Результат интеллектуальной деятельности: Непрерывный мелкосортный стан с разделяющей раскат системой калибров
Вид РИД
Изобретение
Изобретение относится к прокатному производству, в частности к мелкосортным станам для получения преимущественно проволоки.
Известен непрерывный проволочный стан 250 (Шульгин Г.М. Теория и практика процесса многоручьевой прокатки разделения: Сб. научн. тр. / Г.М. Шульгин, О.В. Дубинина, В.Ф. Губайдулин и др. - Севастополь: «Вебер», 2003. - с. 76), содержащий черновую группу клетей, первую промежуточную группу клетей, две вторых промежуточных группы клетей и четыре чистовых группы клетей. Черновая группа содержит девять горизонтально расположенных клетей.
Недостатком указанного стана в связи с четырехниточной прокаткой является сложность настройки стана и, как следствие, низкая точность геометрических размеров прокатываемых профилей.
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому является мелкосортный стан 250-4, содержащий черновую, промежуточную и две чистовых группы клетей (Шульгин Г.М. Теория и практика процесса многоручьевой прокатки разделения: Сб. научн. тр. / Г.М. Шульгин, О.В. Дубинина, В.Ф. Губайдулин и др. - Севастополь: «Вебер», 2003. - с. 477, 481). Черновая группа содержит семь клетей, промежуточная - четыре клети и чистовые группы - по шесть клетей, первые из которых выполнены с вертикальным расположением валков. Чистовые группы, состоящие из шести клетей, являются устройством окончательного формирования профиля. Прокатка в данном стане ведется в две нитки. Разделение раската происходит в чистовых группах клетей в системе калибров «ромб - квадрат - овал - круг».
Недостатком наиболее близкого аналога является, как и указанного выше аналога, низкая точность получаемых профилей в результате двухниточной прокатки на протяжении практически всего процесса формоизменения, а также сложность настройки стана.
Задачей предлагаемого изобретения является устранение указанных недостатков, а именно повышение качества получаемых профилей и упрощение настройки стана.
Поставленная задача решается тем, что в непрерывном мелкосортном стане с разделяющей раскат системой калибров, содержащем черновую, промежуточную группы клетей и устройство окончательного формирования профиля, согласно предлагаемому решению, черновая группа содержит девять клетей с ящичной системой калибров с первой по третьей клетях, сдвоенные фасонные калибры в четвертой и пятой клетях, сдвоенные овальные калибры в шестой и седьмой клетях, овальные калибры в восьмой клети, развернутые относительно оси прокатки на угол 23÷25°, в девятой клети -круглые калибры. Кроме того, устройство окончательного формирования профиля может быть выполнено в виде чистового прокатного блока. При этом валки шестой и седьмой клетей выполнены из карбида вольфрама.
Ввиду того, что черновая группа содержит девять клетей с заявляемой системой калибров, позволяет осуществлять весь процесс прокатки на предлагаемом стане в одну нитку, что упростит настройку стана, повысит качество получаемых профилей путем повышения точности геометрических размеров.
Угол поворота меньше 23° не позволяет осуществлять разрыв перемычки. Угол поворота больше 25° ухудшает процесс захвата металла валками.
С целью уменьшения занимаемых станом площадей и повышения точности получаемых профилей чистовая группа клетей свойственная наиболее близкому аналогу заменена чистовым прокатным блоком.
Из-за необходимости формирования тонкой перемычки, валки шестой и седьмой клетей имеют низкую стойкость. В связи с этим валки в этих клетях целесообразно изготавливать из износостойкого материала - карбида вольфрама.
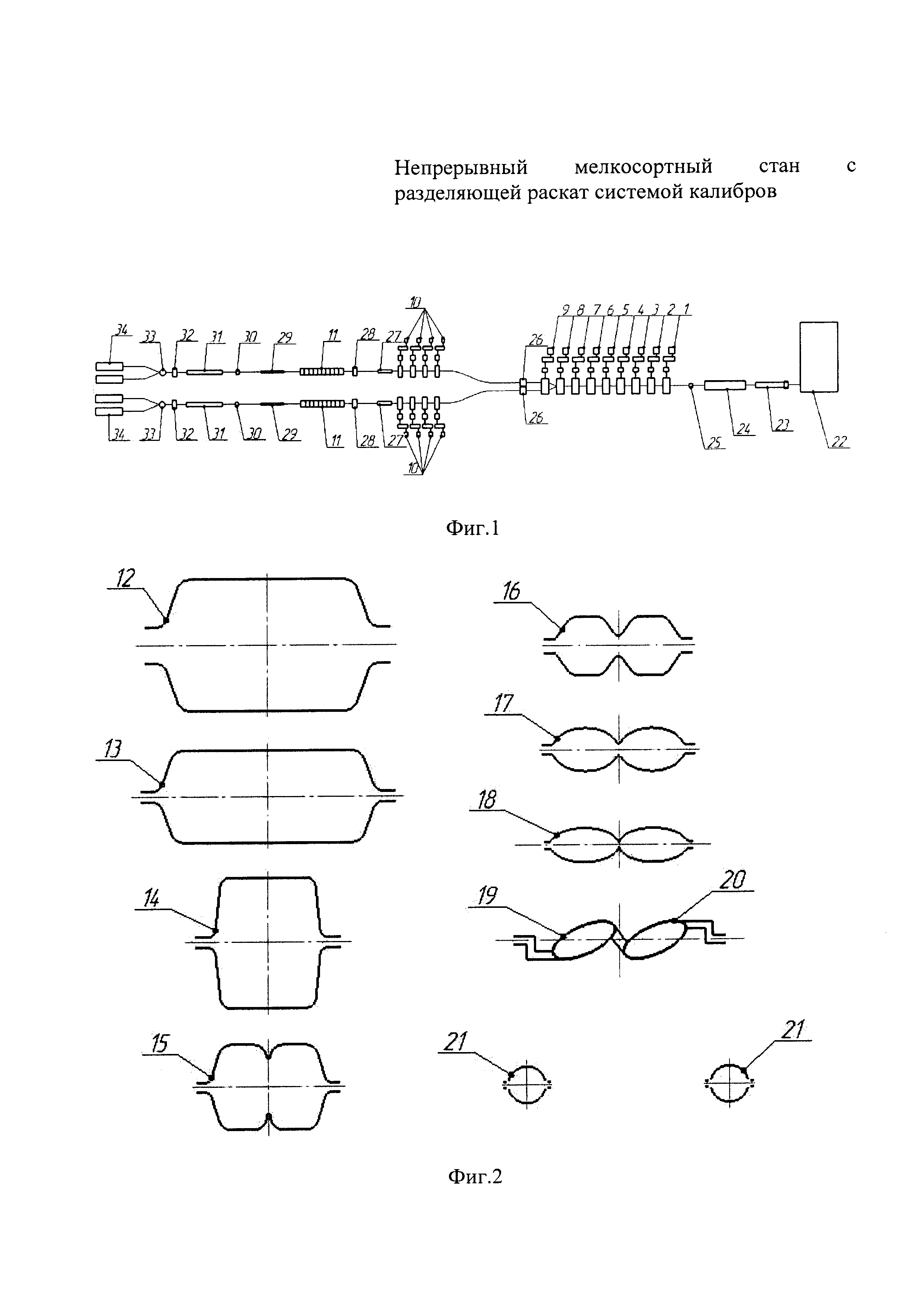
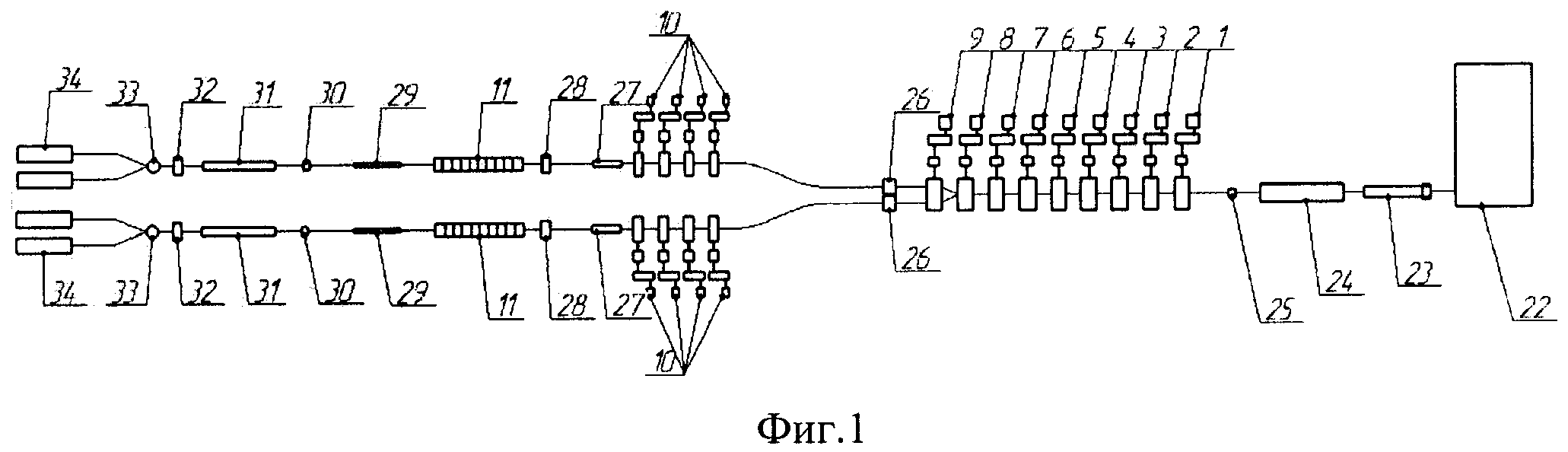
Предлагаемый мелкосортный стан изображен на фиг. 1-2, где на фиг. 1 показана схема расположения оборудования стана, на фиг. 2 - система калибров черновой группы.
Предлагаемый стан содержит черновую группу, состоящую из 1-9 клетей, двух промежуточных групп 10 клетей, чистовых прокатных блоков 11. Клети 1 -3 выполнены с ящичными калибрами 12, 13 и 14, клети 4 и 5 выполнены со сдвоенными фасонными калибрами 15 и 16. Клети 6 и 7 содержат сдвоенные овальные калибры 17 и 18. Клеть 8 содержит овальные калибры 19 и 20. Калибр 19 и 20 развернуты относительно оси прокатки а-а на угол 23÷25°. Клеть 9 выполнена с круглыми калибрами 21. Стан имеет устройство окончательного формирования профиля в виде прокатного чистового блока 21. Стан снабжен печью 22, сварочной машиной 23, индукционным подогревающим устройством 24 и задающим устройством 25 в клеть. После черновой группы клетей установлены летучие ножницы 26, после первой промежуточной группы установлены устройства 27 предварительного охлаждения раската. Перед чистовыми прокатными блоками установлены высокоскоростные ножницы 28. После чистовых прокатных блоков установлены системы 29 охлаждения, устройства 30 образования витков, устройства 31 принудительного воздушного охлаждения, ножницы 32, бунтоформирующие машины 33, пакетирующие устройства 34.
Предлагаемый стан работает следующим образом.
Заготовка квадратного сечения нагревается в нагревательной печи 22. Заготовки свариваются встык при помощи сварочной машины 23, установленной на тележке с рельсами. Во избежание подстуживания заготовки во время сварки встык установлено индукционное подогревающее устройство 24. Задающее устройство 25 подает заготовку в клеть 1. В ящичных калибрах 12-14 клетей 1-3 раскат уменьшается в поперечном сечении и получает прямоугольную форму. В калибрах 15-18 клетей происходит формирование перемычки, при этом в калибрах 15 и 16 формируется сдвоенный фасонный профиль, а в калибрах 17 и 18 формируется сдвоенный овальный профиль. В 8 клети в калибрах 19 и 20 происходит срез перемычки путем поворота раската на угол 23÷25° и образуются овальные профили. В дальнейшем в калибрах 21 происходит формирование круглого раската. После этого раскат круглого сечения поступает в промежуточные группы 10, а далее раскат попадает в чистовой прокатный блок 11.
После прокатки в черновой группе передний конец заготовки обрезается при помощи летучих ножниц 26. Далее раскат поступает в промежуточную группу клетей 10. Перед задачей в чистовой прокатный блок 11 раскат подвергается охлаждению до необходимой температуры конца прокатки при помощи устройства 27 предварительного охлаждения раската. Также перед задачей в чистовой прокатный блок 11 передний конец раската обрезается при помощи высокоскоростных ножниц 28. На выходе из чистового прокатного блока 11 система охлаждения 29 снижает температуру проката. Далее при помощи специального устройства 30 образуются витки проката, которые проходят через принудительную систему 31 воздушного охлаждения. Бунтоформирующая машина 33 образует бунты определенной массы, после чего ножницы 32 обрезают прокат, в этот момент бунтоформирующая машина 33 передает бунт в пакетирующее устройство 34.
Разработан рабочий проект предлагаемого стана. Стан предназначен для получения проволочных и арматурных профилей диаметром 6-10 мм из заготовки квадратного сечения 150×150 мм длиной 10 м. Стан содержит 9 горизонтальных клетей черновой группы с заявляемыми калибрами. Размеры калибра первой клети: высота 100 мм, ширина 155,8 мм, зазор между валками 28 мм. Размеры калибра второй клети: высота 70 мм, ширина 161,9 мм, зазор между валками 8 мм. Размеры калибра третьей клети высота 100 мм, ширина 79,3 мм, зазор между валками 8 мм. Размеры калибра четвертой клети: высота 65 мм, ширина 87,6 мм, зазор между валками 7 мм, высота перемычки 41,2 мм. Размеры калибра пятой клети: высота 45 мм, ширина 93,7 мм, зазор между валками 8 мм, зазор между валками 16,3 мм. Размеры калибра шестой клети: высота 33 мм, ширина 98,2 мм, зазор между валками 6,5 мм, высота перемычки 8,9 мм. Размеры калибра седьмой клети: высота 24 мм, ширина 102,8 мм, зазор между валками 5 мм, высота перемычки 2,6 мм. Размеры калибров восьмой клети: высота 18 мм, ширина 53 мм, зазор между валками 6 мм. Размеры калибров девятой клети: высота 27,5 мм, ширина 23,4 мм, зазор между валками 4 мм.
Предварительный расчет показал, что точность получаемых профилей при прокатке профилей диаметром 6,5 увеличится на 2,3%, при прокатке профилей диаметром 10 мм на 1,7%.
Предлагаемый стан найдет применение в прокатном производстве для получения мелкосортных профилей, преимущественно проволоки.
Способ получения углеродного сорбента активного по отношению к фенолу
Кинематическая схема гибридной силовой установки с отключаемой обратимой электрической машиной и устройство для еe реализации
Способ получения активного фракционированного угля в камере на решетке
Способ комбинированного сжигания угольной пыли, природного газа и жидкотопливной смеси
Двухтактный двигатель внутреннего сгорания с наивысшими технико-экономическими и экологическими критериальными параметрами и электронным управлением аккумуляторной системой впрыска топлива широкого фракционного состава
Прямоточная камера сгорания газотурбинного двигателя
Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора
Способ получения керамических форм методом электрофореза для литья по выплавляемым моделям химически активных сплавов
Способ модифицирования чугуна
Способ управления подачей топлива и устройство подачи топлива

