ОГНЕУПОРНЫЙ ВЫСОКОПРОЧНЫЙ КОМПОЗИТ (ОВК) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Цель изобретения: создание особо огнеупорного особо высокопрочного композита большого размера (по площади), и способ его промышленного производства.
ОБЛАСТЬ ТЕХНИКИ:
Данное изобретение относится к огнеупорным многослойным композитам и способу их производства, основанном на многопроходной (многократной, многоцикловой) пакетной прокатке (МПП).
УРОВЕНЬ ТЕХНИКИ:
Огнеупорные композиты относятся к конструкционным материалам, использующихся в военной и гражданской технике, а также, в производстве. Особо высокие требования по огнеупорности и прочности накладываются на материалы, используемые в аэрокосмической и ракетной технике: в двигателях (особенно, в сверхзвуковых и гиперзвуковых) и облицовке обтекателей носовых частей корпуса и крыльев гиперзвуковых летательных аппаратов и ракет, нагревающихся до высоких температур при полете в плотных слоях атмосферы на гиперзвуке.
Одним из типов огнеупорных композитов являются углеродные/графитовые композиты, применяемые там, где требуется еще и высокая удельная прочность.
- (Энциклопедия по машиностроению XXL - Оборудование, материаловедение, механика и… - Углерод-углеродные композиты (http://mash-xxl.info/info/634968/)).
Прочность графитовых композитов зависит от качества кристаллической структуры (в том числе, плотности, наличия пор и дефектов кристаллической решетки) и размеров гексагональных кристаллов (пленок) графита. Качество кристаллической решетки повышается если использовать ползучесть графита под действием механической нагрузки при высоких температурах - метод термомеханической обработки (ТМО). Добавки металлов-катализаторов (карбидообразователей: Ti, Zr, Si, В, Mo, N и др.) позволили ускорить процесс совершенствования структуры графита под давлением - термомеханохимическая обработка (ТМХО). ТМХО - это жидкофазный процесс, в котором перекристаллизация аморфного углерода в графит идет через расплав порошка углеродистого материала в металле.
- (РХТУ им Д.И. Менделеева - / ТОХФ /1 группа (ХТУМ) / ХТУМ - Бухаркина - 1998 / Carbon2.doc (http://www.studfiles.ru/preview/578152/page:2/)).
Из-за протекания процесса ТХМО в жидкой фазе, атомы металла - карбидообразователя не образуют сплошной плотный металлический слой, а включены в расплав. Методы ТМО и ТХМО воспроизводятся только в одном слое и при высокой температуре.
На сегодня не известно о создания многослойных материалов с количеством чередующихся слоев чистого графита порядка тысячи и более на 1 мм толщины, разделенных слоями тугоплавких металлов.
Потенциально перспективным элементом композитов может стать графен - двумерный гексагональный кристалл углерода, толщиной в один - два атома (предел прочности на разрыв - около 130 ГПа). Большие перспективы у графена в создании элементов электроники.
Однако, до сих пор не существует технологических методов получения монокристаллов графена высокого качества большой площади. На сегодня, получаемые методом отслоения - отшелушивания, «чешуйки» (монокристаллы) наиболее качественного графена имеют размеры нескольких миллиметров. Другими методами, в том числе - газофазной эпитаксией углерода на подложки, или выращиванием из жидкой фазы, удается создать больших размеров только поликристаллическую пленку.
Аналоги (ПРИМЕРЫ):
1. Графеновый бум: итоги - Поверенная Мария - НАНОМЕТР (26.10.2012 г.) -http://www.nanometer.ru/2012/10/26/13512365078102_298275.html - Статья подготовлена по материалам: К.S. Novoselov, V.I. Fal'ko, L. Colombo, P.R. Gellert, M.G. Schwab & K. Kim: A roadmap for graphene. Nature 490, 192-200 (11 October 2012).
2. Графен - http://ru.knowledgr.com/00560349/Graphene
3. Глава 3. Графен - http://refdb.ru/look/1906648-p3.html
4. В. Юдинцев - Графен. Наноэлектроника стремительно набирает силы - Электроника НТВ (6/2009) - http://www.electronics.ru/journal/article/269
На сегодня, все методы (из газовой или жидкой фазы) дают возможность создать только один поверхностный слой графена, а многократное повторение циклов роста дает возможность нарастить максимум несколько десятков слоев. На сегодня не существует методик создания многослойных структур с количеством чередующихся слоев графена порядка тысячи и более на 1 мм толщины.
Углеродные структуры (пленки, волокна) не устойчивы к окислению при повышении температуры выше 450°С. Следовательно, при сильном нагреве требуется защита от окисления воздухом.
Также, углеродные слои (пленки) в многослойном композите должны быть разделены друг от друга, чтобы не произошла межслоевая рекристаллизация углеродной структуры. Причем, разделяющий слой, также, должен быть огнеупорным и служить барьером, замедляющим (препятствующим) диффузию атомов углерода в направлении, перпендикулярном слоям углерода.
Огнеупорными материалами в композите могут служить тугоплавкие металлы (вольфрам, рений, тантал, молибден и другие) и их соединения (оксиды, карбиды, бориды, нитриды и другие).
Аналоги (ПРИМЕРЫ):
1. НЕОРГАНИЧЕСКИЕ МАТЕРИАЛЫ, 2012, том 48, №3, с. 261-271 - ЗАЩИТНЫЕ ЖАРОПРОЧНЫЕ ПОКРЫТИЯ УГЛЕРОДНЫХ МАТЕРИАЛОВ © 2012 г. Л.А. Ткаченко, А.Ю. Шаулов, А.А. Берлин - (Институт химической физики им. Н.Н. Семенова Российской академии наук, Москва).
2. Патент РФ №2146187 от 22.09.1994 - Композит и способ его производства - http://www.freepatent.ru/patents/2146187
Наиболее привлекательным тугоплавким металлом является тантал - Та. Его температура плавления равна 2996-3017°С (уступает, из металлов, только рению - 3180°С и вольфраму - 3380-3410°С). Тантал является самым подходящим металлом так как, помимо высокой температуры плавления, обладает высокой пластичностью (его можно раскатывать в тончайшие пленки).
Аналоги (ПРИМЕРЫ):
1. Холодная прокатка металлов - file:///C:/Users/Lenovo/Desktop/Холодная%20прокатка%20Ta%20-%2021.01.15г..html
Одним из самых огнеупорных материалов является карбид тантала (ТаС), у которого температура плавления равна 3875-3880°С (уступает только графиту - 3845-3890°С, карбиду гафния - 3890°С, карбиду ниобия - 3900°С). При этом, чистый гафний и чистый ниобий имеют существенно меньшую температуру плавления, чем чистый тантал. У карбида тантала твердость по Моосу около 9.
Аналоги (ПРИМЕРЫ):
1. Патент РФ №2337899 от 07.02.2006 - Покрытый карбидом тантала углеродный материал и способ его получения - http://www.freepatent.ru/images/patents/128/2337899/patent-2337899.pdf
Создаются эти карбиды путем вакуумного напыления, или выращивания из газовой или жидкой фазы, с использованием химических реакций.
Количество чередующихся слоев этих карбидов подобными методами технически можно воспроизвести от одного до нескольких десятков.
Для получения более дешевых огнеупорных материалов с меньшими допустимыми температурами используются другие материалы и другие, более производительные, методы.
Одним из способов создания высокопрочных и огнеупорных материалов, а также, обладающих другими физическими свойствами, является создание многослойных структур с чередованием слоев определенных материалов.
Методом создания многослойных материалов, с доведением количеств слоев до тысяч и более, с одновременным уменьшением их толщин до долей микрона и нанометров, является многопроходная (многократная, многоцикловая) пакетная прокатка (МПП).
Аналоги (ПРИМЕРЫ):
1. ВОПРОСЫ АТОМНОЙ НАУКИ И ТЕХНИКИ. 2010. №5. Серия: Физика радиационных повреждений и радиационное материаловедение (96), с. 89-94 - ПЕРСПЕКТИВЫ ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МИКРОЛАМИНАТОВ, ПОЛУЧАЕМЫХ ВАКУУМНОЙ ПРОКАТКОЙ - И.М. Неклюдов, В.А. Белоус, В.Н. Воеводин, С.Ю. Диденко, Н.И. Ильченко, Ю.С. Диденко, Ю.Н. Ильченко (Национальный научный центр «Харьковский физико-технический институт», Харьков, Украина).
2. Разработка технологического процесса производства нового класса конструкционных материалов листового сортамента с субмикрокристаллической и наноразмерной структурой, полученных на основе рядовых сталей и сплавов методом прокатки - file:///С:/Users/Lenovo/Desktop/Технология%20 многослойных%20наноструктур%20сталей.html
3. Патент РФ №2367043 C1 от 21.08.2008 - СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЛЕНТОЧНОГО НАНОСТРУКТУРНОГО КОМПОЗИТА НА ОСНОВЕ СВЕРХПРОВОДЯЩЕГО СПЛАВА НИОБИЙ-ТИТАН - http://www.freepatent.ru/images/patents/96/2367043/patent-2367043.pdf
СУЩНОСТЬ ИЗОБРЕТЕНИЯ:
Огнеупорный высокопрочный композит (ОВК):
Предлагается: многослойный композит с количеством повторяющихся комбинаций плоских слоев тысяча и более на 1 (один) мм толщины, каждая комбинация слоев которого состоит из: слоя тугоплавкого металла, слоя карбида этого металла, слоя углерода в виде моноатомных слоев графита/ графена, слоя карбида тугоплавкого металла и слоя тугоплавкого металла.
Слои углерода (графита, графена) имеют гексагональную структуру и являются прочностной структурой (основой) композита. При этом, защищенные и зажатые с двух сторон тугоплавкими слоями металла и карбида тонкие углеродные слои устойчивы к рекристаллизации и внешнему окислению, и не изгибаются под воздействием магнитных и электрических полей.
Плоские гексагональные слои графита и графена слабо связаны между собой и соседними слоями. Поэтому, невзирая на различные коэффициенты термического расширения карбида и углеродных слоев, при нагреве нет больших сдвиговых напряжений между слоями. А в случае, если и сам металл будет пластичен, то на границах металл - карбид сдвиговые напряжения при нагреве, также будут малы.
Из-за слабости Ван-дер-ваальсовых связей между гексагональными слоями графита/ графена трещинообразование (в том числе, по причине внешнего воздействия), в направлении перпендикулярно слоям, будет слабым. Одновременно с этим, наличие сильных ковалентных связей вдоль гексагональных слоев графита/графена может быть использовано при изготовлении брони.
Пленки графена обладают уникальными механическими, физическими и другими свойствами (в том числе: по проводимости и подвижности электронов). В случае доведения в единой структуре композита количеств не рекристаллизирующих слоев графена до большого числа (например, тысяча и более на 1 мм толщины) эти свойства также усилятся и, вероятно, появятся новые свойства.
Предлагаемый ОВК больших размеров (тем более, что одновременно предлагается способ его промышленного изготовления) станет одним из самых перспективных материалов для электроники.
Максимальные параметры композита по жаропрочности и прочности могут быть достигнуты при использовании в качестве тугоплавкого металла и его карбида тантала (Та) и карбида тантала (ТаС). Для удешевления композита могут быть использованы такие металлы, как титан (Ti) и другие.
Способ его изготовления:
Предлагается: холодная многопроходная (многократная, многоцикловая) пакетная прокатка (МПП) в вакууме, первоначальный пакет в которой состоит из слоя (фольги) тугоплавкого металла или сплава, слоя (фольги) графита и еще одного слоя (фольги) тугоплавкого металла или сплава (того же самого), а все последующие пакеты образуются путем сложения разрезанных, наложенных друг на друга и прокатанных пакетов предыдущего цикла.
Пленки карбида металла образуются за счет взаимной диффузии атомов на границе углерода и металла во время холодной прокатки и/или при последующем нагреве.
Нагрев для образования карбида может производиться при определенных циклах прокатки, или по окончанию всех циклов прокатки, или вообще не производиться.
Для увеличения доли углерода в композите, при складывании пакетов в определенных циклах МПП дополнительно добавляются слои (фольги) графита еще один или несколько раз. Так как предполагается, что добавляемая при последовательных циклах МПП графитовая фольга будет одна и та же (из одного рулона), то толщины углеродных слоев в композите, по окончании все циклов прокатки, будут разные, так как разным будет количество обжатий (прокаток) добавляемых слоев графита.
За время всего процесса МПП, с утончением слоев при каждом цикле, толщина самых тонких слоев чистого углерода (с учетом расхода углерода на образование слоев карбида) доводится до одного - трех гексагональных одноатомных слоев.
Для стимулирования превращения гексагональных слоев графита в гексагональные пленки графена, и получения этих пленок больших размеров («сшивки» малых пластин в большие пленки), и/или для получения дополнительных физических (механических, электрических, магнитных, оптических и др.) свойств на композит, на определенных стадиях в процессе изготовления может быть дополнительно оказано воздействие постоянным и/или переменным магнитным и/или электрическим полем, и/или повышенным давлением, и/или нагревом.
Для получения высоких качеств и хорошей воспроизводимости композита исходные материалы (фольги металла и графита) берутся наивысшей чистоты (желательно, порядка 99,99%).
Весь технологический процесс проводится в вакууме, так как при прокатке в вакууме тантал обладает наибольшей пластичностью и минимально насыщается посторонними примесями.
ПЕРЧЕНЬ ФИГУР
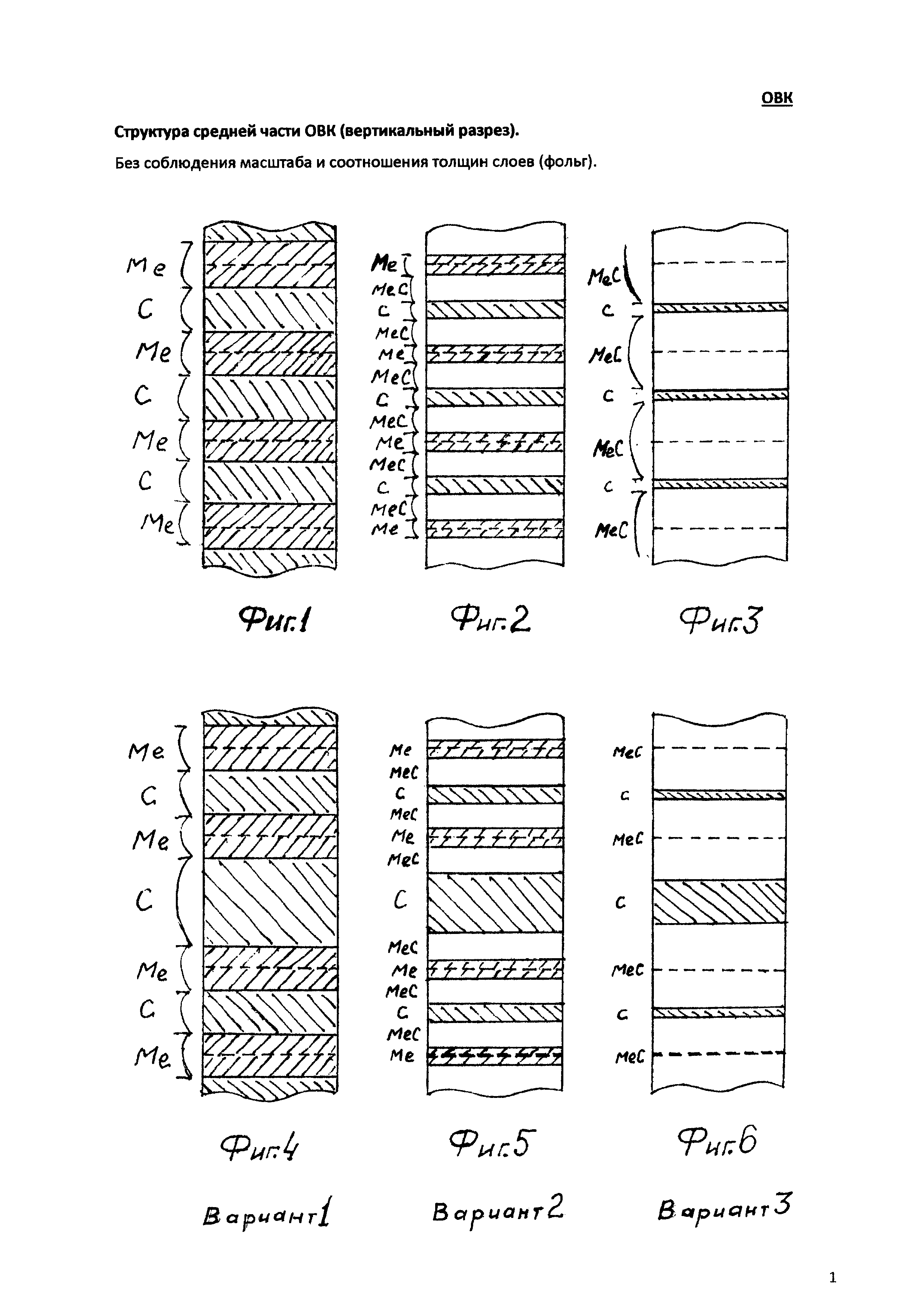
Структура ОВК, без соблюдения масштаба и соотношениятолщин слоев (фольг): Обозначения: Me - металл; С - углерод (графит/графен); МеС - карбид металла; Пунктир - плоскости контакта первичных пакетов, образованных при первом цикле МПП.
Структуры с одинаковыми толщинами углеродных слоев (без дополнительного добавления фольги графита):
Фиг. 1 - После холодной многопроходной пакетной прокатки, до нагрева;
Фиг. 2 - После нагрева, с частичным переходом металла (или сплава) в его карбид (-ы);
Фиг. 3 - После нагрева, с переходом всего металла (-ов) в его карбид (-ы).
Структуры с разными толщинами углеродных слоев (с дополнительным добавлением фольги графита):
Фиг. 4 - После холодной многопроходной пакетной прокатки, до нагрева;
Фиг. 5 - После нагрева, с частичным переходом металла (или сплава) в его карбид (-ы);
Фиг. 6 - После нагрева, с переходом всего металла (-ов) в его карбид (-ы).
Способ его изготовления:
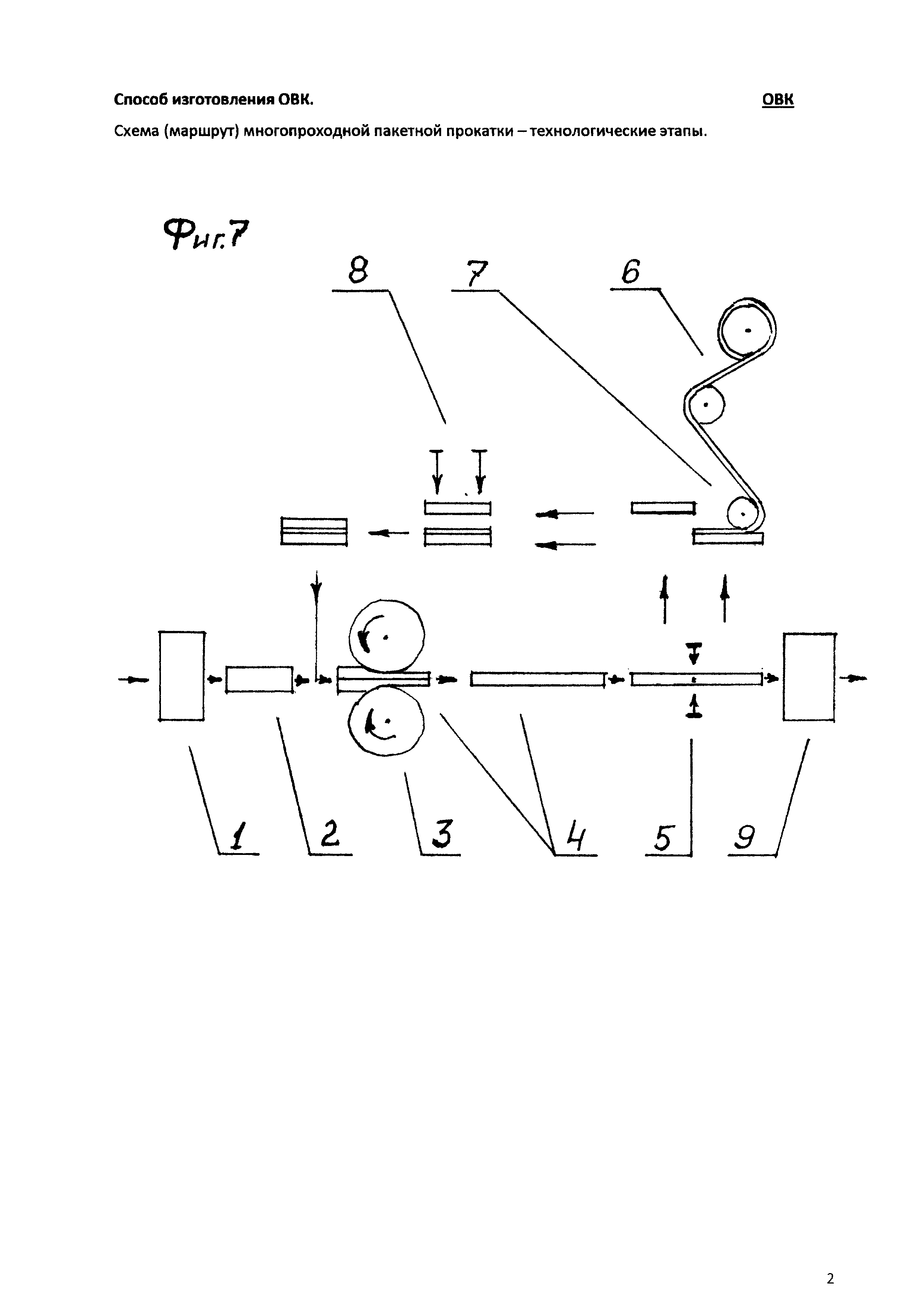
Фиг. 7 - Схема (маршрут) многопроходной пакетной прокатки - технологические этапы:
1. - загрузка листа фольги металла в вакуумную камеру через шлюз;
2. - предварительный отжиг фольги;
3. - холодная прокатка;
4. - дополнительное, при необходимости, физическое воздействие на фольгу (пакет);
5. - резка фольги (пакета);
6. - подготовка фольги графита, ее предварительный отжиг в вакууме;
7. - наложение фольги графита на отрезанный кусок металлической фольги (пакет), за исключением одного куска фольги, на который графитовая фольга не накладывается;
8. - сложение пакета, спрессовка пакета;
9. - выход готового композита из вакуумной зоны через шлюз.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ.
Предлагаемый композит (ОВК) является:
Вариант-1: многослойной структурой, состоящей из большого количества чередующихся очень тонких слоев углерода, в виде пленок графита/графена и пленок тугоплавкого металла и/или сплава (Фиг. 1; Фиг. 4).
Вариант-2: многослойной структурой, состоящей из большого количества чередующихся очень тонких слоев углерода, в виде пленок графита/графена, и пленок тугоплавкого металла и/или сплава, а также, пленок тугоплавкого (-их) карбида (-ов) тугоплавкого (-их) металла (-ов) (Фиг. 2; Фиг. 5).
Вариант-3: многослойной структурой, состоящей из большого количества чередующихся очень тонких слоев углерода, в виде пленок графита/графена и тугоплавкого карбида (-ов) металла (-ов) (Фиг. 3; Фиг. 6).
Плотность слоев - тысяча и более на 1 мм толщины.
В качестве тугоплавкого металла и его карбида предлагается тантал (Та) и карбид тантала (ТаС).
Предлагаемый способ изготовления ОВК, технологические этапы.
Для создания большого количества тонких слоев используется метод (технология) многопроходной пакетной прокатки (МПП).
Стандартная (распространенная) МПП является методом горячей прокатки, а также, при составлении пакетов перед их прокаткой, производится, как правило, сварка собранного пакета, которая также происходит при нагреве, как минимум, внешних, контактирующих друг с другом, поверхностей складывающихся слоев (фолы).
Для создания многослойной структуры из очень тонких слоев (толщина некоторых из которых может доходить (уменьшаться) до одного - трех атомов) большой нагрев структуры при каждом цикле прокатки не допустим, так как из-за тепловой диффузии атомов происходит «рассасывание» (исчезновение) очень тонких слоев углерода.
По этой причине предлагается использовать метод холодной прокатки (холодная МПП).
Нагрев до высоких температур при изготовлении ОВК по Варианту-2 и Варианту-3 допустим только по окончании всех циклов МПП, а при каждом цикле нагрев возможен только небольшой. Этот нагрев и его продолжительность зависят от конкретной структуры и применяемых материалов.
Чтобы уменьшить (исключить) полное «рассасывание» (исчезновение) очень тонких углеродных слоев, количество углерода (толщину фольги графита) нужно брать с некоторым избытком по отношению к количеству металла (толщины металлической фольги) так, чтобы даже при задействовании всего количества атомов металла в образовании карбидов (любой стехиометрии), оставалось незадействованное в образовании карбидов количество атомов углерода, достаточное для образования, как минимум, одного - трех атомных слоев чистого углерода в каждом пакете.
При изготовлении ОВК по Варианту-1 существенный нагрев недопустим во всех циклах МПП.
При существенном нагреве в процессе производства или эксплуатации структура ОВК по Варианту-1 переходит в структуру ОВК по Варианту-2, а при большом и/или длительном нагреве может перейти в ОВК по Варианту-3.
ОВК по Варианту-1 интересен тем, что фольга (пластина) из него легче сгибается по сравнению с ОВК по Варианту-2 и Варианту-3, так как не включает в себя твердые слои карбида.
После придания заготовки ОВК (Вариант-1) нужной формы и ее дальнейшего нагрева (отжига), с образованием твердых тугоплавких слоев карбида металла, форма заготовки жестко фиксируется.
Качество изготовления многослойного композита по методу МПП зависит, в том числе, от пластичности металла, которая, в свою очередь, зависит от чистоты металла. Поэтому, исходные материалы (фольги металла и графита) берутся наивысшей чистоты (99,95-99,99%%).
Металлическая фольга перед началом МПП дополнительно очищается от примесей путем отжига при температуре (если использовать в качестве металла тантал) 2200-2600°С.
Отжиг и весь процесс МПП проводить в высоком вакууме (давление - порядка 1×10-7 мм рт.ст.).
Фольга графита должна быть без связующих веществ. Перед наложением на металл (пакет) ее также следует отжечь в вакууме при температуре 2000°С.
Наложение графитовой фольги на металлическую (или предыдущий пакет) можно сделать, как вариант, путем накатки.
После сложения, перед прокаткой, пакет спрессовывается (без нагрева).
Рекристаллизация углерода в «идеальные» гексагональные кристаллы и «сшивка» малых кристаллов в большие пленки происходит во время последнего цикла МПП перед выходом из вакуумной зоны - «финишная» обработка, путем дополнительного воздействия на композит.
Технологические этапы (Фиг. 7):
1. Загрузка куска фольги тугоплавкого металла определенных размеров через шлюзовую камеру в вакуумную камеру предварительной подготовки (отжига).
2. В камере отжига, после откачки воздуха, производится отжиг (обезгаживание) фольги в высоком вакууме (порядка 1×107 мм рт. ст.) при температуре немного ниже температуры плавления (для тантала: отжиг при температуре 2200-2600°С) с дальнейшим остыванием фольги до температуры, близкой к комнатной.
3. Многовалковый вакуумный стан холодной прокатки, где фольга (или сложенный пакет) прокатывается с кратным (например, двукратным) увеличением длины.
4. Во время прокатки или после нее на прокатываемый (прокатанный) лист фольги (пакета), по необходимости, оказывается дополнительное физическое воздействие в виде постоянного и/или переменного магнитного и/или электрического поля, и/или нагрева, и/или давления.
5. Участок разрезания прокатанного листа фольги (пакета) на несколько (например, два) кусков.
6. Предварительная подготовка графитовой фольги с обезгаживанием (отжигом в вакууме при температуре порядка 2000°С).
7. Наложение (вариант - накатывание) графитовой фольги на подаваемый кусок металлической фольги (пакета).
Первый цикл МПП:
- если при прокатке удлинение фольги было двукратным и, соответственно, количество разрезанных кусков было два, то один кусок металлической фольги не покрывается графитовой фольгой;
- если при прокатке удлинение фольги было многократным и, соответственно, на столько же кусков прокатанная фольга была разрезана, то не покрывается графитовой фольгой только один (например, первый или последний) кусок металлической фольги.
Последующие циклы МПП:
- если требуется равенство всех слоев углерода (графита/графена) по всей толщине композита, то дополнительное наложение графитовой фольги не производится (Фиг. 1 - Фиг. 3);
- если, помимо сверхтонких слоев графита/графена требуются наличие в ОВК еще и более толстых слоев графита, то производится дополнительное наложение графитовой фольги, аналогично, как при первом цикле МПП, на прокатанные и разрезанные куски пакета в соответственных последующих циклах МПП (Фиг. 4 - Фиг. 6).
8. Образование пакета, путем сложения чередующихся фолы металла или многослойных пакетов, полученных в предыдущем цикле МПП, с наложением фольги графита, и этих же фольг (многослойных пакетов) без фольги графита. Спрессовка сложенного пакета.
9. Выход композита из вакуумной зоны через шлюзовую камеру.
Технологическое оборудование производства ОВК следует размещать в вакуумных камерах с постоянной откачкой.
Камеры (зоны) предварительной подготовки (отжига) фольг металла и графита должны отделяться от основной вакуумной технологической зоны вакуумными затворами (задвижками), чтобы выделяемые при отжиге газы не проникали туда и не загрязняли основную технологическую зону.
Крылатая ракета-экранолет (крэ)
Прямоточный турбореактивный детонационный двигатель (птрдд)
Двойной сверхзвуковой конвергентный воздухозаборник (дскв)
Крылатая ракета-экранолет (крэ)
Прямоточный турбореактивный детонационный двигатель (птрдд)
Двойной сверхзвуковой конвергентный воздухозаборник (дскв)

