Результат интеллектуальной деятельности: СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Изобретение относится к трубопроводному транспорту, а именно к соединению труб с внутренним покрытием при помощи сварки, и предназначено для использования при монтаже трубопроводов.
Известно соединение труб с внутренним антикоррозионным покрытием (патент RU 2228484, МПК F16L 58/04, опублик. 10.05.2004), содержащее две трубы с внутренним эмалевым покрытием и втулку, установленную коаксиально внутри них с образованием в зоне стыка труб полости, на наружной поверхности втулки выполнена кольцевая проточка, в среднем сечении которой заодно с телом втулки выполнены радиальные упорные выступы, при этом на концевых участках втулки выполнены кольцевые канавки, в которых установлены уплотнительные элементы и заходные конусы, между наружными поверхностями которых и внутренней поверхностью труб размещен адгезионный материал, где на концевых участках втулки выполнены кольцевые ступенчатые канавки, а уплотнительные элементы выполнены в виде эластичных манжет Г-образной формы в поперечном сечении, козырек которых расположен под тупым углом относительно вертикальной стойки и обращен в сторону внутренних поверхностей труб, при этом торец козырька обращен в сторону стыка труб к монтажному шву, а пространство между наружной поверхностью втулки, манжетами и внутренней поверхностью труб заполнено адгезионным материалом. Вышеуказанное соединение труб имеет сложную конструкцию.
Так же известно сварное соединение труб с внутренним покрытием (патент RU 173536, МПК F16L 13/00, опубл. 30.08.2017), содержащее втулку подкладную, состоящую из наружной и внутренней втулок, где втулка внутренняя изготовлена из коррозионно-стойкой стали и имеет большую длину, чем втулка наружная, причем втулка подкладная через выступ втулки наружной закреплена к трубопроводу сварным соединением труб, причем втулка наружная имеет форму полого цилиндра, а выступ в этом цилиндре образован гибом наружу лепестка, образованного надрезом, причем концы наружной и внутренней втулок приклеены мастикой к внутренней поверхности концов труб с покрытием, а зона рядом со сварным швом заполнена вспененным материалом. В прототипе выступ втулки наружной выполнен гибом наружу лепестка, образованного Л-образным надрезом в полом цилиндре. При этом лепесток расположен в плоскости перпендикулярной оси полого цилиндра. При таком выполнении и расположении надреза не возможно обеспечить сварочный зазор между торцами соединяемых труб без измерительного инструмента - штангенциркуля или калибра. Для установки сварочного зазора устанавливают калиброванную пластину между торцами труб и двигают трубы друг к другу. Операция установки сварочного зазора отнимает рабочее время сварщика и тем самым увеличивается время соединения труб с внутренним покрытием.
Технической задачей изобретения является сокращение времени соединения труб с внутренним покрытием.
Решение технической задачи достигается тем, что в сварном соединении труб с внутренним покрытием, содержащем втулку подкладную, состоящую из наружной и внутренней втулок, где втулка внутренняя изготовлена из коррозионно-стойкой стали и имеет большую длину, чем втулка наружная, причем втулка подкладная через выступ втулки наружной закреплена к трубопроводу сварным соединением труб, причем втулка наружная имеет форму полого цилиндра, а выступ в этом цилиндре образован гибом наружу лепестка, образованного надрезом, причем концы наружной и внутренней втулок приклеены мастикой к внутренней поверхности концов труб с покрытием, а зона рядом со сварным швом заполнена вспененным материалом, новым является то, что выступ втулки наружной, выполненный гибом наружу лепестка, образован П-образной формы надрезом, средняя часть которого расположена в плоскости проходящей по оси полого цилиндра, причем расстояние между боковыми краями лепестка равно сварочному зазору между торцами соединяемых труб.
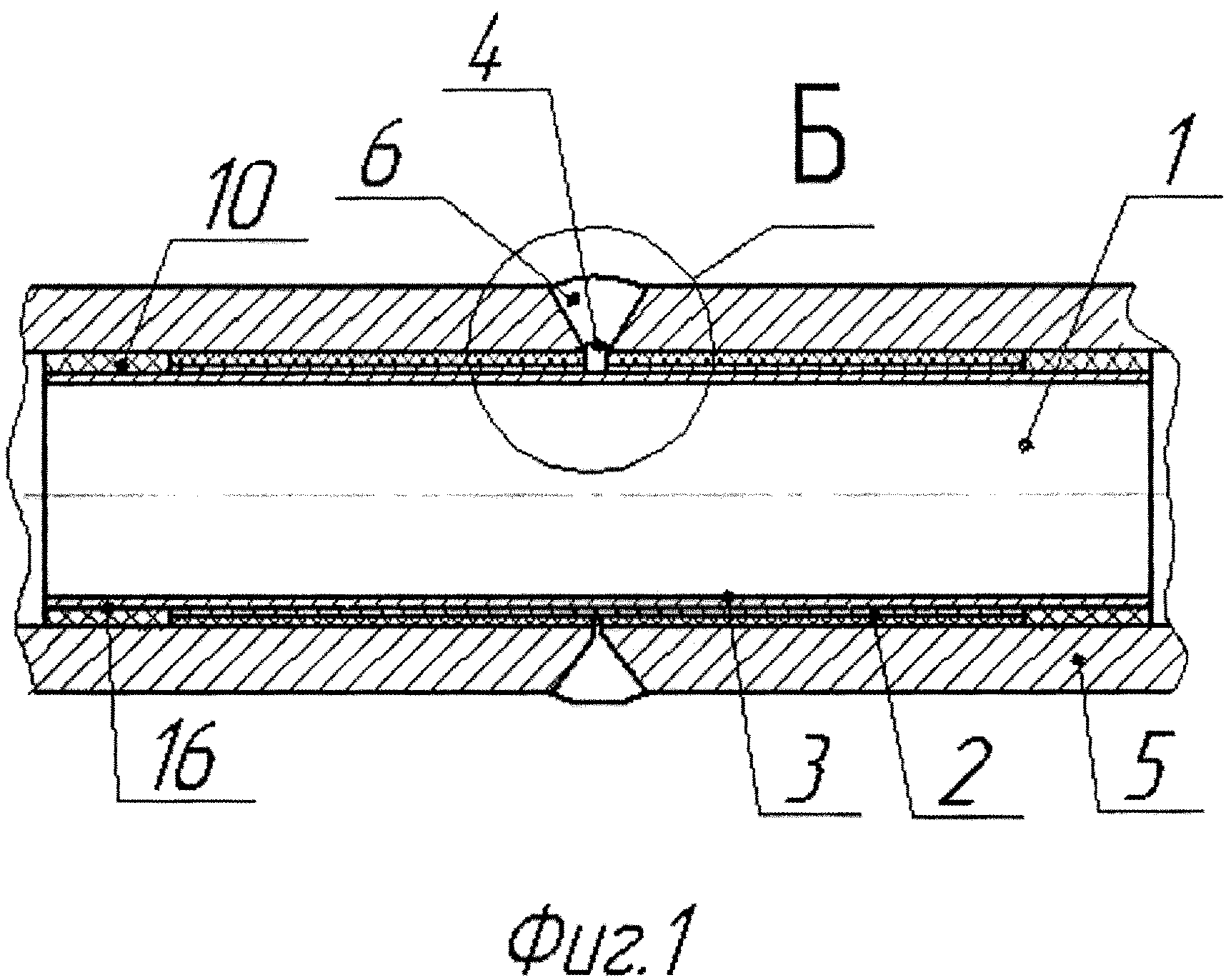
На фиг. 1 изображено сварное соединение труб с внутренним покрытием в продольном разрезе; на фиг. 2 изображен разрез В-В фиг. 3 на наружную втулку; на фиг. 3 - вид Б фиг. 1; на фиг. 4 - вид А (повернут) фиг. 1. Сварное соединение труб с внутренним покрытием содержит втулку подкладную 1, состоящую из наружной 2 и внутренней 3 втулок. Втулка внутренняя 3 изготовлена из коррозионно-стойкой стали и имеет большую длину, чем втулка наружная 2. Втулка подкладная 1 через выступ 4 втулки наружной 2 закреплена к трубопроводу 5 сварным соединением 6 труб. Втулка наружная 2 имеет форму полого цилиндра 7, а выступ 4 в этом цилиндре образован гибом наружу лепестка 8, образованного надрезом 9. Концы наружной 2 и внутренней 3 втулок приклеены мастикой 10 к внутренней поверхности концов 11 и 12 труб 5 с покрытием, а зона рядом со сварным швом заполнена вспененным материалом 13. Выступ 4 втулки наружной 2, выполненный гибом наружу лепестка 8, образован П-образной формы надрезом 9, средняя часть 14 которого расположена в плоскости проходящей по оси а полого цилиндра 7. Расстояние h между боковыми краями лепестка 8 равно сварочному зазору s между торцами 15 соединяемых труб.
Сборка сварного соединения двух труб 11 и 12 с внутренним покрытием осуществляется следующим образом. Вначале на наружную втулку 2 рядом с участком свариваемого шва наносят вспененный материал 13. Внутри этой втулки 2 устанавливают внутреннею втулку 3. На левую наружную стенку 16 внутренней втулки 3, выступающей влево от наружной втулки 2, и на левый конец наружной втулки 2 наносят мастику 10. Затем левый конец втулки подкладной 1 вводят в полость левой трубы 11 до упора торца 15 этой трубы на левый боковой край лепестка 8 наружной втулки 2. При этом мастика 10 приклеевает левые концы наружной 2 и внутренней 3 втулок к внутренней поверхности трубы 11. Далее соединяют прихваткой наружную втулку 2 через лепесток 8 к трубе 11. После этого на правую наружную стенку 16 внутренней втулки 3, выступающей вправо от наружной втулки 2, и на правый конец наружной втулки 2 наносят мастику 10. Затем надевают справа на втулку подкладную 1 трубу 12 до упора ее торца 15 на правый край лепестка 8 наружной втулки 2. При этом между торцами 15 труб 11 и 12 остается сварочный зазор s, так как расстояние h между боковыми краями лепестка 8 равно сварочному зазору s. Мастика 10 приклеевает правые концы наружной 2 и внутренней 3 втулок к внутренней поверхности трубы 12. Далее соединяют трубы 11 и 12 сваркой с образованием сварного шва. Тепло, выделяющееся от сварки, вспенивает материал 13, который заполняет пространство между трубами 11 и 12 и наружной втулкой 2.
В предлагаемом изобретении обеспечивается установка сварочного зазора без измерительного инструмента или калибра. Установка этого зазора происходит после упора торцов соединяемых труб к лепеску, образованному П-образной формы надрезом. Из-за отсутствия операции установки сварочного зазора измерительным инструментом или калибром сокращается время соединения труб с внутренним покрытием.
Перечень использованной информации:
1. Патент РФ 2228484, МПК F16L 58/04, опубл. 10.05.2004.
2. Патент RU 173536, МПК F16L 13/00, опубл. 30.08.2017.
Сварное соединение труб с внутренним покрытием, содержащее втулку подкладную, состоящую из наружной и внутренней втулок, где втулка внутренняя изготовлена из коррозионно-стойкой стали и имеет большую длину, чем втулка наружная, причем втулка подкладная через выступ втулки наружной закреплена к трубопроводу сварным соединением труб, причем втулка наружная имеет форму полого цилиндра, а выступ в этом цилиндре образован гибом наружу лепестка, образованного надрезом, причем концы наружной и внутренней втулок приклеены мастикой к внутренней поверхности концов труб с покрытием, а зона рядом со сварным швом заполнена вспененным материалом, отличающееся тем, что выступ втулки наружной, выполненный гибом наружу лепестка, образован П-образной формы надрезом, средняя часть которого расположена в плоскости, проходящей по оси полого цилиндра, причем расстояние между боковыми краями лепестка равно сварочному зазору между торцами соединяемых труб.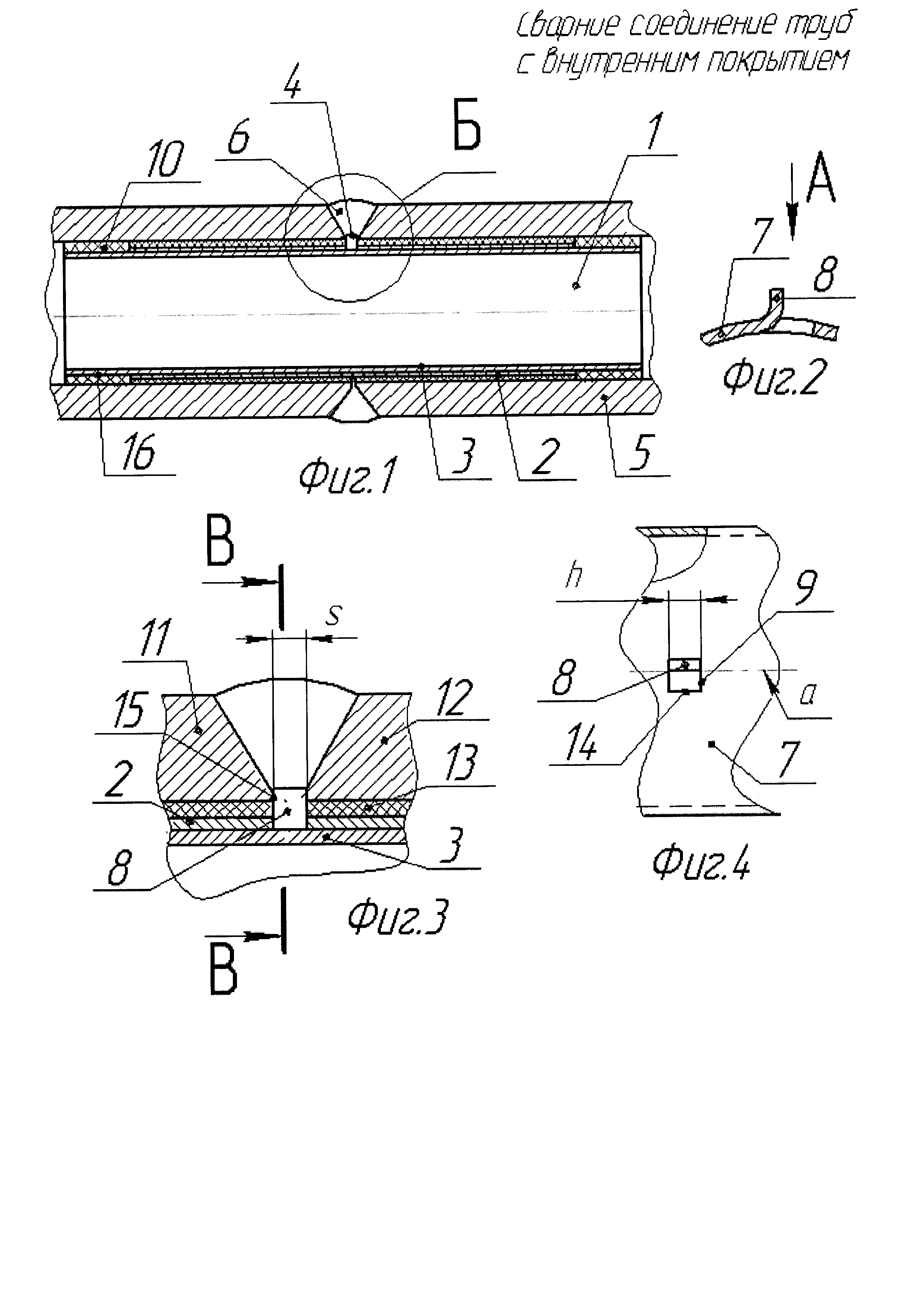
Способ заканчивания скважины
Гидропескоструйный перфоратор для поинтервальной перфорации и гидравлического разрыва пласта
Уплотнительный узел пакерной установки
Способ бесшламового опорожнения трубопроводов
Способ разработки нефтяного месторождения
Способ разработки мелких залежей и отдельных линз нефтяного месторождения
Ручной инструмент ударного действия
Калибратор ствола скважины
Отклоняющее устройство для бурения ответвлений из горизонтального ствола скважины
Способ разработки многообъектного нефтяного месторождения (варианты)
Устройство для обработки призабойной зоны скважины
Устройство для разъединения фланцев

