Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МАЛОУСАДОЧНОЙ НИТИ ИЗ АЛИФАТИЧЕСКОГО ПОЛИАМИДА И МАЛОУСАДОЧНАЯ НИТЬ
Вид РИД
Изобретение
Настоящее изобретение относится к способу и устройству для производства малоусадочной нити из алифатического полиамида, в которых полиамид экструдируется через фильеру для того, чтобы сформировать непрерывные элементарные волокна, которые затем охлаждаются и объединяются для того, чтобы сформировать по меньшей мере одну нить, подвергаемую вытягиванию в ходе многоступенчатого способа, а затем ослабляемую. Настоящее изобретение дополнительно относится к малоусадочной нити из алифатического полиамида.
Высокопрочные полиамидные нити являются подходящими для большого количества технических целей, таких как, например, использование для армирования шин или конвейерных лент, использование в покрытых пластмассами материалах и в кабелях, или для производства воздушных подушек безопасности. Для того, чтобы экономично производить такие нити, продукт должен иметь комбинацию свойств высокой прочности и низкой усадки при нагревании. Особенно желательными свойствами являются удельная разрывная нагрузка по меньшей мере 80 сН/текс и усадка в горячем воздухе меньше чем приблизительно 5,0%. Такая комбинация свойств является труднодостижимой, особенно в способе комбинированного прядения и вытягивания с высокой скоростью в массовом промышленном производстве.
Исходный материал, используемый для производства нити для воздушных подушек безопасности, обычно является полиамидом 6.6 или PA6.6, алифатическим полиамидом, состоящим из мономерных звеньев, получаемых из гексаметилендиамина и адипиновой кислоты, который имеет точку плавления приблизительно 260°C.
Использование значительно более доступного полиамида 6, состоящего из мономерных звеньев, получаемых из капролактама, в качестве исходного материала для нити для воздушных подушек безопасности имело недостаток в виде относительно низкой точки плавления, что означает, что при развертывании воздушной подушки безопасности нить могла быть легко разрушена летящими искрами. Это имело место в прошлом, потому что использовались высокотемпературные системы надувания. Поскольку развертывание воздушных подушек безопасности в настоящее время осуществляется при более низких температурах, использование полиамида 6 становится теперь возможным.
Патентный документ EP 2205780 B1 описывает способ производства нити для воздушной подушки безопасности из PA 6.6, в котором многоволоконная пряжа создается из расплавленного полиамида посредством фильеры, и эта многоволоконная пряжа сначала подвергается многоступенчатому вытягиванию при температуре от 160°C до 245°C, затем релаксирует, после чего сматывается при натяжении. Этот способ не является подходящим для PA 6, потому что температура выдержки во время вытягивания является более высокой, чем точка плавления PA 6. Этот способ не является подходящим для создания из PA6 нити, которая имела бы подходящую усадку при обдуве горячим воздухом.
Патентный документ EP 1666647 B1 описывает способ производства нити для воздушной подушки безопасности из полиамида, в котором многоволоконная пряжа, состоящая из полиамида 6.6, производится посредством экструзии из расплава, эта нить подвергается высокой степени вытягивания при низкой температуре на первой стадии и низкой степени вытягивания при высокой температуре на второй стадии, затем релаксирует, после чего сматывается. Этот способ аналогичным образом является неподходящим для обработки PA 6 из-за высокой температуры, поскольку он использует температуру вытягивания вплоть до 250°C и температуру релаксации вплоть до 260°C. Кроме того, производство нити для воздушной подушки безопасности из PA 6.6 в соответствии с вышеупомянутыми способами является неудовлетворительным, потому что значения удельной разрывной нагрузки и усадки при обдуве горячим воздухом подвержены слишком большим вариациям и не дают требуемых значений.
Задачей настоящего изобретения является предложить способ и устройство, с помощью которых полиамид может быть надежно дополнительно обработан для формирования нити в способе прядения-вытяжки так, чтобы она имела удельную разрывную нагрузку по меньшей мере 80 сН/текс и усадку при обдуве горячим воздухом максимум 6,5%. Усадка при обдуве горячим воздухом понимается как значение, измеренное в соответствии со стандартом ASTM D4974-04 при температуре 177°C в течение 2 мин.
Эта задача решается с помощью способа для производства малоусадочной нити из алифатического полиамида, в котором полиамид экструдируется через фильеру для того, чтобы сформировать непрерывные элементарные волокна, которые затем охлаждаются и объединяются для того, чтобы сформировать по меньшей мере одну нить, причем эта по меньшей мере одна нить подвергается сначала вытяжке между фильерой и парой входных валков, затем на дополнительной стадии многоступенчатой вытяжки подвергается способу от 4-кратного до 6-кратного вытягивания посредством пар вытяжных валков, последовательно нагревающих эту нить, и по меньшей мере последней пары вытяжных валков, имеющих температуру, находящуюся на величину от 5°C до 20°C ниже точки плавления нити, затем эта нить релаксирует на величину от 4% до 10% в последующей по меньшей мере трехступенчатой релаксационной зоне путем выдержки в диапазоне температур от 5°C до 15°C ниже точки плавления нити, после чего сматывается на сматывающем устройстве.
В соответствии с настоящим изобретением первая стадия многоступенчатого вытягивания сопровождается по меньшей мере трехступенчатой релаксационной стадией, так что желаемые значения удельной разрывной нагрузки становятся достижимыми даже для PA6 или сопоставимого с ним полиамида. Что касается нити для воздушной подушки безопасности, состоящей из PA 6.6, это приводит к устойчивому производственному способу, в котором надежно достигаются требуемые значения.
В этом способе температура на последней стадии вытягивания является на небольшую величину, от 5°C до 20°C, ниже точки плавления нити. Во время по меньшей мере трехступенчатой релаксации температура аналогичным образом поддерживается несколько ниже точки плавления нити, а именно на величину от 5°C до 15°C, предпочтительно от 5°C до 8°C ниже точки плавления нити.
Соответственно, полимерные цепи (молекулы) полиамида могут стабилизироваться, что приводит к улучшенным значениям удельной разрывной нагрузки, недостижимым ранее для нити, состоящей, например, из PA6.
Вследствие того, что релаксация нити между третьей парой вытяжных валков и по меньшей мере двумя дополнительными парами вытяжных валков производится при температуре немного ниже точки плавления, достигается быстрое и высокое уплотнение молекулярных цепей полиамида.
Выгодным является то, что последующая релаксация между последней парой вытяжных валков и сматывающим устройством также обеспечивает достаточную стабилизацию полимерных цепей. Использование сматывающего устройства для релаксации нити позволяет обойтись без дополнительной пары вытяжных валков.
В соответствии с настоящим изобретением алифатический полиамид содержит по меньшей мере 90 мас.%, предпочтительно по меньшей мере 95 мас.%, особенно предпочтительно по меньшей мере 98 мас.% мономерных звеньев, получаемых из капролактама, или мономерных звеньев, получаемых из гексаметилендиамина и адипиновой кислоты (соль AH), или их смеси. Массовый процент определяется по общей массе полиамидов. Полиамид может дополнительно содержать красители, стабилизаторы и т.д.
Мономерное звено, получаемое из капролактама, также известно своей химической формулой (1):
-HN(CH2)5CO- (1)
Мономерное звено, получаемое из гексаметилендиамина и адипиновой кислоты, также известно своей химической формулой (2), и также может быть получено из соли гексаметилендиамина и адипиновой кислоты:
-HN(CH2)6NHCO(CH2)4CO- (2)
Устройство в соответствии с настоящим изобретением для производства малоусадочной нити из алифатического полиамида содержит по меньшей мере одну фильеру, посредством которой полиамиды экструдируются для того, чтобы сформировать непрерывные элементарные волокна, которые затем охлаждаются и объединяются для того, чтобы сформировать по меньшей мере одну нить, причем после фильеры предусматривается первая пара входных валков для первого вытягивания нити, после которого следует вторая стадия многоступенчатого вытягивания, за которой следуют по меньшей мере трехступенчатая релаксационная зона и сматывающее устройство.
Вследствие того, что стадия вытягивания сопровождается исключительно последовательной релаксацией вплоть до сматывающего устройства, молекулы могут подвергаться более длительному периоду выравнивания и стабилизации. Интеграция сматывающего устройства для релаксации нити позволяет обойтись без пары вытяжных валков, так что в итоге система может быть сконструирована более выгодно и компактно.
В одной выгодной компоновке многоступенчатая вторая стадия вытягивания содержит три пары нагреваемых вытяжных валков, которые имеют форму двойных валков.
Проблема аналогичным образом решается с помощью нити, состоящей из малоусадочного волокна из алифатического полиамида, производимого из полиамида, который содержит композицию из по меньшей мере 90 мас.%, предпочтительно по меньшей мере 95 мас.%, особенно предпочтительно по меньшей мере 98 мас.% мономерных звеньев, получаемых из капролактама, имеющей прочность при растяжении по меньшей мере 80 сН/текс и усадку при обдуве горячим воздухом от 1,0 до 6,5% в соответствии со стандартом ASTM D4974-04 при температуре 177°C в течение 2 мин.
Дополнительное решение проблемы обеспечивается с помощью малоусадочной нити из алифатического полиамида, производимой из полиамида, который содержит по меньшей мере 90 мас.%, предпочтительно по меньшей мере 95 мас.%, особенно предпочтительно по меньшей мере 98 мас.% мономерных звеньев, получаемых из гексаметилендиамина и адипиновой кислоты (соль AH), или их смесей, которая имеет прочность при растяжении по меньшей мере 80 сН/текс и усадку при обдуве горячим воздухом меньше чем 4% в соответствии со стандартом ASTM D4974-04 при температуре 177°C в течение 2 мин.
Такая нить имеет то преимущество, что ее очень просто произвести с помощью описанного выше способа, и она имеет прочность при растяжении по меньшей мере 80 сН/текс, предпочтительно по меньшей мере 82 сН/текс, особенно предпочтительно по меньшей мере 84 сН/текс.
Определение температуры стеклования и температуры плавления нити, состоящей из полиамида, производится в соответствии со стандартом ASTM D 3418-03. Как температура стеклования, так и температура плавления измеряются со скоростью температурного сканирования, равной 10°C/мин.
Далее настоящее изобретение объясняется более подробно со ссылкой на сопроводительный чертеж, в котором:
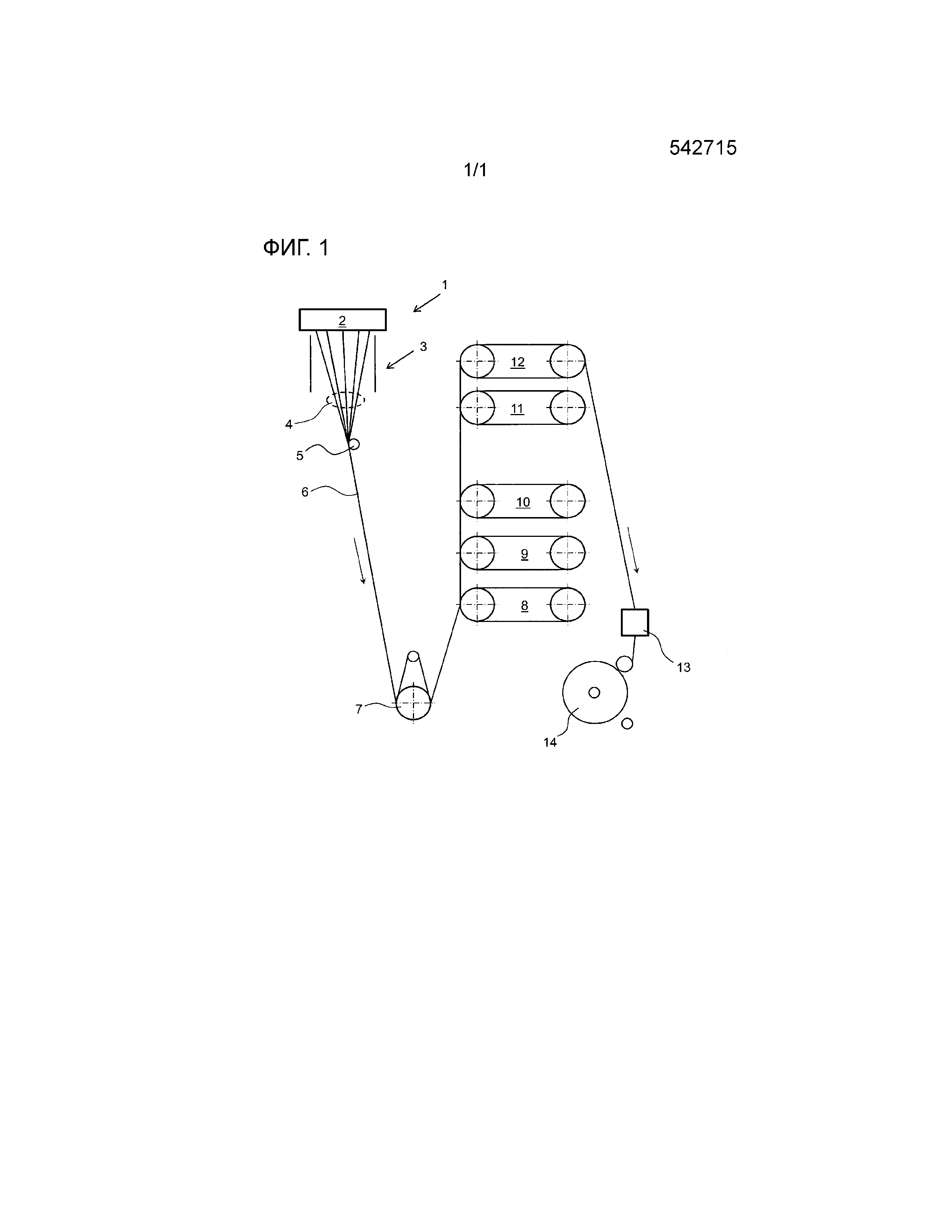
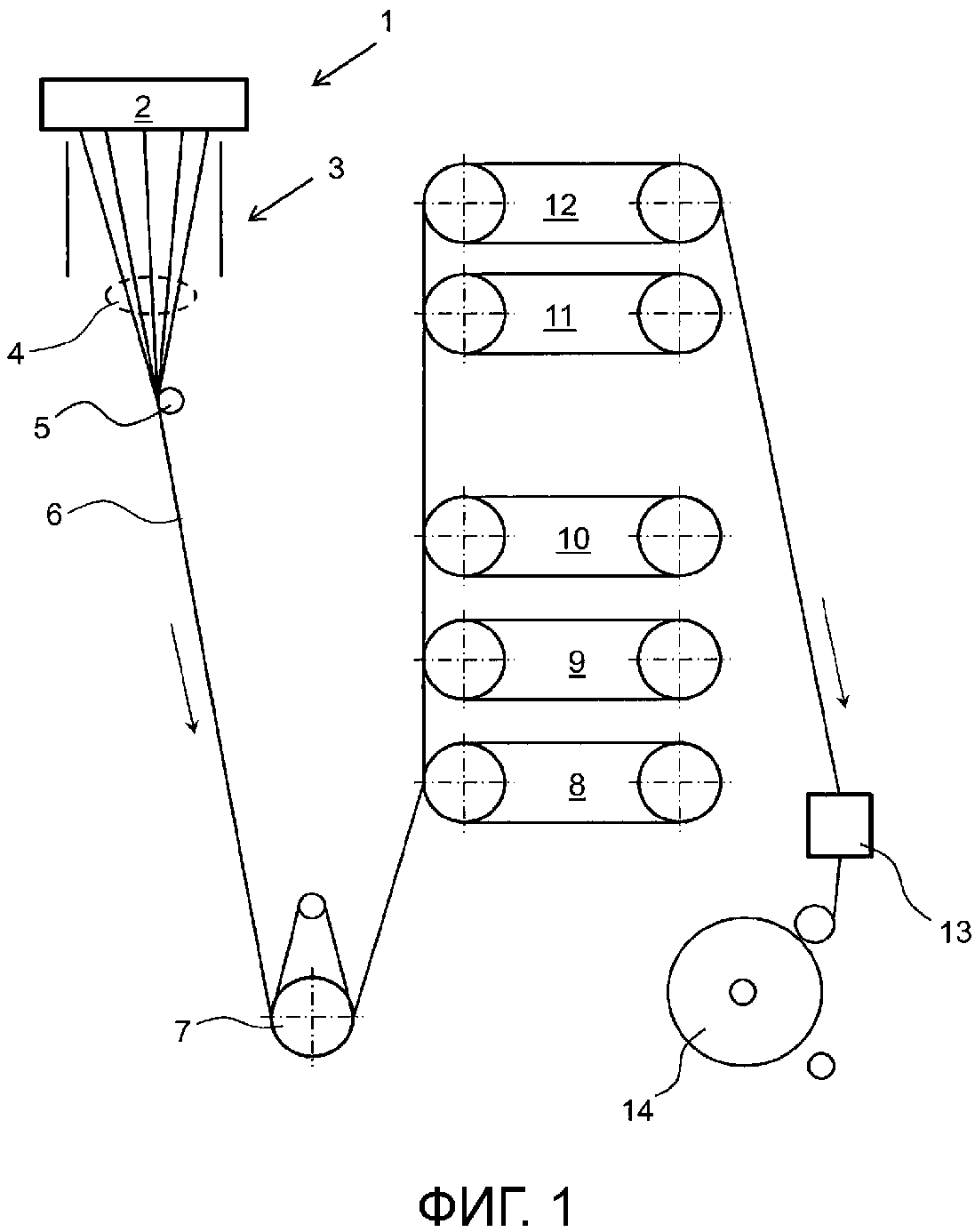
Фиг. 1 представляет собой схематическое изображение устройства в соответствии с настоящим изобретением для производства нити.
Фиг. 1 показывает схематическое изображение одного варианта осуществления устройства для производства бесконечной нити из расплава синтетического полиамида. Используя прядильное устройство 1, множество прядей 4 непрерывных элементарных волокон экструдируется при температуре, превышающей температуру плавления используемого полиамида на величину от 40°С до 70°C. Прядильное устройство 1 содержит фильеру 2, посредством которой формируются элементарные волокна пряди непрерывного элементарного волокна. Пряди 4 непрерывного элементарного волокна подаются из фильеры 2 с конкретной скоростью в обдувочную шахту 3 и охлаждаются до температуры ниже температуры стеклования нити, например, в случае PA6, ниже на 50°C. Охлаждение обычно производится путем обдува охлажденным воздухом прядей 4 непрерывного элементарного волокна. Пряди 4 непрерывного элементарного волокна затем объединяются для того, чтобы сформировать нить 6, и снабжаются прядильным смазочным материалом 5. Нить 6 проходит к паре входных валков 7, которая состоит из приводного валка и неприводного направляющего валка. Эта пара входных валков 7 определяет скорость вытягивания нити 6 из обдувочной шахты 3, которая в этом примерном варианте осуществления может составлять 793 м/мин. Разность между вращающейся скоростью прядения в фильере и скоростью вытягивания нити из обдувочной шахты определяет степень вытягивания прядей 4 непрерывного элементарного волокна в способе прядения. Пряди 4 непрерывного элементарного волокна вытягиваются входным валком 7 со скоростью выше, чем скорость прядения.
После пары входных валков 7 нить 6 направляется через по меньшей мере пять пар валков 8, 9, 10, 11, 12. Нить 6 оборачивается несколько раз вокруг пары входных валков 7 и каждой из пар валков 8, 9, 10, 11, 12.
Вытягивание нити 6 производится по меньшей мере на трех стадиях: сначала между парой входных валков 7 и первой парой вытяжных валков 8, а затем дополнительно между парами вытяжных валков 8 и 9, а также 9 и 10. Пары вытяжных валков 8, 9, 10 предпочтительно имеют форму двойных валков; оба валка являются приводными и имеют по существу один и тот же наружный диаметр. Это дает то преимущество, что ступенчатое нагревание нити 6 имеет место относительно непрерывно в течение относительно длительного времени, что является выгодным для трансформации молекулярных цепей. Поверхности пар вытяжных валков 8, 9, 10 нагреваются с помощью системы нагрева (не показана), например электрической, на основе пара или на основе текучей среды, и далее в настоящем документе принимается, что при прохождении по меньшей мере дважды вокруг пары вытяжных валков нить 6 также принимает температуру пар вытяжных валков 8, 9, 10.
Область между входным валком 7 и парой вытяжных валков 8 образует первую зону вытягивания, в которой, в соответствии с примерным вариантом осуществления 1, нить подвергается увеличению скорости с 793 м/мин до 817 м/мин, по меньшей мере дважды проходит вокруг вытяжных валков 8 и нагревается до температуры 70°C.
Вторая зона вытягивания формируется парами вытяжных валков 8 и 9, причем нить 6 проходит вокруг вытяжных валков 9 со скоростью 2368 м/мин при температуре 155°C.
Третья зона вытягивания формируется парами вытяжных валков 9 и 10, причем нить 6 проходит вокруг вытяжных валков 10 со скоростью 3409 м/мин при температуре 210°C. В соответствии с этим примерным вариантом осуществления вытягивание между входным валком 7 и парой вытяжных валков 10 производится с коэффициентом вытягивания, равным 4,3. Пара вытяжных валков 10 в третьей зоне вытягивания работает при температуре ниже точки плавления нити на величину от 5°C до 20°C. Соответственно, пара вытяжных валков 10 работает при температуре от 200°C до 215°C в случае нити, состоящей из PA6, и при температуре от 240°C до 255°C в случае нити, состоящей из PA6.6.
После стадии вытягивания следует стадия по меньшей мере трехступенчатой релаксации нити, предпочтительно посредством двойных валков, причем пары валков 10 и 11 формируют первую релаксационную зону. Скорость нити 6 ступенчато уменьшается и падает с 3409 м/мин до 3272 м/мин, причем нить поддерживается при температуре немного ниже точки плавления. В этом примерном варианте осуществления температура нити из PA6 составляет 215°C, что является на 5°C ниже точки плавления. В соответствии с настоящим изобретением доказано, что диапазон температур от 5°C до 8°C ниже точки плавления нити 6 является особенно выгодным. В случае относительно длительного времени пребывания (относительно больших расстояний между парами валков, относительно больших диаметров валков, различных скоростей нити с той же самой степенью вытягивания) для термической трансформации диапазон температур во время релаксации также может находиться в диапазоне от 5°C до 15°C. Для того, чтобы получить желаемое качество нити, диапазон температур во время релаксации может быть немного ближе к точке плавления, чем диапазон температур во время вытягивания.
Вторая релаксационная зона формируется парами валков 11 и 12, причем нить 6 направляется вокруг пар валков 12 с более низкой скоростью, составляющей 3150 м/мин. В этом случае температура также поддерживается немного ниже температуры плавления нити 6, аналогично первой релаксационной зоне.
В этом примерном варианте осуществления третья ступень релаксации имеет место между парой валков 12 и сматывающим устройством 14, в котором охлажденная нить сматывается со скоростью 3100 м/мин. Степень релаксации между парой вытяжных валков 10 и сматывающим устройством 14 составляет 9%.
Альтернативно третья ступень релаксации может также быть произведена с помощью шестой пары валков (не показана), расположенной между парой валков 12 и сматывающим устройством 14. Релаксация может быть усилена сматывающим устройством 14 за счет сматывания нити 6 сматывающим устройством с более низкой скоростью чем скорость, с которой она проходит вокруг пары валков 12 или вокруг последней пары валков. Однако в зависимости от желаемых свойств нити сматывающее устройство может также работать с той же самой скоростью или с более высокой скоростью, чем последняя пара валков. Например, диапазон скоростей сматывающего устройства может быть выше, чем скорость последней пары валков, на величину от 0,8% до 1,2%.
В соответствии с настоящим изобретением релаксация происходит в три ступени при температуре, немного более низкой, чем температура плавления нити, так что в итоге молекулярные цепи полиамида стабилизируются.
Релаксация нити производится посредством пар нагреваемых валков, предпочтительно двойных валков, для того, чтобы обеспечить минимальное время пребывания нити при термообработке, во время которой молекулярные цепи полиамида способны стабилизироваться; эти два валка являются приводными и имеют по существу один и тот же наружный диаметр. Нить 6 оборачивается несколько раз, по меньшей мере дважды, вокруг каждого валка. Альтернативно возможно использование одиночных валков, при условии, что время пребывания не падает ниже некоторого конкретного значения. Термин «одиночные валки» используется для того, чтобы обозначить пары валков, состоящие из приводного валка, имеющего большой диаметр, и неприводного направляющего валка, имеющего малый диаметр, который расположен параллельно.
В соответствии с примерным вариантом осуществления, использующим полиамид 6, в случае нити, состоящей из PA6, следующие значения линейных скоростей и температур используются для пар вытяжных валков с первой по пятую:
первая пара вытяжных валков 8: 817 м/мин при температуре 70°C,
вторая пара вытяжных валков 9: 2368 м/мин при температуре 155°C,
третья пара вытяжных валков 10: 3409 м/мин при температуре 210°C,
четвертая пара вытяжных валков 11: 3272 м/мин при температуре 215°C,
пятая пара вытяжных валков 12: 3150 м/мин при температуре 215°C.
В отличие от предшествующего уровня техники, полное вытягивание нити 6 производится по существу между парой входных валков 7 и третьей парой вытяжных валков 10, поскольку последующая скорость нити 6 при немного более высокой температуре, которая немного ниже точки плавления, уменьшается, так что в итоге молекулярные цепи полиамида стабилизируются, приводя к увеличенной удельной разрывной нагрузке.
После последней пары валков 12 нить 6 подается через средство 13 переплетения к сматывающему устройству 14, и оттуда наматывается на катушку со скоростью, например, 3100 м/мин, то есть с более низкой скоростью, чем та скорость, на которой работает пятая пара валков 12. Это также приводит к стабилизации и фиксации кристалличности, и к ориентации молекул. Соответственно, после третьей пары вытяжных валков 10 нить 6 больше не подвергается вытягиванию, но проходит с последовательно понижающейся скоростью вплоть до стадии намотки.
Соответственно, что касается нити 6, это приводит к степени вытяжки, равной 4,3 от входного валка 7 до третьей пары вытяжных валков 10, и к степени релаксации, равной 9% от пары вытяжных валков 10 до сматывающего устройства 14. Степень вытяжки между парой входных валков 7 и первой парой вытяжных валков 8 составляет 1,03.
Было найдено, что если PA6 подвергается начальной высокой степени вытягивания между парами вытяжных валков 8 и 9 с повышением температуры от температуры, которая составляет от 5°C ниже температуры стеклования до 30°C выше температуры стеклования, к температуре, которая составляет от 130°C до 180°C, что является на 40°C ниже температуры плавления PA6, и дополнительно высокой степени вытягивания между парами вытяжных валков 9 и 10 и дополнительному повышению температуры до 210°C с последующей релаксацией при температуре немного ниже точки плавления, нить, состоящая из экономичного PA6, показывает значения механической прочности, достигаемые в ином случае только нитью, состоящей из более дорогого PA6.6. Предпочтительно температура повышается с диапазона от 65°C до 75°C в паре вытяжных валков 8 до диапазона от 150°C до 170°C в паре вытяжных валков 9, так что в итоге становятся достижимыми особенно хорошие значения.
Неожиданно было обнаружено, что эта находка может быть также применена к PA6.6, то есть увеличение температур в парах вытяжных валков 8 и 9 от температуры, которая составляет от 5°C ниже температуры стеклования PA6.6 в паре вытяжных валков 8, до температуры, которая составляет от 170°C до 220°C в паре вытяжных валков 9.
Используя способ в соответствии с настоящим изобретением, неизменно устойчивые значения для усадки при обдуве горячим воздухом и удельной разрывной нагрузки достигаются даже в случае PA6.6.
Пример:
В следующих экспериментальных примерах первая колонка (предшествующий уровень техники) описывает способ и нить в соответствии с предшествующим уровнем техники. Колонки 1-3 показывают способ в соответствии с настоящим изобретением и нить, в соответствии с настоящим изобретением, произведенную с помощью этого способа.
В Примере усадка при обдуве горячим воздухом определялась при температуре 177°C после 2 мин выдержки в соответствии со стандартом ASTM D4974-04. Следовательно, она является несопоставимой с методами испытания, выполняемыми с продолжительностью выдержки 4 час, например для использования в производстве шин.
|
В предшествующем уровне техники полиамид вытягивается входным валком 7 со скоростью 730 м/мин при температуре 60°C, и вплоть до третьего вытяжного валка 10 подвергается вытягиванию со скоростью 3286 м/мин при температуре 195°C, что соответствует 4,5-кратному вытягиванию. Релаксация производится с помощью одиночного вытяжного механизма, четвертого вытяжного валка, со скоростью 3080 м/мин при температуре 170°C, и далее к сматывающему устройству со скоростью 3045 м/мин, что соответствует полной релаксации, равной -7,3%.
В результате относительное удлинение при разрыве составляет 22,3%, что значительно ниже, чем в соответствии с самым низким значением в соответствии с настоящим изобретением, составляющим 25,9%, а усадка при обдуве горячим воздухом становится вдвое больше и составляет 8,9%, тогда как значения в соответствии с настоящим изобретением находятся между 3,7 и 4,6%.
В соответствии с настоящим изобретением после первой многоступенчатой стадии вытягивания, которая сопровождается стадией по меньшей мере трехступенчатой релаксации, желаемые значения удельной разрывной нагрузки для PA6, PA6.6 или сопоставимого полиамида являются достижимыми. Температура на последней стадии вытягивания составляет от 5°C до 20°C ниже точки плавления нити. Во время по меньшей мере трехступенчатой релаксационной стадии температура аналогичным образом поддерживается немного ниже точки плавления нити, а именно, ниже на величину от 5°C до 15°C, предпочтительно от 5°C до 8°C.
ССЫЛОЧНЫЕ ОБОЗНАЧЕНИЯ
1 - прядильное устройство;
2 - фильера;
3 - обдувочная шахта;
4 - пряди непрерывного элементарного волокна;
5 - прядильный смазочный материал;
6 - нить;
7 - пара входных валков;
8 - первая пара вытяжных валков;
9 - вторая пара вытяжных валков;
10 - третья пара вытяжных валков;
11 - четвертая пара валков;
12 - пятая пара валков;
13 - средство переплетения;
14 - сматывающее устройство.
Вторичные покрытия d 1364 вт на оптическом волокне
D1451 способы составления отверждаемых облучением суперпокрытий для оптического волокна
Отверждаемая излучением полимерная композиция для покрытия проводов
Отверждаемая излучением полимерная композиция для покрытия проводов
Отверждаемые облучением суперпокрытия для одномодового оптического волокна
Жидкий бис(ацил)фосфиноксидный фотоинициатор d1492 и его применение в отверждаемых облучением композициях
D1452 gb отверждаемое излучением покрытие для оптического волокна
Получение дгк и других дц-пнжк в растениях
Способ получения мочевины (варианты), способ повышения производительности процесса
Способ получения композитного материала

