Результат интеллектуальной деятельности: СТАКАН И УСТАНОВКА ДЛЯ РАЗЛИВКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к стаканам для разливки металлических балок, таких как Н-образные балки и т.п. Стакан согласно настоящему изобретению обеспечивает лучшее управление протеканием металла в литейную форму, обеспечивая металлические балки с низким уровнем дефектов.
УРОВЕНЬ ТЕХНИКИ
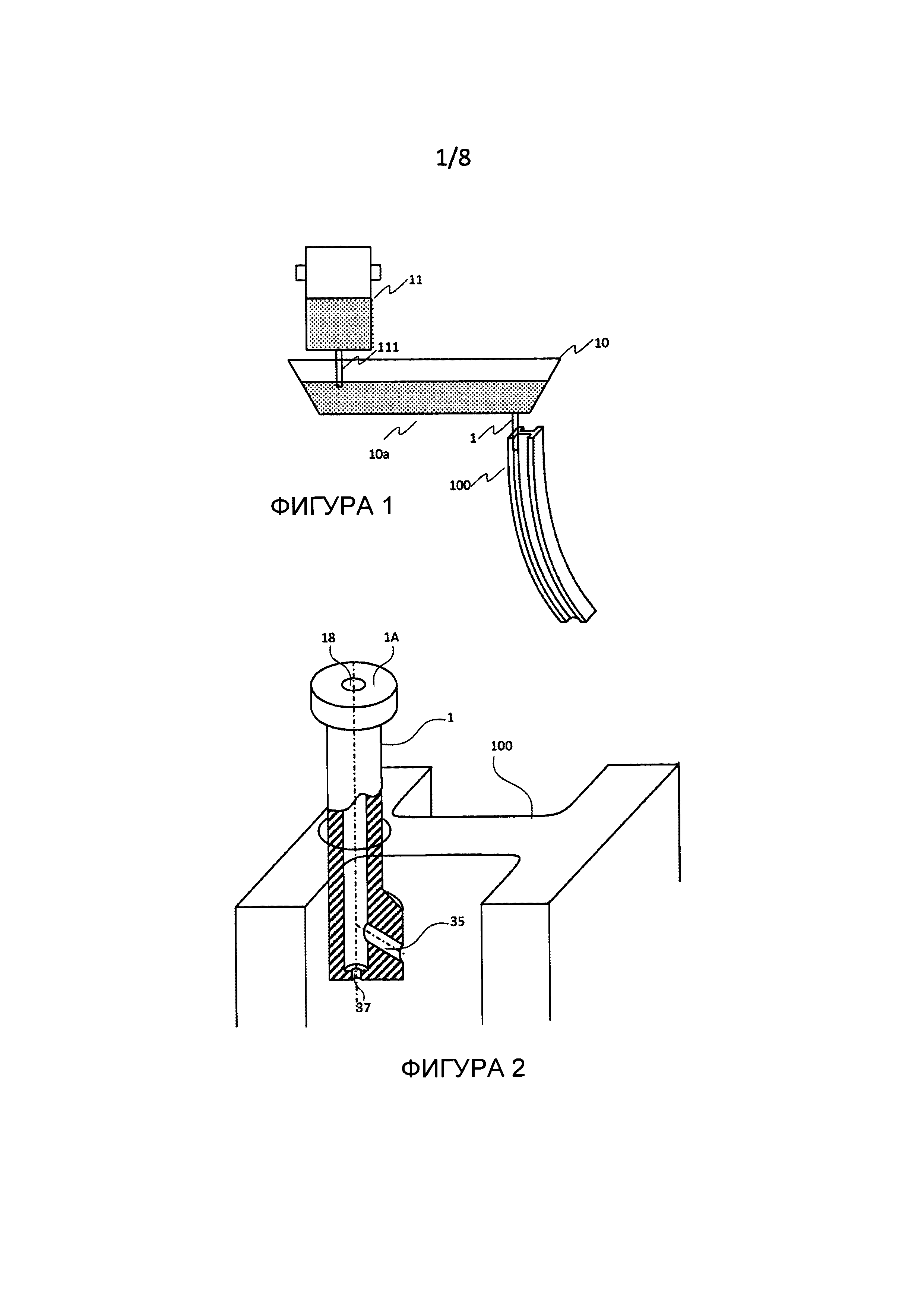
[0002] В процессах обработки металлов давлением металлический расплав перемещают от одной металлургической емкости к другой, к литейной форме или к инструменту. Например, как показано на фиг. 1, ковш (11) заполняют металлическим расплавом из печи и перемещают к промежуточному ковшу (10). Затем металлический расплав может быть разлит через разливочный стакан (1) из промежуточного ковша в литейную форму для формирования слябов, заготовок для сортового проката, балок или слитков. Поток металлического расплава из металлургической емкости продвигается под действием силы тяжести через систему (1, 111) стаканов, расположенную в донной части указанной емкости. В частности, промежуточный ковш (10) оснащен в своей донной нижней части (10а) стаканом (1), сообщающим по текучей среде внутреннее пространство промежуточного ковша с литейной формой. Некоторые установки выполняют без промежуточного ковша и соединяют ковш напрямую с литейной формой.
[0003] В некоторых случаях используют два стакана для одной литейной формы для того, чтобы обеспечить оптимальное заполнение литейной формы и термический профиль металла, протекающего в литейную форму. Это решение может быть использовано для простых треугольных профилей, таких как в US 3931850, но оно обычно используется для формовки металлических частей сложных форм, таких как балки Н-образной формы или им подобные. Например, в JPH 09122855 раскрыта литейная форма для Н-образных балок, питаемый двумя стаканами, расположенными на пересечениях между каждым выступом с полкой Н-образной балки (следует отметить, что "выступы" относятся к двум боковым элементам "Н-образной балки", а "полка" относится к среднему элементу, соединяющему оба выступа; Н-образные балки также часто называют I-образными балками, в настоящей заявке два термина использованы как синонимы). Использование двух стаканов для одной литейной формы имеет несколько недостатков. Во-первых, увеличиваются производственные затраты, поскольку требуются два стакана вместо одного. Во-вторых, скорости потоков двух стаканов во время разливки необходимо хорошо координировать, чтобы избежать неравномерность всего питающего потока металла. Этого не так просто достигнуть.
[0004] Были предложены установки для разливки Н-образных балок, содержащие только один стакан на литейную форму, таким образом преодолевая указанные выше недостатки, связанные с использованием двух стаканов, как описано, например, в JPS 58224050, JPH 115144 и JPH 05146858. В каждом из вышеуказанных документов, один стакан, содержащий концевое выпускное проходное отверстие, а также фронтальные проходные каналы, открывающиеся на периферийной стенке стакана, расположен на пересечении между только одним выступом и полкой Н-образной литейной формы. Из-за своего смещенного положения относительно литейной формы такие стаканы имеют более сложную конструкцию фронтальных проходных каналов, отверстия которых не распределены симметрично по внешнему краю стакана относительно вертикальной плоскости, как было бы в случае стаканов, расположенных симметрично относительно литейной формы. Они содержат по меньшей мере первый фронтальный проходной канал, проходящий по существу параллельно полке и открывающийся по направлению к противоположному выступу Н-образной литейной формы. Для того чтобы обеспечить надлежащее заполнение углов выступа, расположенного на стороне стакана, вышеупомянутые стаканы также содержат два фронтальных проходных канала, образующих форму Y с первым фронтальным проходным каналом. Фронтальные проходные каналы обычно проходят сверху вниз.
[0005] Размер стакана ограничен расстоянием, обеспеченным на пересечении выступа с полкой Н-образной литейной формы, учитывая то, что следует избегать контакта между стаканом и стенками литейной формы во избежание образования затвердевших металлических перемычек между стаканом и стенками холодной литейной формы. Это оказывает воздействие на скорость потока, обеспечиваемую такими стаканами, размер периферийной стенки которых ограничен, тем самым ограничивая размер осевого канала и также фронтальных проходных каналов. В JPH 09122855 предложена пара стаканов, имеющих треугольную форму поперечного сечения со скругленными углами для того, чтобы оптимизировать расстояние, обеспеченное в точках пересечения между каждым выступом и полкой Н-образной литейной формы. Указанные стаканы выполнены только с концевым выпускным проходным отверстием, также треугольным по форме, и не содержат фронтальных проходных каналов.
[0006] Профиль потока и термический профиль расплавленного металла, заполняющего литейную форму, имеют первостепенную важность для обеспечения изготовления балок, не содержащих дефектов. Профиль потока и термический профиль в литейная формах для Н-балок очень чувствительны к конструкции таких одиночных стаканов и, в частности, к количеству, расположению и конструкции фронтальных проходных каналов. Например, важно обеспечить заполнение литейной формы, которое стабильно во времени, избегает, насколько это возможно, струй металла, ударяющих в стенку литейной формы с избыточным импульсом, что создает неуправляемые завихрения и быстро разрушает литейную форму, таким образом уменьшая срок его службы. Когда образуются вихревые потоки и завихрения, контролировать охлаждение балки становится труднее, и появляются дефекты.
[0007] Задача настоящего изобретения заключается в обеспечении стакана, подходящего для заполнения литейных форм сложной формы, таких как Н-образные балки, Т-образные балки, L-образные балки, С-образные балки и т.п., приводящего к улучшенному управлению струями металла, проникающими в такую литейную форму, с обеспечением в результате равномерного потока и термических профилей и, наконец, металлической балки с низкой концентрацией дефектов. Эти и другие преимущества настоящего изобретения представлены в нижеследующих разделах.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0008] Настоящее изобретение определено в прилагаемых независимых пунктах формулы изобретения. Предпочтительные варианты осуществления определены в зависимых пунктах формулы изобретения. В частности, настоящее изобретение относится к погружному стакану для разливки стали, содержащему:
 впускную часть, расположенную на первом конце стакана и содержащую впускное отверстие;
впускную часть, расположенную на первом конце стакана и содержащую впускное отверстие;
удлиненную часть, образованную наружной периферийной стенкой и проходящую вдоль первой продольной оси, X1, от указанной впускной части или рядом с ней, к
выпускной части, расположенной рядом с ней и содержащей второй конец стакана, противоположный первому концу, при этом указанная выпускная часть образована наружной периферийной стенкой и содержит первый выпускной фронтальный проходной канал, открывающийся на указанной наружной периферийной стенке,
канал, проходящий параллельно первой продольной оси, X1, открывающийся в указанном впускном отверстии и проходящий вдоль удлиненной части стакана и по меньшей мере частично в выпускной части стакана, откуда он открывается в окружающую среду по меньшей мере через указанный первый фронтальный проходной канал, который проходит вдоль направления фронтального проходного канала, Y1, поперечного указанной первой продольной оси, X1, от впускного проходного отверстия фронтального проходного канала, соединяющего канал с выпускным проходным отверстием фронтального проходного канала, открывающимся на наружной периферийной стенке выпускной части стакана,
причем плоскость сечения выпускной части стакана вдоль плоскости, перпендикулярной первому направлению, X1, проходящему через впускное проходное отверстие фронтального проходного канала, содержит:
 контур канала (50), образованный внешним краем (50Р) канала и центроидом (50х) канала области, образованной указанным внешним краем канала, и
контур канала (50), образованный внешним краем (50Р) канала и центроидом (50х) канала области, образованной указанным внешним краем канала, и
контур наружной периферийной стенки выпускной части стакана, образованный внешним краем (1Р) стенки и центроидом (1х) стенки области, образованной указанным внешним краем стенки, и
первую поперечную ось, Y, проходящую через центроид (50х) канала и вдоль направления, параллельного ортогональной проекции направления фронтального проходного канала, Y1, на плоскость сечения,
отличающемуся тем, что
периферийная стенка как удлиненной части (1В), так и выпускной части центрирована относительно продольной оси, X1, по существу по всей длине стакана, и причем по меньшей мере на уровне первого фронтального проходного канала канал изменяет конфигурацию с прохождением вдоль второй продольной оси, Х2, параллельной первой продольной оси, X1, и смещенной относительно нее в направлении, противоположном первому фронтальному проходному каналу,
стакан не содержит фронтального проходного канала, проходящего вдоль направления, противоположного направлению первого фронтального проходного канала (35) относительно первой продольной оси, X1, и принадлежащего плоскости, образованной продольной осью, X1, и направлением фронтального проходного канала, Y1, и тем, что в указанной плоскости сечения:
центроид (50х) канала и центроид (1х) стенки не совпадают и разделены расстоянием, d≠0;
сегмент, проходящий вдоль первой поперечной оси, Y, от центроида (50х) канала до внешнего края (1Р) стенки, имеет длину, L1, которая больше, чем длина, L2, сегмента, проходящего от центроида (1X) стенки до точки пересечения между первой поперечной осью, Y, и внешним краем (1Р) стенки. Соотношение L1/L2 предпочтительно по меньшей мере равно 1,05, более предпочтительно по составляет меньшей мере 1,1, наиболее предпочтительно составляет по меньшей мере 1,25.
[0009] Такая конфигурация обеспечивает существенное удлинение фронтального проходного канала, что обеспечивает более стабильный поток металла и рассеивание его импульса, что до настоящего времени было возможно с обычными стаканами, имеющими концентрический канал и периферийную стенку.
[0010] Выражение "открытый в окружающую среду" означает открытый в среду, окружающую наружную часть стакана. Если фронтальный проходной канал стакана вставлен в полость литейной формы, "окружающая среда" относится к пространству, образованному полостью литейной формы, окружающей указанный фронтальный проходной канал стакана. "Фронтальный проходной канал" используется здесь в своем широко принятом определении проходного канала, находящегося в сообщении по текучей среде с осевым каналом и проходящего поперечно от него и содержащего выпускное отверстие, расположенное по меньшей мере частично в периферийной стенке стакана. Он содержит проходы, открывающиеся частично на втором конце стакана, если они также открыты на периферийной стенке, например нижний фронтальный проходной канал на фиг. 3.
[0011] "Центроид" плоской фигуры или двумерной формы определен как арифметическое среднее ("срединное") положение всех точек в форме. Другими словами, это точка, в которой вырезанный из участка картон может быть идеально сбалансирован на кончике карандаша (принимая во внимание равномерную плотность и равномерное гравитационное поле). В геометрии термин "барицентр" двумерной фигуры является синонимом для термина "центроид", а в физике " барицентр " и "центроид " образуют единую точку для форм только равномерной плотности.
[0012] В предпочтительном варианте осуществления изменение в конфигурации канала включает сужение канала по меньшей мере вдоль направления первой поперечной оси, Y. В другом случае, первая и вторая продольные оси (X1) и Х2 могут быть выполнены соосными.
[0013] В предпочтительном варианте осуществления выпускная часть дополнительно содержит концевое выпускное проходное отверстие, открывающееся на втором конце стакана. В дополнительном предпочтительном варианте осуществления выпускная часть дополнительно содержит по меньшей мере один второстепенный фронтальный проходной канал, проходящий в поперечном направлении к обеим из продольной оси, X1, и оси фронтального проходного канала от канала до периферийной стенки выпускной части. В более предпочтительном варианте осуществления выполнены по меньшей мере два таких второстепенных фронтальных проходных канала, образующие с первым фронтальным проходным каналом Y-образную форму. Лучшее рассеивание импульса потока металла достигается, когда выпускная часть дополнительно содержит второй фронтальный проходной канал, проходящий вдоль оси, расположенной в полуплоскости, образованной продольной осью, X1, и осью фронтального проходного канала. Такой второй фронтальный проходной канал расположен либо выше, либо ниже первого фронтального проходного канала.
[0014] Первый фронтальный проходной канал может проходить перпендикулярно продольной оси, X1, или сверху вниз. Другими словами, центроид выпускного проходного отверстия фронтального проходного канала может быть расположен на том же расстоянии от второго конца стакана или ближе к нему, что и центроид впускного проходного отверстия фронтального проходного канала, чем.
[0015] Настоящее изобретение также относится к установке для разливки металлических балок, содержащей:
(а) металлургическую емкость (10, 11), оснащенную по меньшей мере одним погружным стаканом (1), проходящим параллельно первой продольной оси (X1) и соединенным с нижней частью металлургической емкости, при этом указанный стакан содержит:
впускную часть (1А), расположенную на первом конце стакана и содержащую впускное отверстие (18);
удлиненную часть (1В), образованную наружной периферийной стенкой и проходящую вдоль первой продольной оси (X1) от указанной впускной части (1А) или рядом с ней, к,
выпускной части (1С), расположенной рядом с ней и содержащей второй конец стакана, противоположный первому концу, при этом указанная выпускная часть образована наружной периферийной стенкой и содержит первый выпускной фронтальный проходной канал (35), открывающийся на указанной наружной периферийной стенке,
канал (50), проходящий параллельно первой продольной оси (X1), открывающийся в указанном впускном отверстии (18) и проходящий вдоль удлиненной части (1В) стакана и по меньшей мере частично в выпускной части (1С) стакана, откуда он открывается в окружающую среду по меньшей мере через указанный первый фронтальный проходной канал (35), который проходит вдоль направления (Y1) фронтального проходного канала, поперечного указанной первой продольной оси (X1), от впускного проходного отверстия (35i) фронтального проходного канала, соединяющего канал (50) с выпускным проходным отверстием (35о) фронтального проходного канала, открывающимся на наружной периферийной стенке выпускной части стакана,
причем плоскость сечения выпускной части (1С) стакана вдоль плоскости, перпендикулярной первой продольной оси (X1), проходящей через впускное проходное отверстие (35i) фронтального проходного канала, содержит:
контур канала (50), образованный внешним краем (50Р) канала и центроидом (50х) канала области, образованной указанным внешним краем канала, и
контур наружной периферийной стенки выпускной части стакана, образованный внешним краем (1Р) стенки и центроидом (1х) стенки области, образованной указанным внешним краем стенки, и
первую поперечную ось (Y), проходящую через центроид (50х) канала и вдоль направления, параллельного ортогональной проекции направления (Y1) фронтального проходного канала на плоскость сечения, а установка также содержит:
(b) литейную форму (100) балочной заготовки, образующую сечение, разделенное по меньшей мере на первую удлиненную часть, проходящую вдоль первого направления литейной формы, и по меньшей мере на вторую удлиненную часть, проходящую вдоль второго направления литейной формы, поперечного первому направлению литейной формы.
отличающейся тем, что
стакан не содержит фронтального проходного канала, проходящего вдоль направления, противоположного направлению первого фронтального проходного канала (35) относительно продольной оси, и принадлежащего плоскости, образованной продольной осью (X1) и направлением (Y1) фронтального проходного канала, и тем, что в указанной плоскости сечения:
центроид (50х) канала и центроид (1х) стенки не совпадают и разделены расстоянием, d≠0;
сегмент, проходящий вдоль первой поперечной оси (Y) от центроида (50х) канала до внешнего края (1Р) стенки, имеет длину (L1), которая больше, чем длина (L2) сегмента, проходящего от центроида (1X) стенки до точки пересечения между первой поперечной осью (Y) и внешним краем (1Р) стенки,
и тем, что указанное первое направление литейной формы расположено в плоскости, содержащей первую продольную ось (X1) и направление фронтального проходного канала, Y1.
[0016] Литейная форма балочной заготовки в установке для разливки согласно настоящему изобретению может иметь Т-образное поперечное сечение, L-образное поперечное сечение, Х-образное поперечное сечение, С-образное поперечное сечение или Н-образное поперечное сечение. Литейная форма балочной заготовки предпочтительно имеет Н-образное поперечное сечение с полкой Н-образной балки, образованной первой удлиненной частью, и двумя боковыми выступами, образованными второй удлиненной частью и третьей удлиненной частью, при этом оба перпендикулярны второй удлиненной части, и в которой указанный погружной стакан расположен в области, пересекающей выступ и полку поперечного сечения Н-образной балки. Установка для разливки согласно настоящему изобретению предпочтительно содержит только один погружной стакан на литейную форму балочной заготовки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Для более полного понимания сущности настоящего изобретения, сделана ссылка на следующее подробное описание, взятое в совокупности с сопроводительными чертежами, на которых:
на фиг. 1 показан общий вид установки для разливки металлических балок;
на фиг. 2 показан пример стакана согласно настоящему изобретению, вставленного в Н-образную литейную форму;
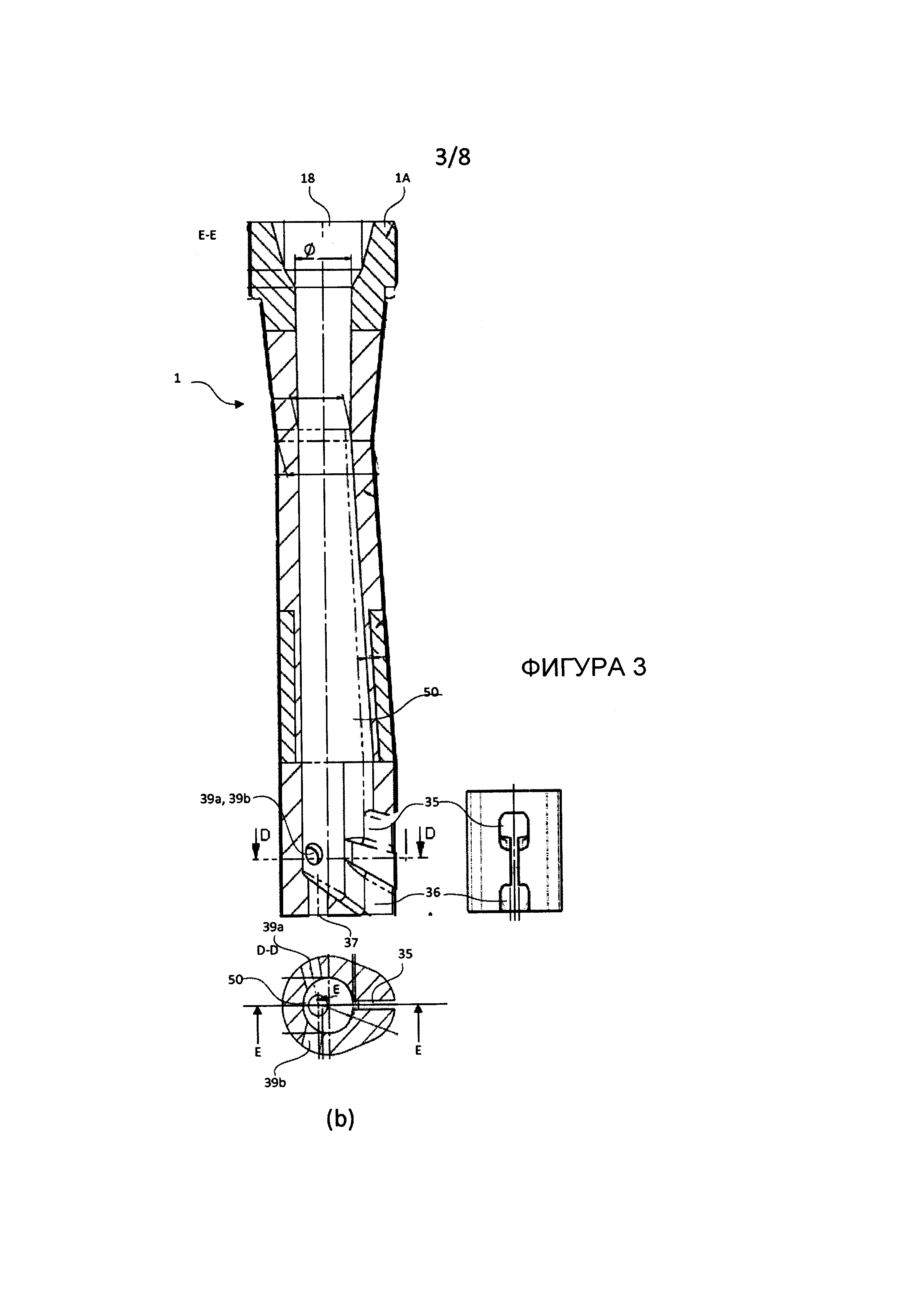
на фиг. 3 показаны варианты осуществления стаканов согласно настоящему изобретению;
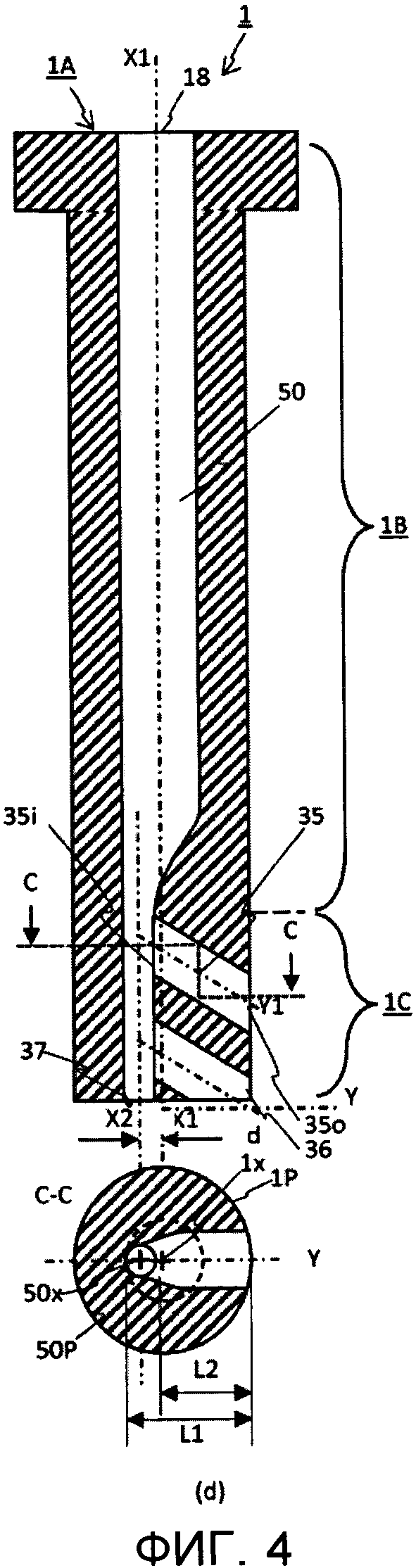
на фиг. 4 показан стакан в соответствии с уровнем техники (фиг. 4(а)) в сравнении с дополнительными вариантами осуществления стаканов согласно настоящему изобретению;
на фиг. 5 показаны дополнительные варианты осуществления выпускной части стаканов согласно настоящему изобретению;
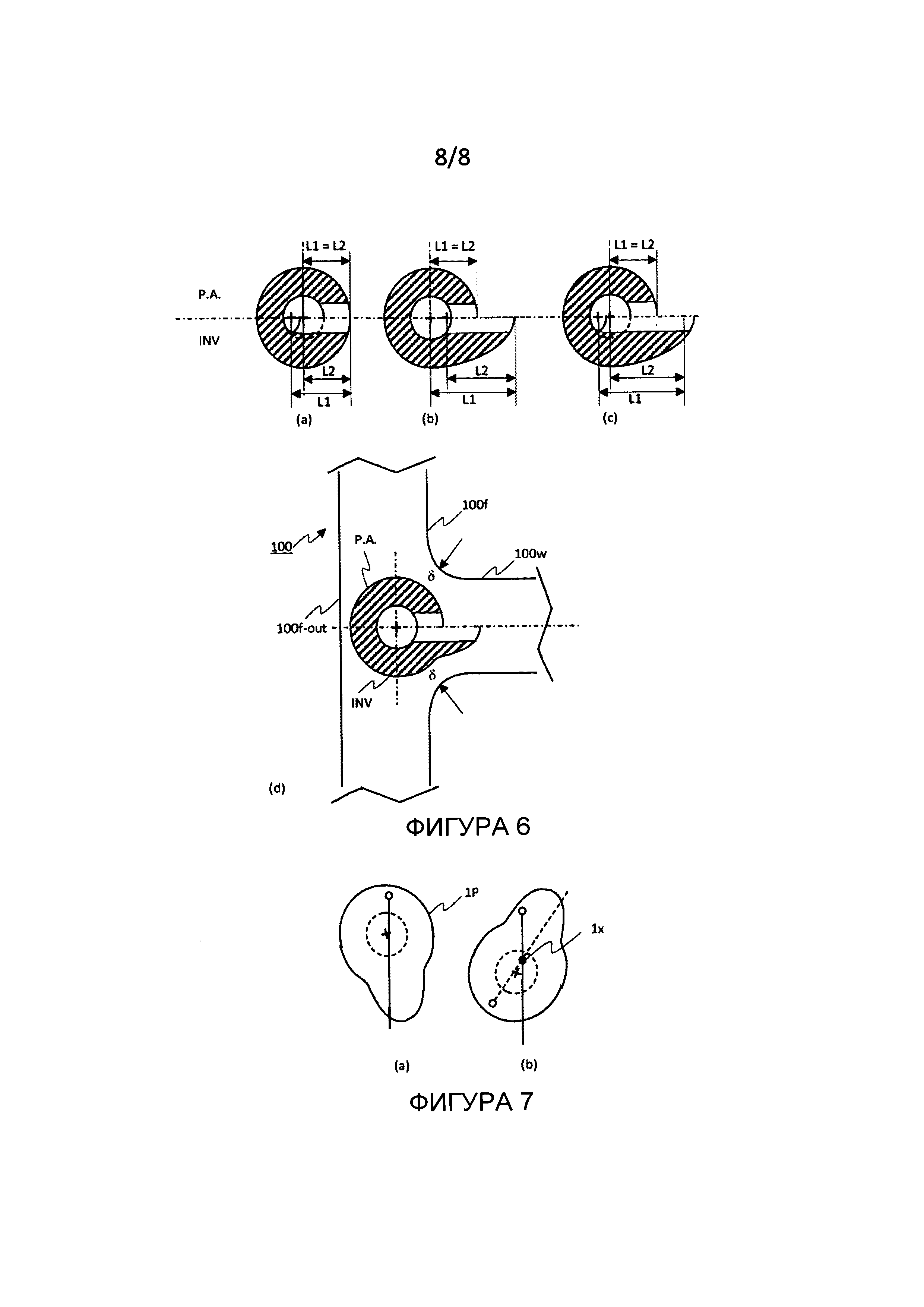
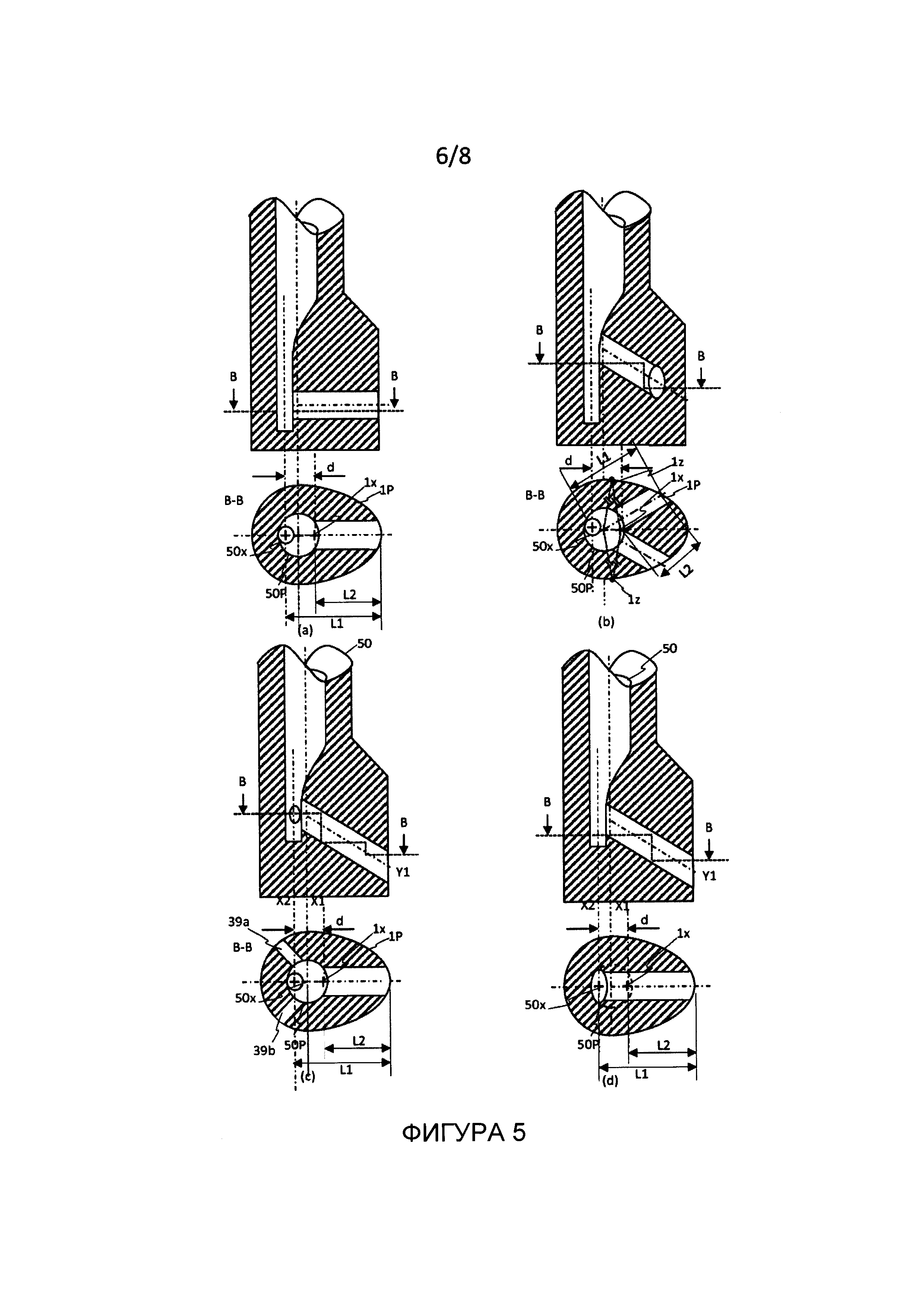
на фиг. 6 показано сравнение длины фронтального проходного канала стакана уровня техники со стаканами согласно настоящему изобретению;
на фиг. 7 показано, как экспериментально определить положение центроида стенки.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0018] Как показано на фиг. 3 и 4, стакан согласно настоящему изобретению может быть разделен на три основные части:
впускную часть (1А), расположенную на первом конце стакана и содержащую впускное отверстие(18);
удлиненную часть (1В), образованную наружной периферийной стенкой и проходящую вдоль первой продольной оси, X1, от указанной впускной части (1А), или рядом с ней, к
выпускной части (1С), расположенной рядом с ней и содержащей второй конец стакана, противоположный первому концу, при этом указанная выпускная часть образована наружной периферийной стенкой и содержит первый выпускной фронтальный проходной канал (35), открывающийся на указанной наружной периферийной стенке.
[0019] Стакан дополнительно содержит канал (50), проходящий параллельно первой продольной оси, X1, открывающийся в указанном впускном отверстии (18) и проходящий вдоль удлиненной части (1В) стакана и по меньшей мере частично в выпускной части (1С) стакана, откуда он открывается в окружающую среду по меньшей мере через указанный первый фронтальный проходной канал (35), который проходит вдоль направления фронтального проходного канала, Y1, поперечного указанной первой продольной оси, X1, от впускного проходного отверстия (35i) фронтального проходного канала, соединяющего канал (50) с выпускным проходным отверстием (35о) фронтального проходного канала, открывающимся на наружной периферийной стенке выпускной части стакана.
[0020] Поскольку стакан согласно настоящему изобретению особенно подходит для разливки сложных форм, таких как Н-образные балки, с использованием только одного стакана на литейную форму, который расположен со смещением относительно плоскости симметрии литейной формы, перпендикулярной полке, как правило в месте пересечения выступа (100f) и полки (100w) литейной формы (100), металл может не вытекать из фронтальных проходных каналов стакана, симметричных относительно вертикальной плоскости, проходящей через продольную ось, X1. В частности, во время использования первый фронтальный проходной канал (35) выполнен с возможностью прохождения в направлении по существу параллельном полке (100w) литейной формы, и расположен с ориентацией в сторону от выступа (100f), на пересечении которого с полкой расположен указанный стакан. Вследствие близости наружной стенки (100f - наружная) выступа литейной формы, расположенного "позади" фронтального проходного канала (35) стакана (сравните фиг. 6(d)), стакан согласно настоящему изобретению не содержит фронтального проходного канала, проходящего вдоль направления, противоположного направлению первого фронтального проходного канала (35) относительно продольной оси, и принадлежащего плоскости, образованной продольной осью, X1, и осью фронтального проходного канала, Y1.
[0021] В плоскости сечения выпускной части (1С) стакана вдоль плоскости, перпендикулярной первому направлению, X1, проходящему через впускное проходное отверстие (35i) фронтального проходного канала, следующие признаки могут быть определены:
контур канала (50), образованный внешним краем (50Р) канала и центроидом (50х) канала области, образованной указанным внешним краем канала, и
контур наружной периферийной стенки выпускной части стакана, образованный внешним краем (1Р) стенки и центроидом (1х) стенки области, образованной указанным внешним краем стенки, и
сегмент, проходящий вдоль первой поперечной оси, Y, от центроида (50х) канала до внешнего края (1Р) стенки, длиннее, чем сегмент, проходящий от центроида (1X) стенки до точки пересечения между первой поперечной осью, Y, и внешним краем (1Р) стенки,
[0022] Необходимо, чтобы центроид (50х) канала и центроид (1х) стенки не совпадали и были разделены расстоянием, d≠0. Направление, вдоль которого линейно проходит первый фронтальный проходной канал (35) на указанной плоскости сечения, образовано первой поперечной осью, Y, которая начинается от центроида (50х) канала и проходит до внешнего края (1Р) стенки. В предпочтительном варианте осуществления как центроид (50х) канала, так и центроид (1х) стенки расположены на первой поперечной оси.
[0023] Если первый фронтальный проходной канал (35) наклонен (т.е., если направление фронтального проходного канала, Y1, не перпендикулярно продольной оси, X1), возможно, что выпускное проходное отверстие (35о) фронтального проходного канала будет за пределами разрезаемой плоскости. Это случай, например, показан на фиг. 4(b)-(d), в котором разрезы В-В выполнены на двух параллельных плоскостях для ясности так, чтобы показать всю длину первого фронтального проходного канала (35) от впускного проходного отверстия (35i) до выпускного проходного отверстия (35о).
[0024] Как указано выше, "центроид" (50х, 1х) области здесь использован в своем обычном геометрическом определении арифметического среднего ("срединного") положения всех точек в области, что эквивалентно барицентру области, имеющей однородную плотность (т.е., без учета того, что плотность огнеупорных материалов выше, чем плотность канала). Для простых фигур, таких как круги, эллипсы, положение центроида легко определить. Однако для менее правильных конфигураций, не всегда просто рассчитать положение центроида. На фиг. 7 показано, как экспериментально определить положение центроида любой двумерной формы. Контур канала или периферийной стенки вырезан из картона. Положение канала не следует вырезать из картона, представляющего форму периферийной стенки, для обеспечения равномерной плотности ламели. На фиг. 7 представлен контур периферийной стенки стакана, описанный на фиг. 6(d), с положением круглого канала, обозначенного пунктирной линией (но не вырезанного). Картонная ламель затем удерживается стержнем, вставленным в первую точку возле внешнего края ламели таким образом, что она может свободно поворачиваться вокруг стержня; и вертикальная линия опущена от стержня (сравните фиг. 7(a). Положение вертикальной линии отмечено на корпусе (сравните пунктирную линию на фиг. 7(b)). Эксперимент повторяют со стержнем, вставленным в другой точке ламели. Пересечение двух линий представляет собой центроид (1х) стенки (сравните черный круг на фиг. 7(b)). Этот эмпирический способ позволяет определить центроид любой поверхности простым и надежным способом.
[0025] Смещение между центроидами стенки и канала может и не проходить по всей длине стакана. Достаточно того, что смещение выполнено в выпускной части на уровне первого фронтального проходного канала (35). Следовательно, канал (50) и наружная периферийная стенка, образующая удлиненную часть (1В), могут быть выполнены соосными относительно первой продольной оси, X1, по существу по всей длине удлиненной части (1В), а смещение может быть выполнено только в нижней части стакана, как показано на фиг. 3(a) и 4(b)-(d). В альтернативном варианте осуществления смещение между каналом (50) и периферийной стенкой стакана может проходить вдоль существенной части длины стакана или даже вдоль всей длины стакана, как показано на фиг. 3(b).
[0026] Как показано на фиг. 6(a)-(d), смещение канала относительно периферийной стенки стакана на уровне первого фронтального проходного канала, как предложено в настоящем изобретении, обеспечивает существенное увеличение длины, L1>L2, первого фронтального проходного канала в стакане согласно настоящему изобретению (сравните нижние половины фиг. 6(a)-(d)) с длиной, L1=L2, обычного "соосного" стакана (сравните верхние половины фиг. 6(a)-(d)). Более длинный фронтальный проходной канал (35) имеет множество преимуществ. Во-первых, он создает по существу более стабильный поток металлического расплава из первого фронтального сопла, выбрасываемый в виде струи на относительно длинное расстояние вдоль секции полки литейной формы и создающий по существу меньше завихрений, чем более короткие фронтальные проходные каналы. Во-вторых, как показано на фиг. 6(d), выпускное проходное отверстие (35о) фронтального проходного канала стакана согласно настоящему изобретению (нижняя половина) проходит глубже в секцию полки литейной формы, чем в обычном "соосном" стакане (верхняя половина), таким образом уменьшая расстояние, которое необходимо преодолеть струе металла для надлежащего заполнения литейной формы. В-третьих, более длинный фронтальный проходной канал (35) обеспечивает возможность уменьшения импульса потока металла, таким образом уменьшая ударную силу струи относительно наружной стенки (100f-наружная) выступа литейной формы, противоположного стакану. Это важно, поскольку ударный поток создает завихрения и быстро разрушает наружную стенку выступа литейной формы. Моделирование с помощью метода конечных элементов (Finite element modelling, FEM) или вычислительной гидродинамики (computational fluid dynamics, CFD) показывает, что высокие скорости на границе раздела подобластей (sub-meniscus velocities) в литейной форме повышают риск уровневых флуктуаций литейной формы и разъединения потока на уровне радиусов между полкой и выступом, противоположным стакану. Наименьшие скорости на границе раздела подобластей были получены для стаканов согласно настоящему изобретению из-за улучшенного рассеивания импульса вдоль более длинного первого фронтального проходного канала (35).
[0027] В одном из вариантов осуществления, показанном на фиг. 3(a), 4(d) и 5(e)-(h), периферийная стенка как удлиненной части (1В), так и выпускной части (1С) может быть центрирована относительно продольной оси, X1, по существу по всей его длине, и по меньшей мере на уровне первого фронтального проходного канала (35) канал (50) изменяет конфигурацию с прохождением вдоль второй продольной оси, Х2, параллельной первой продольной оси, X1, и смещенной относительно нее в направлении, противоположном первому фронтальному проходному каналу. Часть канала, проходящая вдоль второй продольной оси, Х2, предпочтительно становится уже, чем часть канала, проходящая вдоль первой продольной оси, X1, по меньшей мере вдоль направления первой поперечной оси, Y. Более узкая часть канала может быть гомотетическим преобразованием более широкой верхней по потоку части канала, как показано на фиг. 4(d) и 5(g) и (h), в которых канал (50) сохраняет круглое поперечное сечение вдоль всей его длины с меньшим диаметром в выпускной части (1С). В альтернативном варианте осуществления более узкая часть канала может иметь другую форму поперечного сечения, как более широкая верхняя по потоку часть канала. На фиг. 5(e) и (f) показана более широкая верхняя по потоку часть канала круглого поперечного сечения (сравните пунктирную линию на указанных чертежах) и более узкая нижняя по потоку часть канала, имеющая эллиптическое поперечное сечение, причем меньший диаметр эллипса проходит вдоль первого поперечного направления, Y. Уменьшение диаметра нижней по потоку части канала вдоль направления оси, Y, имеет преимущество только в том, что обеспечивает большее смещение, d, между первой и второй продольными осями, X1 и Х2, при сохранении достаточно большой области поперечного сечения канала, необходимой для обеспечения желаемой скорости потока металла. Будет ли уменьшение поперечного сечения нижнего по потоку канала типом гомотетического преобразования или вдоль только одного направления, зависит от применений и от того, способен ли специалист в уровне техники измерить соответственно части канала.
[0028] Во втором альтернативном варианте осуществления, показанном на фиг. 3(b), 4(b) и (с) и 5(a)-(d), смещение между каналом и периферийной стенкой на уровне первого фронтального проходного канала выполнено путем центрирования канала (50) относительно первой продольной оси, X1, по существу по всей длине канала, и расширения по меньшей мере на уровне первого фронтального проходного канала наружной периферийной стенки (1Р) в направлении первой поперечной оси, Y, в сравнении с противоположным направлением. Если, как показано на фиг. 4(b), (с) и 5(a)-(d), расширение наружной периферийной стенки стакана ограничено нижней частью стакана, это позволяет сохранить значительное количество огнеупорного материала. В другом случае, не существует конкретного ограничения для уровня стакана, откуда следует расширять наружную периферийную стенку.
[0029] В третьем варианте осуществления объединены первые два варианта осуществления, как показано на фиг. 5(d) и 6(c), в котором по меньшей мере на уровне первого фронтального проходного канала (35) наружная периферийная стенка (1Р) стакана расширяется вдоль направления первой поперечной оси, Y, а поперечное сечение канала уменьшается по меньшей мере в направлении указанной первой поперечной оси, Y, таким образом, что канал проходит вдоль указанной второй продольной оси, Х2. Этот вариант осуществления обеспечивает большее удлинение первого фронтального проходного канала (35), как показано на фиг. 6, причем вышеописанный первый вариант осуществления показан на фиг. 6(a), второй вариант осуществления - на фиг. 6(b), и третий вариант осуществления - на фиг. 6(c), с длиной, L1, первого фронтального проходного канала (35), постепенно увеличивающейся в вариантах осуществления (а), (b), (с).
[0030] Направление фронтального проходного канала, Y1, вдоль которого проходит первый фронтальный проходной канал (35), может быть перпендикулярно первой продольной оси, X1. Это будет соответствовать горизонтальному фронтальному проходному каналу (35), как показано на фиг. 4(c) и 5(a) и (е), причем термин "горизонтальный" использован относительно положения стакана во время использования. В альтернативном варианте осуществления направление фронтального проходного канала, Y1, может быть поперечно, но не перпендикулярно, первой продольной оси, X1. В частности, первый фронтальный проходной канал (35) может проходить сверху вниз (относительно положения стакана во время использования) таким образом, что центроид выпускного проходного отверстия (35о) фронтального проходного канала расположен ближе ко второму концу стакана, чем центроид впускного проходного отверстия (35i) фронтального проходного канала.
[0031] Для лучшего заполнения литейных форм сложной формы единственного фронтального проходного канала может быть недостаточно. Таким образом, стакан согласно настоящему изобретению может дополнительно содержать концевое выпускное проходное отверстие (37), открывающееся на втором конце стакана (сравните фиг. 4 и 5(c) и (h)). Концевое выпускное проходное отверстие (37) предпочтительно параллельно продольной оси, но оно может образовывать угол с последней. Концевое выпускное проходное отверстие (37) образовано каналом, сообщающимся по текучей среде с продольным каналом и открывающимся исключительно на втором конце стакана. Если отверстие канала проходит частично во втором конце и частично в периферийной стенке стакана, оно относится к фронтальному проходному каналу (сравните, например, фиг. 3). Оно может также содержать по меньшей мере один второстепенный фронтальный проходной канал (39а, 39b), проходящий в поперечном направлении к продольной оси, X1, и к направлению фронтального проходного канала, Y1, от канала (50) до периферийной стенки выпускной части (1С). Для Н-образной литейной формы, показанной на фиг. 1 и 2, стакан предпочтительно содержит два второстепенных фронтальных проходных канала (39а, 39b), образующих с первым фронтальным проходным каналом (35) форму Y с центром в канале таким образом, что выступ, прилегающий к стакану, может быть заполнен металлическим расплавом, как показано на фиг. 3 и 5(c) и (h).
[0032] В большинстве вариантов осуществления стакан содержит только один фронтальный проходной канал (35), характеризующийся первой поперечной осью, Y, которая выполнена соосной с наиболее длинными из всех сегментов, проходящих от центроида (50х) канала к внешнему краю (1Р) стенки (сравните с фиг. 5(b)). Однако в некоторых особенных случаях возможно наличие двух фронтальных проходных каналов (35), каждый из которых характеризуется первой поперечной осью, Y, образующей форму "V", как показано на фиг. 5(b). В этом конкретном варианте осуществления для того, чтобы удовлетворить требованию L1>L2, каждая из первых поперечных осей, Y, первого и второго фронтальных проходных каналов (35) не может пересекать внешний край (1Р) стенки ни на, ни за пределами граничных точек (1Z), которые определяют положение в периферийной стенке, в которой L1=L2. Справа от граничных точек (1Z) на фиг. 5(b), L1>L2 в соответствии с настоящим изобретением, но слева от них, L1<L2, и они образуют второстепенные фронтальные проходные каналы (39, 39а, 39b), как описано выше.
[0033] Дополнительное рассеивание импульса потока и увеличенная стабильность потока могут быть получены путем обеспечения стакана вторым фронтальным проходным каналом (36), проходящим вдоль оси, расположенной в полуплоскости, образованной первой продольной осью, X1, и первой поперечной осью, Y. Другими словами, как показано на фиг. 4(c) и (d), второй фронтальный проходной канал (36) может быть расположен выше или ниже первого фронтального проходного канала (термины "выше" и "ниже" здесь использованы относительно положения стакана во время использования). В модификации настоящего варианта осуществления первый и второй фронтальные проходные каналы (35, 36) могут быть соединены более узким каналом, как показано на фиг. 3, придавая выпускным проходным отверстиям фронтальных проходных каналов форму разрезанного поперек двутавра (dog-bone shape).
[0034] Стакан согласно настоящему изобретению имеет преимущества в использовании с установкой для разливки металлических балок, как показано на фиг. 1, и содержащей:
(a) металлургическую емкость (10, 11), оснащенную по меньшей мере одним погружным стаканом (1) согласно настоящему изобретению с его впускным отверстием (18), сообщающимся по текучей среде с внутренним пространством металлургической емкости; и в котором канал (50) с первым фронтальным проходным каналом (35) выступает за пределы указанной металлургической емкости и частично проникает в нее,
(b) литейную форму (100) балочной заготовки, образующей сечение, разделенное по меньшей мере на первую удлиненную часть, проходящую вдоль первого направления литейной формы, и по меньшей мере на вторую удлиненную часть, проходящую вдоль второго направления литейной формы, поперечного первому направлению литейной формы,
в которой указанное первое направление литейной формы расположено в плоскости, образованной первой продольной осью, X1, и осью фронтального проходного канала, Y1, и предпочтительно перпендикулярно первой продольной оси, X1.
[0035] Литейная форма балочной заготовки может иметь Т-, L-, Х-, С-, Н-образное или аналогичное указанным поперечное сечение. В случае Н- или С-образного поперечного сечения полка Н-образной или С-образной балки образована первой удлиненной частью, а два боковых выступа Н-образной или С-образной балки образованы второй удлиненной частью и третьей удлиненной частью, оба по существу перпендикулярны первой удлиненной части. Один такой погружной стакан предпочтительно используют для каждой литейной формы и располагают в области, пересекающей полку и выступ поперечного сечения Н-образной или С-образной балки. Аналогично, в случае Т-, L- или Х-образных поперечных сечений только один стакан предпочтительно используют для каждой литейной формы и предпочтительно располагают в области пересечения между первой и второй удлиненными частями литейной формы. Для таких литейных форм дополнительные фронтальные проходные каналы, проходящие в поперечном направлении к указанному фронтальному проходному каналу (35) со смещением между центроидами канала и периферийной стенкой на уровне положений таких фронтальных проходных каналов могут быть предусмотрены в случае двух пересекающихся удлиненных частей литейной формы, имеющих избыточные длины.
[0036] Для обеспечения достаточного расстояния, δ, между периферийной стенкой стакана и стенкой литейной формы, в частности ближе к фронтальному проходному каналу, наружная периферийная стенка стакана может иметь форму поперечного сечения стакана, примерно совпадающую с контурами стенок литейной формы в близости от стакана. Например, форма поперечного сечения периферийной стенки может иметь грушевидную форму или форму колбы, как показано на фиг. 6(d). Как описано выше, достаточное расстояние, δ, необходимо для предотвращения образования затвердевших металлических перемычек между стаканом и стенками холодной литейной формы. Такая форма наружной периферийной стенки стакана обеспечивает более глубокое проникновение первого фронтального проходного канала (35) в направлении полки литейной формы (т.е., первая удлиненная часть) при сохранении достаточного расстояния со стенками литейной формы (сравните верхнюю (РА) и нижнюю (INV) половины фиг. 6(d)).
[0037] Стакан согласно настоящему изобретению обеспечивает лучшее управление струей металла, вытекающей из него в литейной формы сложной формы, для изготовления балок и тому подобного. С большей длинной, L1, первого фронтального проходного канала (35), чем до сих пор было возможно. Это имеет преимущества в улучшенном рассеивании импульса потока, а также в высокой стабильности и более низкой скорости разливающейся струи металла. Это в свою очередь предотвращает прерывание потока в радиусах литейных форм сложной формы, а также уменьшение образования вихревых потоков и мертвой зоны, являющихся причиной многих дефектов в литых балках.
Композиции для литья, отливки из нее и способы изготовления отливки
Стопорный стержень
Огнеупорные пробка или блок для нагнетания газа в расплавленный металл
Способ изготовления многослойного керамического изделия (варианты)
Тигель для кристаллизации кремния и способ его изготовления
Ударная накладка разливочного устройства
Моноблочный стопор
Стопорный стержень
Разливочный стакан для перемещения потока жидкого металла
Устройство для нагнетания флюида в металлургический резервуар

