Результат интеллектуальной деятельности: ОШИНОВКА МОДУЛЬНАЯ ДЛЯ СЕРИЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ
Вид РИД
Изобретение
Изобретение относится к производству алюминия методом электролиза расплавленных криолитовых солей в электролизерах при поперечном расположении их в корпусе электролиза.
Ошиновка является токоведущим элементом конструкции электролизера и состоит из двух частей - анодной и катодной. Электролизеры, располагаемые рядами один за другим, соединены токопроводами из алюминиевых или медных шин различного сечения и включены в электрическую цепь последовательно: катодные шины одного электролизера соединены с анодными шинами другого. Группа электролизеров, объединенная в одну электрическую цепь, называется серией. В анодную часть ошиновки входят гибкие пакеты, анодные стояки, анодные шины. От анодных шин ток передается в алюминиевые анодные штанги, затем в анодные обожженные углеродные блоки. Катодная часть ошиновки состоит из пакетов гибких лент, отводящих ток от катодных стержней подины в сборные катодные шины, затем в катодные шины.
Существует много известных схем конструкций ошиновок электролизеров. Ошиновка разрабатывается под конкретную конструкцию электролизера с помощью математических компьютерных моделей и зависит от типа электролизера, его мощности, расположения в корпусе, в серии, наличии соседних корпусов электролиза, климата данной местности, отдаленности поставщиков сырья, потребителей продукции, стоимости электроэнергии, сырья и готовой продукции.
При разработке ошиновки принято руководствоваться следующими условиями:
- соответствие проекта правилам техники безопасности (ТБ) и электробезопасности (ЭБ);
- оптимальная плотность тока в ошиновке и токоведущих частях электролизера;
- сбалансированность сил Лоренца на расплав, т.е. оптимальное электрическое и магнитного поле в расплаве;
- возможность оперативного и безопасного отключения и подключения в электрическую цепь одного или группы электролизеров без нарушения работы соседних ванн и без отключения или снижения нагрузки тока в серии;
- в настоящее время материалом для шин в России в основном служит алюминий марки А7Е температурный коэффициент электрического сопротивления, которого равен 0,004. Это означает, что при изменении температуры шин на 10°C, его сопротивление изменяется на 4%, что также необходимо учитывать. На практике это реально можно учесть только приблизительно, т.к. температура любой шины зависит не только от плотности тока, проходящего по ней (закон Джоуля-Ленца), а так же, в первую очередь, от ее теплового баланса, который определяется формой, массой и материалом шины, молекулярной отдачей тепла или нагревом от другого источника тепла, отдачей или получением тепла излучением, конвективным теплообменом, влиянием источников холода;
- при конструировании катодной и анодной ошиновки желательно добиваться наиболее равномерного распределения тока по блюмсам и анодам с целью минимизации планарных токов в металле, которые оказывают негативное влияние на магнитогидродинамическую устойчивость электролизера (МГД), что приводит к снижению технико-экономических показателей их работы (ТЭП).
- гибкие пакеты анодной ошиновки при проектировании следует рассчитывать таким образом, что бы они в пределах установленного перемещения анодной рамы до концевых выключателей и ограничительных упоров не испытывали механических повреждений;
- серия электролизеров с ошиновкой должна быть надежно изолирована от "земли" и между катодными кожухами друг друга для уменьшения величины утечек и перетечек тока. Утечки и перетечки тока обуславливают не только прямые потери тока, не участвующие в процессе электролиза, но и вызывает трудно устранимую МГД нестабильность расплава на электролизерах в местах близких к утечкам и перетечкам тока.
Известна ошиновка алюминиевого электролизера при поперечном расположении в корпусе, содержащая сборные шины с катодными спусками, установленными вдоль входной и выходной продольных сторон электролизера, анодные стояки, установленные на входной стороне, через которые протекают одинаковые токи. Анодная ошиновка, соединена с предыдущим электролизером посредством стояков, при этом, крайние стояки соединены с крайними сборными катодными шинами входной стороны электролизера пакетами шин, расположенными вдоль торцевых сторон, и со сборными катодными шинами выходной стороны электролизера, а средние стояки соединены со средними сборными шинами входной стороны пакетами шин, размещенными симметрично под катодными блоками, наиболее близко расположенными к торцам электролизера, и со сборными катодными шинами выходной стороны электролизера, шина, проходящая под днищем и расположенная ближе к соседнему ряду электролизеров переносит 15% тока входной стороны, тогда как другая переносит 10% тока входной стороны, под днищем электролизера установлена промежуточная шина, которая проходит на середине расстояния между осью серии и торцом электролизера, со стороны, противоположной соседнему ряду электролизеров, по шине проходит 5% тока входной стороны (Патент FR2552782, PECHINEY ALUMINIUM, МПК С25С 3/08, 1985).
Недостатком известной ошиновки является невозможность ее использования для электролизеров большой мощности, более чем 380 кА, т.к. асимметричные ошиновки конструктивно ограничены возможностью компенсации наводки магнитного поля от соседнего ряда электролизеров.
Известно устройство подвода/отвода тока к/от электролизеров для получения алюминия с двухрядным поперечным расположением в ряду, содержащее анодную ошиновку, соединенную с анодами посредством анодных штанг, катодную ошиновку из катодных стержней с гибкими пакетами, выступающими по обе стороны катодного кожуха электролизера с днищем, сборные катодные шины на входной и выходной сторонах катодного кожуха электролизера, соединительные шины, шунтирующий элемент, соединение катодной и анодной ошиновку и шины цепи коррекции магнитного поля, расположенные параллельно поперечной оси электролизера у торцов катодного кожуха. Соединение катодной ошиновки с анодной ошиновкой следующего в ряду электролизера выполнено в виде шинных модулей, состоящих из двух полу стояков, один из полу стояков жестко соединен со сборной катодной шиной на выходной стороне, которая соединена с четырьмя гибкими пакетами, а другой полу стояк соединен шинами, размещенными под днищем катодного кожуха, и связан со сборными катодными пакетами на входной стороне, соединенными с двумя гибкими пакетами каждый, причем, соединительные шины расположены под днищем катодного кожуха параллельно поперечной оси электролизера и одна другой, подача тока в цепь коррекции осуществляется в направлении, совпадающим с направлением ток в серии, при этом ток в цепи коррекции магнитного поля предпочтительно составляет 20-70% от тока серии (Патент FR 2583069, PECHINEY ALUMINIUM, 1986-12-12).
Недостатком настоящей ошиновки является то, что в ней используется независимые шины коррекции магнитного поля из двух проводников, проходящих вдоль обоих торцов электролизеров в цепи по направлению тока серии. Ток коррекции составляет 20-70% от тока серии. Например, при токе серии 500 кА ток коррекции может достигать 350 кА. По серии протекает ток равный 500+350=890 кА, который генерирует соответствующее не 500 кА, 890 кА магнитное поле в корпусе, что, в первую очередь отрицательно сказывается на промышленном персонале. Дополнительный вес ошиновки от шин коррекции составит около 10 т на каждый электролизер серии. В любом случае, применение цепи коррекции способствует увеличению веса ошиновки, росту расхода электроэнергии, из-за падения напряжения в цепи коррекции, увеличению затрат на производственные площади для монтажа цепи коррекции. Например, при силе тока коррекции в 450 кА шины коррекции будут состоять из 16-ти шин сечением 650×70 мм (ширина одного пакета - около 2-х метров, двух - около 4-х метров).
В работе Marc Dupuis «New Busbar Network Concepts Taking Advantage of Copper CollectorBars to Reduce Busbar Weight and Increase Cell Power Efficiency)), Proceedings of 34th Iternational ICSOBA Conference, Quebec, Canada, 3-6 October, 2016, p.883, ISSN 2518-332X, Vol. 41, No 45 представлена новая концепция магнитного поля от соседнего ряда электролизеров в серии с одновременной оптимизацией (снижением поля по Bz компоненте в торцах электролизера.)
Первый способ новой концепции предполагает использование анодных стояков только на входной стороне электролизера. В самой простом виде концепции, 100% тока серии возвращается обратно на станцию питания током по дополнительным шинам коррекции, расположенным под днищами электролизеров серии.
По второй версии новой концепции шины входной стороны электролизера переносят под днищем половину тока серии в стояки последующего электролизера, расположенные на его входной стороне. Шины выходной стороны электролизера переносят вторую половину тока серии в стояки последующего электролизера под днищем, в стояки расположенные на выходной стороне электролизера. Как в первой концепции в рядом расположенных дополнительных шинах компенсации под днищами проходит полный ток серии противоположного направления.
Существенным недостатком обеих разновидностей концепций является то, что они представляют собой только теоретический интерес, т.к. не могут быть реализованы на практике. В связи с тем, что разность потенциалов между полюсами станций питания современных серий электролизеров составляет 1000 В и более. Из-за непосредственной близости расположения катодной ошиновки серии и пакетов шин коррекции, возвращающих ток к источнику питания, между ними неизбежно возникнет электрическая дуга (плазма), что недопустимо согласно правилам (ТБ) и (ЭБ).
В настоящее время не известны пригодные для промышленного использования, дешевые и надежные способы изоляции между проводниками с большой силой тока, имеющими между собой разность потенциалов в 1000 В и более при большой площади, близкого расстояния между ними и большой силой тока.
Так же известна патентная заявка WO 2016/128824, С25С 3/16, опубл. 18.08.2016. Формула заявки состоит в основном из комплекса технических решений, а именно:
- в п. 1 сказано, что ошиновка поперечного расположения имеет анодные стояки, как на входной, так и на выходной стороне электролизера;
- в п. 19 указано, что ошиновка электролизера представляет собой электрическую модульную конструкцию.
При этом в п. 1 сказано, что ошиновка имеет, по меньшей мере, имеет один первый контур компенсации расположенный под электролизерами и способный пропускать через себя первый ток компенсации под электролизерами в направлении противоположном направлению общего тока электролиза.
- в п. 1 - по меньшей мере, один второй электрический контур компенсации, расположенный, как минимум, на одной стороне электролизеров и способный пропустить второй ток компенсации в направлении тока электролиза.
Наличие двух линий коррекции и самой серии электролизера предполагает большие затраты на три независимые станции питания с учетом запаса на аварийные случаи для каждой из них и затрат на дополнительные шины 2-х контуров коррекции, потерю электрической энергии в 2-х конурах коррекции и агрегатах их питания, что является недостатком известной заявки.
На фиг. 6, в указанной заявке, показаны электролизеры, у которых блюмсы проходят сквозь подину, перпендикулярно плоскости металла. Защита от протека металла между блюмсами и футеровкой вероятно требует больших затрат, т.к. блюмсы, футеровка, катодный кожух обладают существенными различиями по физическим, электрическим и тепловым свойствам. В период кампании электролизера (6-7 лет) вероятность протеков жидкого алюминия, растворения вертикальных блюмсов и утечки металла очень велика, т.к. перечисленные элементы электролизера постоянно перемещаются относительно друг друга, меняются их геометрические размеры, физические свойства, что так же является недостатком заявки.
Известная ошиновка электролизера по патенту RU 2288976, принятая за прототип, имеет двухрядное, поперечное расположение в серии, содержит анодную часть ошиновки, соединенную с анодами посредством анодных штанг, катодную часть ошиновки из катодных стержней с гибкими пакетами, выступающими по обе стороны катодного кожуха электролизера. Соединение катодных стержней с анодной ошиновкой следующего в ряду электролизера выполнено в виде шинных модулей, состоящих из сборных катодных шин, соединительных шин, анодных стояков. По крайней мере, один стояк в каждом модуле расположен на входной стороне электролизера, по крайней мере, один стояк в каждом модуле расположен на выходной стороне электролизера.
При этом анодные стояки на входной стороне питаются от блюмсов, как с входной, так и с выходной стороны предыдущего электролизера, а анодные стояки на выходной стороне питаются от блюмсов с выходной стороны предыдущего электролизера. Через анодные стояки на входной стороне проходит 1/2-3/4 тока модуля, а через стояки на выходной стороне - 1/2-1/4 тока модуля, соединительные шины расположены под днищем электролизера, часть соединительных шин крайних модулей, по крайней мере, могут огибать торцы электролизера и располагаться, предпочтительно, на уровне расплавленного металла.
Недостатками известной ошиновки по прототипу являются:
- ограниченная возможность в создании электролизеров на силу тока более 600 кА в связи с необходимостью подавать большее количество тока по пакетам шин, огибающим торцы электролизера, из-за необходимости удлинять шахту электролизера, что усложнит конструкцию ошиновки, повысит ее вес и потребует увеличить шаг электролизеров, это отрицательно скажется на его конкурентной способности;
- относительная сложность конструкции ошиновки.
Задачей и техническим результатом изобретения является формирование оптимального магнитного поля в расплаве электролизеров при поперечном расположении в корпусе для разработки и созданий серий электролиза на силу тока от 600 кА до 2000 кА, предпочтительно на 800 кА.
Настоящий результат достигается за счет принципиальных отличий в предлагаемой заявке на изобретение ошиновки от ошиновки прототипа, которыми являются:
1. Ошиновка обязательно входит в комплекс из двух независимых по питанию электрическим током однорядных серий электролизеров;
2. Катодные шины коррекции каждой серии расположены в непосредственной близости от катодной ошиновки соседнего ряда серии;
3. Ток в сериях направлен в противоположные относительно друг друга направления;
4. Анодные стояки на входной и выходной стороне электролизера расположены симметрично плоскости YZ электролизера.
При этом достичь оптимального магнитного поля без технических решений, указанных в ограничительной части патента-прототипа, невозможно, без таких как:
5. Наличие анодных стояков, как на входной, так и на выходной стороне электролизера;
6. Возможность выбора оптимального распределения тока в анодных стояках на входной и выходной стороне в пределах указанных в ограничительной части формулы заявки на изобретение;
7. Возможность пропускать часть тока вокруг торцов электролизера при проектировании оптимального поля в расплаве.
Далее приведено описание чертежей.
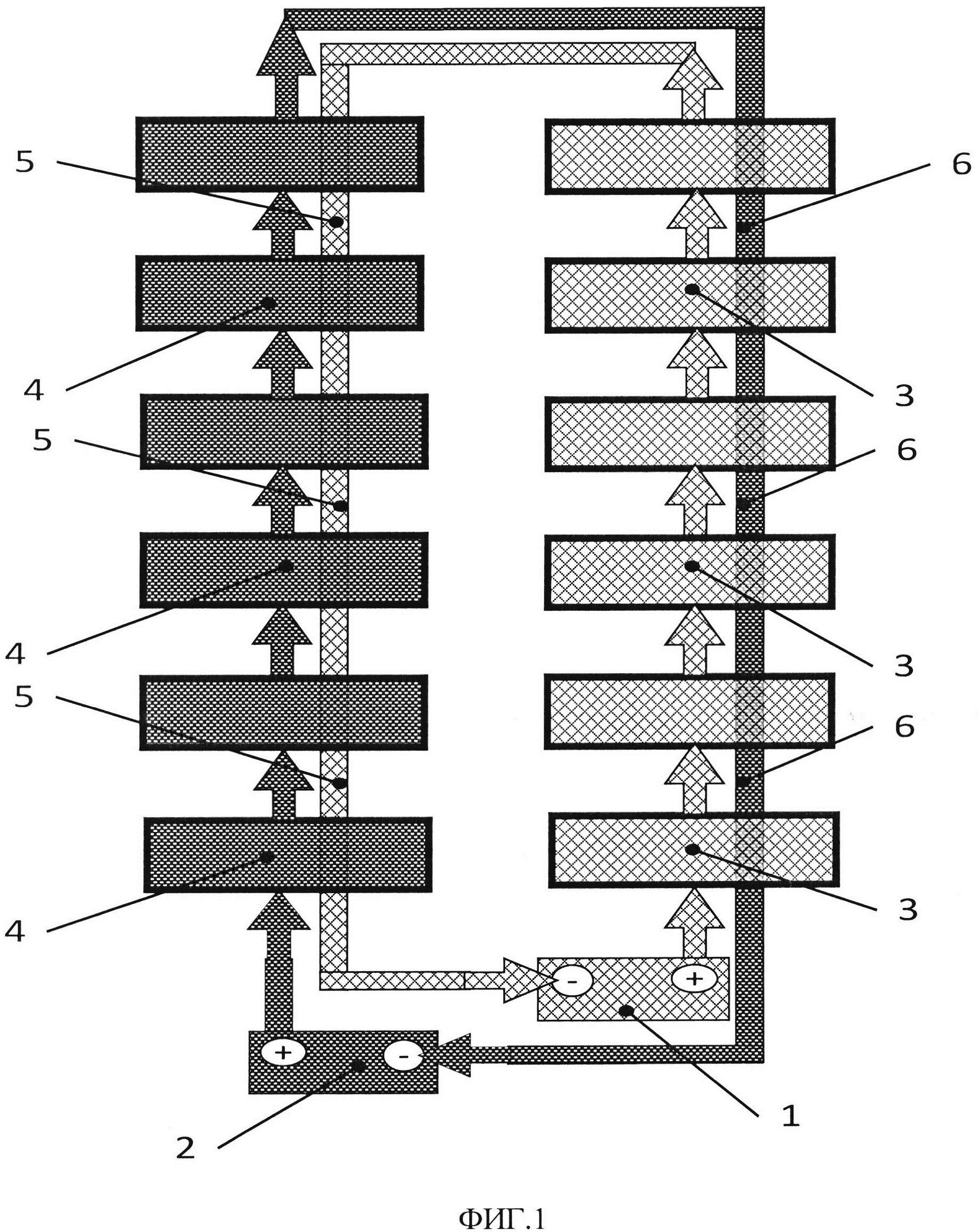
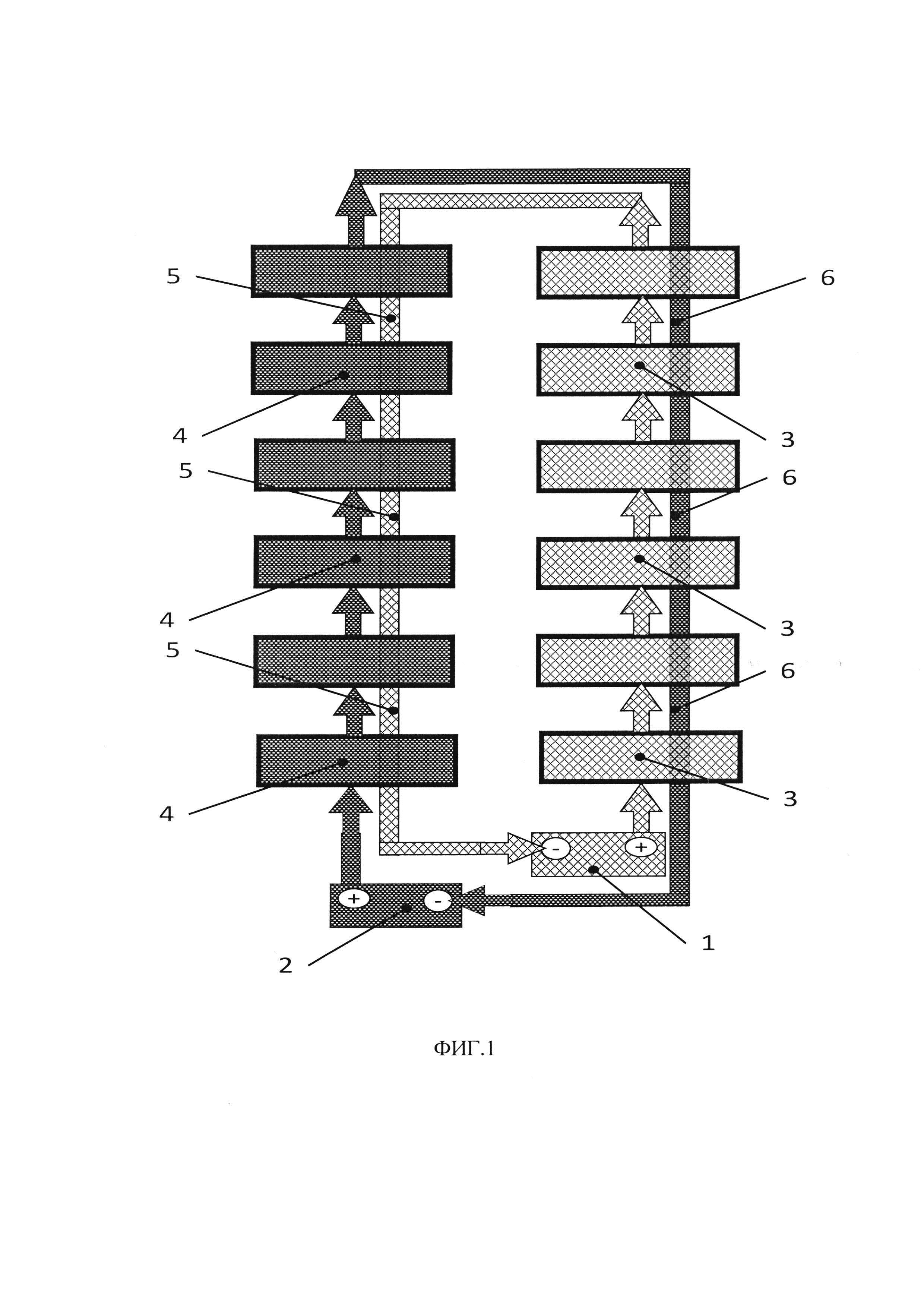
На фиг. 1 отражена принципиальная схема комплекса из двух серий электролизеров в плане 3,5,1 и 4,6,2, где под каждым рядом серии 3 и 4 проходят шины коррекции соседней серии 5 и 6 в непосредственной близости от катодной ошиновки серии. Серии независимы по электрическому питанию и каждая подключена к отдельному источнику 1 и 2.
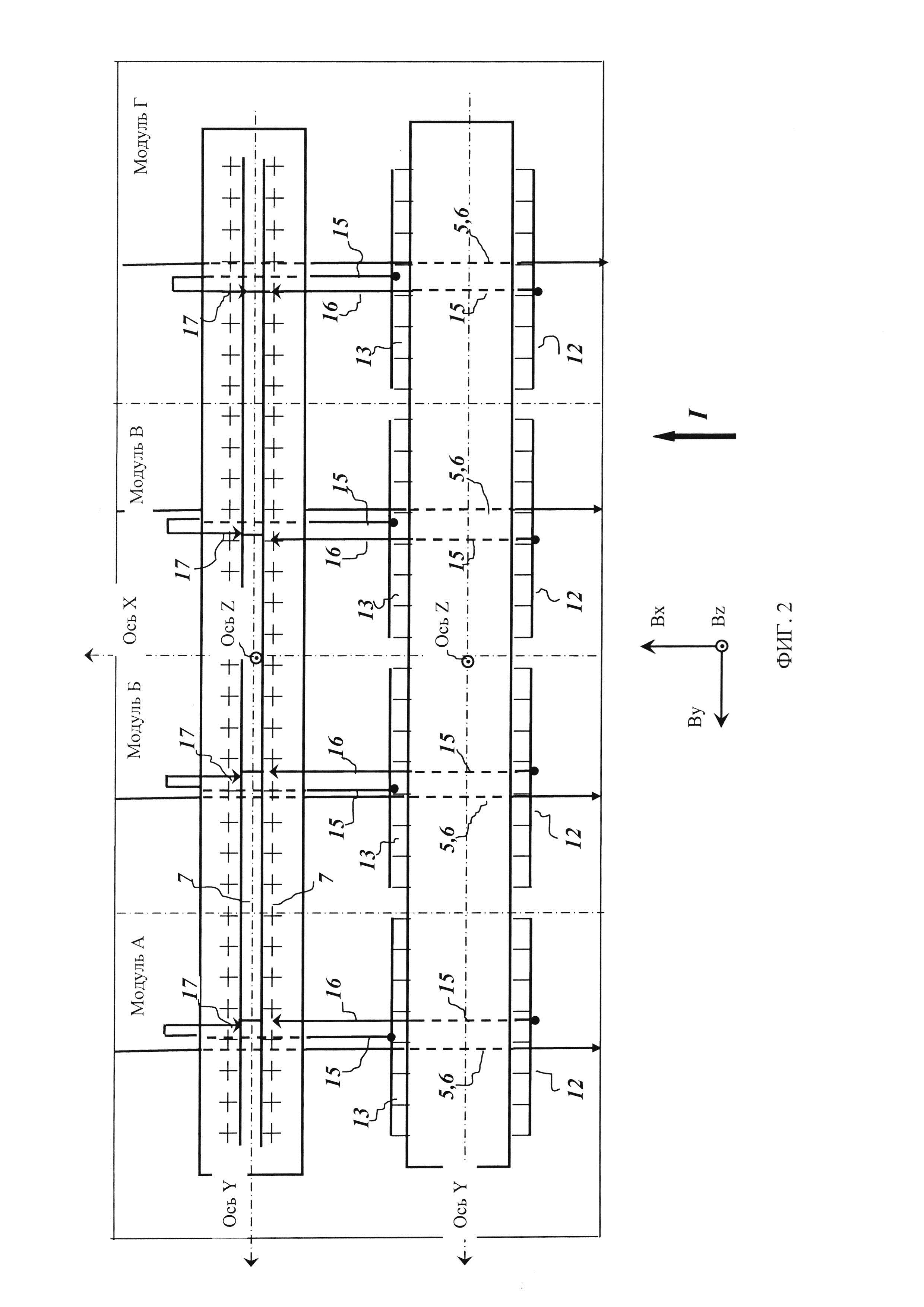
На фиг. 2. показан пример 4-х модульной ошиновки по заявке на изобретение на силу тока 800 кА с анодными стояками 16 и 17, расположенными на обеих сторонах ванны и шинами коррекции 5 и 6, расположенных в непосредственной близости от катодной ошиновки рядов электролизеров 3 и 4 соседней серии, соответственно.
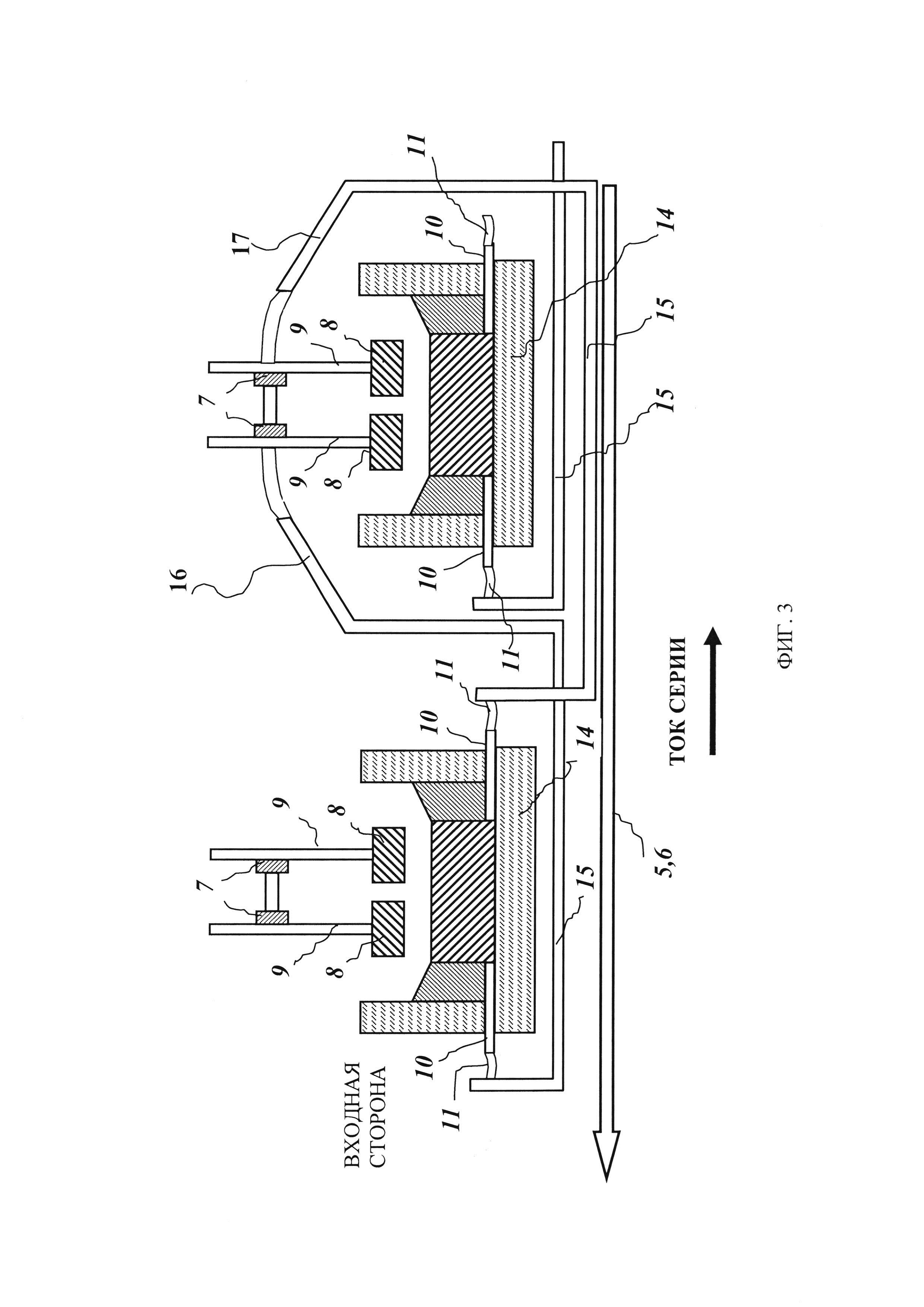
На фиг. 3 изображена схема подключения рядов электролизеров 3 и 4 по заявке в разрезе со стояками на входной стороне 16 и выходной стороне 17. Шинами коррекции поля от соседней серии 5 и 6, соответственно.
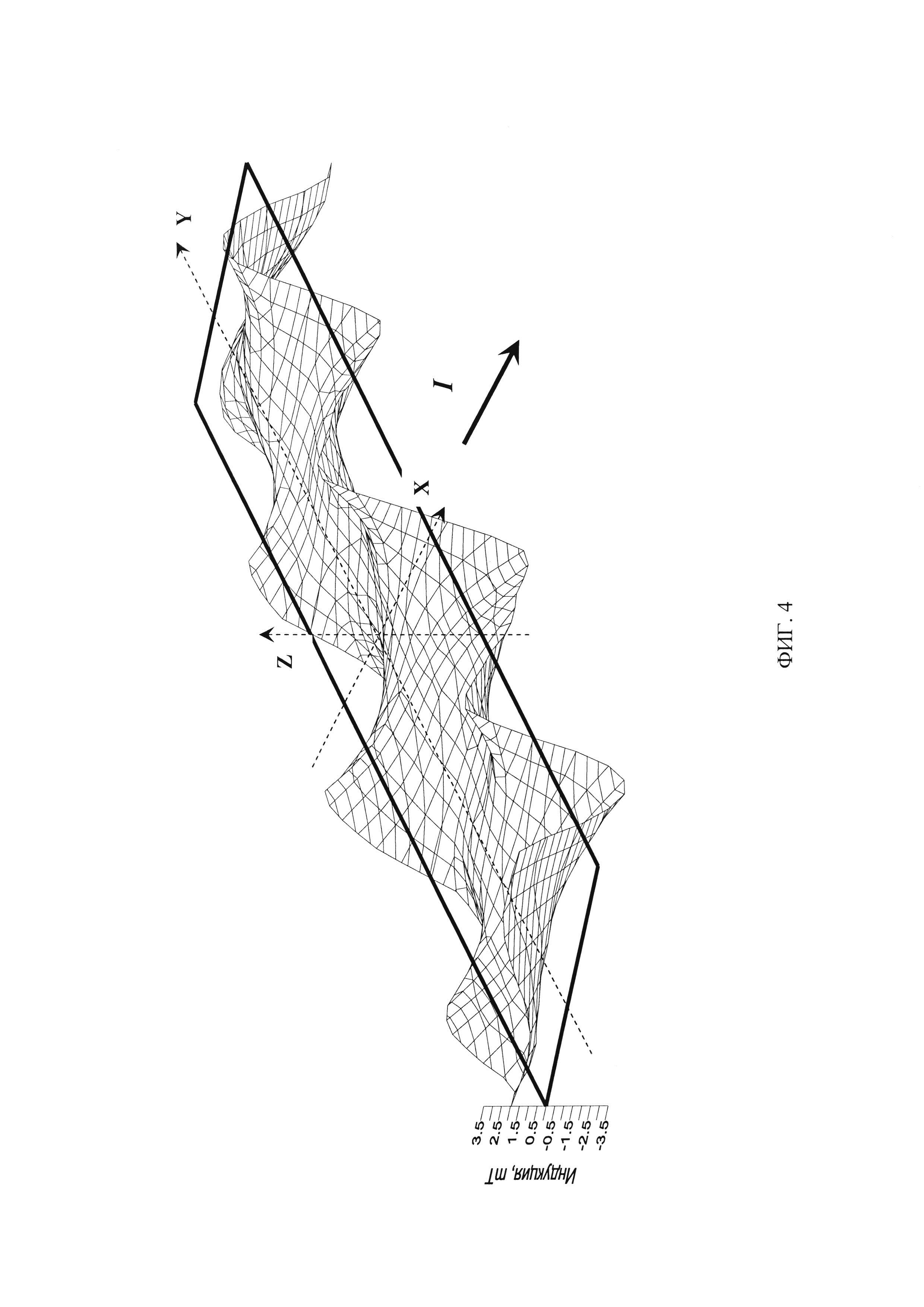
На фиг. 4 показано магнитное поле в mT по составляющей вектора магнитной индукции Bz в середине уровня металла опытно промышленного электролизера по патенту-прототипу при силе тока 550 кА.
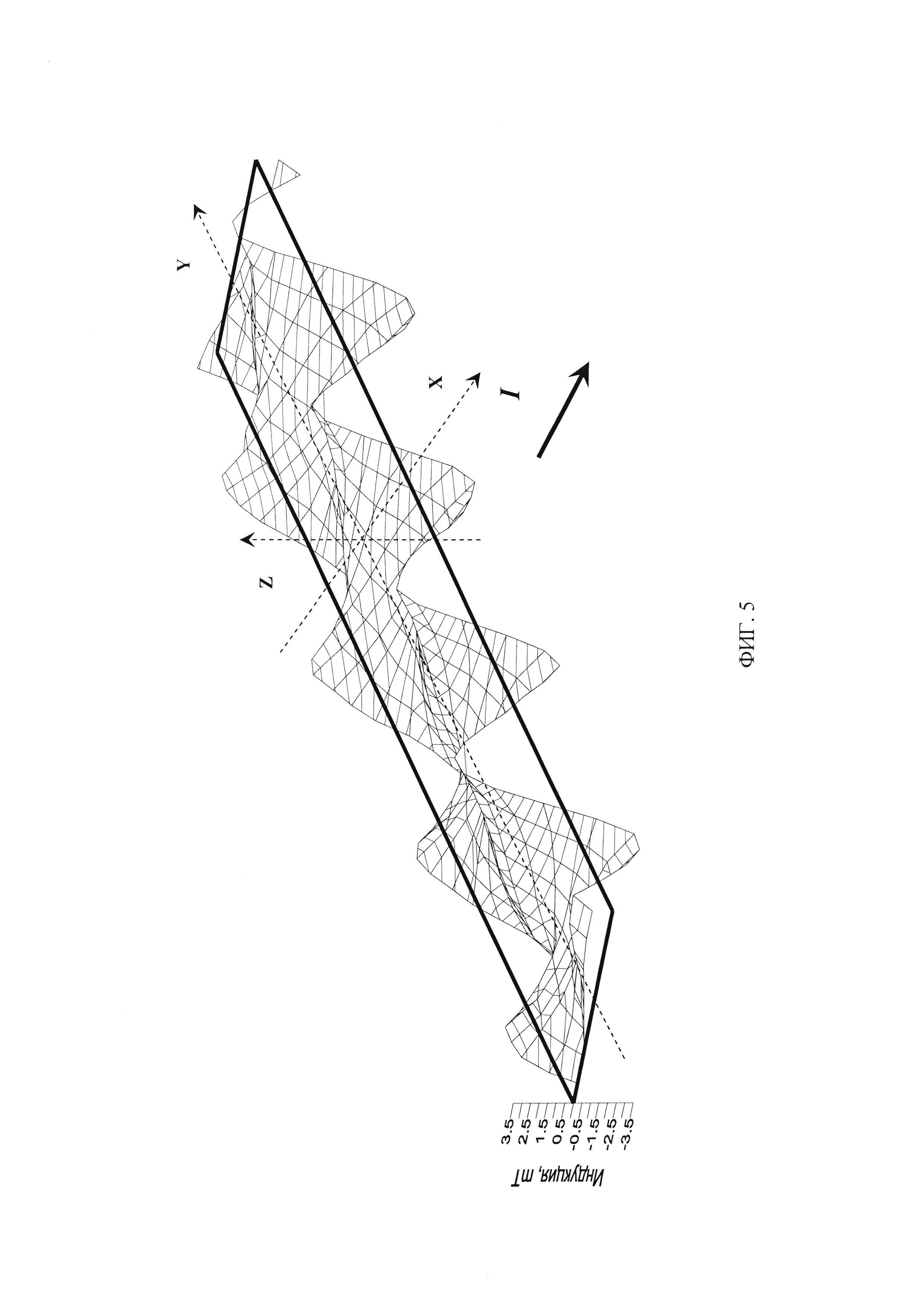
На фиг. 5 показано магнитное поле в mT по составляющей вектора магнитной индукции Bz в середине уровня металла электролизера по заявке на изобретение при силе тока 800 кА.
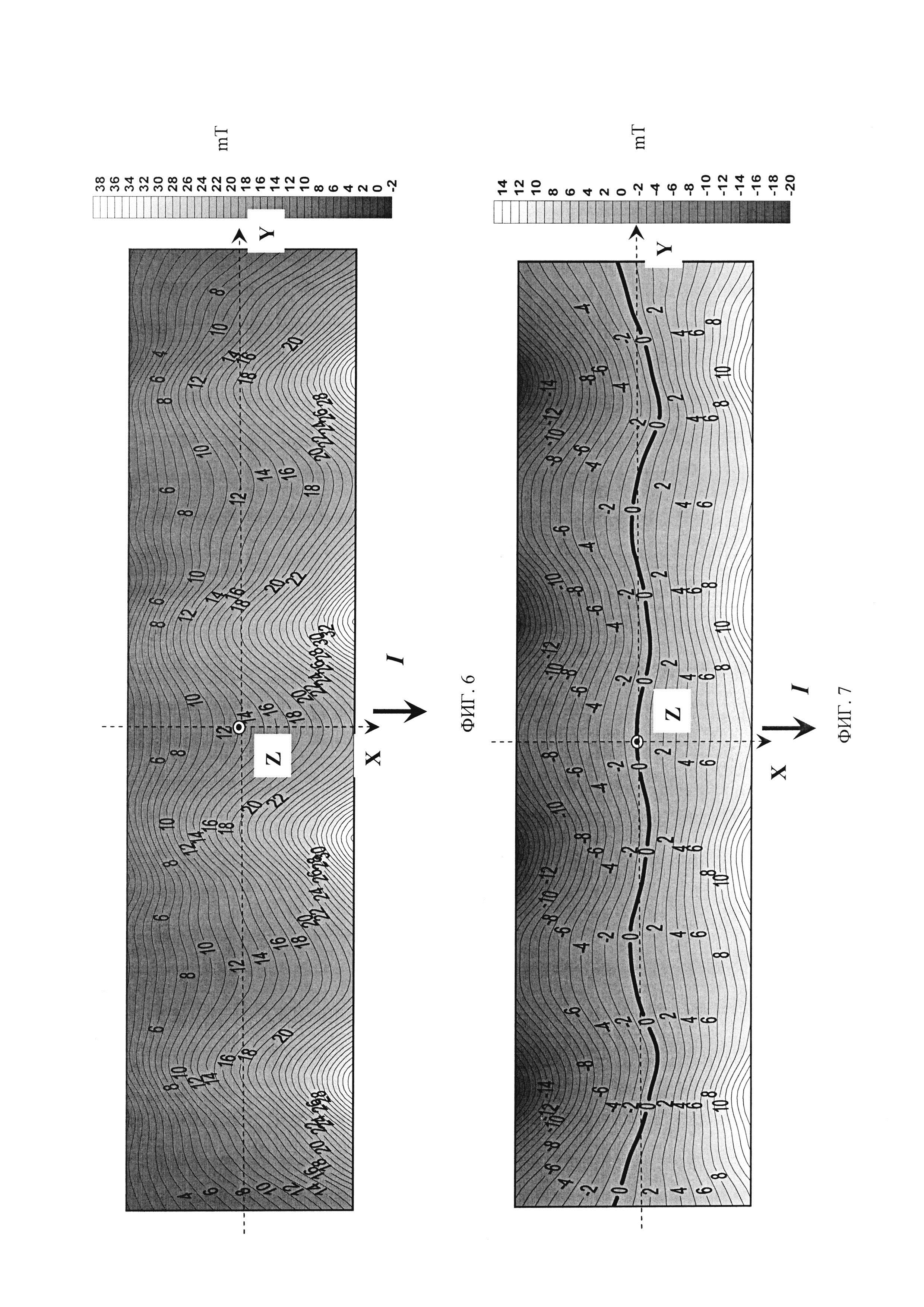
На фигуре 6 показано магнитное поле по компоненте By в mT вектора магнитной индукции электролизера аналогичного заявке на изобретение с анодными стояками только на входной стороне 16 и шинами коррекции 5 и 6 от соседней серии, соответственно.
На фиг. 7 отражено магнитное поле по компоненте By в mT вектора магнитной индукции электролизера по заявке на изобретение с анодными стояками 16 и 17, расположенными на обеих сторонах электролизера симметрично плоскости YZ и шинами коррекции 5 и 6 от рядов соседних серии 3 и 4, соответственно.
Ошиновка состоит из двух однорядных серий 3,5,1 и 4,6,2 последовательно соединенных электролизеров, независимых по электрическому питанию. Ток в сериях направлен в противоположные стороны. Серия электролизеров 3,5,1 питается от независимого источника тока 1, а серия электролизеров 4,6,2 - от независимого источника тока 2. Серия электролизеров 3,5,1 возвращает ток в источник питания 1, благодаря шинам коррекции 5, проходящих в непосредственной близости от катодных ошиновок соседнего ряда электролизеров 4. Аналогично, серия электролизеров 4,6,2 возвращает ток в источник питания 2, посредством шин коррекции 6 расположенных в непосредственной близости от катодных ошиновок серии, состоящей из ряда электролизеров 3.
Для примера, на фиг. 2, показана четырех модульная ошиновка на силу тока 800 кА. В зависимости от количества выбранных модулей она может быть разработана для электролизеров на любую технически, технологически и экономически приемлемую силу тока (1000-1500 кА и более, например, 2000 кА). Не исключается выполнение серий из одномодульных ошиновок.
Ошиновка на фиг. 2 и фиг. 3 включает в себя анодную ошиновку 7 с анодами 8 и анодными штангами 9, катодную ошиновку из катодных стержней 10 с гибкими пакетами 11, шинные модули А, Б, В и Г. В состав каждого модуля входят сборные катодные шины на входной стороне 12 и на выходной стороне 13 катодного кожуха 14, соединительные шины 15, анодные стояки на входной стороне 16 и на выходной стороне 17, которые расположены симметрично плоскости симметрии YZ. Соединительные шины 15 расположены в непосредственной близости от катодной ошиновки серий 3 и 4. Анодные стояки входной стороны 16 подключены к катодным шинам 13 входной стороны предыдущего электролизера. Анодные стояки выходной стороны 17 подключены к катодным шинам входной стороны 12 предыдущего электролизера. В непосредственной близости от катодной ошиновки расположены шины коррекции 5 и 6 от соседней серии электролизеров.
Как показано на фиг. 1, фиг. 2 и фиг. 3, посредством гибких пакетов 11 ток с катодных стержней 10 передается в сборные катодные шины 12 и 13 и по соединительным шинам 15, через анодные стояки 16 и 17 передается в анодную ошиновку 7, затем в штанги 9 и аноды 8 последующего в серии электролизера. В шинах коррекции 5 и 6 от соседних рядов 3 и 4 серий электролизеров ток направлен в противоположную сторону току серии.
Следует отметить, что техническое решение заявки на изобретение основано на том, что электролизеры малой мощности в силу относительно низкой напряженности магнитного поля, небольшой плотности горизонтальных токов и ограниченного объема жидкого металла, не требуют чрезмерного усложнения ошиновки. Хорошие результаты при электролизе достигаются даже при одностороннем отводе тока от катода и одностороннем подводе тока к анодной ошиновке. Располагаться в корпусе такие электролизеры могут продольно по два или четыре ряда, что существенно не отражается на взаимном воздействии магнитных полей.
В данной заявке электролизеры большой мощности (до 2000 кА) собираются из параллельно расположенных серий маломощных электролизеров (модулей), ток в которых направлен в одну сторону. При этом, рядом расположенные ванны (модули) каждой серии, объединяются в одну общую ванну, как это показано на фиг. 2.
Проблемы с МГД нестабильностью в каждом маломощном электролизере (модуле) сводятся к минимуму, не будет существенных проблем по МГД устойчивости и в электролизере большой мощности, который составлен из маломощных электролизеров (модулей).
Эффективно располагать их общую ванну поперечно оси корпуса электролиза. Это позволяет значительно снизить вклад напряженности магнитного поля от катодной ошиновки.
Основными условиями оптимального характера магнитного поля в металле для электролизеров поперечного расположения в корпусе до 500 кА являются:
- вертикальное (Bz) и поперечное (Вх) магнитное поле в металле не должно превышать 1,5 mT;
- направление поля по вертикальной компоненте (Bz) должно быть знакопеременным к каждой четвертинке ванны (пропеллерный характер);
- поле по продольной (By) компоненте должно быть антисимметричным относительно плоскости симметрии YZ.
Для электролизеров на силу тока более 500 кА этих критериев недостаточно для обеспечения высоких ТЭП.
Когда вертикальная составляющая магнитного поля Bz, действующая на слой расплавленного металла, имеет один и тот же знак направления (плюс или минус) на обширном участке электролизера, особенно вдоль продольных сторон электролизера, в расплаве могут возникать когерентные, возрастающие колебания поверхности расплавленного металла из-за накопления продольного момента вдоль электролизера. Они обуславливают низкую МГД устойчивость электролизеров и, соответственно, плохие ТЭП их работы. Поэтому, повышение МГД устойчивости, за счет оптимизации поля в жидком металле достигается за счет создания частой перемены знака по составляющей поля Bz, вдоль продольных сторон электролизера, при этом перемена знака должна быть антисимметричной относительно плоскости YZ электролизера.
В настоящей заявке на изобретение данная проблема решена следующим образом. Конструкция анодных и катодных устройств электролизеров обладает значительными по величине ферромагнитными массами, обладающими существенными защитными свойствами металла от магнитного поля катодной ошиновки.
В отличие от магнитного поля от катодной ошиновки, поле от анодных стояков, в которых суммарно проходит весь ток серии, а между металлом и стояками отсутствуют ферромагнитные экраны, снижающие воздействие магнитного поля от стояков на металл, поле от анодных стояков, в основном, формирует вертикальное (Bz) магнитное поле в металле. С правой стороны, по ходу тока в стояке, в металле формируется поле по (Bz) направленное вниз (минус), а с левой стороны от стояка - направленное вверх (плюс). Подобрав соответствующее расстояние и силу тока в стояках на одной продольной стороне можно получить подобное синусоиде поле в металле по компоненте (Bz) с амплитудой, не более 3,0-3,5 mT. Если на противоположной стороне электролизера симметрично плоскости YX расположить аналогичные анодные стояки, то в результате в электролизере образуется антисимметричное относительно плоскостей YZ и XZ вертикальное магнитное поле, как это показано на фиг. 4.
Однако при увеличении мощности электролизера за счет установки дополнительных модулей и удлинения ванны электролизера, будет расти величина вертикальной компоненты магнитной индукции особенно в крайних модулях электролизера А, Г фиг. 2.
Так же, по мере роста силы тока с целью компенсации наводки поля от соседнего ряда, потребуется увеличивать расстояние между рядами электролизеров для того, что бы с большего количества блюмсов передать ток в пакеты, огибающие торцы электролизера с целью компенсации растущей по Bz компоненты поля. Это отрицательно отразится на массе ошиновки и удельных затратах на единицу площади корпуса электролиза.
В настоящей заявке на изобретение эти две проблемы решаются посредством установки шин коррекции под катодными ошиновками ряда электролизеров соседней серии, как это показано на фиг. 1, 2, 3, в пределах 80-100% шин от общего числа. Ток коррекции направлен в сторону, противоположную току, протекающему в катодной ошиновке ряда электролизеров соседней серии.
Так как разность потенциалов между полюсами станции питания современных серий электролизеров может достигать 1000 В и более, то шины коррекции должны быть подключены к отдельному, собственному источнику тока с целью исключения разности потенциалов между катодной ошиновкой и шинами коррекции, что бы избежать возникновения электрической дуги, особенно тех электролизеров, которые расположены близко к источнику питания.
В настоящей заявке для решения этой проблемы предложено использовать вторую, независимую по питанию током серию электролиза. То есть комплекс с указанной в заявке ошиновкой состоит из двух однорядных серий электролиза. Ток в одной серии направлен (в плане) по часовой стрелке, а в другой серии - против часовой стрелки, как это показано на фиг. 1., где ряды электролизеров двух серий 3 и 4.
Вторые ряды в каждой серии замещаются шинами коррекции 5 и 6, которые расположены в непосредственной близости, в большей степени, под днищами соседней рядов серии электролизеров 3 и 4. Так как в катодной ошиновке и в шинах коррекции токи одинаковые и направлены в противоположные стороны, то следуя правилу «правого буравчика» ток от шин катодной ошиновки и шин коррекции компенсируют магнитное поле вокруг себя. Шины коррекции, во-первых, компенсируют вертикальное магнитное поле в расплаве электролизеров до оптимальных величин, во-вторых, вычитают поле вокруг каждого из двух рядов 3 и 4 серий электролиза, тем самым, исключая наводку магнитного поля на соседний ряд электролизеров.
Это позволяет устанавливать ряды электролизеров в непосредственной близости друг от друга, например, в одном корпусе электролиза. Однако шины коррекции оптимизируют не только вертикальную (Bz) компоненту поля в металле, но и влияют на продольную (By) компоненту, формируемую, в основном, объемными токами и токами катодных стержней, а именно, на входной продольной стороне электролизера вычитают ее, а на выходной стороне увеличивают, складываясь с ней, т.к. совпадают по направлению. На фиг. 6 показано поле по By в металле электролизера со стояками, установленными только на входной стороне электролизера при наличии шин коррекции. Как видно, поле по этой компоненте на 100% имеет положительное направление. Если на входной стороне оно составляет (-2-0mT), то на противоположной продольной стороне достигает (+36-+38 mT). При взаимодействии с вертикальным током в металле возникают силы Лоренца, направленные в плане с входной продольной стороны на выходную продольную сторону, что вызовет перекос металла, а вернее, сдвиг его с входной продольной стороны на выходную сторону. При этом, входная продольная сторона становится «горячей», а «выходная» - холодной. Этот факт обуславливает нарушение симметрии теплового баланса в электролизере, формы рабочего пространства, электрического поля в металле, а именно, возникновению планарных токов, которые, как известно, снижают МГД устойчивость электролизеров и ТЭП их работы.
В настоящей заявке на изобретение эта проблема решается наличием анодных стояков расположенных на противоположной, выходной стороне электролизера 7, как это показано на фиг. 2, 3. В этом случае, суммарный ток в стояках на входной стороне снижается, примерно в 2 раза, а значит, способствует росту поля по Вх на входной стороне, т.к. поле от анодных стояков по By складывается с аналогичным полем от шин коррекции. На выходной стороне поле от анодных стояков, наоборот, вычитает поле от шин коррекции. Подбирая силу тока в анодных стояках на входной и выходной стороне электролизера, в пределах установленных формулой заявки на изобретения можно достичь антисимметричное, относительно плоскости YZ магнитное поле вдоль продольных сторон, а значит и симметричный перекос поверхности металла, как это показано на фиг. 7.
В литературном источнике «Light metals- 2017», editor Anre P. Ratvik, p.26, ISSN 2367-1181 ISSN 2367-1696 (electronic) The Minerals, Metals & Materials Series, ISBN 978-3-319-51540-3 ISBN 978-3-319-51541-0 (eBook) опубликованы основные показатели работы опытно-промышленной группы электролизеров на 550 кА, ошиновка которых смонтирована в соответствии с патентом-прототипом к настоящей заявке на изобретение (RU 2288976). Испытания продолжаются уже более 2-х лет.
При указанном на фиг. 4 измеренном магнитном поле по компоненте Bz, которое аналогично полю по заявке на изобретение (фиг. 5) опытно-промышленная группа работает со следующими показателями:
- сила тока - 550 кА;
- выход по току - 94,5%;
- напряжение - 3,8 В;
- удельный расход электроэнергии - 12,000 MWh/kg.
Со времени начала испытаний на этих электролизерах не удалось добиться МГД нестабильности. При нормальной работе шум на них составляет 5-6 мВ. При отклонениях - не превышает 20 мВ.
Практические измерения и расчеты указывают на одинаковый качественный и количественный характер магнитного поля по компонентам поля Bz и Вх в расплаве электролизера прототипа и электролизера по заявке на изобретение на 800 кА, как это показано на фиг. 4, 5 и 7.
Указанные совпадения с высокой достоверностью прогнозируют показатели работы электролизера с ошиновкой по заявке (до 2000 кА) не хуже, чем электролизера-прототипа.
Оксид алюминия
Способ определения компонентного состава и криолитового отношения твердых проб калийсодержащего электролита алюминиевого производства методом рфа
Конструкция токоотводов катода алюминиевого электролизера
Устройство для сбора и удаления газов из алюминиевого электролизера
Способ футеровки катодного устройства электролизера неформованными материалами
Способ получения глинозема
Способ получения высокопрочного гипсового вяжущего
Способ и система управления электротехнологическими режимами восстановительной плавки технического кремния в руднотермических электрических печах
Устройство для непрерывного литья, прокатки и прессования катанки
Система автоматической подачи сырья в электролизеры с самообжигающимися анодами
Способ получения угольного пека-связующего для производства анодной массы углеродных электродов
Способ переработки фторуглеродсодержащих отходов электролитического производства алюминия
Способ нанесения алюминиевых покрытий на металлические изделия
Способ футеровки катода электролизера для получения первичного алюминия
Способ получения сплава на основе алюминия и устройство для осуществления способа
Способ мокрой очистки отходящих газов электролизных корпусов производства алюминия
Анодное устройство алюминиевого электролизера
Устройство для сбора и эвакуации газов из алюминиевого электролизера
Способ совмещенного непрерывного литья, прокатки и прессования металлической заготовки и устройство для его реализации
Способ непрерывного получения алюминиевой лигатуры с 2 мас. % скандия

