Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ И СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНОЙ ПЛИТЫ
Вид РИД
Изобретение
Данное изобретение касается установки для изготовления древесной плиты, в частности, древесноволокнистой плиты высокой плотности, содержащей (a) устройство для изготовления полуфабриката древесно-стружечной плиты, и (b) цифровое печатное устройство для нанесения печати на полуфабрикат древесно-стружечной плиты. Согласно второму аспекту изобретение касается способа изготовления древесно-стружечной плиты, в частности, древесноволокнистой плиты высокой плотности, включающего следующие этапы: (i) изготовление полуфабриката древесно-стружечной плиты и (ii) нанесения печатью декора на полуфабрикат древесно-стружечной плиты.
Поверхности древесно-стружечных плит, в частности, древесноволокнистых плит высокой плотности имеют окраску, которая может меняться от партии к партии и даже внутри одной партии. Особенно явно этот эффект проявляется при изменении рецептуры древесины, используемой для изготовления древесно-стружечной плиты, и/или условия термомеханического превращения в волокнистую массу. Поэтому полуфабрикаты древесно-стружечных плит перед нанесением печати часто грунтуют. Грунтовка при этом должна обеспечивать равномерную окраску как от плиты к плите, так и от партии к партии, так что последующее нанесение печати дает воспроизводимый результат. Обычно на полуфабрикаты древесно-стружечных плит наносят белый грунт. Кроме того, полуфабрикат древесно-стружечной плиты грунтуется в несколько слоев полимерными смолами белого цвета, например, меламиноформальдегидной смолой. Перед нанесением печати грунтовка высушивается, чтобы снизить содержание влаги в полимерной смоле.
Было установлено, однако, что несмотря на грунтовку при идентичных настройках печатного устройства с течением времени на полуфабрикате древесно-стружечной плиты получаются измененные результаты печати, что нежелательно.
В основу изобретения положена задача, повысить воспроизводимость результата при нанесении печати на полуфабрикаты древесно-стружечных плит.
Изобретение решает эту задачу за счет рассмотренной вначале установки для изготовления древесно-стружечных плит, которая содержит устройство для измерения температуры, предназначенное для определения входной температуры полуфабриката древесно-стружечной плиты при нанесении на него печати.
Согласно второму аспекту изобретение решает поставленную задачу с помощью рассмотренного вначале способа, при котором определяют входную температуру полуфабриката древесно-стружечной плиты перед нанесением печати и при котором генерируется температурный предупреждающий сигнал, если входная температура лежит вне предварительно заданного номинального диапазона.
Преимущество данного изобретения заключается в том, что изготовленные древесно-стружечные плиты имеют незначительную разнооттеночность (колебания цветности). А именно, было установлено, что температура полуфабриката древесно-стружечной плиты имеет значительное влияние на результат печати. При высокой температуре при нанесении печати набрызгиваемая жидкая краска растекается меньше, так как она под действием повышенной температуры быстрее теряет воду. При повышенной температуре полуфабриката древесно-стружечной плиты быстрее повышается тем самым вязкость набрызгиваемой жидкой краски, и капельки жидкой краски имеют относительно небольшой диаметр. При пониженной температуре полуфабриката древесно-стружечной плиты, напротив, вязкость капелек жидкой краски снижается медленнее, так что при прочих одинаковых настройках печатного устройства капельки жидкой краски растекаются сильнее.
Описанный эффект приводит к тому, что при повышенной входной температуре печатаемый рисунок получается ненасыщенным. При пониженной входной температуре обеспечивается более высокое покрытие, однако, при этом нечеткое отображение печатаемого мотива. Оба результата являются нежелательными. С помощью указанного устройства для измерения температуры можно контролировать входную температуру, с которой полуфабрикат древесно-стружечной плиты входит в цифровое печатное устройство. Это позволяет на основании измеренной температуры оказывать влияние на входную температуру, так что эта входная температура всегда поддерживается в заданном диапазоне.
В порядке альтернативы или дополнительно можно использовать измеренную входную температуру для того, чтобы деактивировать цифровое печатное устройство по меньшей мере время от времени, когда эта входная температура оказывается вне заданного диапазона. Таким образом предотвращается нанесение на древесно-стружечную плиту печати неудовлетворительного качества и появляется возможность нанесения печати на полуфабрикат древесно-стружечной плиты на более позднем этапе изготовления. И то и другое снижает производственный брак.
Еще одно преимущество состоит в том, что повышение качества печати может быть обеспечено технически простыми средствами. Измерение температуры требует лишь незначительных затрат на аппаратуру и к тому же может осуществляться безотказно. Улучшенные результаты печати должны быть поэтому обеспечены за счет совсем незначительных аппаратных затрат.
Следующим преимуществом является то, что возможно нанесение проработанных в деталях и одновременно имеющих насыщенный цвет декоров. Благодаря возможности удержания входной температуры в номинальном диапазоне нет необходимости при разработке декора уделять внимание достигаемой глубине проработки деталей, так что может быть нанесен печатью и декор с мелкими деталями. Поэтому, благодаря данному изобретению могут наноситься печатью декоры, еще более приближенные к реальности.
В рамках данного описания изобретения под цифровым печатным устройством понимается, в частности, печатное устройство, с помощью которого по меньшей мере одна красящая жидкость в виде мелких капелек может выдаваться на полуфабрикат древесно-стружечной плиты таким образом, что при этом наносится изображение.
Под устройством для измерения температуры понимается, в частности, устройство, с помощью которого может определяться температура по меньшей мере на одной поверхности полуфабриката древесно-стружечной плиты, находящаяся в однозначной взаимосвязи со входной температурой. Под входной температурой понимается та температура, которую имеет полуфабрикат древесно-стружечной плиты, когда цифровое печатное устройство наносит на него печать. Другими словами, входная температура - это температура поверхности полуфабриката древесно-стружечной плиты непосредственно под печатной балкой.
Согласно одному предпочтительному варианту выполнения устройство для измерения температуры расположено на цифровом печатном устройстве или в нем. В порядке альтернативы - это устройство для измерения температуры установлено так, что с его помощью определяют измеренное значение температуры, посредством которого можно с достаточной точностью сделать вывод о входной температуре.
Предпочтительно устройство для измерения температуры установлено в направлении потока материала перед цифровым печатным устройством. В принципе, однако, возможно также, что устройство для измерения температуры установлено за цифровым печатным устройством, причем полученные таким образом измеренные значения температуры имеют, как правило, меньшую информативность.
Согласно одному предпочтительному варианту выполнения устройство для изготовления полуфабрикатов древесно-стружечной плиты содержит грунтовочное устройство для грунтовки полуфабриката древесно-стружечной плиты, причем это грунтовочное устройство содержит сушилку. Предпочтительно устройство для измерения температуры соединено с сушилкой для регулирования температуры высушивания, так что входная температура может устанавливаться путем изменения температуры высушивания.
Предпочтительно указанное грунтовочное устройство выполнено с возможностью белой грунтовки древесно-стружечной плиты, например, это грунтовочное устройство выполнено с возможностью нанесения пигментированной, в частности, пигментированной белым цветом полимерной смолы, в частности, меламиновой смолы. Грунтовочные устройства такого типа известны из уровня техники и поэтому не описываются здесь подробно.
Так как грунтовочное устройство в направлении потока материала расположено перед цифровым печатным устройством, то повышение температуры высушивания как правило ведет к повышению входной температуры. Поэтому можно регулировать входную температуру путем изменения температуры высушивания. Для поддержания постоянного содержания влаги в грунтовке даже при изменяющихся температурах, что является предпочтительным вариантом выполнения, можно влияющий на уменьшение влажности в единицу времени параметр, например, скорость воздуха, с которой горячий воздух вдувается над загрунтованным полуфабрикатом древесно-стружечной плиты, автоматически изменять регулирующим устройством или управляющим устройством сушилки встречно температуре, так что будет изменяться входная температура, но не влажность грунтовки.
Согласно одному предпочтительному варианту выполнения установка для изготовления древесно-стружечных плит содержит блок управления, который соединен с устройством для измерения температуры и цифровым печатным устройством и выполнен с возможностью автоматического генерирования температурного предупреждающего сигнала, если входная температура оказывается вне предварительно заданного номинального диапазона, и/или с возможностью автоматического прерывания нанесения печати, если входная температура оказывается вне предварительно заданного номинального диапазона. Возможно также, что этот температурный предупреждающий сигнал преобразуется в сигнал, воспринимаемый человеком. Это позволяет оператору оказать влияние на условия производства, так что входная температура может быть установлена в предварительно заданном номинальном диапазоне. Прерывание нанесения печати, правда, ведет к тому, что древесно-стружечная плита не будет изготовлена, однако, дает возможность нанести на древесно-стружечную плиту печать во время следующего производственного этапа при правильной температуре.
Согласно одному предпочтительному варианту выполнения устройство для измерения температуры содержит по меньшей мере три пространственно дистанцированных датчика температуры и выполнено с возможностью определения разности температур между по меньшей мере двумя дистанцированными друг от друга датчиками температуры, а также с возможностью генерирования сигнала разности температур, если эта разность температур лежит вне предварительно заданного номинального диапазона температур. Предпочтительно датчики температуры расположены так, что может быть определена разность температур по ширине полуфабриката древесно-стружечной плиты. Ширина полуфабриката древесно-стружечной плиты при этом имеет такую протяженность, которая проходит перпендикулярно направлению потока материала. В принципе следует стремиться к тому, чтобы полуфабрикат древесно-стружечной плиты по всей своей ширине имел минимально возможный перепад температур. Если перепад температур, а тем самым и разность температур слишком велики, то результат печати будет различным по ширине древесно-стружечной плиты, что нежелательно.
Согласно одному предпочтительному варианту выполнения устройство для измерения температуры выполнено с возможностью определения изменения температуры по ширине полуфабриката древесно-стружечной плиты и определения максимальной разности температур между двумя местами вдоль протяженности по ширине. Если рассчитанная таким образом разность температур лежит вне предварительно заданного диапазона для разности температур, то выдается, например, предупреждающий сигнал. В порядке альтернативы или дополнительно расположенный в направлении потока материала перед устройством для измерения температуры компонент устройства для изготовления древесных плит управляется таким образом, что максимальная разность температур уменьшается. Например, указанное устройство для измерения температуры содержит термокамеру.
Согласно одному предпочтительному варианту выполнения сушилка выполнена с возможностью локального нагрева полуфабриката древесно-стружечной плиты и соединена с устройством для измерения температуры таким образом, что разность температур может быть уменьшена. Например, сушилка может эксплуатироваться с горячим воздухом и содержать несколько выпускных сопел, через которые выходит горячий воздух. Если же, например, устанавливается, что правая кромка полуфабриката древесно-стружечной плиты слишком холодная, то сопло над этой кромкой может быть открыто шире, так что больше горячего воздуха попадет на полуфабрикат древесно-стружечной плиты, и поэтому он нагреется сильнее. Таким образом уменьшится разность температур. В порядке альтернативы или дополнительно может изменяться температура воздуха.
Другими словами, особенно благоприятно, если устройство для измерения температуры выполнено с возможностью определения изменения температуры по ширине полуфабриката древесно-стружечной плиты, причем сушилка соединена с устройством для измерения температуры и выполнена с возможностью нагревания полуфабриката древесно-стружечной плиты, так что изменение температуры минимально отклоняется от номинального значения изменения температуры. Как правило, номинальное значение изменения температуры (температурная кривая) представляет собой равномерную температуру по всей ширине полуфабриката древесно-стружечной плиты.
Согласно одному предпочтительному варианту выполнения установка для изготовления древесных плит содержит терморегулирующий (т.е. темперирующий) блок, который выполнен с возможностью доведения полуфабриката древесно-стружечной плиты по меньшей мере на его поверхности до заданной входной температуры и/или с возможностью приведения полуфабриката древесно-стружечной плиты по меньшей мере на его поверхности к заданному распределению входной температуры. С помощью такого терморегулирующего блока могут быть скомпенсированы нежелательные отклонения температуры, которые полуфабрикат древесно-стружечной плиты имеет после выхода из грунтовочного блока, так что входная температура и/или изменение входной температуры являются постоянными по времени. Под этим признаком постоянства входной температуры по времени понимается техническая константа, т.е. колебания температуры хотя и неизбежны, но они не выходят за пределы предварительно заданного номинального диапазона.
Предпочтительно терморегулирующий блок содержит локально действующие элементы подачи тепла, посредством которых по меньшей мере поверхность полуфабриката древесно-стружечной плиты может нагреваться до заданной входной температуры. Например, эти элементы подачи тепла представляют собой теплоизлучающие элементы или источники теплого воздуха для выдачи теплого воздуха.
В порядке альтернативы или дополнительно терморегулирующий блок содержит локально действующие охлаждающие элементы, посредством которых по меньшей мере поверхность полуфабриката древесно-стружечной плиты может локально охлаждаться до заданной входной температуры. Например, эти охлаждающие элементы представляют собой источники холодного газа для выдачи охлаждающего газа, в частности, воздуха.
Под признаком локально действующего элемента подачи тепла или охлаждающего элемента понимается, в частности, что полуфабрикат древесно-стружечной плиты с помощью элементов подачи тепла на одном отрезке по ширине, максимум на трети своей ширины может нагреваться или охлаждаться таким образом, что вызываемое этим изменение температуры на этом отрезке по ширине составляет по меньшей мере двойную величину от изменения температуры на соседнем отрезке по ширине.
В дальнейшем данное изобретение поясняется подробнее с привлечением прилагаемого чертежа. На чертеже показано следующее.
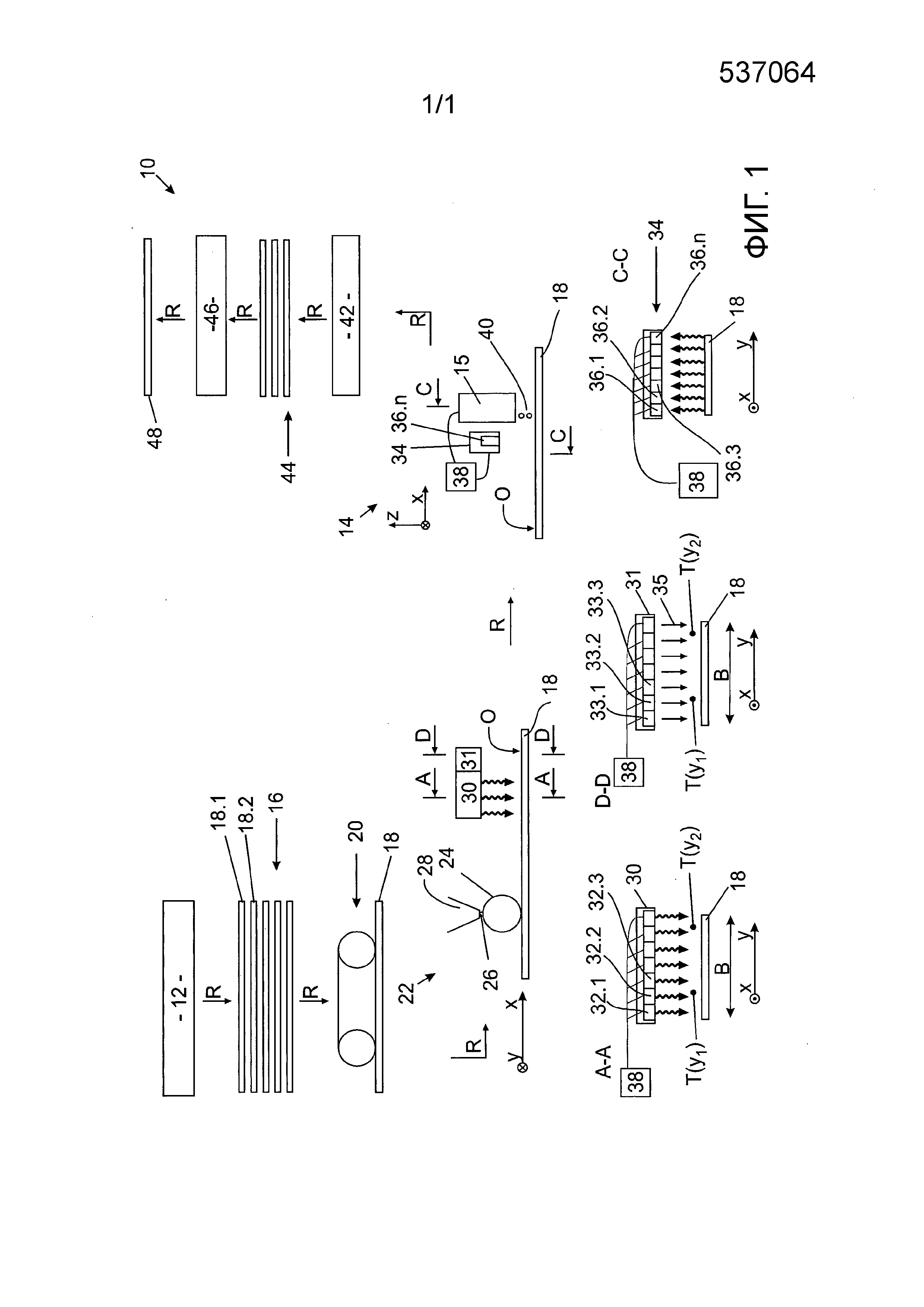
Фиг.1 - блок-схема установки для изготовления древесных плит согласно изобретению.
На фиг.1 схематично представлена установка 10 для изготовления древесных плит, содержащая устройство 12 для изготовления полуфабриката древесно-стружечной плиты и цифровое печатное устройство 14. В направлении R потока материала позади устройства 12 для изготовления полуфабриката древесно-стружечной плиты расположен накопитель 16, в котором на промежуточное хранение размещаются полуфабрикаты 181, 18.2,... древесно-стружечных плит. В направлении R потока материала за этим накопителем 16 расположена шлифовальная установка 20, посредством которой полуфабрикаты 18 древесно-стружечных плит шлифуются по меньшей мере с одной стороны. Таким образом получается воспроизводимая ровная поверхность.
В направлении R потока материала за шлифовальной установкой 20 расположено грунтовочное устройство 22, которое содержит, например, наносящий валок 24, посредством которого пигментированная полимерная смола 26, подаваемая через подводящее устройство 28, наносится на полуфабрикат 18 древесно-стружечной плиты. Позади наносящего валка 24 расположена сушилка 30.
В нижней части изображения показано сечение по линии A-A. Здесь можно видеть, что сушилка 30 содержит множество нагревательных элементов 32.1, 32.2,..., расположенных вдоль протяженности В по ширине полуфабриката 18 древесно-стружечной плиты. Каждый нагревательный элемент 32 (ссылочное обозначение без порядкового индекса относится к каждому из соответствующих объектов) является индивидуально управляемым или регулируемым по своей нагревательной мощности и/или по своей температуре, так что температура T полуфабриката 18 древесно-стружечной плиты на его поверхности O является изменяемой по координате y, проходящей вдоль ширины B.
В направлении R потока материала за сушилкой 30 может быть расположен терморегулирующий блок 31, содержащий локально действующие охлаждающие элементы 33.1, 33.2, 33.3..., посредством которых по меньшей мере поверхность O полуфабриката 18 древесно-стружечной плиты может локально охлаждаться до заданной температуры T(y). Это показано на фрагменте изображения для сечения по D-D. Охлаждающие элементы 33 представляют собой, например, воздуходувку для выдачи направленного потока охлаждающего газа 35, например, воздуха, на поверхность O. Можно для этого использовать окружающий воздух, который по большей части может применяться неохлажденным.
Может быть, что сушилка 30 не предназначена для регулирования локальной температуры. В этом случае терморегулирующий блок 31 помимо охлаждающих элементов 33 может содержать нагревательные элементы 32. Возможно, разумеется, что терморегулирующий блок 31 содержит только охлаждающие элементы или только нагревательные элементы.
За счет нагревания и/или охлаждения создается распределение T(y) температуры, которое выбирается таким, что на месте печатной головки 15 цифрового печатного устройства 14 устанавливается заданная входная температура T14 или заданное изменение T14(y) входной температуры. Как устанавливается распределение T(y) температуры, чтобы получилось заданная кривая изменения T14(y) входной температуры, определяется в ходе предварительных экспериментов. Как правило, в качестве кривой изменения T14(y) входной температуры выбирается максимально равномерное распределение температур для всех положений на оси y.
В направлении R потока материала за сушилкой 30 установлено цифровое печатное устройство 14. В направлении R потока материала перед цифровым печатным устройством 14 находится устройство 34 для измерения температуры. Устройство 34 для измерения температуры содержит по меньшей мере один датчик 36 температуры, в данном случае устройство 34 для измерения температуры содержит несколько датчиков 36.1, 36.2, … температуры. С помощью этих датчиков 36 температуру T можно измерять с пространственным разрешением по протяженности ширины полуфабриката 18 древесно-стружечной плиты, как это схематично представлено в нижней части чертежа. Под датчиками 36 температуры предпочтительно понимаются бесконтактные инфракрасные датчики, которые детектируют тепловое излучение полуфабриката 18 древесно-стружечной плиты, которое схематично обозначено стрелкой.
Установка 10 для изготовления древесных плит содержит блок 38 управления, который соединен с устройством 34 для измерения температуры и цифровым печатным устройством 14.
Блок 38 управления опрашивает датчики 36.1, 36.2,... 36.n температуры, где n является натуральным числом. По считанным значениям температуры T(xi), где i=1, 2,..., n, рассчитывается входная температура Т14, например, путем получения среднего арифметического значения. Если устройство 34 для измерения температуры имеет только один датчик 36 температуры, то измеренная этим датчиком температура T соответствует входной температуре Т14, если расстояние между устройством 34 для измерения температуры и местом, в котором на полуфабрикат 18 древесно-стружечной плиты наносится печать, достаточно невелико.
Если температура T для одного или нескольких из датчиков 36 температуры лежит ниже заданной номинальной температуры Tsoll, то блок 38 управления, соединенный также с сушилкой 30, регулирует нагревательные элементы 32 таким образом, что температура T полуфабриката 18 древесно-стружечной плиты повышается по меньшей мере в тех местах, в которых эта температура слишком низкая. Если устройство 34 для измерения температуры содержит только один датчик температуры, или устройство 34 для измерения температуры содержит несколько датчиков температуры, которые, однако, не обеспечивают измерений с пространственным разрешением, то сушилка 30 может иметь лишь один нагревательный элемент, например, пистолет горячего воздуха.
Блок 38 управления соединен, кроме того, с цифровым печатным устройством 14. Если входная температура T14 лежит вне заданного номинального диапазона I=[Tmin, Tmax], где Tmin - заданная минимальная температура и Tmax - заданная максимальная температура, то печать прерывается, так что нанесение жидкой краски 40 прекращается, и полуфабрикат 18 древесно-стружечной плиты остается без печати.
В направлении R потока материала за цифровым печатным устройством 14 расположено сушильное устройство 42, посредством которого высушиваются жидкая краска и грунтовка. После этого полученные древесно-стружечные плиты собираются в накопителе 44, а затем в установке 46 для нанесения покрытий снабжаются завершающим покрытием, например, методом наслаивания жидких покрытий (Flüssig-Overlay-Technologie) покрываются защитным износостойким слоем, так что получается готовая древесно-стружечная плита 48.
Перечень ссылочных обозначений:
10 установка для изготовления древесно-стружечных плит
12 устройство для изготовления полуфабриката древесно-стружечной плиты
14 цифровое печатное устройство
15 печатная головка
16 накопитель
18 полуфабрикат древесно-стружечной плиты
20 шлифовальная установка
22 грунтовочное устройство
24 наносящий валок
26 полимерная смола
28 подводящее устройство
30 сушилка
31 терморегулирующий блок
32 нагревательный элемент
34 устройство для измерения температуры
35 холодный газ
36 датчик температуры
38 блок управления
40 жидкая краска
42 устройство для сушки
44 накопитель
46 установка для нанесения покрытий
48 древесно-стружечная плита
B ширина
I номинальный диапазон
n натуральное число
R направление потока материала
O поверхность
T температура
T14 входная температура
Tsoll номинальная температура
Способ нанесения декоративной отделки на древесно-стружечную плиту
Способ изготовления панелей и изготовленная согласно способу панель
Способ изготовления панельной трехслойной конструкции
Способ и устройство для специфического воздействия на технологические свойства отдельных областей листового материала, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы
Способ обработки древесной плиты
Способ, по меньшей мере, качественного определения по меньшей мере одного физического и/или химического свойства ламинатной панели
Способ отделки древесной плиты
Способ отделки древесной плиты
Способ изготовления декорированных плит на основе древесного материала и изготовленная из плиты на основе древесного материала панель, прежде всего половая панель, а также применение изготовленной этим способом плиты на основе древесного материала
Способ отделки плиты на основе древесных материалов

