой, поскольку она является комплементарной по отношению к форме кромки тела лопатки, на которой он закрепляется.
В завершение, на своей наружной поверхности усиливающий кромочный элемент должен иметь состояние поверхности, которая является гладкой во избежание ухудшения аэродинамических характеристик лопатки, в то время как на своей внутренней поверхности он должен иметь радиус кривизны хорошего качества для обеспечения плотной посадки на кромке тела лопатки, на которой он закрепляется.
Например, из патентной заявки FR 2 961 866 известно изготовление усиливающих кромочных элементов путем деформирования в горячем состоянии и механической обработки детали, выполненной из титанового сплава. После этого усиливающий кромочный элемент при сборке прикрепляют к телу лопатки, как правило, посредством адгезива для образования лопатки. Тем не менее, лопатка, полученная таким образом, может иметь когезию, которая является недостаточной. При таких обстоятельствах напряжения, которым подвергается лопатка, могут привести к отделению усиливающего кромочного элемента от тела лопатки.
Следовательно, существует реальная потребность в способе изготовления, который пригоден для изготовления такого усиливающего кромочного элемента для лопатки газотурбинного двигателя, который имеет повышенную способность к когезии с телом лопатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее раскрытие изобретения представляет способ изготовления, предназначенный для изготовления усиливающего кромочного элемента лопатки газотурбинного двигателя, при этом способ включает следующие этапы:
- выполнение заготовки для усиливающего кромочного элемента;
- образование зубчатого рельефа на указанной заготовке перенесением рельефа давлением для образования шероховатой поверхности.
Заготовка усиливающего кромочного элемента может быть подвергнута ковке или механической обработке перед этапом или после этапа образования зубчатого рельефа перенесением рельефа давлением. Ковка или механическая обработка могут включать этапы выгибания, ударного прессования, экструзии или любую комбинацию данных трех операций. Заготовка, как правило, представляет собой деталь, выполненную из титанового сплава.
В настоящем раскрытии изобретения термин «шероховатая поверхность» используется для обозначения поверхности, которая специально модифицирована посредством этапа образования зубчатого рельефа перенесением рельефа давлением. Таким образом, шероховатая поверхность обозначает исключительно поверхность, подвергнутую перенесению рельефа давлением, даже несмотря на то, что заготовка может иметь другие поверхности, которые не подвергнуты перенесению рельефа давлением, но которые, тем не менее, имеют некоторую степень шероховатости. Когда заготовка подвергнута перенесению рельефа давлением во множестве мест, термин «шероховатая поверхность» может также охватывать все поверхности, подвергнутые перенесению рельефа давлением, независимо от того, являются ли они смежными или нет.
Шероховатая поверхность представляет собой поверхность для присоединения к телу лопатки при сборке, например, посредством адгезива после того, как заготовке будет полностью придана определенная форма для получения усиливающего кромочного элемента. Таким образом, способ служит для оптимизации состояния поверхности заготовки на ее части, которая должна принимать адгезив, то есть на ее шероховатой поверхности, для улучшения ее сцепления с телом лопатки. Таким образом, способность лопатки выдерживать напряжения на усиливающем кромочном элементе повышается за счет данного способа.
Кроме того, вследствие малого числа этапов способа он может быть легко включен в производственную линию. Следовательно, промышленная реализация способа не вызывает затруднений.
В некоторых вариантах осуществления способ включает дополнительный этап, состоящий в деформировании, по меньшей мере, шероховатой поверхности заготовки для получения конечной формы усиливающего кромочного элемента.
В таких вариантах осуществления шероховатую поверхность деформируют после этапа образования зубчатого рельефа перенесением рельефа давлением. Таким образом, способ особенно предпочтителен для использования при усиливающем кромочном элементе, на котором было бы невозможно образовать шероховатую поверхность перенесением рельефа давлением, если бы усиливающий кромочный элемент уже имел его конечную форму.
В некоторых вариантах осуществления заготовка имеет профиль, который является по существу Y-образным.
Таким образом, заготовка проходит в продольном направлении, и ее профиль виден в направлении, поперечном к данному направлению. Профиль заготовки может содержать толстое центральное основание, от которого проходят два по существу сужающихся ответвления. Центральное основание может иметь один или более изгибов относительно продольного направления.
В некоторых вариантах осуществления шероховатая поверхность находится внутри заготовки.
Выражение «внутри заготовки» означает поверхность, которая должна входить в контакт с телом лопатки, при этом указанное тело, как правило, вставляется в углубление, выполненное в усиливающем кромочном элементе. Когда заготовка имеет профиль, который является по существу Y-образным, внутренняя сторона заготовки означает поверхность, находящуюся между верхними ответвлениями Y-образного профиля, то есть поверхность, образованную обращенными друг к другу сторонами ответвлений Y-образного профиля.
В некоторых вариантах осуществления шероховатую поверхность образуют перенесением рельефа давлением внутри Y-образной заготовки, и затем ответвления заготовки деформируют и/или перемещают друг к другу. При таком способе этап образования зубчатого рельефа перенесением рельефа давлением выполняют, когда ответвления находятся на достаточном расстоянии друг от друга и когда сравнительно просто ввести инструмент для перенесения рельефа давлением. В некоторых обстоятельствах после перемещения ответвлений по направлению друг к другу зона, включающая в себя шероховатую поверхность, может быть недоступной для обрабатывающих инструментов, и при этом образование зубчатого рельефа перенесением рельефа давлением невозможно.
В определенных вариантах осуществления этап перенесения рельефа давлением выполняют посредством штамповки между первой половиной штампа и второй половиной штампа, при этом, по меньшей мере, одна из двух половин штампа включает в себя пуансон, выполненный с конфигурацией, обеспечивающей возможность образования указанного зубчатого рельефа перенесением рельефа давлением.
В определенных вариантах осуществления пуансон предусматривают со стороны той поверхности заготовки, которая должна иметь зубчатый рельеф, образуемый в ней перенесением рельефа давлением. Таким образом, пуансон имеет зубчатый рельеф, который является комплементарным по отношению к зубчатому рельефу, желательному для шероховатой поверхности. В частности, пуансон может иметь степень шероховатости, которая обеспечивает возможность получения заданной шероховатости для шероховатой поверхности. Шероховатость пуансона может быть по существу равна шероховатости, заданной для шероховатой поверхности.
Шероховатость шероховатой поверхности создается за счет исходной шероховатости заготовки, за счет «переноса» шероховатости от пуансона и непредвиденных обстоятельств при штамповке (потерь шероховатости при перенесении рельефа давлением, характеристик материалов и т.д.).
Другие способы перенесения рельефа давлением, такие как химическая механическая обработка, охватывают узкий диапазон шероховатости и требуют подготовки заготовки для защиты тех поверхностей, которые не должны быть подвергнуты перенесению рельефа давлением. Напротив, штамповка обеспечивает возможность образования зубчатого рельефа перенесением рельефа давлением способом, который обеспечивает избирательность и локальность без какой-либо необходимости защищать остальные поверхности заготовки.
Шероховатость, которая может быть обеспечена штамповкой, охватывает широкий диапазон. Кроме того, после изготовления пуансона штамповка представляет собой операцию, которая является более быстрой, более повторяющейся и менее дорогой, чем химическая механическая обработка.
В некоторых вариантах осуществления шероховатость шероховатой поверхности находится в диапазоне от 1 до 20 и предпочтительно в диапазоне от 3 до 10.
В настоящем раскрытии изобретения термин «шероховатость» означает величину, удовлетворяющую следующему определению. Профили шероховатой поверхности получают выполнением сечения указанной поверхности по плоскости, и шероховатость шероховатой поверхности определяется как среднее значение шероховатостей профилей указанной поверхности. Шероховатость профиля определяется средними арифметическими отклонениями от средней линии и часто записывается как Ra. Величина Ra, рассчитанная на заданной длине оценки, на которой профиль является непрерывным, равна среднеарифметическим абсолютным величинам расстояний между каждой точкой непрерывного профиля и средней линией указанного профиля на рассматриваемой длине оценки. Обычно значения Ra шероховатости выражают в микронах (мкм), и единица измерения не приводится.
Вышеупомянутые диапазоны значений гарантируют то, что шероховатая поверхность будет иметь состояние поверхности, оптимальное для сборки с телом лопатки.
Настоящее раскрытие изобретения также относится к способу изготовления лопатки газотурбинного двигателя, при этом способ включает следующие этапы:
- выполнение усиливающего кромочного элемента, изготовленного посредством использования вышеупомянутого способа изготовления;
- выполнение тела лопатки;
- адгезивное прикрепление всей или части шероховатой поверхности усиливающего кромочного элемента к телу лопатки.
Естественно, лопатка газотурбинного двигателя, изготовленная данным способом, может иметь один или более усиливающих кромочных элементов. Например, она может иметь два усиливающих кромочных элемента, а именно один, служащий в качестве передней кромки, и другой, служащий в качестве задней кромки.
Лопатка газотурбинного двигателя, изготовленная данным способом, является особенно устойчивой по отношению к напряжениям всех типов и, в частности, к механическим напряжениям. Она имеет увеличенную когезию между ее усиливающим кромочным элементом и телом лопатки.
В некоторых вариантах осуществления тело лопатки выполнено из композиционного материала с органической матрицей. В качестве примера оно может представлять собой тело лопатки из композиционного материала, полученное драпированием тканого материала или трехмерным тканьем. Также в качестве примера используемый композиционный материал может быть изготовлен путем соединения сплетенных углеродных/пластиковых волокон со смоляной матрицей (например, матрицей, образованной из эпоксидной смолы, бисмалеимидной смолы или смолы на основе цианатных эфиров), при этом указанное соединение может быть образовано посредством вакуумного способа впрыска смоляной смеси типа литьевого прессования полимера (RTM).
Настоящее раскрытие изобретения также представляет усиливающий кромочный элемент лопатки газотурбинного двигателя, имеющий поверхность и, в частности, внутреннюю поверхность с шероховатостью, находящейся в диапазоне от 1 до 20 и предпочтительно в диапазоне от 3 до 10.
Таким образом, подобный усиливающий кромочный элемент имеет шероховатую поверхность, которая особенно пригодна для ее соединения с телом лопатки при сборке, как разъяснено выше.
В некоторых вариантах осуществления усиливающий кромочный элемент может иметь Y-образный профиль, подобный определенному выше. В определенных вариантах осуществления шероховатая поверхность может находиться с внутренней стороны усиливающего кромочного элемента, то есть шероховатая поверхность может соответствовать всей или части внутренней поверхности усиливающего кромочного элемента.
Настоящее раскрытие изобретения также относится к лопатке газотурбинного двигателя, включающей в себя усиливающий кромочный элемент, подобный описанному выше. Такая лопатка газотурбинного двигателя, в частности, обладает способностью выдерживать напряжения всех типов, в особенности механические напряжения. Она имеет увеличенную когезию между усиливающим кромочным элементом и телом лопатки, которые образуют ее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется описанием вариантов его осуществления, приведенных в качестве неограничивающих примеров со ссылками на сопровождающие чертежи, на которых:
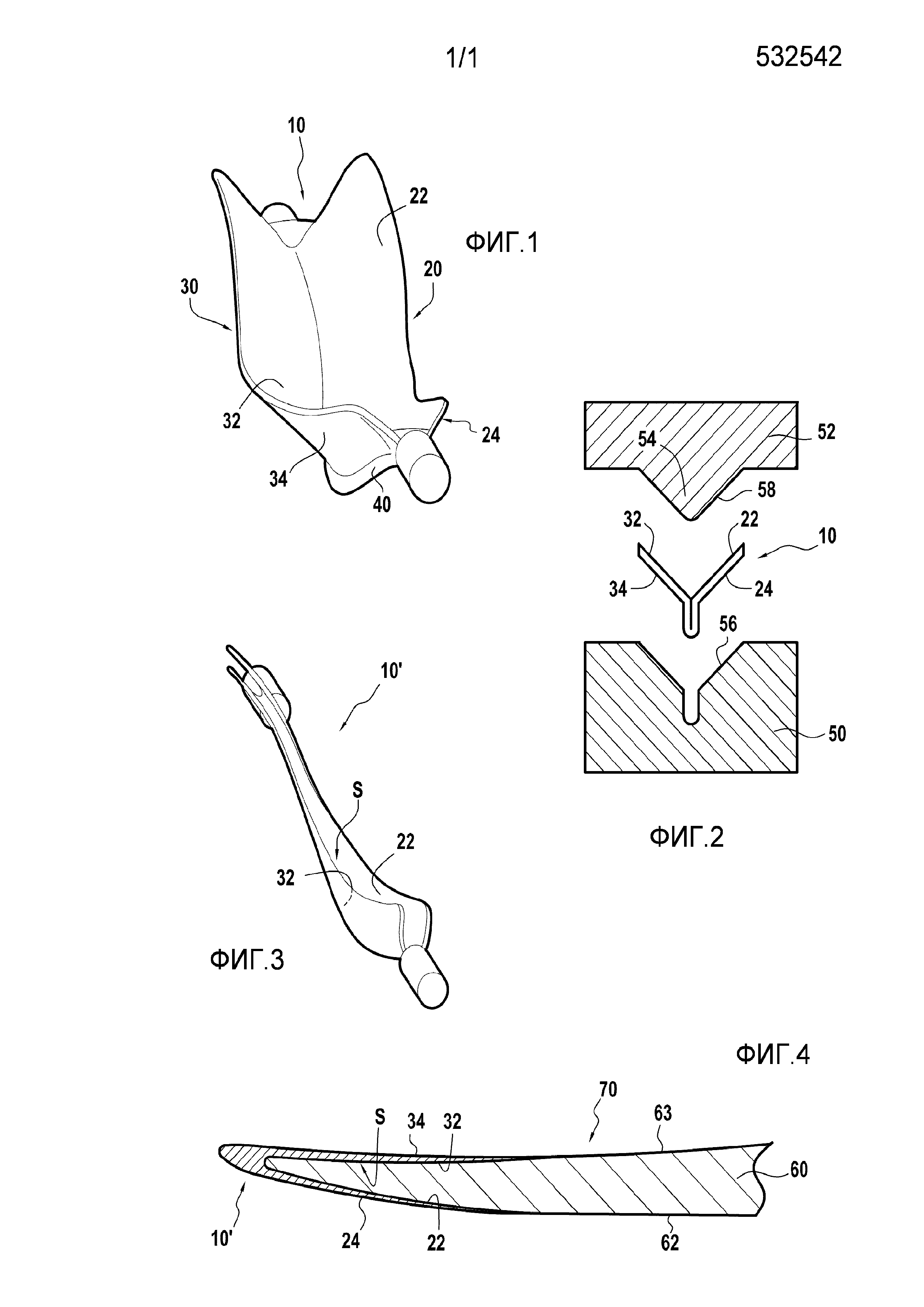
фиг.1 изображает вид в изометрии заготовки для усилителя передней кромки;
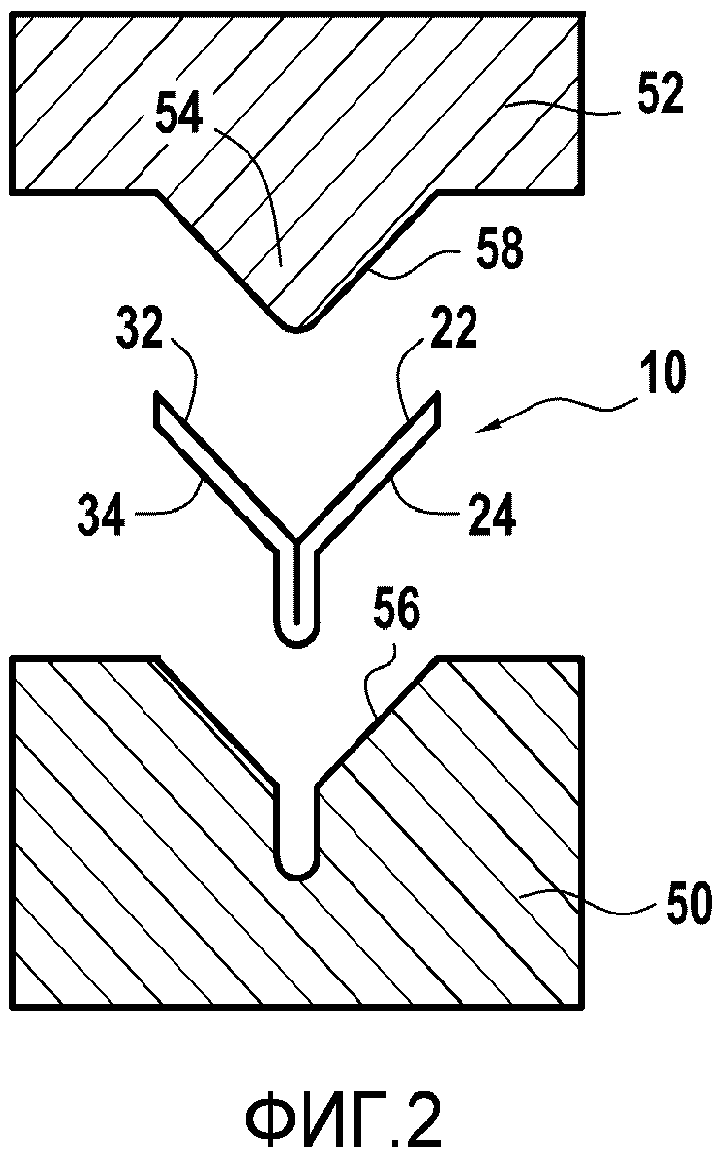
фиг.2 - схематическое изображение, показывающее этап образования зубчатого рельефа на заготовке перенесением рельефа давлением;
фиг.3 - вид в изометрии усиливающего кромочного элемента после деформирования; и
фиг.4 - местный разрез лопатки газотурбинного двигателя.
Фиг.1 представляет собой вид в изометрии примера заготовки 10, используемой для изготовления усиливающего кромочного элемента. В данном примере заготовка 10 является по существу Y-образной. В частности, она имеет центральную часть 40 значительной толщины и два сужающихся ответвления 20 и 30 меньшей толщины. Центральная часть 40 проходит в продольном направлении. Она может иметь один или более изгибов в данном продольном направлении. Правое ответвление 20 и левое ответвление 30 проходят от центральной части 40. Термины «левое» и «правое» используются только в связи с чертежами по соображениям ясности и ничего не говорят о направлении, в котором заготовка в итоге используется.
Каждое из правого ответвления 20 и левого ответвления 30 имеет соответствующую внутреннюю поверхность 22, 32 и соответствующую наружную поверхность 24, 34. Внутренние поверхности 22 и 32 обращены друг к другу; другими словами, между внутренними поверхностями 22 и 32 образуется выступающий угол, то есть угол, составляющий менее 180°.
Во время реализации способа изготовления усиливающего кромочного элемента шероховатую поверхность образуют на заготовке 10 перенесением рельефа давлением. Например, данное перенесение рельефа давлением может выполняться штамповкой. Подобный этап штамповки схематически показан на фиг.2. Заготовку 10 размещают между первой половиной 50 штампа и второй половиной 52 штампа. Первая половина 50 штампа имеет первую опорную поверхность 56 с формой, комплементарной по отношению к форме наружных поверхностей 24 и 34 и центральной части 40 заготовки. Вторая половина 52 штампа имеет пуансон 54, границы которого определяются второй опорной поверхностью 58 с формой, которая комплементарна по отношению к форме внутренних поверхностей 22 и 32. Таким образом, при перемещении половин 50 и 52 штампа по направлению друг к другу для поджима к заготовке 10 общая форма заготовки 10 не изменяется.
В данном варианте осуществления вторая опорная поверхность 58 штампа 54 имеет зубчатый рельеф, который является комплементарным по отношению к зубчатому рельефу, который желательно образовать на внутренней стороне заготовке перенесением рельефа давлением. Выражение «внутренняя сторона заготовки» используется для обозначения всех или части внутренних поверхностей 22 и 32. Например, зубчатый рельеф второй опорной поверхности 58 может представлять собой просто поверхность с выбранной шероховатостью. Кроме того, ясно, что в том случае, если желательно образовать зубчатый рельеф перенесением рельефа давлением на наружной стороне заготовки 10, например, на наружных поверхностях 24 и 34, то именно первая опорная поверхность 56, а не вторая опорная поверхность 58, должна иметь соответствующий зубчатый рельеф.
Этап штамповки заготовки 10 предпочтительно выполняют при нагреве, то есть во время штамповки заготовка 10 имеет температуру, которая является достаточно высокой для облегчения переноса отпечатка зубчатого рельефа. При применении титанового сплава температура, используемая для данного этапа, может составлять, например, приблизительно 600°С.
В качестве примера пуансон 54 может быть выполнен с возможностью съема, так что достаточно будет заменить пуансон на заданной половине штампа для изменения типа зубчатого рельефа или для изменения значения шероховатости, получаемой перенесением рельефа давлением.
Кроме того, поверхность пуансона 54 может быть подготовлена посредством фрезерования, в частности, с использованием шаровидной фрезы. При таких обстоятельствах регулирование шага при фрезеровании определяет заданную величину шероховатости. В конце этапа штамповки общая форма заготовки 10 остается неизмененной, но заготовка 10 будет иметь шероховатую поверхность S на всех ее внутренних поверхностях 22 и 32 или на части ее внутренних поверхностей 22 и 32. Шероховатая поверхность S, образованная перенесением рельефа давлением посредством второй опорной поверхности 58 пуансона 54, имеет заданную шероховатость.
После этого заготовка 10 может быть деформирована так, что она достигает конечной конфигурации усиливающего кромочного элемента 10’. Подобный усиливающий кромочный элемент 10’ показан на фиг.3. В частности, деформированные части заготовки включают в себя шероховатую поверхность S, которую «несут» внутренние поверхности 22 и 32. Методы деформирования, которые могут быть использованы, хорошо известны специалисту в данной области техники.
После деформирования внутренние поверхности 22 и 32 также могут оказаться перемещенными ближе друг к другу, чем в состоянии, в котором они были в исходной заготовке (ср. фиг.1). В примере по фиг.3 они являются почти параллельными. Пространство, ограниченное между внутренними поверхностями 22 и 32, является малым, что является причиной того, что подобную операцию деформирования иногда называют «закрыванием». Кроме того, усиливающий кромочный элемент 10’ является значительно более изогнутым и закрученным в продольном направлении, чем была заготовка 10.
Следует отметить, что было бы трудно выполнить вышеописанный этап штамповки на заготовке 10, имеющей конечную форму усиливающего кромочного элемента 10’, по меньшей мере, по следующим причинам: во-первых, даже если предположить, что вставка пуансона 54 во внутреннюю часть заготовки 10 была бы возможной, несмотря на то, что внутренняя часть заготовки является узкой, было бы необходимо выполнить пуансон 54, который является тонким и изогнутым и который было бы трудно создать. Во-вторых, поскольку сила, прикладываемая для штамповки, действует только посредством ее составляющей, которая является локально нормальной к поверхности заготовки 10, было бы необходимо осуществлять давление с силой, которая увеличивается при увеличивающемся «закрытии» профиля заготовки 10, то есть сила должна была бы быть большей, когда ответвления 20 и 30 находятся рядом друг с другом.
Изготовление лопатки газотурбинного двигателя может включать выполнение усиливающего кромочного элемента 10’, изготовленного посредством использования вышеописанного способа. Например, данный усиливающий кромочный элемент 10’ может представлять собой переднюю кромку. Как показано на фиг.4, которая представляет собой местный разрез лопатки 70 газотурбинного двигателя, усиливающий кромочный элемент впоследствии при сборке насаживают на тело 60 лопатки, которое выполнено с конфигурацией, обеспечивающей возможность его приема. Другими словами, наружная форма тела 60 лопатки может быть комплементарной по отношению к форме внутренних поверхностей 22 и 32 усиливающего кромочного элемента 10’, так что они идеально подгоняются друг к другу. Соединение происходит посредством шероховатой поверхности S, и, в частности, оно может быть обеспечено посредством адгезива.
Более точно, тело 60 лопатки имеет поверхность 62 стороны всасывания и поверхность 63 стороны нагнетания. Правая внутренняя поверхность 22 прикреплена адгезивом посредством ее шероховатой поверхности S к поверхности 62 стороны всасывания, в то время как левая внутренняя поверхность 32 прикреплена адгезивом посредством ее шероховатой поверхности S к поверхности 63 стороны нагнетания. Шероховатость шероховатой поверхности S обеспечивает хорошую когезию адгезива между усиливающим кромочным элементом 10’ и телом 60 лопатки.
Несмотря на то, что настоящее изобретение описано со ссылкой на определенные варианты осуществления, могут быть выполнены модификации данных вариантов осуществления без выхода за пределы общего объема изобретения, определяемого формулой изобретения. В частности, отдельные отличительные признаки различных вариантов осуществления, которые показаны и/или упомянуты, могут быть скомбинированы в дополнительных вариантах осуществления. Следовательно, описание и чертежи следует рассматривать в иллюстративном, а не в ограничительном смысле.
Способ и устройство контроля тяги турбореактивного двигателя
Способ и устройство измерения загрязняющих веществ, содержащихся в выхлопе двигателя
Способ и машиночитаемый носитель для мониторинга работы реверса тяги с гидравлическими приводами
Шестеренчатый насос и насосное устройство
Система питания воздухом под давлением, установленная в авиационном газотурбинном двигателе, содержащая средства герметизации
Турбомашина, содержащая средство для отсоединения вентилятора
Способ управления бистабильным вентилем выключения для авиационного двигателя
Устройство трансмиссии, содержащее трансмиссионный узел и систему распределения масла
Устройство для замены режущих пластинок
Способ аддитивного изготовления деталей плавлением или спеканием частиц порошка с помощью высокоэнергетического пучка с порошками, адаптированными к целевой паре процесс/материал

