Результат интеллектуальной деятельности: СПОСОБ ЛОКАЛЬНОГО РЕМОНТА ПОВРЕЖДЕННОГО ТЕПЛОВОГО БАРЬЕРА
Вид РИД
Изобретение
Предшествующий уровень техники
Изобретение относится к способам локального ремонта поврежденных тепловых барьеров.
Лопатки турбин высокого давления авиационных двигателей подвергаются воздействию очень агрессивной окружающей среды. Как правило, эти детали содержат защитное покрытие от окисления, а также теплоизоляционное покрытие. Теплоизоляционное покрытие позволяет термически изолировать нижележащую деталь, чтобы поддерживать ее при температурах, при которых ее механические характеристики и ее срок службы остаются в допустимых пределах.
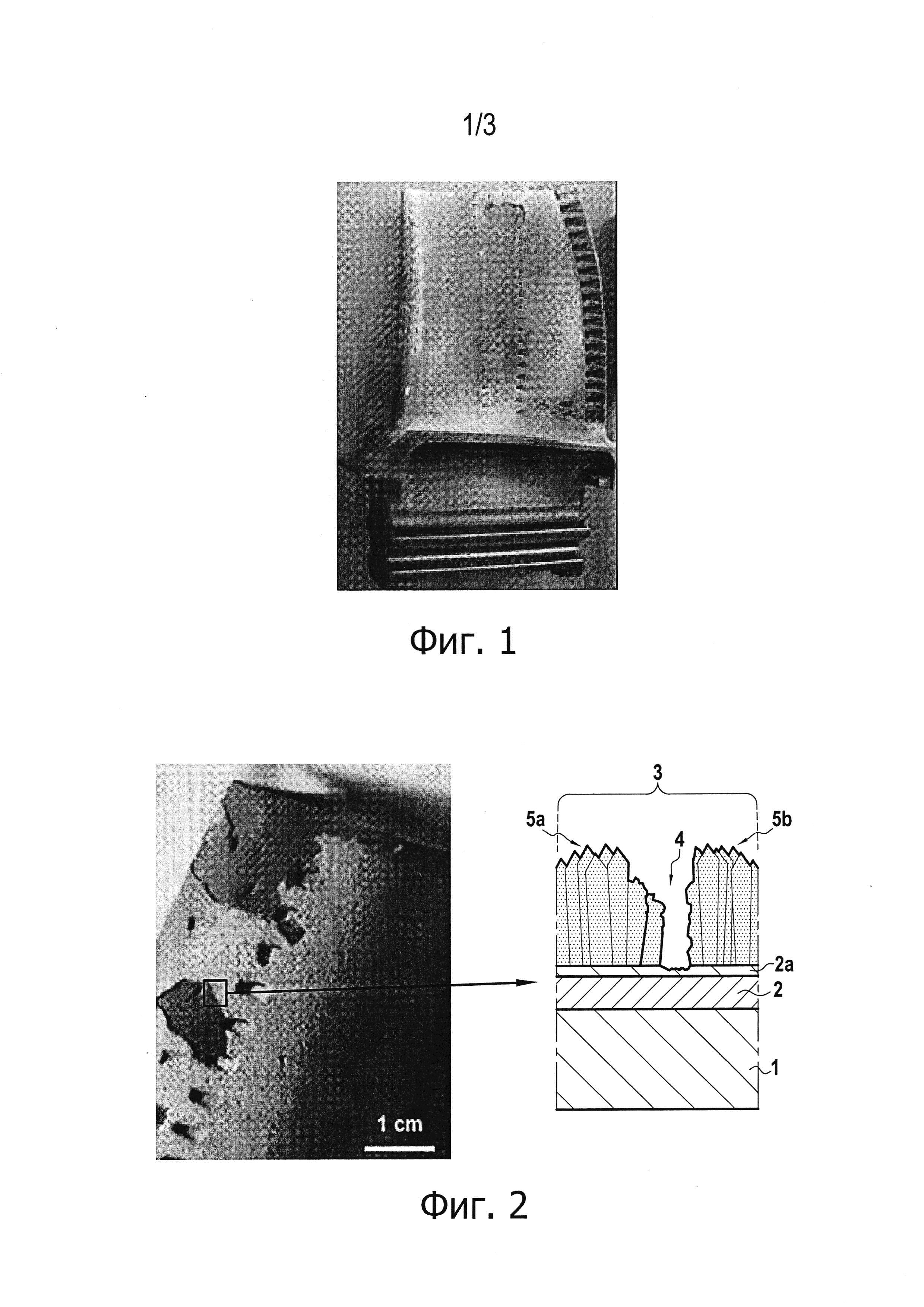
Некоторые зоны этой системы могут быть повреждены во время работы при высокой температуре от эрозии, попадания частиц, окисления, коррозии и от алюмосиликатов кальция и магния ("CMAS"). На фотографиях на фиг. 1 и 2 показаны поврежденные во время работы лопатки, внешний вид. Эти разрушения могут привести к локальному отрыву теплоизоляционного слоя и даже подслоя, что ведет к окислению нижележащей детали.
В настоящее время, как известно, чтобы восстановить тепловой барьер, удаляют все теплоизоляционное покрытие (даже в неповрежденных зонах) деталей, затем выполняют новую систему теплового барьера. В некоторых случаях детали с поврежденным тепловым барьером отбраковывают.
Существует потребность в продлении срока эксплуатации деталей, содержащих тепловые барьеры.
Существует также потребность в упрощении и в снижении стоимости способов ремонта поврежденных тепловых барьеров.
Существует также потребность в новых способах ремонта поврежденных тепловых барьеров.
Раскрытие изобретения
В связи с этим объектом изобретения является способ локального ремонта поврежденного теплового барьера, включающий в себя этап, на котором:
a) осуществляют обработку посредством электрофореза детали, покрытой поврежденным тепловым барьером и выполненной из электропроводящего материала, при этом поврежденный тепловой барьер содержит керамический материал и имеет по меньшей мере одну предназначенную для ремонта поврежденную зону, деталь находится в электролите, содержащем суспензию частиц в жидкой среде, причем в поврежденной зоне посредством электрофореза осаждают керамическое покрытие для получения восстановленного теплового барьера, предназначенного для использования при температурах, превышающих или равных 1000°C.
Согласно изобретению деталь выполнена из электропроводящего материала, и поврежденный тепловой барьер обеспечивает проводимость электричества в предназначенной для ремонта поврежденной зоне и, следовательно, осаждение керамического покрытия посредством электрофореза в этой зоне во время этапа а). Керамическое покрытие, полученное на этапе а), образовано осаждением частиц на детали. Керамическое покрытие может быть в основном нанесено в поврежденной зоне. Иначе говоря, в поврежденной зоне может быть нанесено керамическое покрытие массой, превышающей или равной 50% общей массы керамического покрытия, нанесенного на этапе a). Эта масса керамического покрытия, осажденного в поврежденной зоне, может, например, превышать или быть равной 75% и даже 90% общей массы керамического покрытия, нанесенного на этапе a). В примере выполнения керамическое покрытие может быть нанесено только в поврежденной зоне.
Предпочтительно изобретение позволяет быстро, недорого и локально ремонтировать поврежденный тепловой барьер и избегать, таким образом, отбраковки частично поврежденных деталей или полного удаления поврежденного теплового барьера. Следовательно, изобретение позволяет продлить срок службы деталей и ограничить стоимость восстановления рабочего состояния деталей с поврежденным тепловым барьером.
Возможность локального ремонта вытекает из применения осаждения посредством электрофореза в отличие от физического осаждения паров электронным лучом ("electron beam physical vapor deposition", EB-PVD) или плазменного напыления ("plasma spraying"; PS), которые не позволяют осуществлять или затрудняют локальный ремонт.
Кроме того, способ осаждения посредством электрофореза можно применять для деталей, имеющих сложные геометрические формы.
Восстановленный тепловой барьер можно применять в окружающей среде, где температура на поверхности теплового барьера превышает или равна 1000°C.
Предпочтительно деталь может быть выполнена из металлического материала и, например, содержать никель.
Предпочтительно перед осуществлением этапа a) поврежденный тепловой барьер может характеризоваться отсутствием материала в поврежденной зоне.
В примере осуществления частицы, возможно агломерированные частицы, могут иметь средний размер, меньший или равный 10 мкм.
Под «средним размером» следует понимать размер, определяемый статистическим гранулометрическим распределением для половины популяции, называемый D50.
Например, частицы в неагломерированном состоянии могут иметь средний размер от 20 нм до 1 мкм.
Такие размеры частиц предпочтительно позволяют получать стабильную суспензию.
Частицы можно получать или нет при помощи способа золь-гель. Так, в примере осуществления, способ может содержать перед этапом a) этап получения частиц способом золь-гель. Затем эти частицы могут быть переведены во взвешенное состояние в жидкой среде для получения электролита.
Частицы электролита могут, например, быть частицами иттрий-стабилизированного диоксида циркония (YSZ, "Yttria-Stabilized Zirconia"), которые могут быть получены или нет способом золь-гель. Можно также использовать частицы диоксида циркония. В целом, для осаждения посредством электрофореза можно использовать любые частицы, которые могут иметь электрический заряд внутри электролита (что позволяет им перемещаться во время приложения электрического поля). Так, например, можно использовать частицы следующей химической формулы: ZrO2-ReO1.5 (где Re обозначает редкоземельный элемент, например: Gd, Sm или Er), Y2O3, Al2O3, TiO2 или CeO2.
В примере выполнения частицы могут быть получены из того же керамического материала, который присутствует в поврежденном тепловом барьере.
В варианте частицы могут быть получены из материала, отличного от керамического материала поврежденного теплового барьера. В этом случае материал частиц и керамический материал поврежденного теплового барьера предпочтительно являются совместимыми с термомеханической и химической точки зрения. Например, разность между коэффициентами теплового расширения керамического материала, присутствующего в поврежденном тепловом барьере, и материала частиц предпочтительно может быть меньшей или равной 2.10-6К-1 по абсолютной величине.
Использование разных материалов предпочтительно позволяет получить дополнительное свойство, например, свойство анти-CMAS или термочувствительный материал и придать, таким образом, тепловому барьеру новую функцию в ходе его восстановления.
Жидкая среда может быть, например, выбрана среди: спиртов, например, этанола или изопропанола, кетонов, например, ацетилацетона, воды или их смесей.
В примере выполнения частицы могут присутствовать в жидкой среде перед началом этапа а) при концентрации, превышающей или равной 0,1 г/л, предпочтительно превышающей или равной 1 г/л.
Предпочтительно такие значения концентрации позволяют получить стабильную суспензию.
В примере выполнения толщина нанесенного керамического покрытия может превышать или быть равной 50 нм, например, превышать или быть равной 30 мкм. В примере выполнения толщина нанесенного керамического покрытия может быть меньшей или равной 200 мкм.
В примере выполнения на деталь может быть нанесен слой сцепления, обеспечивающий сцепление теплового барьера с деталью, и керамическое покрытие может быть нанесено на слой сцепления.
Предпочтительно слой сцепления позволяет улучшить сцепление теплового барьера с деталью. Кроме того, предпочтительно слой сцепления позволяет предохранить деталь от окисления и коррозии.
Например, слой сцепления может быть металлическим.
В варианте тепловой барьер может присутствовать непосредственно на детали. Таким образом, между тепловым барьером и деталью может отсутствовать какой-либо слой сцепления.
В примере выполнения продолжительность этапа а) может быть больше или равной 1 минуте, предпочтительно 5 минутам.
Предпочтительно такие значения позволяют улучшить сплошное распределение по поверхности и однородность получаемого керамического покрытия.
В примере выполнения в течение всего или части этапа a) между деталью и противоэлектродом может быть приложено напряжение, превышающее или равное 1 В. Предпочтительно напряжение, прикладываемое в течение всего или части этапа a) может превышать или быть равным 50 В.
Предпочтительно такие значения позволяют улучшить сплошное распределение по поверхности и однородность получаемого керамического покрытия.
В примере выполнения перед этапом a) поврежденную зону можно подвергнуть этапу очистки.
Предпочтительно очистка позволяет удалить остатки теплового барьера и, возможно, присутствующие оксидные слои и улучшить таким образом электропроводимость предназначенной для ремонта поврежденной зоны, чтобы способствовать осаждению керамического покрытия посредством электрофореза.
Очистку можно производить механически, например, посредством пескоструйной обработки, пемзования, шлифования, при помощи водяной струи высокого давления или путем лазерной очистки.
В варианте очистка может быть химическим травлением, например, электролитическим травлением или травлением в кислотной или щелочной среде.
После очистки в начале этапа a) поврежденный тепловой барьер может характеризоваться отсутствием материала в поврежденной зоне.
В примере выполнения способ может содержать после этапа a) этап b) упрочнения нанесенного керамического покрытия посредством термической обработки.
Например, этап b) может включать в себя нагрев детали, полученной после этапа a), до температуры, превышающей или равной 1000°C, например, превышающей или равной 1100°C.
В примере выполнения деталь может быть лопаткой газотурбинного двигателя.
Краткое описание чертежей
Другие особенности и преимущества изобретения будут более очевидны из последующего описания со ссылками на чертежи.
На фиг. 1 показана лопатка газотурбинного двигателя, поврежденная в ходе эксплуатации, фотография;
на фиг. 2 - лопатка газотурбинного двигателя, поврежденная в ходе эксплуатации, фотография, при этом схематично и частично показана структура поврежденного теплового барьера;
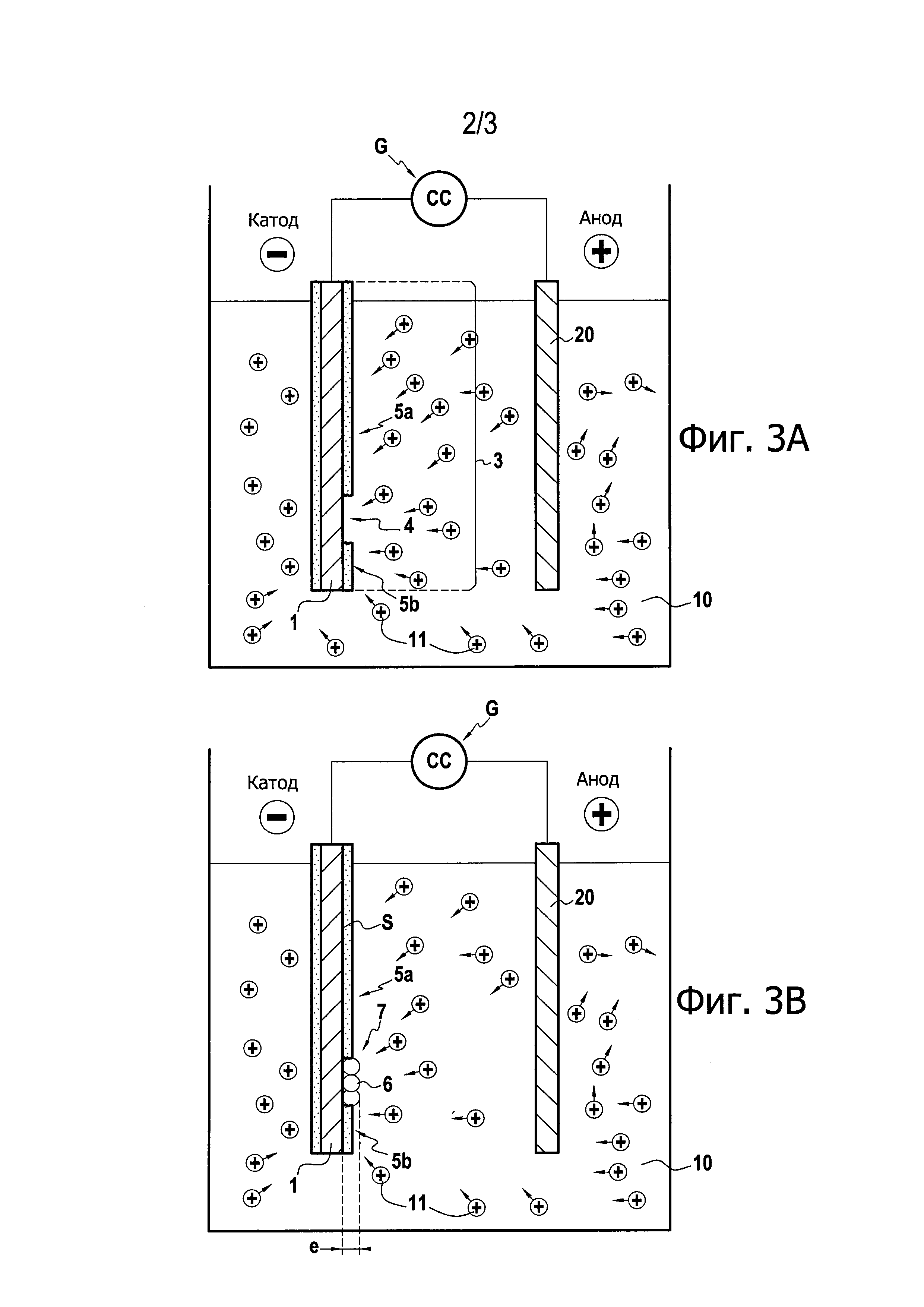
на фиг. 3A и 3B частично и схематично поясняется осуществление способа согласно изобретению;
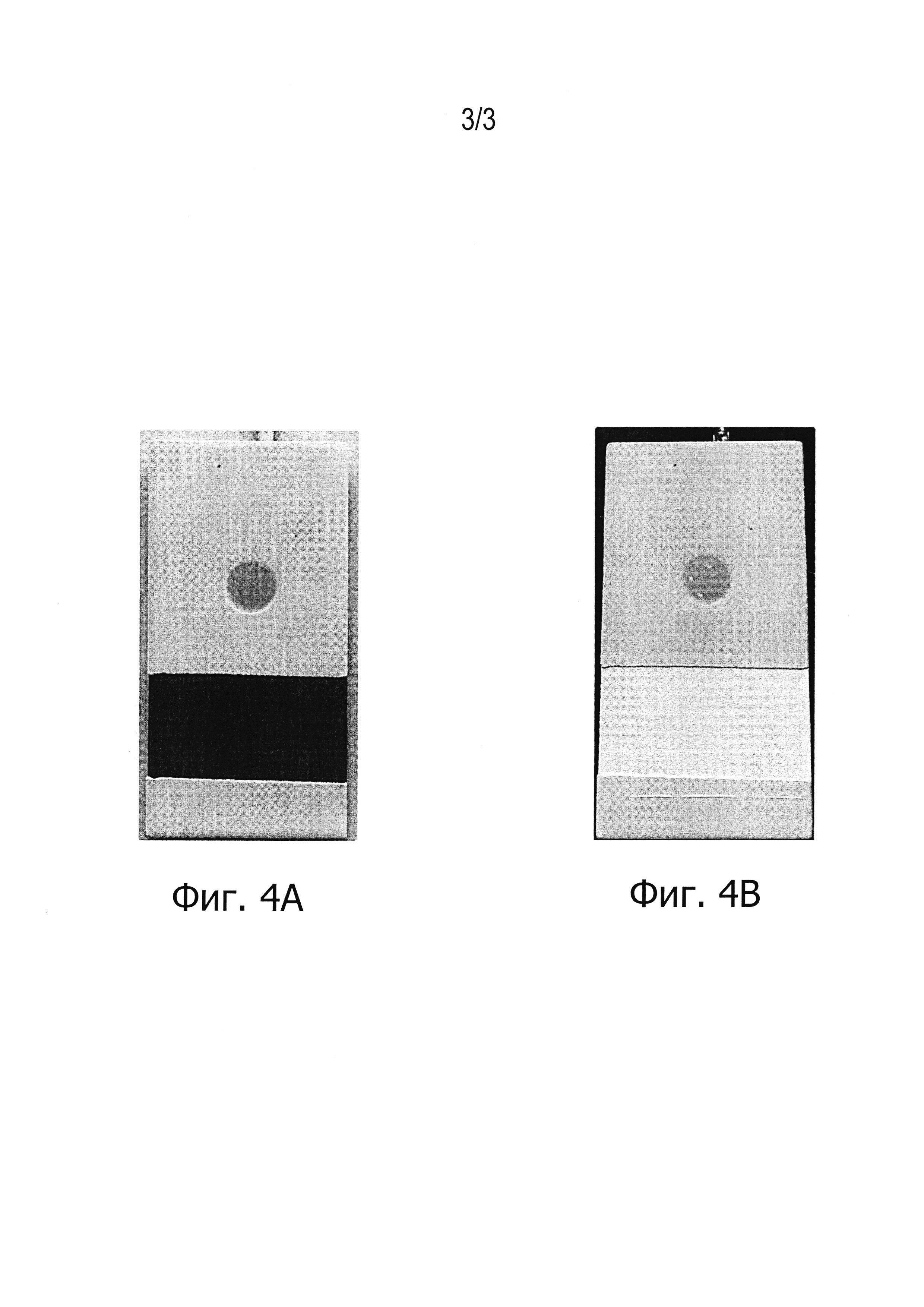
на фиг. 4A и 4B - деталь соответственно до и после обработки способом согласно изобретению, фотографии.
Варианты осуществления изобретения
На фиг. 2 показана деталь 1, например, выполненная из жаропрочного сплава на основе никеля, с нанесенным на нее слоем 2 сцепления, на котором находится поврежденный тепловой барьер 3. Между слоем 2 сцепления и поврежденным тепловым барьером 3 присутствует оксидный слой 2a. Оксидный слой 2a может представлять собой оксид алюминия α-Al2O3. Поврежденный тепловой барьер 3 содержит керамический материал и имеет подлежащую ремонту поврежденную зону 4.
Поврежденная зона 4 может иметь по меньшей мере одну смежную неповрежденную зону. В представленном примере поврежденная зона 4 присутствует между двумя примыкающими неповрежденными зонами 5a и 5b.
На фиг. 3A поясняется осуществление этапа а) в соответствии с изобретением. Как показано, деталь 1 с поврежденным тепловым барьером 3 находится в электролите 10, содержащем суспензию частиц 11 в жидкой среде. Частицы 11 могут быть, например, частицами иттрий-стабилизированного диоксида циркония (диоксид циркония, стабилизированный оксидом иттрия).
В качестве примера далее приведено описание этапов синтеза посредством процесса золь-гель порошка иттрий-стабилизированного диоксида циркония, предназначенного в примере выполнения для формирования частиц 11:
- смешивают ацетилацетон в 1-пропаноле и пропоксиде циркония (Zr(OC3H7)4);
- полученную смесь смешивают с раствором нитрата иттрия в 1-пропаноле;
- полученную смесь смешивают с водой и 1-пропанолом (10 моль/л) для получения золя;
- сушат золь в печи при температуре 50°C;
- осуществляют сушку с выпариванием или сверхкритическую сушку;
- осуществляют прокаливание в воздушной атмосфере при температуре 700°C.
Полученный таким образом оксидный порошок (иттрий-стабилизированный диоксид циркония) переводят во взвешенное состояние в жидкой среде, представляющей собой, например, изопропанол, для получения электролита 10.
Деталь 1, покрытая поврежденным тепловым барьером 3, образует электрод системы электрофореза, напротив которого находится противоэлектрод 20. Противоэлектрод 20 выполнен, например, из платины. За счет проводимости детали 1 и поврежденной зоны 4 в поврежденной зоне 4 происходит электрофорезное осаждение. В представленном примере поврежденная зона 4 представляет собой область, не содержащую материала. В не показанном варианте поврежденная зона содержит первую область без материала, а также вторую область, в которой присутствует керамический слой, при этом толщина керамического слоя во второй области является достаточно малой, поэтому эта вторая область может проводить электричество. В еще одном варианте поврежденная зона представляет собой область, в которой присутствует керамический слой, при этом толщина керамического слоя является достаточно малой, поэтому эта область может проводить электричество.
Предпочтительно осаждение происходит в наиболее проводящих зонах (толщина керамического слоя является достаточной малой, или керамический слой совсем отсутствует), так как в этих зонах электрическое поле будет относительно сильным.
Представлен пример выполнения, в котором поврежденный тепловой барьер 3 имеет единственную подлежащую ремонту поврежденную зону 4, но в рамках изобретения поврежденный тепловой барьер может иметь множество подлежащих ремонту поврежденных зон. В этом случае каждая из подлежащих ремонту поврежденных зон является электропроводящей.
Во время этапа a) генератором G создают разность потенциалов между деталью 1 и противоэлектродом 20. Генератор G является генератором постоянного (DC) или пульсирующего тока. Деталь 1 поляризуют с зарядом, противоположным заряду частиц 11. С учетом приложения электрического поля между деталью 1 и противоэлектродом 20 частицы 11 перемещаются и осаждаются на детали 1, образуя керамическое покрытие 6. Осаждение керамического покрытия 6 в поврежденной зоне 4 позволяет получить восстановленный тепловой барьер 7. Осаждение керамического покрытия 6 в поврежденной зоне 4 приводит к постепенному снижению электропроводимости этой зоны в течение времени. Действительно, по мере осаждения керамического покрытия 6 эта зона становится все более изолирующей, что замедляет и даже останавливает образование керамического покрытия 6 на детали 1.
Как показано на фигурах, керамическое покрытие 6 нанесено в поврежденной зоне 4 и покрывает всю поверхность поврежденной зоны 4.
Предпочтительно во время осаждения керамического покрытия 6 поврежденный тепловой барьер 3 не закрывают экраном, содержащим отверстие, совмещаемое с предназначенной для ремонта поврежденной зоной 4. Кроме того, перед этапом a) нет необходимости в удалении части поврежденного теплового барьера 3 за пределами предназначенной для ремонта поврежденной зоны 4.
Керамические покрытие 6 может иметь толщину  , превышающую или равную 50 нм, например, превышающую или равную 30 мкм. Толщина керамического покрытия 6 соответствует его наибольшему размеру, измеренному перпендикулярно к поверхности S содержащей покрытие детали 1.
, превышающую или равную 50 нм, например, превышающую или равную 30 мкм. Толщина керамического покрытия 6 соответствует его наибольшему размеру, измеренному перпендикулярно к поверхности S содержащей покрытие детали 1.
После этапа a) можно осуществить сушку, затем термическую обработку упрочнения керамического покрытия 6.
Пример
Использовали деталь из жаропрочного сплава на основе никеля, покрытую тепловым барьером из иттрий-стабилизированного диоксида циркония (YSZ), полученным посредством физического осаждения паров электронным лучом ("Electron beam physical vapor deposition", EB-PVD). Сначала осуществили повреждение теплового барьера водяной струей. На фиг. 4a показан результат после повреждения.
В течение 6 минут осуществляли осаждение посредством электрофореза при помощи суспензии порошка YSZ в изопропаноле (10 г/л) под напряжением 100 В. Фотография детали после обработки при помощи способа согласно изобретению показана на фиг. 4B.
Отмечается, что получено сплошное и однородное осаждение иттрий-стабилизированного диоксида циркония во всей поврежденной зоне.
Выражение «содержащий» следует понимать как «содержащий по меньшей мере один».
Выражение «составляющий от…до…» или «от…до…» следует понимать как «включая пределы».
Устройство для центровки и направления во вращении вала газотурбинного двигателя, содержащее усовершенствованные средства удержания наружного кольца опорного подшипника
Инструмент для крепления металлического усиления на передней кромке лопатки газотурбинного двигателя и способ, в котором применяют такой инструмент
Способ моделирования детали, в частности лопаточного колеса
Усовершенствованный промежуточный корпус газотурбинного двигателя и приводной узел коробки приводов агрегатов
Устройство защиты от утечек масла в сторону роторов турбины газотурбинного двигателя
Способ послойного изготовления детали селективным плавлением или селективным спеканием слоев порошка с оптимальной плотностью посредством высокоэнергетического пучка
Способ присоединения трубы к соединителю и соединительный набор
Многоканальное устройство впрыска для авиационного двигателя
Конструкция корпуса с поворотными секторами обечайки, устанавливаемая между двигателем и гондолой
Усовершенствованная система питания ракетным топливом для космического аппарата

