Результат интеллектуальной деятельности: ФЕТРОВЫЙ ЛИСТ ИЗ МИНЕРАЛЬНОГО ВОЛОКНА ДЛЯ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННОГО КОМПОЗИТА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к изделиям из минерального волокна и, более конкретно, к фетровому листу из минерального волокна для производства теплоизоляционных композитов.
В области композитных материалов широко применяется армирующие минеральные волокна для изготовления, например, волокнистых матов, или вуали, или тканей. Их можно легко комбинировать с другими материалами, например, пропиткой жидкостью, например, смолой. Однако, ассортимент изделий, которые можно производить, часто ограничивается толщиной волоконного армирующего материала.
Особенно в случае применения в области теплоизоляции это является проблемой, поскольку изолирующие свойства непосредственно связаны с толщиной. Поэтому, даже если изолирующий композит обладает очень высокими характеристиками, всегда желательно получить увеличенную толщину, чтобы обеспечить более высокий уровень изоляции.
С другой стороны, фетровый лист, доступный в настоящее время как маты или вуаль толщиной несколько миллиметров или как ткань толщиной один миллиметр или менее, вполне удовлетворителен с точки зрения технологических операций по производству композита. для большинства технологий трансформации армирующий фетровый лист должен иметь механические свойства, позволяющие транспортировать его с наибольшими удобствами до трансформации и манипулировать им и подавать на линию трансформации, а также он должен выдерживать механическое растяжение, возникающее в процессе трансформации. Более конкретно, в непрерывном процессе пропитки фетровый лист транспортируется по линии во влажном состоянии и следует избегать деградации влажного фетрового листа. Волоконные маты, вуаль и ткань имеют хорошую прочность на растяжение, особенно в направлении движения в машине.
Одной конкретной областью применения фетрового листа по настоящему изобретению является процесс производства гелевого композита, армированного волокном, содержащий этапы, на которых создают лист волоконного фетрового листа, комбинируют фетровый лист с предшественником геля, проводят гелеобразование комбинации для получения композита, сматывают композит и сушат композит для получения армированного волокном гелевого композита, например, армированного волокном кварцевого аэрогеля.
Аэрогели, обладающие чрезвычайно малой плотностью, большой площадью поверхности, хорошими оптическими, тепловыми и акустическими свойствами, исследовались на предмет применения в различных областях. Однако аэрогели обладают присущими им недостатками, такими как непрочность и хрупкость. Для повышения прочности, гибкости и улучшения других важных свойств аэрогелей, в них можно применять различные армирующие добавки. Композиты аэрогелей, армированные волокном, можно изготавливать, добавляя рыхлые волокна или нетканые волоконные листы к предшественнику геля, проводя процесс гелеобразования для получения гелевого листа, осуществляя старение гелевого листа и высушивая полученный гелевый лист.
Аэрогели, обладающие чрезвычайно малой плотностью, большой площадью поверхности, хорошими оптическими, тепловыми и акустическими свойствами, ранее применялись в попытках удовлетворить эту потребность и другие потребности, для которых такие свойства могут быть полезными. Однако аэрогели имеют присущие им недостатки, такие как непрочность и хрупкость. Примечательно, что при изготовлении высокопрозрачных и гидрофобных аэрогелей, хрупкость становится значительно более остро выраженной и, поэтому, с ними гораздо сложнее обращаться и они требуют длительного времени на цикл сушки текучих сред, чтобы избежать растрескивания.
Слабость и хрупкость аэрогелей низкой плотности могут оказывать особенно негативное влияние на масштабируемость производства и ограничивать крупномасштабное производство. Дополнительно, аэрогели меньшей плотности могут иметь лучшую прозрачность, но и более высокую теплопроводность, что ухудшает их теплоизолирующие свойства.
Хрупкая структура аэрогеля (низкая плотность и высокая пористость) также создает некоторые трудности при сопряжении с поверхностями неправильной формы или при поддержании целостности в динамических условиях, например, когда аэрогель зажат между стеклом и разные коэффициенты теплового расширения стекла и аэрогеля приводят к возникновению сжимающих сил. Поэтому гибкость, сжимаемость, целостность, долговечность, прочность и сопротивляемость агломерированию, пылеобразованию и растрескиванию являются областями потенциального улучшения в аэрогелях и аэрогелевых композитах.
Предпринималось множество попыток улучшить аэрогели и аэрогелевые композиты, чтобы решить эти проблемы и более полно использовать их замечательные свойства как материалов. В некоторых патентах описаны попытки получить композиты из пен и порошковых аэрогелей, например, в патенте ЕР0489319 и в патентах США №№ 6136216; 5691392; 6040375 и 6068882. В других источниках, например, патентах США №№ 4966919; 5037859; 5972254; 5973015 и 6087407 и в опубликованной заявке на патент США № 2002/0094426 описаны другие аэрогели или аэрогелевые композиты с пеной или без пены. Некоторые источники, такие как опубликованные заявки на патент США №№ 2005/0192367 и 11/392925, описывают прозрачные аэрогели или аэрогелевые композиты.
В контексте вариантов настоящего изобретения термины "аэрогели" или "аэрогелевые материалы", а также их формы единственного числа относятся к гелям, содержащим воздух в качестве дисперсионной среды в широком смысле, и к гелям, высушенным сверхкритическими текучими средами в узком смысле. Химический состав аэрогелей может быть неорганическим, органическим (включая полимеры) или гибридным органическим-неорганическим. Неорганические аэрогели могут быть основаны на диоксиде кремния, диоксиде титана, диоксиде циркония, оксиде алюминия, оксиде гафния, оксиде иттрия, оксиде церия, карбидах и нитридах. Органические аэрогели могут быть основаны на соединениях, включая, помимо прочего, уретаны, резорцинформальдегиды, полиимиды, полиакрилаты, хитозан, полиметилметакрилат, члены акрилатового семейства олигомеров, полидиметилсилоксан с триалкоксисилильными концевыми группами, полиоксиалкиен, полиуретан, полибутадиен, меламинформальдегид, фенолфурфурал, член семейства полиэфиров, или их комбинации. Примеры органических-неорганических гибридных аэрогелей включают, помимо прочего, диоксид кремния-полиметилметакрилат, диоксид кремния-хитозан, диоксид кремния-полиэфир или, возможно, комбинацию вышеуказанных органических и неорганических соединений. В опубликованных заявках на патент США №№ 2005/0192367 и 2005/0192366 приведено подробное описание таких гибридных органических-неорганических материалов и эти заявки полностью включены в настоящее описание путем отсылки.
Аэрогели, применимые к настоящему изобретению, включают такие аэрогели, которые армированы волоконной структурой. Такая арматура придает прочность и гибкость структуре аэрогеля. В патентах США №№ 6068882, 6087407, 6770584, 5124101, 5973015, 6479416, 5789075, 5966027, 5786059, 5972254, 4363738, 4447345, в заявке РСТ WO9627726, в заявках на патент США 20020094426, 2003077438, в патенте Японии JP8034678, в патенте Великобритании GB1205572, описаны некоторые аэрогелевые материалы, которые могут применяться в вариантах настоящего изобретения. Эти документы включены в настоящее описание путем отсылки для описания способов производства таких гибких аэрогелевых материалов, по меньшей мере частично. Гибкие аэрогелевые материалы также могут иметь форм-факторы одеял или тонких полос. Хотя многие варианты настоящего изобретения сфокусированы на покрытии аэрогелевых композитов, их также можно применять для покрытия других форм аэрогелей.
Правильно примененное армирующее волокно придает гибкость аэрогелевым материалам. Такая гибкость в аэрогелевых материалах желательна в различных вариантах применения где такие аэрогелевые материалы могут применяться для ускоренной замены существующих материалов. Однако гибкость иногда может приводить к некоторому повреждению структуры аэрогеля. Хотя она может не затрагивать другие критические свойства аэрогелевых материалов, она может вызывать затруднения при физическом перемещении. Настоящее изобретение во многих вариантах предлагает способы минимизации эффектов такого ущерба и, далее, предотвращает отсоединение такого поврежденного материала от матрицы материала. Поэтому, любые проблемы последующего механического перемещения, связанные с порошковым аэрогелевым материалом на поверхности такого аэрогелевого материала, предотвращаются и существенно уменьшаются способами настоящего изобретения.
Было показано, что модернизации существующих зданий, сооружений и структур с помощью изоляции, обладающей высоким тепловым сопротивлением, может существенно сократить потребление энергии и соответствующие выбросы диоксида углерода. Таким образом, имеется большое желание разработать основанные на аэрогелях изоляционные материалы для строительства зданий и сооружений. Для тех областей, которые не связаны с изоляцией пустотелых стен и/или поднятых чердаков, предпочтительном изделием для такого рынка являются жесткие панели. Например, во многих случаях внутренней или наружной модернизации зданий устанавливают материалы в форме негибкой доски, например, из минеральной ваты или пенополистирола. За последнее десятилетие возобновился интерес к производству жестких панелей с теплоизоляционными материалами, имеющими больший коэффициент сопротивления теплопередачи, чем у имеющихся на рынке. Особый интерес вызвала имеющая высокие характеристики изоляция на основе аэрогелей. Изоляция из аэрогеля, армированного волокном, в настоящее время доступна в больших объемах в форме гибкого долговечного композита толщиной не более 10 мм. Множество слоев таких материалов типично соединяют с помощью клея для создания жесткой доски большей толщины. Поскольку гибкую изоляцию на основе аэрогеля по необходимости производят в виде рулонов, она может иметь некоторую степень дефектов намотки в форме коробления, волнистости и/или изменений толщины, либо для решения этих проблем приходится применять развитые средства управления технологическим процессом. Наличие таких дефектов затрудняет ламинирование таких гибких аэрогелевых материалов в жесткие доски. Отдельные слои аэрогелевой изоляции с поверхностными дефектами проводят к неполному соединению поверхностей из-за невозможности добиться полного сопряжения поверхностей каждого отдельного слоя в процессе ламинирования. Таким образом, панели, произведенные таким способом, содержат большое количество пустот и дефектов, которые снижают не только механическую прочность, но и тепловые характеристики. Поэтому существует острая потребность в устранении дефектов поверхности таких материалов, возникающих в основном из-за напряжений, создаваемых намоткой и размоткой, то есть напряжений, связанных с производством рулонных изделий. Процесс намотки и размотки, применяемый в производстве гибкой композитной аэрогелевой изоляции также не допускает применения жестких материалов на основе волокон в качестве арматуры для таких композитов. Волоконные материалы с высоким содержанием связующего и/или материалы, которые имеют минимальную жесткость, не выдерживают процесса намотки/размотки при производстве рулонных изделий без появления большого количества дефектов в форме отслоений, короблений и разрывов. Благодаря существенно улучшившейся экономике имеется сильное желание применять более дешевые армирующие волокна с высоким содержанием связующего для производства гибкой аэрогелевой изоляции. В настоящее время такие материалы остаются слишком жесткими, чтобы их можно было наматывать с малыми радиусами без возникновения несоответствий в присутствии складок, разрывов и отслоений. Таким образом, имеется сильная потребность в разработке процесса, который позволит осуществлять намотку и последующую обработку аэрогеля в таком материале, не вызывая повреждений, связанных с намоткой. Для целей настоящей заявки под жесткой панелью следует понимать способность панели с практической устанавливаемой площадью поверхности (от 0,1 до 10 м2) выдерживать собственный вес без изгиба такой степени, который мешает практическому манипулированию и монтажу. Хотя можно изготавливать жесткие панели прикрепляя нежесткий плоский материал к другому жесткому материалу, настоящее изобретение фокусируется на одном или более слое гелевого композита, при этом слои скреплены клеем и являются жесткими, как описано выше.
Согласно настоящему изобретению предлагается волокнистая подложка повышенной жесткости, пригодная для использования в эффективном производстве плоскопанельных досок на основе аэрогеля. Такие жесткие подложки нормально не поддаются стандартной обработке в цилиндрическом сосуде для различных процессов, применяемых при производстве гелевых композитов. Эффективное использование таких сосудов требует изготовления аэрогелевых материалов, армированных волокном, в форме рулонов, чтобы максимально использовать объем сосудов и сократить фиксированные издержки, связанные с производством. Обычная практика, таким образом, требует, чтобы армирующее волокно, применяемое для армирования аэрогелей имело достаточную гибкость, чтобы выдерживать сматывание и разматывание. Материалы с излишней жесткостью и/или материалы с высоким содержанием связующего, обычно не очень хорошо выдерживают обработку, что типично приводит к изготовлению аэрогелевых композитов с чрезмерным количеством дефектов в виде складок, гофров, отслоений и разрывов. Поэтому сформированное готовое изделие, в котором применяется такая жесткая арматура, не подходит для изготовления плоскопанельных досок, которые являются предпочтительной формой изделий для применения в строительстве. Чрезмерное количество дефектов в таких изделиях ухудшает тепловые характеристики, целостность материала и серьезно усложняет любой производственный процесс.
Описанные цели были достигнуты с помощью фетрового листа из волокна для производства теплоизолирующего композита, содержащего:
- фетровый лист из полужесткого волокна, содержащего волокна минеральной шерсти, связанные связующим;
- облицовочный лист, приклеенный к одной внешней главной поверхности фетрового листа связующим или клеем;
в котором
- плотность фетрового листа с полужесткими волокнами превышает 20 кг/м3, особенно, выбрана в диапазоне от 22 до 35 кг/м3;
- толщина волокнистого фетрового листа составляет по меньшей мере 10 мм, предпочтительно 15 мм, особенно 20 мм;
- волокна расположены слоями, при этом большинство волокон параллельны главной лицевой стороне;
- фетровый лист выпускается в рулонной форме так, что облицовочный лист расположен внутри рулона и упакован в установке для упаковки рулонов.
Согласно другим признаком изобретения:
- в фетровый лист внесены изменения так, чтобы его можно было сматывать в рулон так, чтобы облицовочный лист находился внутри рулона;
- фетровый лист сжат внутри рулона до толщины, составляющей 1:2 до 1:6 к начальной толщине;
- изменения внесены путем надрезания волокнистого фетрового листа по меньшей мере на половину его толщины;
- глубина надрезов изменяется или надрез является прерывистым в направлении ширины фетрового листа;
- толщина фетрового листа больше 25 мм и глубина надреза меньше 1:2 к толщине фетрового листа;
- изменения внесены путем локальной механической модификации волоконной структуры, особенно, пробиванием так, чтобы размягчить фетровый лист локально;
- изменения разнесены равномерно продольно на расстояние 1-20 см, особенно 1-5 см, предпочтительно, 1-2 см;
- фетровый лист перед сматыванием в рулон имеет длину по меньшей мере 5 м, особенно 10-40 м;
- облицовочный лист содержит волокна, особенно выбранные из стекловолоконных матов или ткани;
- облицовочный лист имеется на другой наружной главной поверхности;
- волокна минеральной шерсти являются волокнами минеральной шерсти или волокнами стекловаты.
Фетровый лист по настоящему изобретению пригоден для использования как арматура для производства аэрогелевых композитов, он также применяется для производства не аэрогелевых композитов.
Согласно другому аспекту настоящее изобретение относится к применению волоконного фетрового листа по любому из предшествующих пунктов для изготовления композита, содержащего не аэрогель, при котором пустоты между волокнами заполнены пропитывающей композицией, в котором порошковый материал скомбинирован со связующим и/или вспенивающей композицией на основе органических и/или неорганических материалов.
В рамках настоящего изобретения термин "полужесткий" означает что волоконный фетровый лист обладает достаточной гибкостью для сгибания или сматывания в рулон, и в то же время обладает достаточной механической прочностью, чтобы по существу сохранять свою форму при манипуляциях. В некоторых предпочтительных вариантах это можно выразить отклонением при тесте собственной массы, в соответствии со способом ACERMI (l'Association pour la CERtification des Matériaux Isolants): изделие укладывают на стол так, чтобы одна его часть выступала за кромку стола, при этом его укладывают плоско без какой-либо поддержки. Отклонение изделия - это высота, которую конец изделия достигает ниже горизонтального уровня стола. Отклонение, наблюдаемое для изделия не превышает 50 мм, когда собственный вес действует на длину 50 см изделия.
Согласно изобретению волокна расположены по существу ламинарно, и большая часть волокон проходит параллельно главной лицевой стороне. Такого расположения типично можно добиться с помощью процесса формирования минеральной шерсти, при котором волокна генерируют в устройстве для получения волокон в воздушном потоке и волокна, несомые воздушным потоком, собирают на приемной поверхности, образованной плоским или барабанным перфорированным конвейером, а всасывающее устройство, установленное на противоположной стороне перфорированного конвейера заставляет волокно прижаться к конвейеру по существу плоско так, что волокна организуются в полосу, конформную приемной поверхности.
На волокна распыляют связующее сразу после генерирования и перед сбором на приемной поверхности и создают эффективную связь на соединениях между волокнами после того, как собранный фетр подвергнется термообработке или сшиванию. Сторона собранной полосы, контактирующая с приемной поверхностью образует главную сторону готового фетрового листа. Содержание связующего в готовом фетровом изделии может по существу составлять 4-9% по весу на основе общего веса изделия, предпочтительно, 4-7%. Такой фетровый лист, соединенный связующим, имеет интересующую гибкость в направлении, поперечном главной поверхности. Следовательно, фетровый лист можно сворачивать в рулон даже в более высоком диапазоне плотности, например, от 20 до 35 кг/м3. Это было бы невозможно, если бы волокна были переориентированы с компонентом, проходящим в направлении, поперечном главной стороне, например, как в случае обжатия фетровых листов или если плита из фетрового листа переориентирована на 90°, как в так называемых ламельных ветровых изделиях.
На главную внешнюю сторону собранной полосы можно нанести один или более облицовочных листов, пока связующее еще находится в реакционноспособном состоянии; типично на приемную поверхность перед сбором волокон можно уложит один облицовочный лист, или один или оба облицовочных листа можно нанести на собранную полосу перед термообработкой или сшиванием. Альтернативно один или оба облицовочных листа можно нанести после термообработки или сшивания фетрового листа и приклеить их к листу с помощью клея.
Облицовочный лист может состоять из вуали или мата из нетканого стекловолокна, или ткани из тканого стекловолокна с плотностью 10-70 г/м2, особенно, 25-60 г/м2.
Изменения в фетровом листе по настоящему изобретению по существу могут давать эффект локальной модификации волоконной структуры в некоторых метах, равномерно разнесенных друг от друга, при этом изменения вносятся в направлении поперечном длине фетрового листа. Это позволяет получить сегментированный фетровый лист с сегментами полужесткой структуры, разделенными линиями более гибкой структуры или даже линиями, где волоконная структура разорвана в надрезанных участках.
Изменения могут влиять на существенную часть толщины фетрового листа, однако сохраняя минимум волоконной структуры, расположенной рядом с облицовочным листом, типично на 1-3 мм, незатронутой.
В одном варианте изменения затрагивают не менее 90% начальной толщины фетрового листа.
В другом варианте изменения затрагивают только часть толщины фетрового листа, типично не более 50% начальной толщины, когда толщина превышает 25 мм.
Такие изменения по существу равномерно разнесены продольно (поперек ширины фетрового листа) на расстояние от 1 до 20 см, особенно от 1 до 5 см, предпочтительно от 1 до 2 см. Близко расположенные изменения, в диапазоне 1-2 см, наиболее интересны для толстых фетровых листов толщиной более 25 см.
В дополнение к приданию дополнительной гибкости фетровому листу такие изменения полезны для пропитки раствором, а также для последующей сушки или удаления жидкости. Это объясняется тем, что в фетровом листе формируется рисунок каналов. Чем ближе друг к другу расположены изменения, тем легче удалять жидкость, особенно когда удаление осуществляется через боковые кромки фетрового листа когда фетровый лист сушат в свернутой в рулон форме и удаление жидкости происходит с торцов рулона.
Волокна в фетровом листке или в сегментированных, армированных волокном гелевых композитах [полученных] вышеописанным процессом, содержат один или более материалов выбранных из группы, содержащей минеральную шерсть, стекловату, стекловолокно.
Некоторые надрезанные нетканые листы из минеральной шерсти известны или доступны на рынке изолированных труб или коленчатых патрубков и ориентация волокон в них в большинстве случаев проходит в направлении поперечном главной стороне изделия. Такие изделия не подходят для использования в качестве арматуры в теплоизолирующем композите большей толщины, поскольку волоконная структура не позволяет сжать нетканый лист в рулонный пакет. Поэтому, длина материала, имеющегося в рулоне, весьма ограничена и недостаточна для промышленного процесса изготовления композита. Более того, ориентация волокон, проходящих в основном поперечно главной стороне, благоприятствует теплопереносу вдоль этого направления и не позволяет получить теплоизолирующие композиты, имеющие высокие характеристики.
При использовании фетрового листа для изготовления композита пропиткой жидким раствором, жидкость может легко проникать в волоконную структуру и фетровый лист может транспортироваться во влажном, пропитанном состоянии без деградации, его можно сворачивать в рулон во влажном состоянии и разматывать рулон во влажном или сухом состоянии без деградации.
Особенно при использовании с пропитывающим раствором, являющимся предшественником геля, одного или более из материалов, выбранных из группы, содержащей диоксид кремния, теплопроводность армированных гелевых композитов, изготовленных вышеописанным процессом, составляет менее 25 мВт/мК при комнатной температуре.
Получают сегментированный гелевый композит, армированный волокном, в котором гель в волокне непрерывен по меньшей мере в одном сегменте, и между по меньшей мере двумя соседними сегментами имеется зазор, прерывающий непрерывность и волокон, и геля.
Далее следует описание изобретения со ссылками на чертежи, на которых:
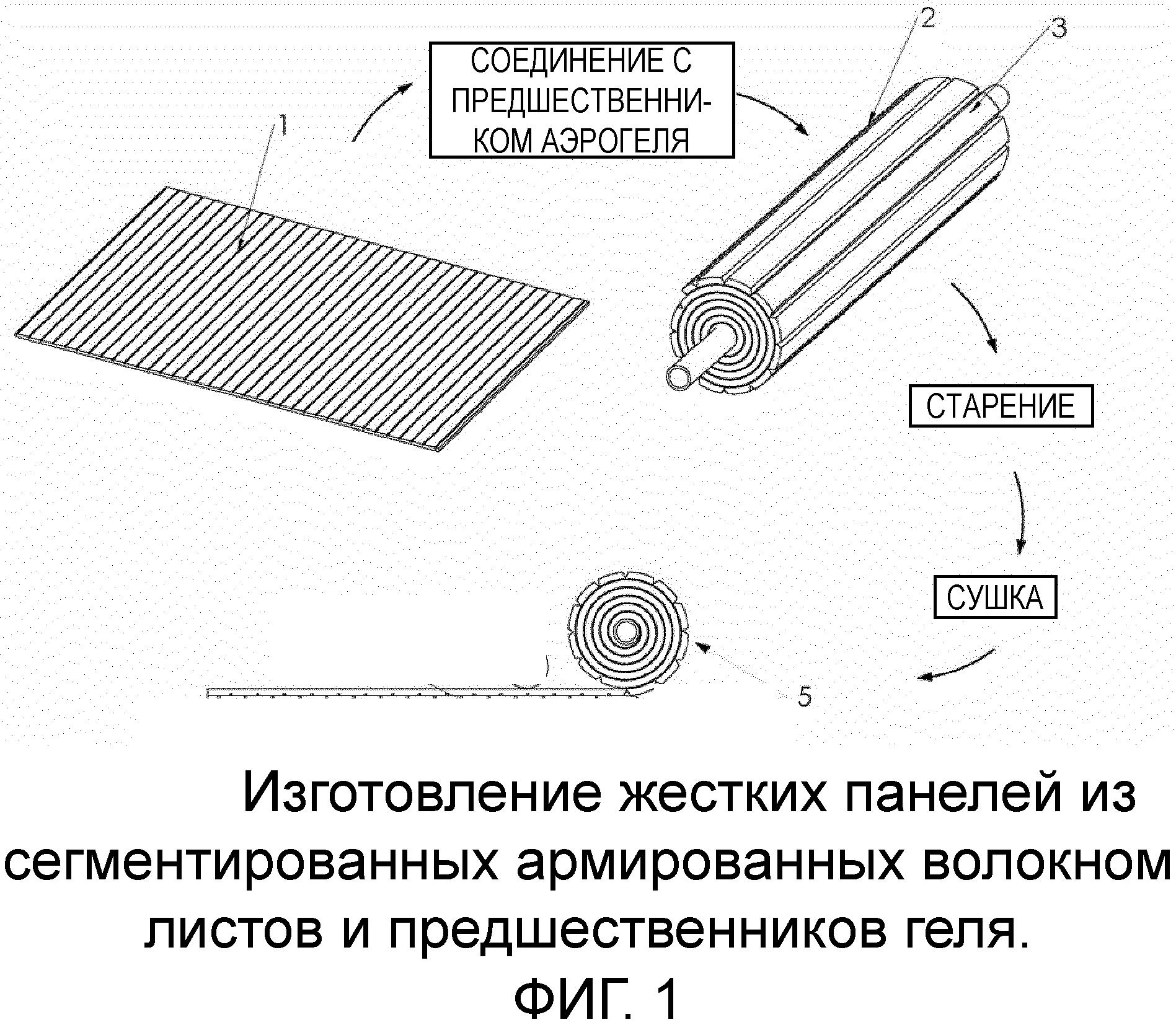
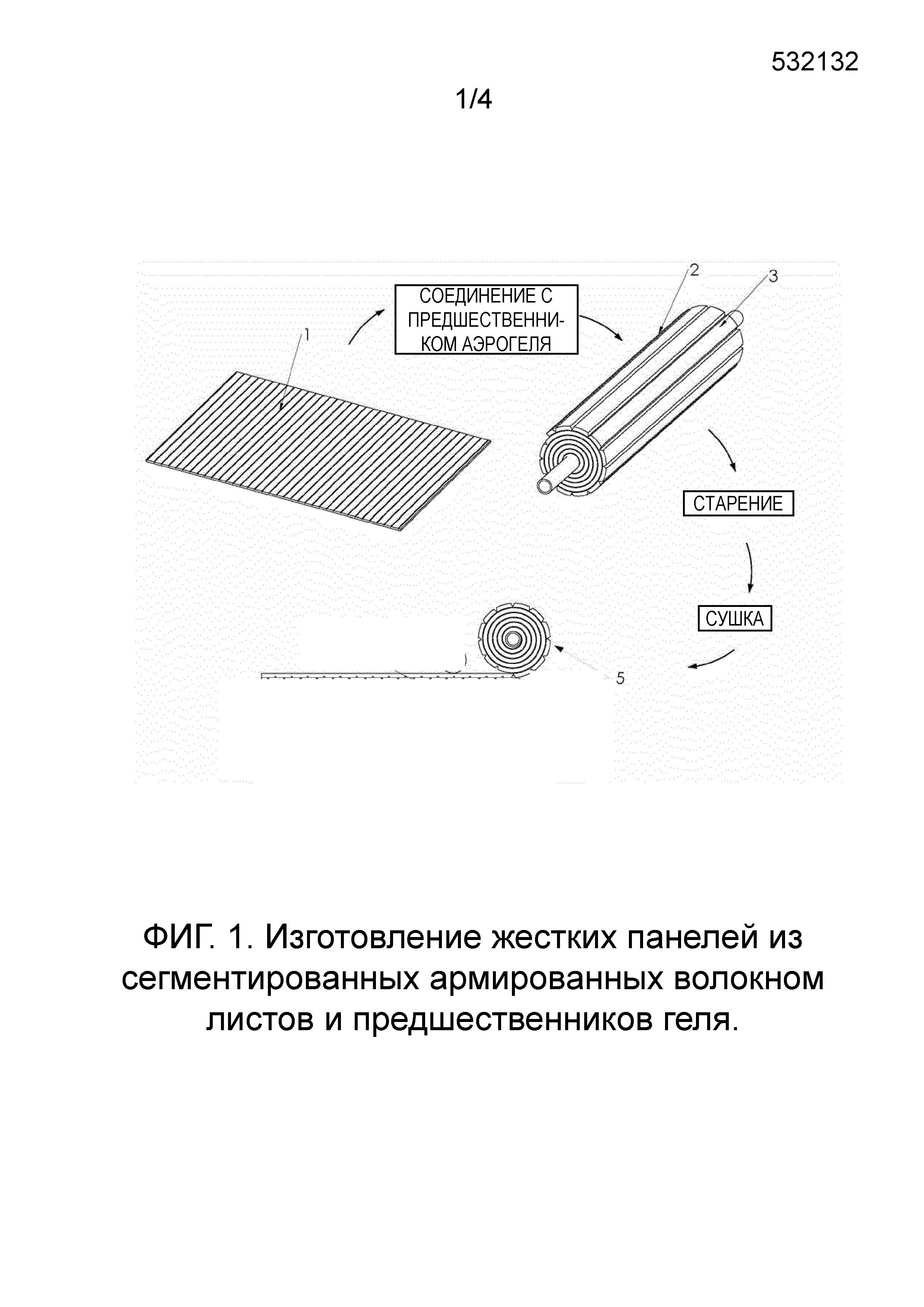
Фиг. 1 изображает изготовление аэрогелевого композитного изделия, армированного волокном, начиная с армированных волокном листов и предшественников геля.
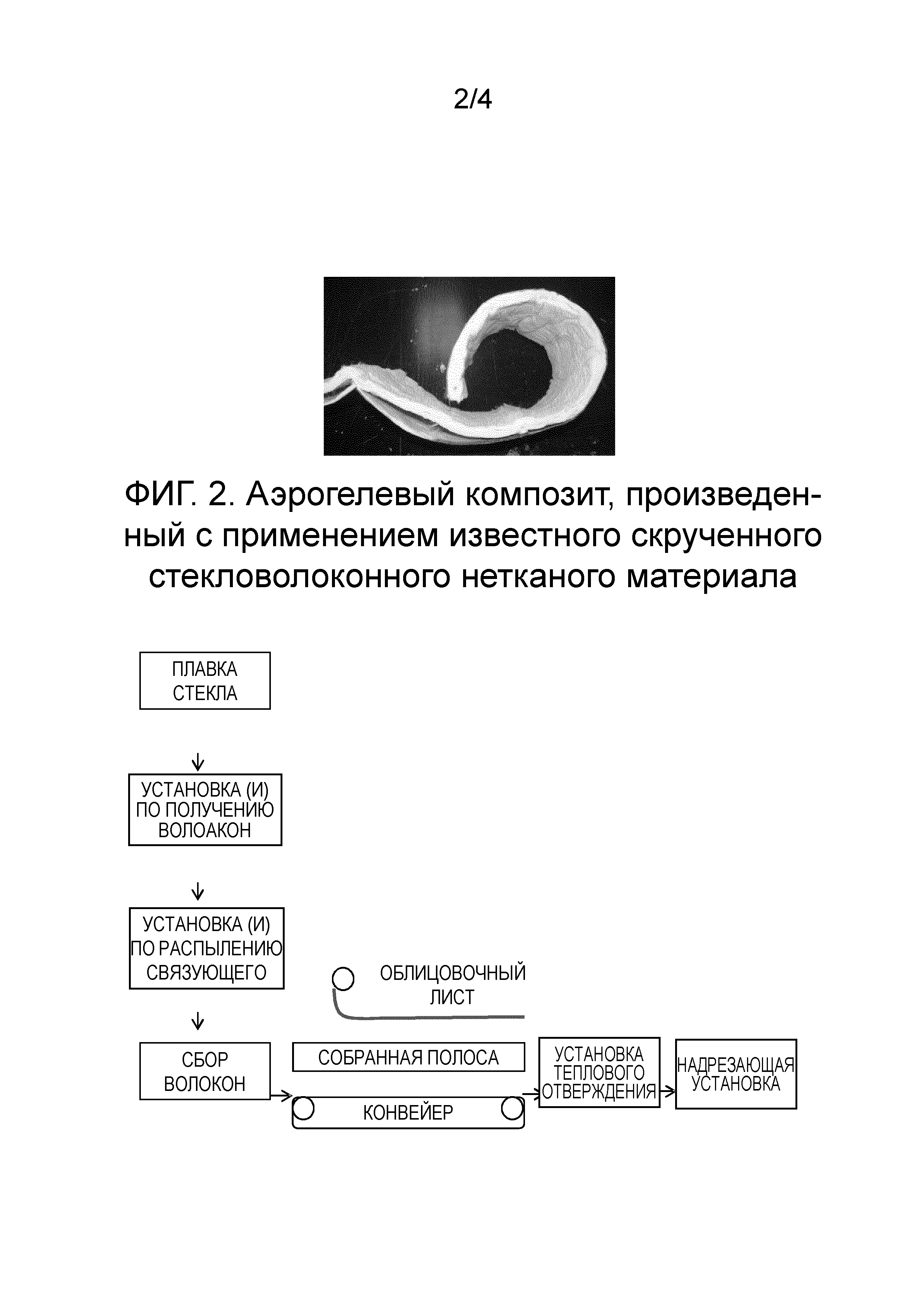
Фиг. 2 - аэрогелевый композит, произведенный с использованием известного нетканого материала из скрученного стекловолокна ( rotary-glass non-woven).
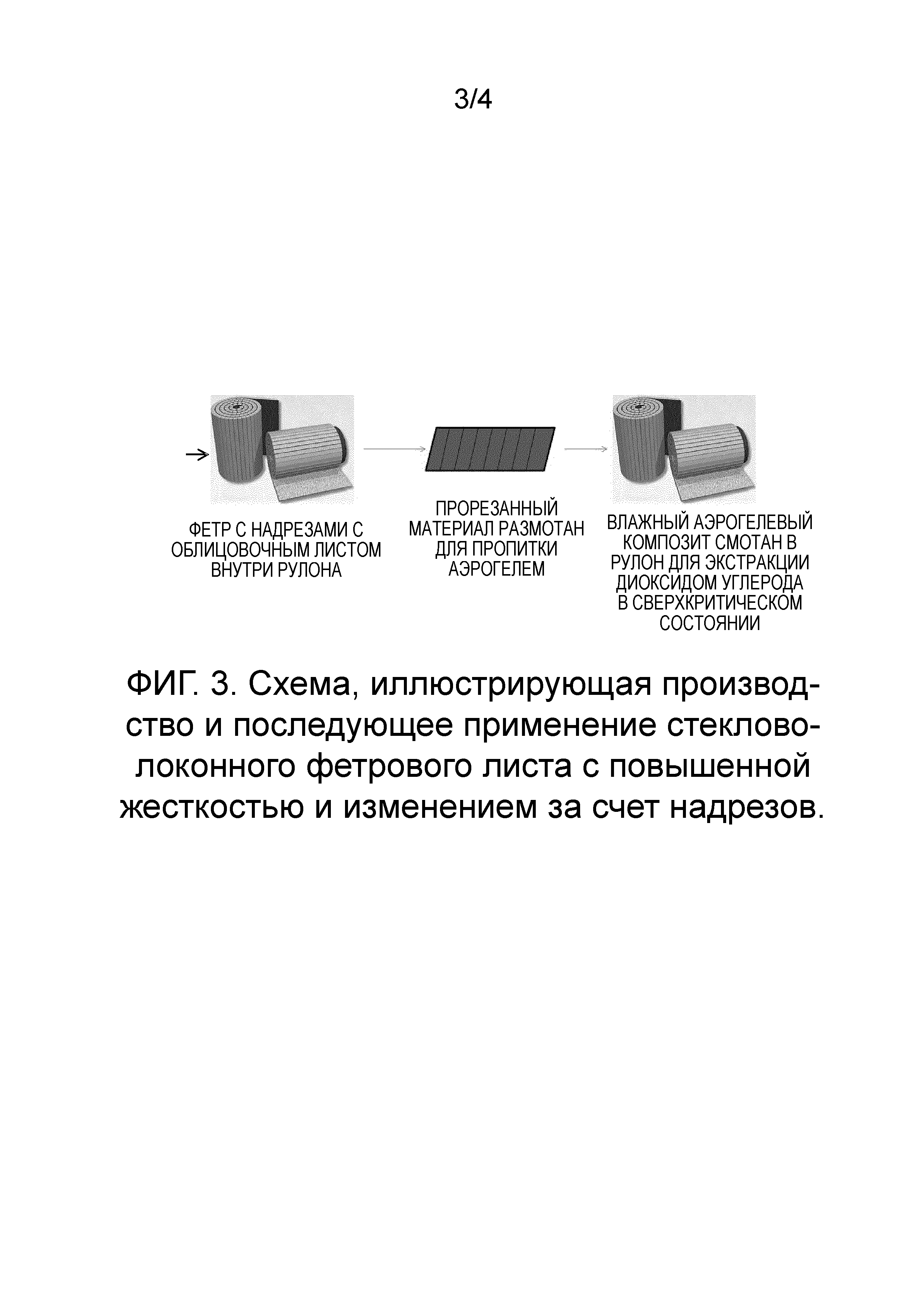
Фиг. 3- схематическое представление производства фетрового листа из стекловаты, имеющего повышенную жесткость и изменения в форме надрезов.
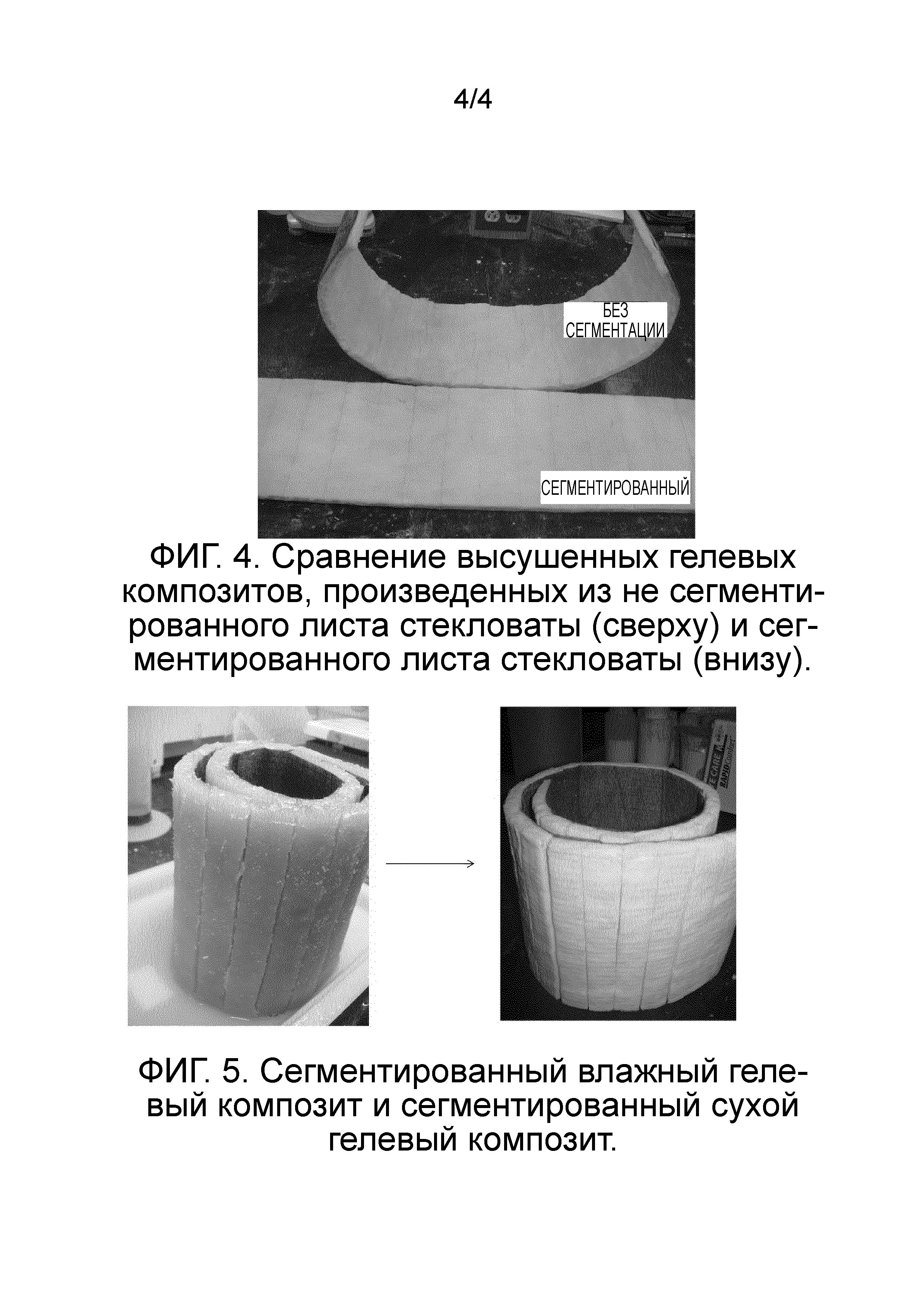
Фиг. 4 - сравнение высушенных гелевых композитов, полученных с помощью листа несегментированной стекловаты (сверху) и с помощью листа сегментированной стекловаты (внизу).
Фиг. 5 - сегментированный влажный гелевый композит и сегментированный сухой гелевый композит.
На фиг 1 показан процесс изготовления жесткой панели из нетканого армирующего материала по настоящему изобретению. Фетровый лист, представленный как сегментированный нетканый лист (1), разматывают на движущуюся ленту конвейера, на верхнюю сторону размотанного нетканого материала наносят жидкий предшественник геля и дают ему впитаться в нетканый материал, чтобы стать гелевым листом во время его движения на ленте конвейера. В конце конвейера пропитанный гелем нетканый материал (лист влажного гелевого композита) сматывают в рулон (2) Такое скатывание позволяет визуально наблюдать зазоры между сегментами. Такой смотанный в рулон влажный гелевый композит переносят в сосуд для выдержки, которая дает гелевый композит с требуемой прочностью и разными другими требуемыми свойствами. Факультативно рулоны можно промывать раствором, а в еще одном варианте обрабатывать гидрофобными агентами для придания поверхности водоотталкивающих свойств. Затем рулон сушат разными способами, включая сушку диоксидом углерода в сверхкритическом состоянии. Высушенный гель факультативно можно пропустить через печь для дополнительного удаления остатков раствора или воды. Такие рулоны высушенного гелевого композита разматывают и разрезают на требуемые размеры и упаковывают для отправки заказчику или для дополнительной проверки и дальнейшей обработки или сушки.
Изобретение основано на том, что было обнаружено, что толстые полужесткие фетровые листы можно успешно применять как стартовый материал для композита, если усилить его поверхность облицовочным листом.
Облицовочный лист можно приклеивать к главной стороне клеем или тем же связующим, которое применяется для связи волокон фетрового листа.
Облицовочный лист придает дополнительную прочность на растяжение и позволяет сматывать/разматывать изделие с минимальными отслоениями или короблением.
Дополнительно, облицовочный лист может быть ориентирован наружу для некоторого сдерживания пыли в готовом композите включая порошковый материал или аэрогелевые доски.
Дополнительные изменения, такие как продольная сегментация (поперек ширины теплоизоляционного мата) жесткого нетканого изделия позволяют сохранить достаточную гибкость, чтобы изделие можно было сматывать/разматывать с минимальными отслоениями и короблением.
Сегментированные теплоизоляционные маты можно изготовить разными способами, включая механическую пробивку нетканого теплоизоляционного мата в равномерно разнесенных положениях, или частичное надрезание нетканого материала по его толщине.
Сегментированный лист транспортируют с помощью облицовочного листа или вуали через процесс производства аэрогеля и изготовления плоской панели. Нетканое армирующее волокно можно эффективно смотать в цилиндр и размотать в плоскую форму типа доски без повреждений или почти без повреждений. Это позволяет эффективно формовать влажный гелевый/волоконный композит с помощью плоской ленты конвейера и сматывать полученный влажный гелевый композит для эффективного использования в процессе, в котором применяются цилиндрические сосуды. Альтернативно сегментированный нетканый лист можно предварительно сматывать в рулон с другим непроницаемым слоем и в волоконную матрицу можно вводит предшественник геля, разматывать и далее обрабатывать для получения сухого сегментированного гелевого композита. Важнее то, что воздушный зазор, который виден на только что полученном гелевом композите (цилиндрической формы) эффективно исчезает после разматывания его в плоскую форму, обеспечивая сохранение тепловых характеристик типичного композита из аэрогеля и волокна. Готовый материал можно размотать в почти идеальную плоскую панель, что позволяет эффективно производить жесткие плиты из аэрогеля, пригодные для применения в строительстве. Удивительным и неожиданным было то, что при сматывании зазоры между двумя сегментами расходились чистой линией, т.е., без диспергирования высохшего геля. Аэрогели и другие сухие гели, полученные из вышеупомянутых предшественников, являются хрупкими материалами, которые при любом напряжении склонны к растрескиванию и диспергированию. Однако согласно настоящему изобретению предлагается жесткий носитель, в котором можно создавать достаточно прочный аэрогель, тогда как сухие гели можно разламывать чистыми линиями на зазорах, где были выполнены изменения так, чтобы при последующем сматывании они давали по существу плоскую поверхность. Это позволяет производить по существу плоские панели. Кроме того, отдельные сегменты остаются жесткими, даже если они сматываются и разматываются. Такая жесткость сегментов позволяет производить жесткие панели ламинируя один или более лист гелевого композита с дополнительными слоями, применяя различные типа клея.
В одном примере фетровый лист применялся для небольшой партии аэрогелевых композитов размером "36×8" (914,4×203,2 мм). Более конкретно, для получения гелевых композитных материалов в процессе изготовления рулонных изделий применялась сегментированная изоляция из стекловаты на основе скрученного стекловолокна. Композиты из нетканого материала и геля наматывали на оправку диаметром 6" (152,4 мм). Применяя стандартную химию для получения аэрогеля на основе диоксида кремния, были получены композиты с влажным гелем с применением листа стекловаты (надрезанного с интервалами "1 или 2" или 25,4 или 50,8 мм), которые затем наматывались на оправку диаметром 6" (152,4 мм) спустя 12-минутного периода синерезиса. После намотки влажный гель чисто разламывался по продольным надрезам для обеспечения гибкости и сохранения целостности сегментов из волокна/аэрогеля (фиг. 4).
Смотанный композит из влажного геля/волокон после этого подвергался обработке в цилиндрическом сосуде для старения, промывки и экстракции при помощи диоксида углерода в сверхкритическом состоянии. После удаления растворителя диоксидом углерода в сверхкритическом состоянии материал сохранял достаточную гибкость для разматывания обратно в плоскую панель. В отличие от аэрогелевых композитов, произведенных из несегментированной стекловаты того же типа, применение сегментированной стекловаты привело к существенному снижению или устранению любых дефектов материала, связанных с этапами сматывания и разматывания. Сегментированный гелевый композит сохраняет гибкость так что его можно разматывать и распрямлять в панели для получения плоских досок (фиг. 1, 4).
В процессе производства аэрогеля применяются высокие давления, что обусловливает необходимость применения цилиндрических сосудов. Даже этапы, на которых применяется низкое давление, такие как старение и промывка, эффективно проводятся в цилиндрически сосудах. В цилиндрически сосудах легче подводить и отводить текучую среду, чем в сосудах любой другой формы. Хорошая инженерная конструкция показала, что сосуды высокого давления альтернативной формы (например, кубической) требуют существенно увеличенной толщины стенок, чтобы предотвратить катастрофическое разрушение. Таким образом, было показано, что наиболее экономичным вариантом сосуда высокого давления является цилиндрический сосуд. Это также является причиной того, что высокое давление, возникающее при экстракции с помощью диоксида углерода в сверхкритическом состоянии гибкого аэрогелевого материала требует применения цилиндрических сосудов. Чтобы максимально использовать цилиндрический сосуд следует обрабатывать гибкий гелевый композит так, чтобы он принял напоминающую цилиндр форму и, тем самым, заполнил сосуд почти на 100% имеющегося объема. Для достижения этой уели армирующее волокно аэрогелевого композита должно выдерживать сматывание и разматывание и должно соответствовать без разрушения малому радиусу порядка 3-18 дюймов (76,2-457,2 мм). Настоящее изобретение позволяет применять достаточно жесткие нетканые материалы, типично содержащие значительное количество связующего. Поскольку такие нетканые материалы обычно дешевле других типов нетканых материалов (напр., иглопробивных), настоящее изобретение дает возможность существенно снизить стоимость изоляции из армированного волокном гелевого композита.
По существу предшественники деля, которые можно применять в настоящем изобретении, содержать оксиды металлов, совместимые с золь-гель процессом, где при полимеризации формируют гелевую сеть (сети). Применяемые предшественники диоксида кремния можно выбрать, помимо прочего, из ряда, содержащего: алкоксисиланы, частично гидролизованные алкоксисиланы, татраэтоксисилан (ТЭОС), частично гидролизованный ТЭОС, конденсированные полимеры ТЭОС, тетраметоксисилан (ТМОС), частично гидролизованный ТМОС, тетра-n-пропоксисилан, частично гидрализованные и/или сонденсированные полимеры тетра пропоксисилана, или их комбинации. ТЭОС, частично гидрализованные полиэтисиликаты и полиэтисиликаты являются некоторыми из известных коммерчески доступных предшественников диоксида кремния.В растворе предшественника геля наполнитель можно вводить в любой момент до формирования геля. Формированием геля можно считать момент, когда раствор (или смесь) начинает создавать сопротивление потоку и/или образует непрерывную полимерную сеть в своем объеме. Предпочтительно смесь, содержащая наполнители и предшественники является гомогенным раствором, электропроводным до образования геля. В дополнения к предшественникам, основанным на диоксиде кремния, можно использовать предшественники на основе диоксида циркония, оксида иттрия, оксида алюминия, диоксида титана, диоксида церия. В дополнительных вариантах настоящего изобретения в качестве предшественников геля можно применять органические предшественники, такие как полиакрилаты, полистиролы, полиакрилонитрилы, полиуретаны, полиимиды, полифурфураловый спирт, фенолфурфуриловый спирт, меламинформальдегиды, резорцинолформальдегиды, крезолформальдегиды, фенолформальдегиды, диальдегид поливинилового спирта, полицианураты, полиакриламиды, различные эпоксидные смолы, агар и агарозу и комбинации любых из вышеперечисленных. Дополнительно, можно применять гибридные органические-неорганические предшественники геля с различными комбинациями веществ, перечисленных выше.
Подходящими растворителями для настоящего изобретения являются низшие спирты с 1-6 атомами углерода, предпочтительно, с 2-4 атомами углерода, хотя можно применять и другие известные в отрасли растворители. К примерам таких полезных растворителей относятся, помимо прочего, этилацетат, этилацетоацетат, ацетон, дихлорметан, тетрагидрофуран, и т.п. Разумеется, для достижения требуемого уровня дисперсии или раствора для некоторых систем предшественника/заполнителя может потребоваться применение нескольких растворителей.
По существу гели можно формировать, поддерживая смесь в состоянии покоя в течение достаточно длительного времени, изменяя рН раствора, направляя какую-либо форму энергии на смесь, или комбинацией этих мер. Иллюстративными формами энергии являются: управляемый поток электромагнитной энергии (ультрафиолет, видимый свет, инфракрасное излучение, микроволновое излучение), акустической энергии (ультразвуковое излучение) или излучение частиц. В настоящем изобретении гель формируют после соединения предшественника геля с сегментированной арматурой по настоящему изобретению.
Гели можно дополнительно старить перед сушкой для дополнительного упрочнения гелевой структуры, увеличивая количество поперечных связей. Эта процедура полезна для предотвращения потенциального снижения объема во время сушки или просто для получения более прочного готового геля. Старение может заключаться в выдерживании геля (перед сушкой) в состоянии покоя длительное время, выдерживании геля при повышенных температурах, добавлении веществ, способствующих сшиванию, или в любой комбинации этих приемов. Длительность старения типично составляет от 1 часа до нескольких суток. Предпочтительными температурами являются от 10°С до 100°С.
Сушка играет важную роль в придании аэрогелям требуемых свойств, таких как пористость и плотность, которые влияют на теплопроводность материала. До настоящего времени было проверено множество способов сушки. В патенте США № 6670402 раскрывается сушка через быстрое замещение растворителя (растворителей) внутри влажных гелей с применением диоксида углерода в сверхкритическом состоянии путем впрыскивания не жидкого диоксида углерода, а диоксида углерода в сверхкритическом состоянии в экстрактор, который был предварительно нагрет и в котором предварительно было поднято давление до по существу сверхкритического состояния или выше, для производства аэрогелей. В патенте США № 5962539 описан процесс получения аэрогеля из полимерного материала в форме золь-геля в органическом растворителе путем замещения органического растворителя текучей средой, имеющей критическую температуру ниже температуры разложения полимера, и сверхкритической сушкой текучей среды/золь-геля. В патенте США № 6315971 раскрывается процесс производства гелевых композиций, при котором сушат влажный гель, содержащий твердые частицы, и высушивающий агент для удаления высушивающего агента а условиях, достаточных для минимизации усадки геля во время сушки. Кроме того, в патенте США № 5420168 описан процесс, которым можно производит аэрогели на основе резорцинола/формальдегида, применяя простую процедуру сушки воздухом. Наконец, в патенте США № 5565142, который полностью включен в настоящее описание путем отсылки, описаны технологии субкритической сушки. В вариантах настоящего изобретения можно применять любую из вышеописанных технологий. В некоторых вариантах предпочтительно сушку выполняют при давлении от вакуума до давлений ниже сверхкритических (давлений ниже сверхкритического давления текучей среды, присутствующей в геле в некоторый момент времени) и, факультативно, с применением агентов, модифицирующих поверхность.
ПРИМЕРЫ
Приведенный ниже пример иллюстрирует изготовление и характеристики жесткой панели на основе аэрогеля, изготовленной с фетровым листом по вышеописанному изобретению. Фетровый лист изготовлен из стекловаты обычным процессом ротационного центрифугирования.
Стекловолокно принимают на сборный конвейер так, чтобы волокна располагались по существу ламинарно и были ориентированы в основном параллельно главной стороне, контактирующей с конвейером.
Фетровый лист изготовлен с плотностью 32 кг/м3 и толщиной 15 мм.
облицовочный лист изготовлен из стеклоткани и приклеен к главной стороне тем же связующим, которое распыляется на волокна сразу после их генерирования. Содержание связующего в фетровом листе составляет 4-6% по весу на основе общего веса изделия.
Прецизионная продольная сегментация стекловолоконного фетрового листа выполнялась универсальным ножом или автоматизированным ротационным инструментом в сочетании со специально изготовленным шаблоном, предназначенным для получения глубины резания не менее 90% от первоначальной толщины. Таким способом были изготовлены материалы из сегментированного стекловолокна размером "36×8" (914,4×203,2 мм) с сегментами по 1" и 2" (25,5 и 50,8 мм). Требуемое количество растворимого источника диоксида кремния (т.е., золь) и катализатор конденсации, водный раствор гидроксида аммония, комбинировали и пропитывали этой смесью лист стекловолоконного нетканого материала в горизонтальной плоской конфигурации. После периода синерезиса в 15 минут, композит, содержащий гель и волокна наматывали на технологическую оправку диаметром 6" (152,4 мм). Наматывания такого композита осуществлялось так, чтобы сегменты при наматывании были направлены от оправки. Таким образом, напряжения намотки были сняты зазорами, которые формировались вдоль каждого сегмента. Композит геля/волокон в цилиндрической форме затем подвергали периоду старения, при котором материал подвергали воздействию горячего раствора гидроксида аммония в этаноле и гидрофобного агента, содержащего алкиловые и силиловые группы. После старения рулонный материал переносили в цилиндрический сосуд высокого давления и подвергали экстракции с помощью диоксида углерода в сверхкритическом состоянии для удаления растворителя.
Затем материал подвергали термообработке для удаления остатков влаги и/или летучих веществ. Затем материал разматывали горизонтально для придания ему плоской конфигурации. Одновременно на сторону аэрогеля наносили органический клей в номинальном количестве 20-40 г/м2. Второе изделие и полностью обработанного сегментированного материала затем укладывали на первое изделие так, чтобы сегменты перекрывали друг друга и листы облицовки были ориентированы от линии соединения. Затем материал подвергали короткому периоду сжатия (<0,25 фунтов на кв. дюйм или <1,72 кПа) чтобы обеспечить сопряжение и отвердевание органического клея. Затем сжатие прекращали и измеряли теплопроводность полученной панели.
|
Устройство и способ плавления остекловывающихся материалов
Проклеивающая композиция для минеральных волокон и полученные с ней продукты
Композиция для склеивания минеральных волокон и получающиеся из нее материалы
Полунавесной фасад
Способ получения изоляционных продуктов на основе минеральной ваты и полученные продукты
Огнестойкий изоляционный продукт на основе минеральной ваты, способ получения и подходящая проклеивающая композиция
Связующая композиция для минеральной ваты, включающая сахарид, органическую поликарбоновую кислоту и реакционноспособное кремнийорганическое соединение и полученные из нее изоляционные изделия
Наружная изоляционная система для зданий
Проклеивающая композиция для минеральной ваты, содержащая невосстанавливающий сахар и соль металла и неорганической кислоты, и полученные изоляционные материалы
Фенольная смола, способ получения, проклеивающий состав для минеральных волокон и получаемые материалы

