Результат интеллектуальной деятельности: СБОРНЫЙ ПЛАСТИКОВЫЙ КОМПОНЕНТ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится в целом к области инжекционного формования и, в частности, предлагает новый и усовершенствованный интегрированный установочный штифт для изготовленного инжекционным формованием пластикового компонента, а также пластиковый компонент, содержащий такой установочный штифт, сборный пластиковый компонент, содержащий такой установочный штифт, и способ уменьшения утяжин в изготовленном инжекционным формованием пластиковом компоненте, содержащем установочный штифт.
УРОВЕНЬ ТЕХНИКИ
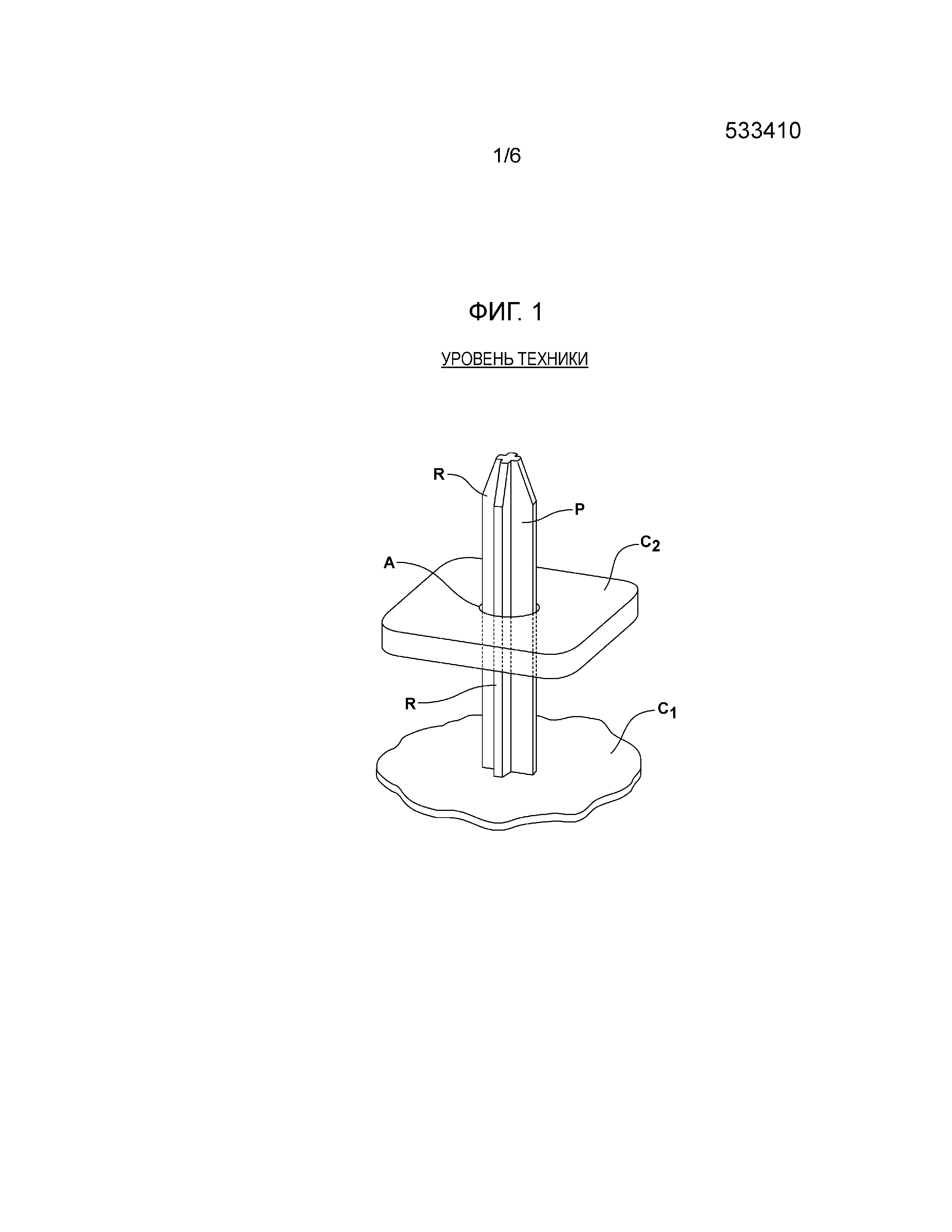
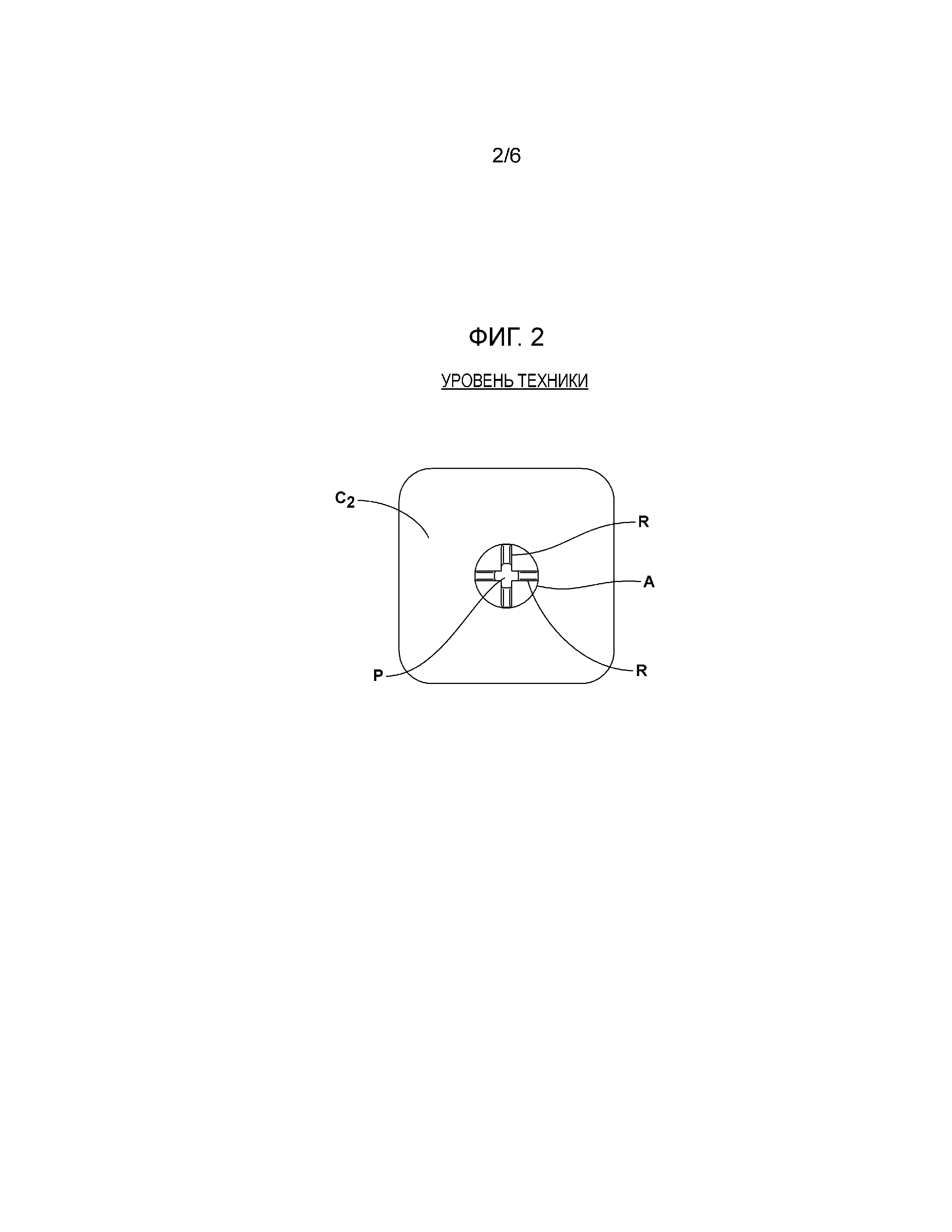
[0002] Установочный штифт представляет собой деталь, которая используется для установки двух компонентов по отношению друг к другу. Как проиллюстрировано на фиг.1 и 2, первый компонент C1 включает установочный штифт P, в то время как второй компонент C2 включает щель или отверстие A с малым зазором, которому соответствует установочный штифт, входящий в отверстие, когда два компонента соединяются друг с другом. Как проиллюстрировано на чертеже, установочный штифт P уровня техники включает два перпендикулярных ребра R, которые определяют поперечное сечение, имеющее форму креста.
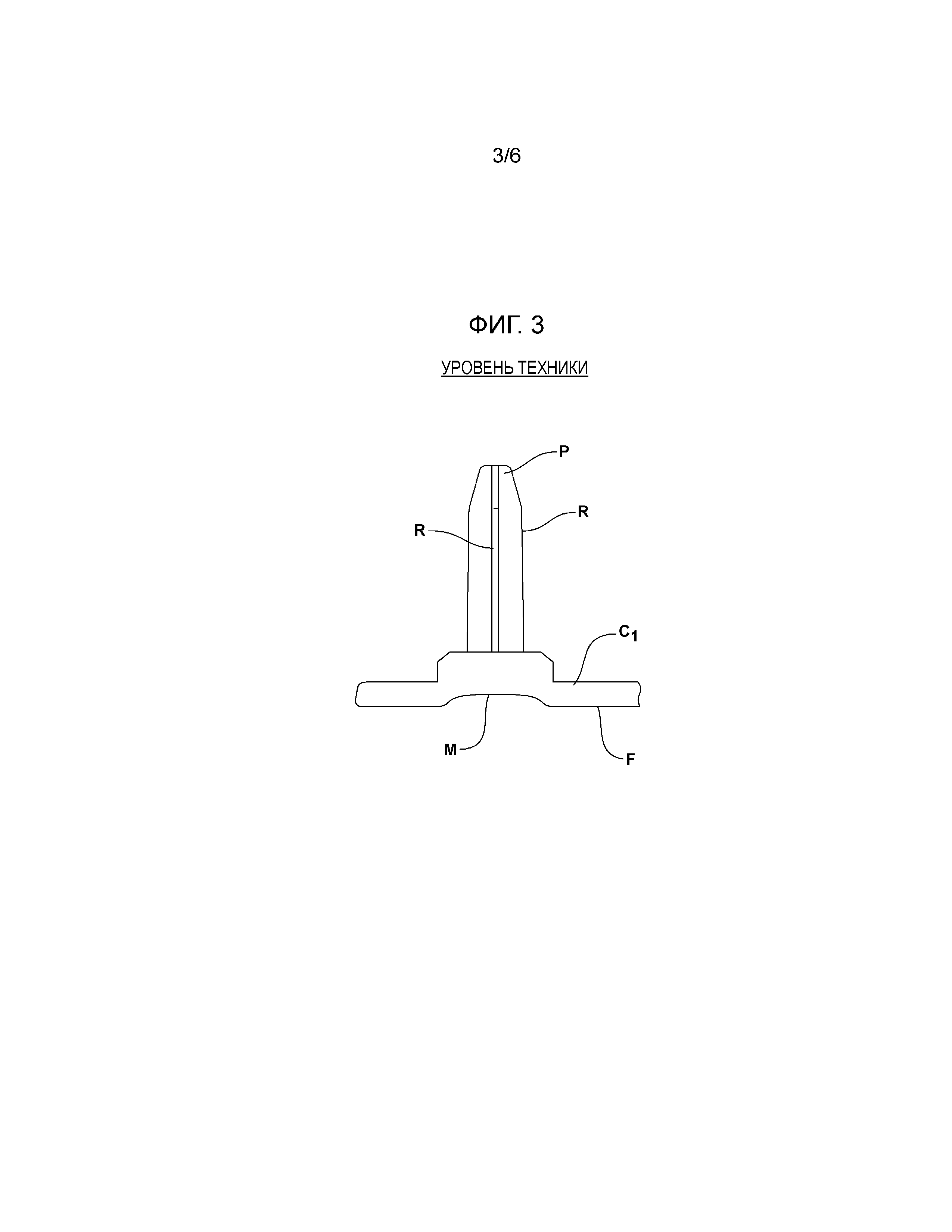
[0003] Одна проблема, связанная с использованием крестообразного установочного штифта P, который проиллюстрирован на фиг.1 и 2, заключается в том, что такой штифт образует утяжину M на противоположной стороне или поверхности (обозначенной буквой F) компонента C1. См. фиг.3, иллюстрирующий утяжину M. Следует понимать, что утяжина M включает заметное поверхностное углубление на гладкой поверхности F пластикового компонента C1. Это обусловлено локальным увеличением площади на пересечении установочного штифта P, что увеличивает внутреннюю массу в этой точке. Эта повышенная внутренняя масса удерживает тепло в течение процесса инжекционного формования, и данная зона или область сохраняется в пластическом состоянии, таким образом, что материал втекает внутрь и сжимается в процессе охлаждения.
[0004] В прошлом были предприняты разнообразные попытки в целях устранения или сокращения до минимума образования такой утяжины M. Например, гладкую поверхность A или поверхность F иногда подвергают текстурированию, чтобы замаскировать утяжину. Согласно другом подходу, пластиковая деталь утолщается в области вокруг установочного штифта P, таким образом, что толщина ребер R установочного штифта составляет значительно менее чем толщина пересекающейся части пластикового компонента C1.
[0005] Хотя в некоторых приложениях эти способы обеспечили успешную работу, в большинстве случаев они должны сочетаться, и в некоторых случаях такое сочетание оказывается недостаточным для эффективного устранения утяжины M. Кроме того, существуют также некоторые случаи, в которых оказывается непрактичной модификация текстуры поверхности A, или требуемое утолщение в области вокруг установочного штифта P является чрезмерно большим и может создавать другие проблемы. Таким образом, существует необходимость разработки установочного штифта новой конструкции structure и/или способа устранения или уменьшения утяжин в пластиковых компонентах, включающих установочный штифт.
[0006] Настоящий документ описывает новый и усовершенствованный установочный штифт, пластиковый компонент, включающий установочный штифт, сборный пластиковый компонент на основе нового и усовершенствованного установочного штифта, а также новый и успешный способ уменьшения утяжин в изготовленном инжекционным формованием пластиковом компоненте, включающем установочный штифт.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] В соответствии с целями и преимуществами, которые описаны в настоящем документе, предлагается сборный пластиковый компонент, содержащий первую пластиковую заготовку, установленную во второй пластиковой заготовке, при этом первая пластиковая заготовка выполнена в виде установочного штифта, имеющего основное ребро, первое вспомогательное ребро, пересекающее указанное основное ребро на первом участке пересечения, и второе вспомогательное ребро, пересекающее указанное основное ребро на втором участке пересечения, причем указанный первый участок пересечения смещен относительно указанного второго участка пересечения, а вторая пластиковая заготовка выполнена с четырехсторонним проходным отверстием для указанного установочного штифта.
[0008] В одном из вариантов предложен сборный пластиковый компонент, в котором указанное основное ребро включает в себя первую поверхность и вторую поверхность.
[0009] В одном из вариантов предложен сборный пластиковый компонент, в котором указанное первое вспомогательное ребро пересекает указанную первую поверхность, а указанное второе вспомогательное ребро пересекает указанную вторую поверхность.
[0010] В одном из вариантов предложен сборный пластиковый компонент, в котором указанное первое вспомогательное ребро продолжается от указанного основного ребра в первом направлении, а указанное второе вспомогательное ребро продолжается от указанного основного ребра во втором направлении.
[0011] В одном из вариантов предложен сборный пластиковый компонент, в котором указанное первое направление является противоположным указанному второму направлению.
[0012] В одном из вариантов предложен сборный пластиковый компонент, в котором указанная первая поверхность является противоположной указанной второй поверхности.
[0013] В одном из вариантов предложен сборный пластиковый компонент, в котором указанное основное ребро имеет продольную ось A, причем указанный первый участок пересечения продолжается вдоль указанной продольной оси A на длину L1, указанный второй участок пересечения продолжается вдоль указанной продольной оси A на длину L2, и указанный первый участок пересечения разнесен от указанного второго участка пересечения вдоль указанной продольной оси A на расстояние L3, причем L3 > L1 + L2.
[0014] В следующем описании представлены и проиллюстрированы несколько предпочтительных вариантов осуществления, предлагающие установочный штифт для пластикового компонента, пластиковый компонент, сборный пластиковый компонент, включающий пластиковый компонент, и способ уменьшения утяжин в изготовленном инжекционным формованием пластиковом компоненте, включающем установочный штифт. Как следует понимать, установочный штифт, пластиковый компонент, сборный пластиковый компонент и способ могут существовать в других различных вариантах осуществления, и некоторые их детали могут подвергаться модификации в разнообразных очевидных аспектах, всем из которых соответствуют установочный штифт, пластиковый компонент, сборный пластиковый компонент и способ, которые представлены и описаны в следующей формуле изобретения. Соответственно, данные чертежи и описание следует рассматривать как имеющие иллюстративную природу и неограничительные.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Сопровождающие чертежи, которые включаются в настоящий документ и составляют часть технического описания, иллюстрируют несколько аспектов, включающих установочный штифт, пластиковый компонент и сборный пластиковый компонент, и вместе с данным описанием служат для разъяснения определенных принципов. На чертежах:
[0016] Фиг.1 представляет на изображении общего вида сборный пластиковый компонент уровня техники, включающий первый пластиковый компонент, имеющий интегрированный установочный штифт, имеющий крестообразное поперечное сечение, и второй пластиковый компонент, имеющий соответствующее проходное отверстие, в которое входит установочный штифт.
[0017] Фиг.2 представляет вид сверху соединенных компонентов, проиллюстрированных на фиг.1, показывая установочный штифт, вставленный в проходное отверстие.
[0018] Фиг.3 представляет подробное изображение поперечного сечения первого компонента уровня техники, проиллюстрированного на фиг.1 и 2, показывая присутствие утяжины на поверхности A первого компонента, противоположной установочному штифту, который имеется на поверхности B компонента.
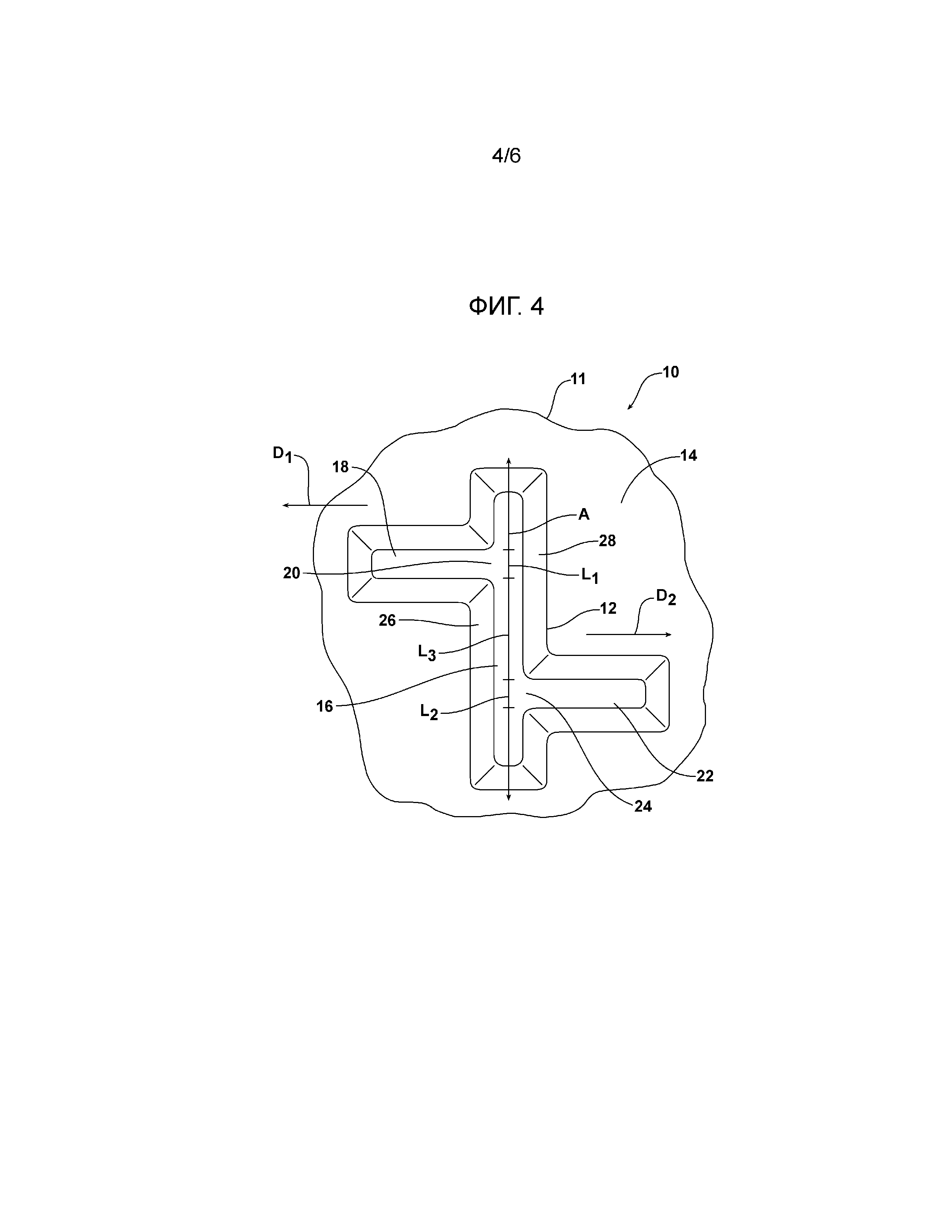
[0019] Фиг.4 представляет вид сверху пластикового компонента, включающего новый и усовершенствованный установочный штифт, который составляет предмет настоящего изобретения.
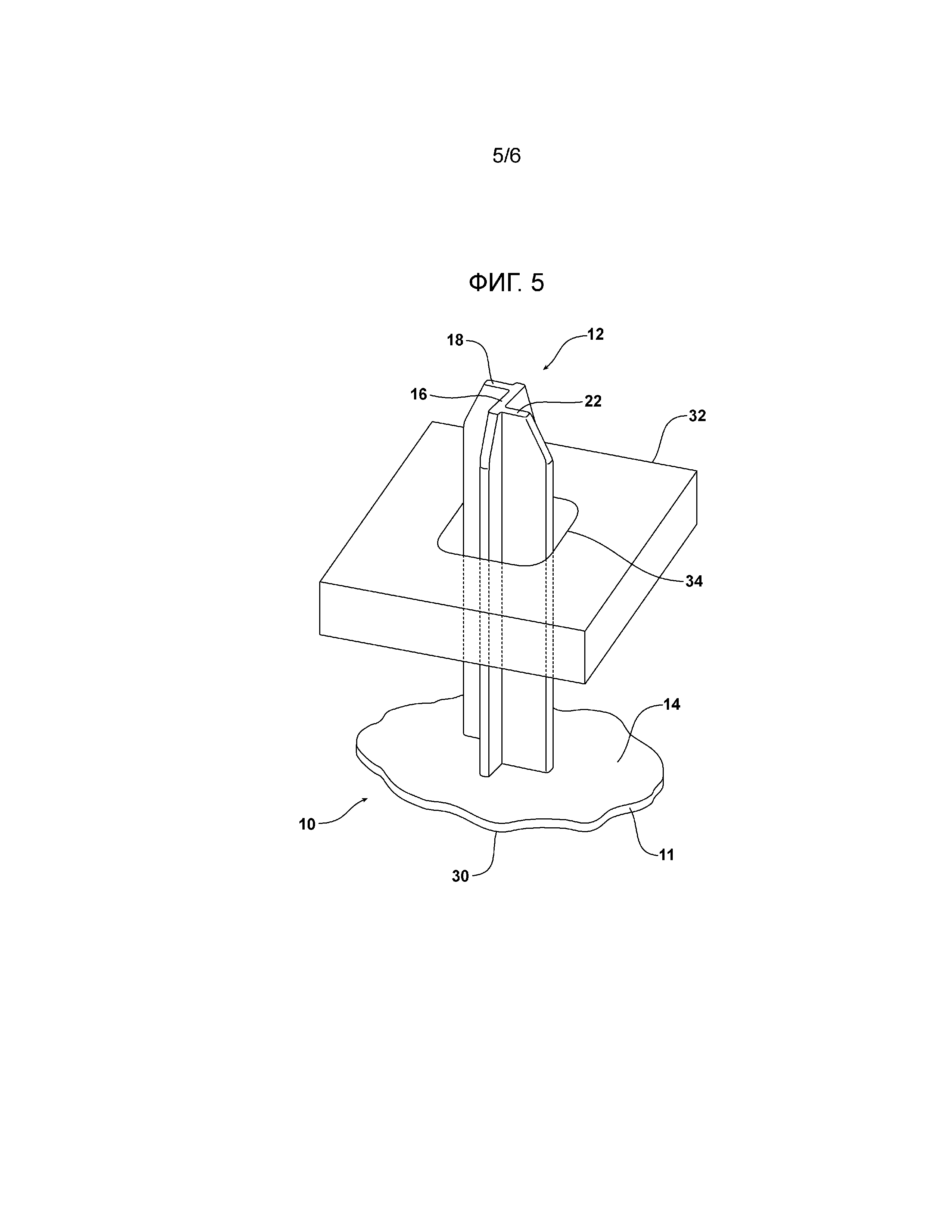
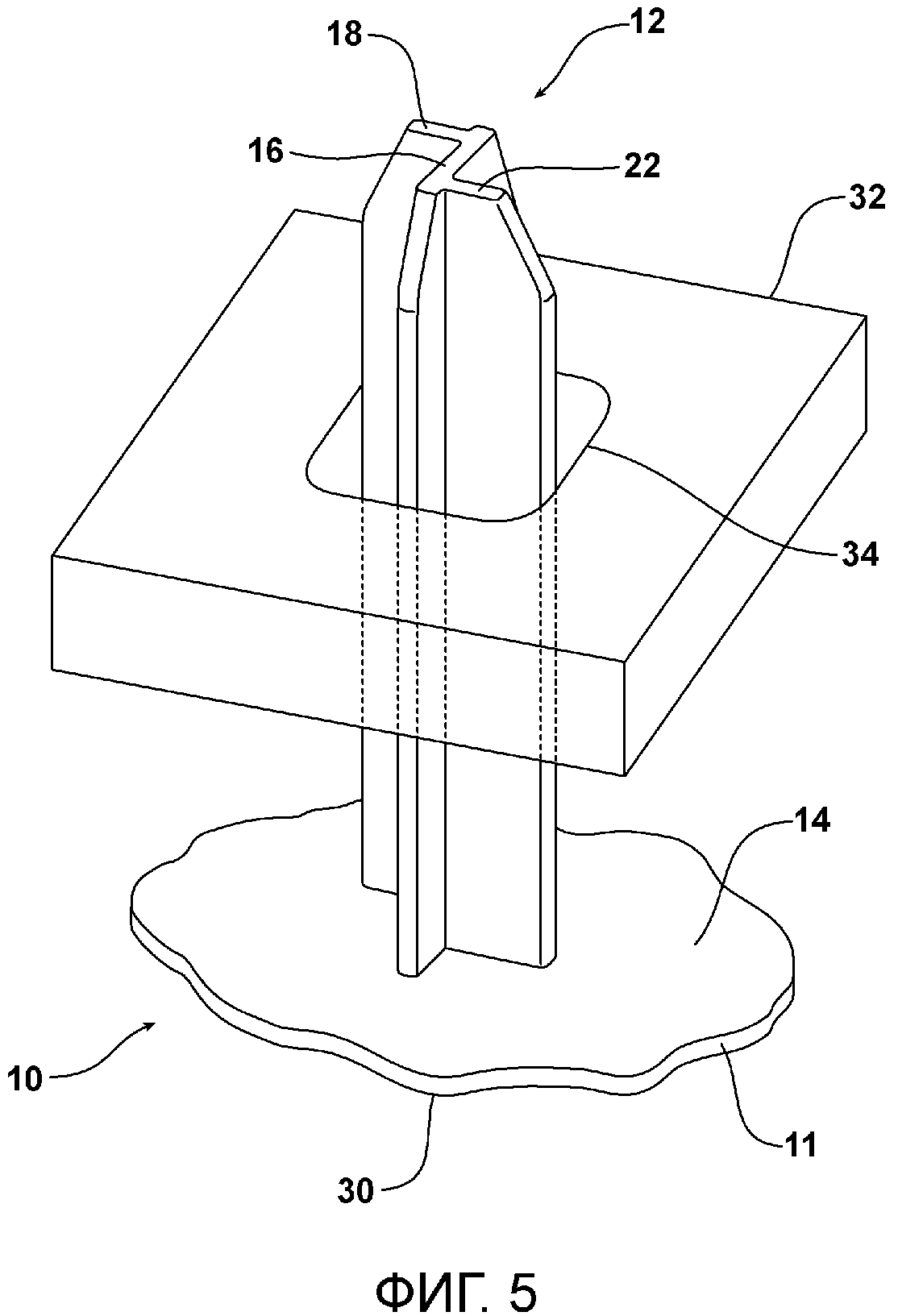
[0020] Фиг.5 представляет изображение общего вида, иллюстрирующее сборный пластиковый компонент, включающий первый компонент, включающий интегрированный установочный штифт согласно настоящему изобретению, и второй компонент, включающий четырехстороннее проходное отверстие, в которое входит данный установочный штифт.
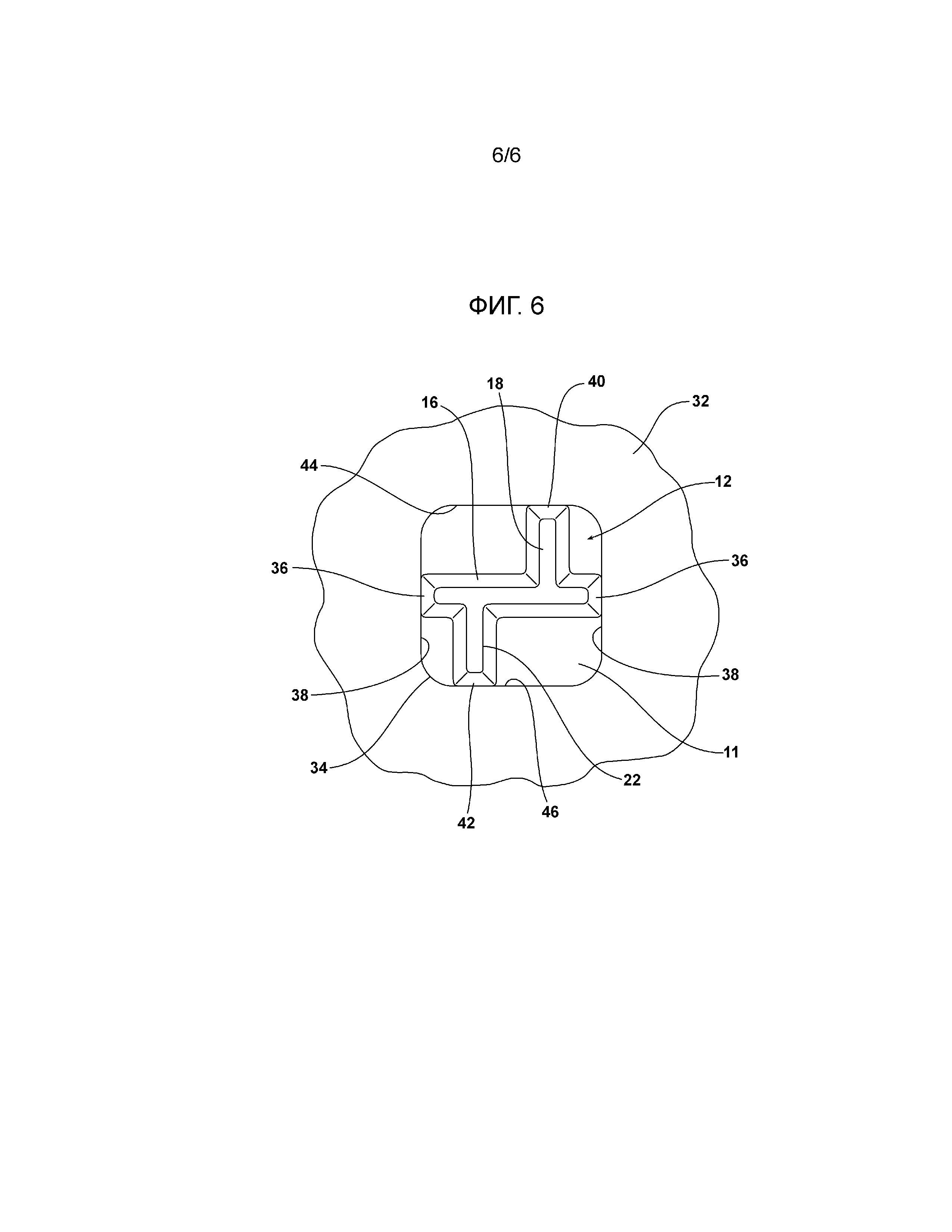
[0021] Фиг.6 представляет вид сверху, иллюстрирующий, как новый установочный штифт располагается в данном проходном отверстии.
[0022] Далее будут подробно представлены предпочтительные варианты осуществления, включающие установочный штифт, пластиковый компонент и сборный пластиковый компонент, примеры которых проиллюстрированы на сопровождающих чертежах.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0023] Далее рассмотрим фиг.4,иллюстрирующий новый и усовершенствованный пластиковый компонент 10, включающий новый и усовершенствованный установочный штифт 12. Как проиллюстрировано на фиг.4 и 5, интегрированный установочный штифт 12 образуется на задней поверхности B 14 основного блока 11 пластикового компонента 10 посредством инжекционного формования или другими способами. Установочный штифт 12 включает основное ребро 16, первое вспомогательное ребро 18, пересекающее основное ребро в первом участке 20 пересечения, и второе вспомогательное ребро 22, пересекающее основное ребро во втором участке 24 пересечения.
[0024] В частности, основное ребро 16 включает первую поверхность 26 и вторую поверхность 28. Согласно проиллюстрированному варианту осуществления, первая поверхность 26 и вторая поверхность 28 являются противоположными по отношению друг к другу. Первое вспомогательное ребро 18 пересекает первую поверхность 26, в то время как второе вспомогательное ребро 22 пересекает вторую поверхность 28. Как проиллюстрировано на чертеже, первое вспомогательное ребро 18 продолжается от основного ребра 16 в первом направлении, в то время как второе вспомогательное ребро 22 продолжается от основного ребра во втором направлении. Согласно проиллюстрированному варианту осуществления, первое направление D1 является противоположным второму направлению D2.
[0025] В частности, как наилучшим образом проиллюстрировано на фиг.4, основное ребро 16 имеет продольную ось A. Первый участок 20 пересечения продолжается вдоль оси A на длину L1. Второй участок 24 пересечения продолжается вдоль оси A на длину L2. Кроме того, первый участок 20 пересечения разнесен или смещен относительно второго участка 24 пересечения в направлении продольной оси A на расстояние L3, где L3 > L1 + L2.
[0026] Следует понимать, что новый установочный штифт 12 является несимметричным и включает только одно ребро 18, 22 на каждом участке 20, 24 пересечения. Такая конфигурация эффективно уменьшает скопление материала на границе раздела установочного штифта 12 и поверхности B 14 на 15%, уменьшая на такую же процентную величину потенциал для образования утяжины на поверхности A 30, противоположной установочному штифту.
[0027] Далее рассмотрим фиг.5 и 6, иллюстрирующие сборный пластиковый компонент, включающий первую пластиковую заготовку или компонент 10, включающий установочный штифт 12, как наилучшим образом проиллюстрировано на фиг.4 и описано выше, и вторую пластиковую заготовку 32, включающую четырехстороннее проходное отверстие 34, в котором находится и удерживается установочный штифт 12, когда первая и вторая заготовки 10, 32 соединяются друг с другом. Как наилучшим образом проиллюстрировано на фиг.6, два противоположных края 36 основного ребра 16 упираются в противоположные стенки 38 проходного отверстия 34, в то время как два смещенных противоположных края 40, 42 вспомогательных ребер 18, 22 упираются в соответствующие противоположные стенки 44, 46 проходного отверстия 34. Более конкретно, край 40 первого вспомогательного ребра 18 упирается в стенку 44, в то время как край 42 второго вспомогательного ребра 22 упирается в стенку 46. Как проиллюстрировано, ребра 16, 18, 22 сужаются на дальнем конце штифта 12, что обеспечивает свободное введение установочного штифта в отверстие 34. Однако существует минимальный зазор между краями 36, 40, 42 установочного штифта 12 и стенками 38, 44, 46 проходного отверстия 34, и, таким образом, ограничиваются скольжение, шум и вибрация в направлениях X и Y.
[0028] Кроме того, описывается способ уменьшения утяжин в изготовленном инжекционным формованием пластиковом компоненте 10, включающем установочный штифт 12. Данный способ включает этап формования установочного штифта 12, имеющего основное ребро 16, первое вспомогательное ребро 18 и второе вспомогательное ребро 22. Первое вспомогательное ребро 18 пересекает основное ребро 16 на первом участке 20 пересечения, и второе вспомогательное ребро 22 пересекает основное ребро на втором участке 24 пересечения. Первый участок 20 пересечения смещен относительно второго участка 24 пересечения вдоль оси A основного ребра 16. Способ может также включать этапы, на которых осуществляется формования первого участка 20 пересечения, которое продолжается вдоль оси A на длину L1, формование второго участка 24 пересечения, которое продолжается вдоль оси A на длину L2, и формование двух участков пересечения таким образом, что они смещены по отношению друг к другу вдоль оси A на расстояние L3, где L3 > L1 + L2.
[0029] Приведенный выше текст представлен в иллюстративных и описательных целях. Он не предназначается в качестве исчерпывающего или ограничивающего варианты осуществления точной описанной формой. В свете представленного выше описания возможны очевидные модификации и видоизменения. Например, хотя проиллюстрированный вариант осуществления включает расстояние сдвига L3, которое превышает сумму длины L1 первого участка пересечения и длины L2 второго участка пересечения вдоль оси A основного ребра 16, расстояние L3 может составлять более чем L1 и более чем L2, но не более чем суммарная длина L1 и L2. Кроме того, хотя сборный пластиковый компонент включает новый установочный штифт 12 в целях устранения утяжины на поверхности A 30, следует понимать, что данный установочный штифт не обязательно должен использоваться индивидуально. Установочный штифт 12 может использоваться в сочетании с другими средствами уменьшения утяжин, включая придание текстуры поверхности A 30 или утолщение пластмассы в той области, где установочный штифт пересекает основной блок 11 данного компонента.
[0030] Все такие модификации и видоизменения соответствуют объему прилагаемой формулы изобретения при истолковании в соответствии с объемом охраны, в пределах которого они являются справедливо, законно и обоснованно правомерными.
Приборная панель транспортного средства (варианты)
Способ управления двигателем моторного транспортного средства
Система вывода из работы клапанов двигателя и способы для системы вывода из работы клапанов двигателя
Способы для двигателя и система двигателя
Способы и системы для оценки потока pcv (принудительной вентиляции картера) датчиком кислорода на впуске
Способ для улучшения продувки с помощью разделенного выпуска
Способ для двигателя
Шатун с покрытием, узел двигателя и способ нанесения покрытия на шатун
Способ и система для управления преждевременным воспламенением
Способ управления впрыском топлива

