Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО ЭЛЕМЕНТА ДЛЯ ШТЕКЕРНОГО СОЕДИНИТЕЛЯ
Вид РИД
Изобретение
Изобретение исходит из способа изготовления контактного элемента для штекерного соединителя согласно родовому понятию независимого пункта 1 формулы изобретения.
Подобные контактные элементы применяются, в частности, в тяжелых штекерных соединителях. Контактные элементы изготавливаются из сплошного материала и потому подходят для передачи высоких токов. Тяжелый штекерный соединитель показан, например, в WO 2016/000691 A1.
DE 10 2014 104 406 A1 показывает контактный элемент, который изготовлен из сплошного материала посредством способа обточки.
В качестве производственных машин используются так называемые многопозиционные автоматы с круглым делительным столом, которые описаны, например, в WO 99/43464 A2. Подобные производственные машины имеют несколько рабочих станций, которые последовательно проходятся деталью, соответственно, заготовкой.
Недостатком при этом является то, что подобные способы изготовления сложны и трудоемки, и вследствие этого контактные элементы не могут изготавливаться экономичным образом.
Задача изобретения заключается в создании экономичного способа изготовления для контактных элементов из сплошного материала.
Задача решается с помощью способа согласно независимому пункту 1 формулы изобретения.
Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы изобретения.
Соответствующий изобретению способ подходит для изготовления контактного элемента при помощи производственной машины, которая имеет, по меньшей мере, 24 рабочих станции. Контактный элемент изготавливается при этом из заготовки, которая за один производственный цикл проходит, по меньшей мере, 8 рабочих станции на производственной машине. На этих, по меньшей мере, 8 рабочих станциях выполняются на заготовке следующие шаги изготовления, которые дают в сумме готовый контактный элемент:
- загрузка заготовки в производственную машину,
- создание области штыря или области гнезда для электрического контактирования с другим, противоположным контактным элементом,
- создание области фиксации для фиксации контактного элемента в изолирующем теле,
- создание области обжима для электрического подключения проводника к контактному элементу, соответственно, доработка области обжима, когда на заготовке уже произошли предварительные обработки на другой машине,
- выгрузка готового контактного элемента из производственной машины.
На производственной машине одновременно выполняются три производственных цикла. Это означает, что на производственной машине параллельно в каждом случае три заготовки могут обрабатываться в контактный элемент. Для изготовления одного контактного элемента требуется в каждом случае одна треть рабочих станций.
Заготовка имеет по существу цилиндрическую основную форму. Также возможны заготовки с каплеобразным поперечным сечением. Предпочтительно, говоря о заготовке, речь идет о полуфабрикате. Заготовка перед загрузкой в производственную машину уже прошла шаг обработки. Предпочтительно уже внешний диаметр области подключения контактного элемента был обточен, соответственно, предварительно обработан. Предварительный шаг обработки должен выполняться не на производственной машине для контактного элемента, то есть не на многопозиционном станке с круглым делительным столом. Вследствие этого имеющиеся рабочие станции могут равномерно распределяться для параллельного изготовления трех контактных элементов.
Далее описывается, как заготовка на 8 рабочих станциях изготавливается в первом производственном цикле. Заготовка технологически разделяется на область вставки и область подключения. В области вставки выполняется на контактном элементе контактный штырь или соответствующее гнездо. В области подключения выполняется обжимной контакт. Между контактным штырем или гнездом изготавливаются средства фиксации, при помощи которых контактный элемент может фиксироваться в изолирующем теле штекерного соединителя. На соответствующих рабочих станциях могут параллельно выполняться до 3 рабочих шагов. Три возможных рабочих шага выполняются тремя инструментами: верхним инструментом O, нижним инструментом U и расположенным сбоку инструментом S.
На первой рабочей станции I параллельно выполняются следующие рабочие шаги:
a) Заготовка вводится в производственную машину. Для этого используются пневматические загрузочные механизмы. Заготовка захватывается, соответственно, улавливается соответствующим захватным инструментом, помещается в зажимную цангу, и
b) заготовка зажимается в зажимной цанге.
На второй рабочей станции II параллельно выполняются следующие рабочие шаги:
a) Заготовка обтачивается в области вставки. При этом речь идет о режущем стружку процессе, при котором снимается материал. Во время процесса обточки диаметр в области вставки уменьшается до предпочтительно 2,53 мм.
b) На параллельном рабочем шаге происходит центрирование заготовки на нижней стороне.
На третьей рабочей станции III параллельно выполняются следующие рабочие шаги:
a) Заготовка в области вставки обтачивается дополнительно, вследствие чего происходит дальнейшее уменьшение диаметра до двух различных размеров диаметра, предпочтительно 1,585 мм и 2,45 мм, в каждом случае с +0,1 мм допуска.
b) Параллельно этому в области подключения заготовки выполняется осевое сверление. Это первоначальное отверстие представляет собой в дальнейшем отверстие контактного элемента для обжимного контакта.
На четвертой рабочей станции IV параллельно выполняются следующие рабочие шаги:
a) Заготовка в области вставки обтачивается дополнительно, вследствие чего достигается единообразное уменьшение диаметра до предпочтительно 1,585 мм. У заготовки одновременно на пограничном участке между областью вставки и областью подключения снимается фаска под предпочтительно 45°.
b) Параллельно этому в области подключения заготовки выполняется осевое сверление. Глубина и/или диаметр уже имеющегося отверстия расширяется или увеличивается.
На пятой рабочей станции V параллельно выполняются следующие рабочие шаги:
a) Заготовка обтачивается в области подключения ниже снабженного фаской пограничного участка, вследствие чего диаметр уменьшается здесь до предпочтительно 1,8 мм.
b) Параллельно этому в области подключения заготовки выполняется осевое сверление. Глубина и/или диаметр уже имеющегося отверстия расширяется, соответственно, увеличивается.
На шестой рабочей станции VI параллельно выполняются следующие рабочие шаги:
a) На этой позиции, соответственно, этим инструментом шаг обработки не выполняется.
b) Осевое отверстие заготовки развертывается инструментом для развертывания. Вследствие этого создается однородное отверстие, которое представляет собой отверстие обжима контактного элемента.
c) В области подключения заготовки выполняется радиальное сверление. Возникшее вследствие этого отверстие служит в качестве вентиляционного отверстия для области обжима контактного элемента.
На седьмой рабочей станции VII параллельно выполняются следующие рабочие шаги:
a) Удаленный от области подключения конец области вставки конически формуется. Этот рабочий шаг выполняется путем режущего снятия материала. Вследствие этого создается так называемое контактное острие контактного элемента. Кроме того, выполняется контроль упора, соответственно, контроль длины. Этот рабочий шаг обозначается в среде специалистов также как "срез верхушки".
На восьмой рабочей станции VIII параллельно выполняются следующие рабочие шаги:
a) Находящаяся вокруг заготовки зажимная цанга открывается, и заготовка выгружается.
b) Заготовка, соответственно, готовый контактный элемент поднимается и выводится из производственной машины.
Предпочтительно на второй рабочей станции I` параллельно выполняются такие же рабочие шаги, как и на первой рабочей станции.
В наиболее предпочтительном варианте осуществления изобретения на третьей рабочей станции I`` выполняются те же рабочие шаги, причем лишь рабочие шаги в каждом случае нижнего инструмента рабочей станции смещены, начиная с третьей рабочей станции. В частности это означает:
На первой рабочей станции I`` параллельно выполняются следующие рабочие шаги:
a) Заготовка вводится в производственную машину. Для этого используются пневматические загрузочные механизмы. Заготовка захватывается соответствующим захватным инструментом, помещается в зажимную цангу, и
b) заготовка зажимается в зажимной цанге.
На второй рабочей станции II`` параллельно выполняются следующие рабочие шаги:
a) Заготовка обтачивается в области вставки. При этом речь идет о режущем стружку процессе, при котором снимается материал. Во время процесса обточки диаметр в области вставки уменьшается до предпочтительно 2,53 мм.
b) На параллельном рабочем шаге происходит центрирование заготовки.
На третьей рабочей станции III`` параллельно выполняются следующие рабочие шаги:
a) Заготовка в области вставки обтачивается дополнительно, вследствие чего происходит дальнейшее уменьшение диаметра до двух различных размеров диаметра, предпочтительно 1,585 мм и 2,45 мм, в каждом случае с +0,1 мм допуска.
На третьей рабочей станции III`` параллельно выполняются следующие рабочие шаги:
a) Заготовка в области вставки обтачивается дополнительно, вследствие чего происходит дальнейшее уменьшение диаметра до двух различных размеров диаметра, предпочтительно 1,585 мм и 2,45 мм.
На четвертой рабочей станции IV`` параллельно выполняются следующие рабочие шаги:
a) Заготовка в области вставки обтачивается дополнительно, вследствие чего достигается единообразное уменьшение диаметра до предпочтительно 1,585 мм. У заготовки на пограничном участке между областью вставки и областью подключения снимается фаска под предпочтительно 45°.
b) Параллельно этому в области подключения заготовки выполняется осевое сверление. Это первоначальное отверстие представляет собой в дальнейшем отверстие контактного элемента для обжимного контакта.
На пятой рабочей станции V`` параллельно выполняются следующие рабочие шаги:
a) Заготовка обтачивается в области подключения ниже снабженного фаской пограничного участка, вследствие чего диаметр уменьшается здесь до предпочтительно 1,8 мм.
b) Параллельно этому в области подключения заготовки выполняется осевое сверление.
На шестой рабочей станции VI`` параллельно выполняются следующие рабочие шаги:
a) Осуществляется коническое формообразование удаленного от области подключения конца области вставки, и выполняется контроль упора, соответственно, контроль длины.
b) Параллельно этому в области подключения заготовки выполняется осевое сверление.
На седьмой рабочей станции VII` параллельно выполняются следующие рабочие шаги:
a) На этом инструменте шаг обработки не происходит.
b) Осевое отверстие заготовки развертывается инструментом для развертывания. Вследствие этого создается однородное отверстие, которое представляет собой отверстие обжима контактного элемента.
c) В области подключения заготовки выполняется радиальное сверление. Возникшее вследствие этого отверстие служит в качестве вентиляционного отверстия для области обжима контактного элемента.
На восьмой рабочей станции VIII` параллельно выполняются следующие рабочие шаги:
a) Находящаяся вокруг заготовки зажимная цанга открывается, и заготовка выгружается.
b) Заготовка, соответственно, готовый контактный элемент поднимается и выводится из производственной машины.
Пример осуществления изобретения изображен на чертеже и разъясняется в дальнейшем более подробно. На чертеже показано:
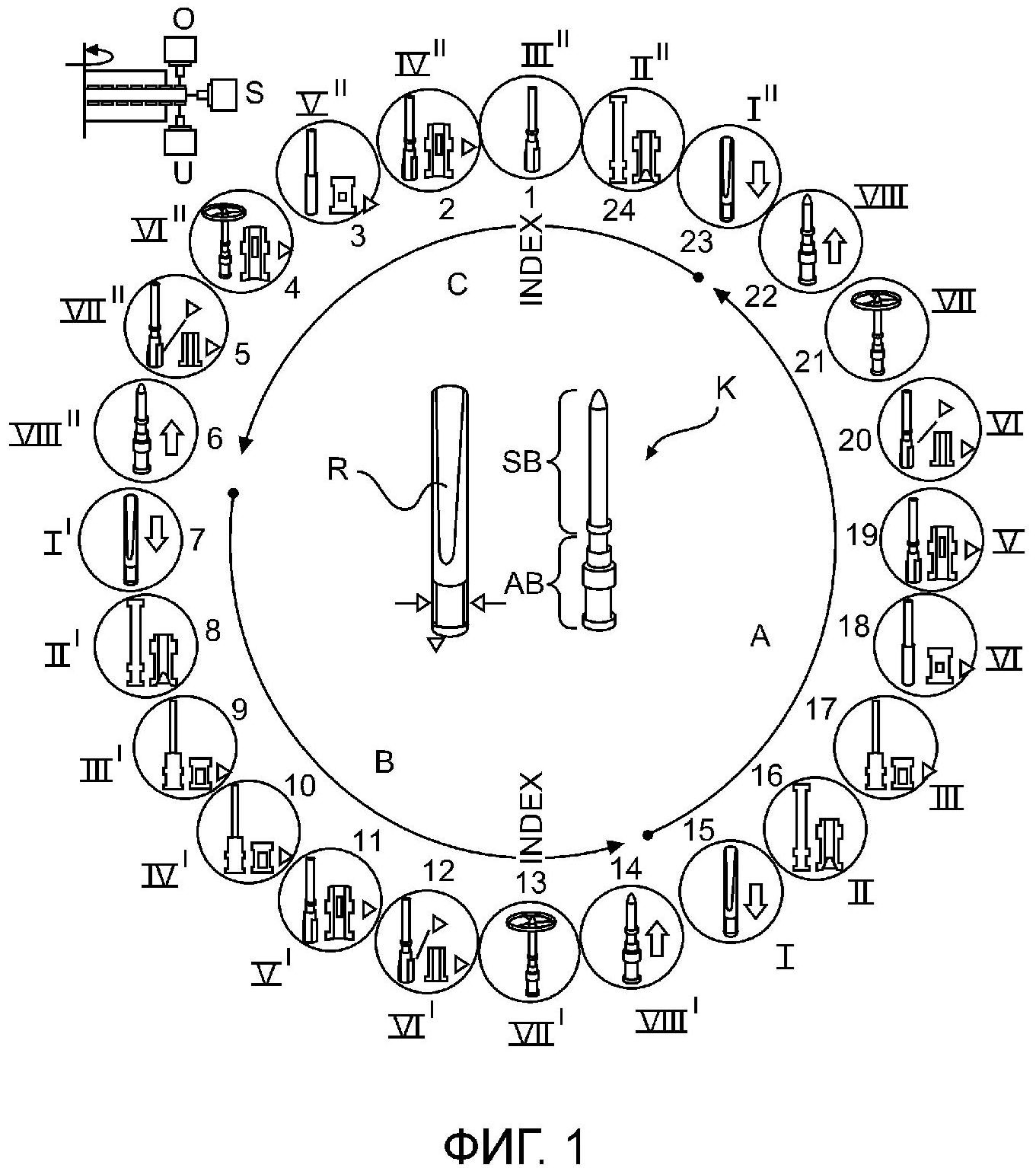
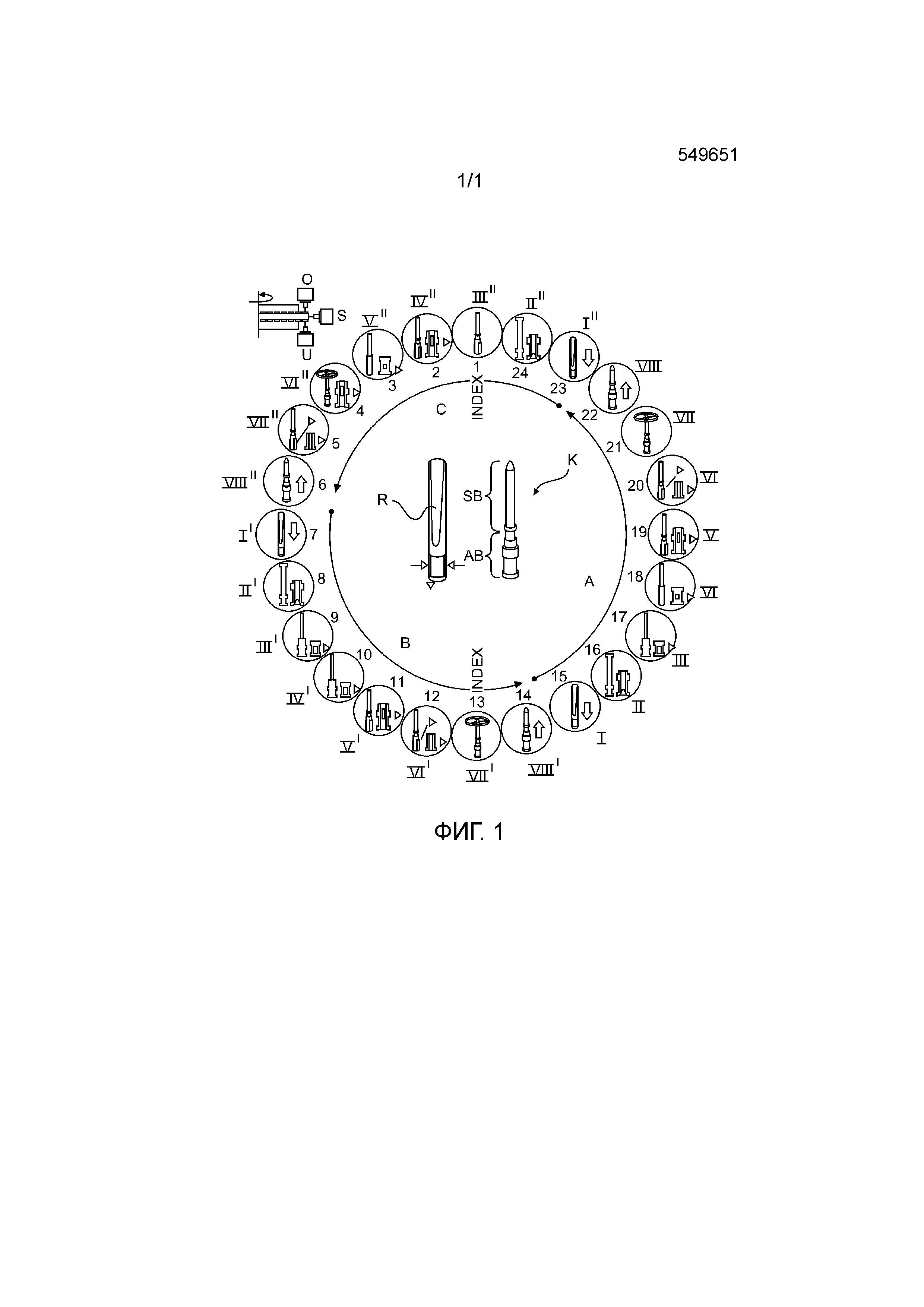
фиг.1 - схематичный производственный план производственной машины с 24 рабочими станциями.
Фигура включает в себя частично упрощенное, схематичное изображение. Частично для одинаковых, но при определенных условиях не идентичных элементов используются идентичные ссылочные позиции. Различные виды одинаковых элементов могут быть масштабированы по-разному.
Фиг.1 показывает схематичный производственный план производственной машины с 24 рабочими станциями. Отдельные рабочие станции снабжены ссылочными позициями 1-24. Производственная машина отрабатывает параллельно три производственных цикла A, B и C. Для того чтобы показать, что 8 рабочих станций в каждом случаен образуют один производственный цикл, в каждом случае 8 рабочих станций в дополнение к арабским цифрам снабжаются римскими цифрами.
Производственный цикл A выполняется при помощи рабочих станций 15-22. Каждая рабочая станция имеет три инструмента и потому может параллельно выполнять до 3 рабочих шагов. Имеется верхний инструмент O, нижний инструмент U и боковой инструмент S. Верхний инструмент выполняет обозначенные литерами a) шаги обработки, нижний инструмент выполняет обозначенные литерами b) шаги обработки, и боковой инструмент выполняет обозначенные литерами c) шаги обработки.
На первой рабочей станции I
a) заготовка R вводится в производственную машину, захватывается соответствующим захватным инструментом, помещается в зажимную цангу и
b) зажимается в зажимной цанге.
Говоря о заготовке R, речь идет здесь о так называемом полуфабрикате. Заготовка состоит по существу из цилиндрического тела определенной длины. В нижней области радиус заготовки уже был уменьшен. Эта область представляет собой в дальнейшем обжимной контакт для готового контактного элемента K. Заготовка технологически разделяется на область SB вставки и область AB подключения. Во время всего описания способа в каждом случае дополнительно обработанная заготовка всегда обозначается как заготовка. Само собой разумеется, заготовка на каждой рабочей станции изменяет свой внешний вид, соответственно, свою форму.
На второй рабочей станции II
a) заготовка R обтачивается в области вставки, предпочтительно до диаметра в 2,53 мм, и
b) осуществляется центрирование заготовки.
Диаметр заготовки R уменьшается постепенно, для того чтобы в конечном счете достигать окончательно необходимого диаметра.
На третьей рабочей станции III
a) область SB вставки заготовки R обтачивается далее, вследствие чего происходит дальнейшее уменьшение диаметра до двух различных размеров диаметра, предпочтительно 1,585 мм и 2,45 мм, и
b) в области AB подключения заготовки выполняется осевое сверление.
Осевое отверстие представляет собой в дальнейшем так называемое отверстие обжима контактного элемента. Здесь электрический проводник вводится и прочно обжимается обжимным инструментом, так что контактный элемент соединен с проводником электрически и механически.
На четвертой рабочей станции IV
a) заготовка R в области вставки обтачивается далее, вследствие чего происходит единообразное уменьшение диаметра до предпочтительно 1,585 мм, у заготовки на пограничном участке между областью вставки и областью подключения снимается фаска под предпочтительно 45°, и
b) в области подключения заготовки R выполняется осевое сверление.
На пятой рабочей станции V
a) заготовка R обтачивается в области подключения ниже снабженного фаской пограничного участка, вследствие чего диаметр уменьшается до предпочтительно 1,8 мм, и
b) в области подключения заготовки R выполняется осевое сверление.
На шестой рабочей станции VI
a) верхний инструмент не выполняет рабочий шаг,
b) осевое отверстие заготовки развертывается инструментом для развертывания, для того чтобы создавать однородное отверстие, и
c) в области подключения заготовки выполняется радиальное сверление.
На седьмой рабочей станции VII
a) происходит коническое формообразование удаленного от области подключения конца области вставки. Параллельно выполняется контроль упора, соответственно, контроль длины.
На этом рабочем шаге создается контактное острие контактного элемента K.
На восьмой рабочей станции VIII
a) находящаяся вокруг заготовки R зажимная цанга открывается, и заготовка выгружается, и
b) заготовка или готовый контактный элемент поднимается и выводится из производственной машины.
Вышеописанные шаги изготовления рабочих станций 15-22 или I-VIII выполняются аналогичным образом также в производственном цикле B рабочими станциями 7-14 или I`-VIII`.
Также производственный цикл C осуществляется по большей части аналогично производственным циклам A и B. Шаги изготовления рабочих станций 23-24 или I``-II`` производственного цикла C идентичны шагам изготовления производственных циклов A и B. Начиная с рабочей станции III``, происходит лишь сдвиг рабочих шагов нижнего инструмента U. Шаги сверления для отверстия области обжима контактного элемента выполняются рабочими станциями IV``-VII``, в каждом случае нижним инструментом U. На рабочей станции VII`` это отверстие развертывается инструментом для развертывания, для того чтобы получать однородное отверстие. Параллельно боковым инструментом S выполняется радиальное отверстие. Это радиальное отверстие служит в качестве вентиляционного отверстия во время процесса обжима.
Производственные циклы A, B и C могут выполняться на производственной машине параллельно. На трех рабочих станциях 7, 15 и 23 заготовки R в каждом случае параллельно вводятся в производственную машину, и готовые контактные элементы параллельно выдаются на рабочих станциях 6, 14 и 22. Вследствие этого машина может использоваться эффективно. Предшествующий рабочий шаг "от заготовки до полуфабриката" осуществляется за пределами производственной машины на другой производственной машине. Если этот шаг изготовления должен был бы предприниматься также производственной машиной для контактных элементов, то должны были бы использоваться 9 рабочих станций на контактный элемент. Это привело бы к тому, что лишь 18 рабочих станций используются параллельно, и лишь два контактных элемента могут изготавливаться параллельно. Благодаря предложенному здесь способу контактные элементы могут более эффективно изготовляться так называемыми многопозиционными станками с круглым делительным столом, что приводит к меньшим производственным издержкам или издержкам производства. Вследствие этого могут компенсироваться увеличивающиеся расходы на материалы.
Несмотря на то, что на фигурах различные аспекты или признаки изобретения показаны в каждом случае в комбинации, для специалиста - если не указано иное - очевидно, что изображенные и рассмотренные комбинации не являются единственно возможными. В частности соответствующие друг другу блоки или совокупности признаков из различных примеров осуществления могут заменяться друг на друга.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1-24 рабочие станции
R заготовка
K контактный элемент
O верхний инструмент
U нижний инструмент
S боковой инструмент
SB область вставки
AB область подключения
Электрический контактный элемент
Электрический штекерный соединитель, снабженный блокировочной скобой
Устройство для фиксации кабеля на патрубке для ответвления кабеля
Электрическое сопряжение для железных дорог
Спиралеобразное устройство снижения натяжения кабеля
Блокирующее устройство для корпуса штекерного разъема
Система штекерных соединителей, фиксируемых на монтажных рельсах
Блокировочное устройство для корпуса штекерного разъема
Электрический соединительный элемент
Корпус штепсельного разъема с rfid-транспондером
Гнездовой контакт

