Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ
Вид РИД
Изобретение
Настоящее изобретение относится к области сварочного производства, в частности к способу сварки трением с перемешиванием и может быть использовано при сварке длинномерных алюминиевых заготовок в виде катаных или прессованных полуфабрикатов переменной толщины.
Известно, что сварка трением с перемешиванием широко используется для получения сварных деталей, узлов и конструкций из металлических материалов. Основными преимуществами этого способа сварки по сравнению с традиционными способами сварки плавлением являются:
во-первых, возможность получения высокопрочных сварных соединений практически равных по прочности основному металлу,
во-вторых, отсутствие в сварных конструкциях остаточных деформаций и поводок, которые неизбежно возникают при сварке плавлением.
Одним из важных технологических требований к процессу сварки трением с перемешиванием является обеспечение определенного расстояния (зазора) между торцом наконечника сварочного инструмента и подложкой, на которой закрепляется свариваемая деталь. Экспериментально установлено, что для получения качественного сварного шва, величина зазора в процессе сварки должна составлять от 0,05 до 0,3 мм.
При увеличении расстояния между торцом наконечника вращающегося сварочного инструмента и подложкой на величину более 0,3 мм, в корне шва возникают дефекты в виде трещин или несплавлений, приводящие к снижению механической прочности и пластичности сварных соединений, выполненных сваркой трением с перемешиванием.
При снижении указанного расстояния до значений меньше 0,05 мм высока вероятность локального перегрева и разупрочнения металла шва, кроме того, при касании наконечником сварочного инструмента технологической подложки происходит ее частичное разрушение с внедрением в корень шва частичек подложки.
Известен способ сварки трением с перемешиванием алюминиевых сплавов [RU 2357843], применяющийся для изготовления сварных конструкций и полуфабрикатов из алюминиевых сплавов судостроительной, авиационной, машиностроительной и других областях промышленности. В указанном патенте предлагается использовать сварочный инструмент с зафиксированными в процессе сварки уступом и наконечником, приведен пример применения способа при сварке стыковых листовых соединений. В этом случае отклонение геометрических размеров (допусков) по толщине свариваемых заготовок не должно превышать указанное максимально допустимое расстояние между торцом наконечника и подложкой, составляющее 0,3 мм. Указанная величина соответствует отклонению по толщине тонкостенных листовых полуфабрикатов, что позволяет успешно применять для их сварки способ сварки по [RU 2357843].
Однако, при сварке этим способом заготовок из прессованных полуфабрикатов возникают сложности, обусловленные тем, что допуски по толщине прессованных полуфабрикатов, как правило, превышают 0,3 мм, и, в большинстве случаев, составляют 0,3-0,6 мм.
Поэтому, при сварке заготовок из прессованных полуфабрикатов способом [RU 2357843] с использованием сварочного инструмента с зафиксированным уступом и наконечником, невозможно получать качественные бездефектные сварные соединения, с гарантированным проваром по всей толщине. Это является существенным недостатком указанного способа.
Частично исключить непровары в корне шва, возникающие при сварке заготовок с большими отклонениями по толщине, можно, применяя сварочный инструмент с выдвигающимся относительно уступа наконечником. Этот способ сварки указан в патентах US 5893507 (Appl. No. 08/904,505), US 2007/0228104 A1 (Appl. No. 11/395,723),
В приведенных изобретениях описывается способ сварки и оборудование, обеспечивающее:
измерение усилия на наконечнике сварочного инструмента,
регулирование рабочей длины наконечника,
определение координаты наконечника относительно поверхности уступа, поверхности свариваемых кромок или подложки.
Известные способы (по патентам US 5893507 US 2007/0228104) позволяют в процессе сварки управлять погружением наконечника в металл для обеспечения требуемой глубины провара свариваемых деталей.
Одновременно, в качестве условия, необходимого для обеспечения полного провара корня шва, задается расстояние между торцом наконечника и подложкой, которое остается постоянным вне зависимости от толщины свариваемой заготовки путем увеличения рабочей длины наконечника в процессе сварки трением с перемешиванием. Требуемая рабочая длина наконечника устанавливается в зависимости от суммарного усилия, действующего на сварочный инструмент.
В качестве прототипа выбран патент US 5718366, при котором наконечник или уступ сварочного инструмента упирается в корпус сварочного инструмента через упругие элементы (пружины). При этом в процессе сварки контролируется только суммарное усилие, действующее на сварочный инструмент, а усилия, действующие на уступ или на наконечник, определяются жесткостью пружин, перераспределяющих усилие с уступа на наконечник.
Приведенные выше изобретения (патенты US 5893507 US 2007/0228104, US 5718366) могут быть эффективно использованы для поддержания положения уступа сварочного инструмента относительно поверхности свариваемых заготовок и коррекции глубины погружения наконечника сварочного инструмента при сварке заготовок переменной толщины. Однако, их существенным недостатком является отсутствие регулирования тепловложения, вносимого в свариваемые кромки сварочным инструментом.
Проведенные исследования [Е.А. Алифиренко, В.И. Павлова, Е.П. Осокин, «Сварка трением с перемешиванием тонкостенных соединений из морского алюминиевого сплава 1561», Мир сварки, 2010 г., №15, с. 30-34] показали, что при заданной скорости сварки и фиксированном положении уступа относительно поверхности свариваемых заготовок, количество тепла, вносимое вращающимся сварочным инструментом в металл, определяется конструктивно-технологическими параметрами сварки - скоростью сварки, частотой вращения сварочного инструмента, диаметром уступа и наконечника. Часть тепла расходуется на разогрев и пластификацию перемещаемого в процессе сварки металла, а остальное тепло отводится в корпус сварочного инструмента, в прилегающие кромки и в подложку.
Таким образом, при сварке заготовок переменной толщины величина теплоотвода не является постоянной и зависит от толщины прилегающих кромок. Увеличение их толщины приводит к ускорению теплоотвода и снижению температуры металла в корневой зоне, что негативно сказывается на формировании соединения: повышается вероятность появления трещин, несплавлений, дефектов типа «kissing bonds».
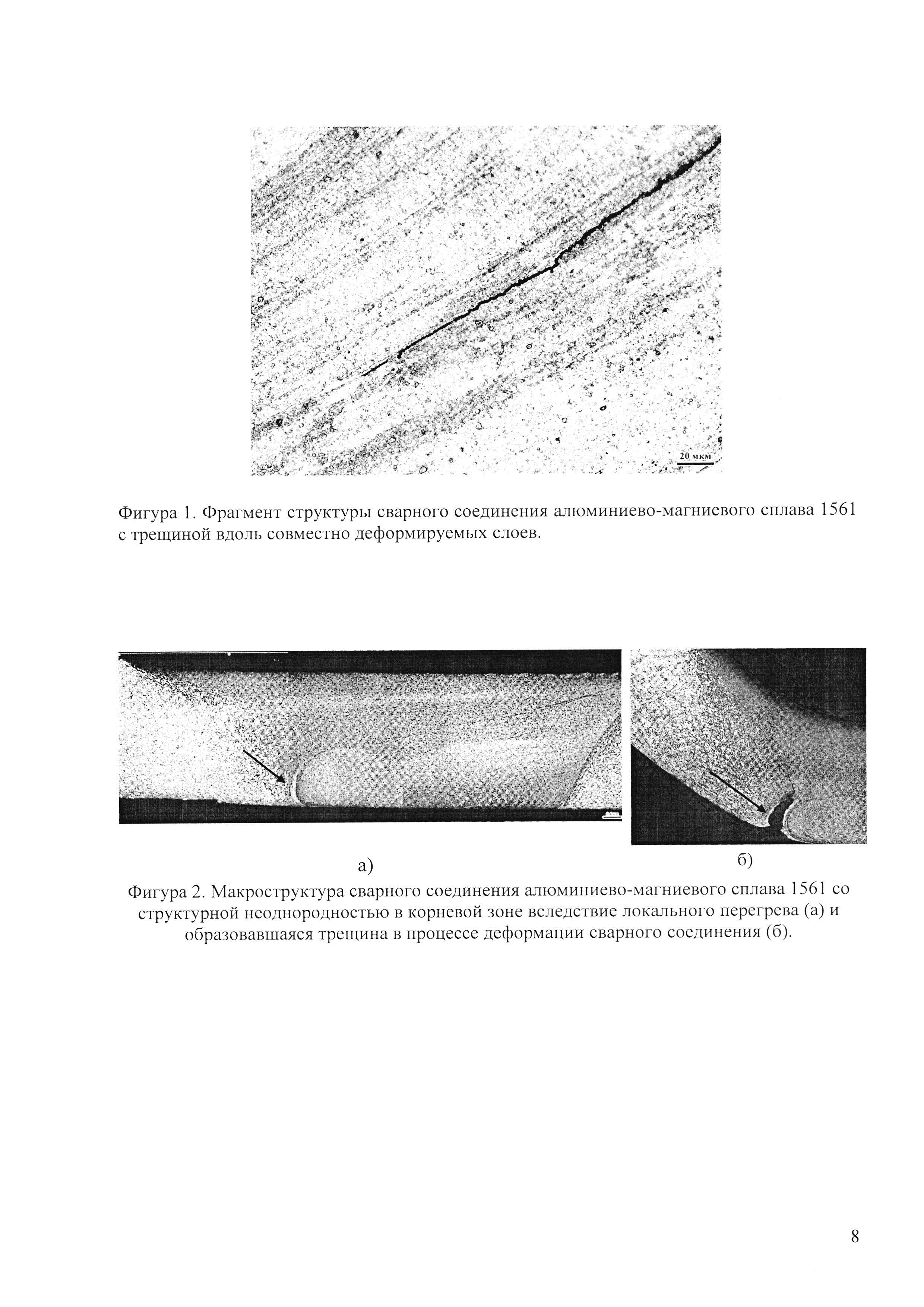
Экспериментально показано, что при фиксированных параметрах процесса сварки трением с перемешиванием, увеличение толщины свариваемых кромок Al-Mg сплава от 2,0 до 3,0 мм приводит к снижению максимальных температур в зоне сварки ~ на 70°С (с 480 до 410°С), уменьшению эффективной зоны пластического течения металла и образованию дефектов в виде трещин и несплавлений (фигура 1) даже при соответствующей коррекции длины наконечника сварочного инструмента.
И наоборот, уменьшение толщины свариваемых заготовок при неизменных параметрах сварки приводит к избыточному тепловложению и увеличению сварочных деформаций, а также негативно сказывается на формировании сварного соединения: в перегретом металле возникают структурные неоднородности, приводящие к разупрочнению металла (фигура 2).
Таким образом, недостатком известных способов сварки является отсутствие механизма корректировки тепловложения при изменении толщины свариваемых заготовок.
Техническим результатом предлагаемого изобретения является способ сварки трением с перемешиванием алюминиевых полуфабрикатов, допускающий изменение толщины свариваемых заготовок в пределах 30%, и обеспечивающий гарантированный полный провар корня шва, стабильное формирование бездефектного сварного соединения с минимальными остаточными деформациями свариваемых алюминиевых заготовок.
Технический результат достигается тем, что способ сварки трением с перемешиванием алюминиевых заготовок переменной толщины, включает приложение осевого усилия Р, действующего на корпус сварочного инструмента, вращающегося с частотой ω, который содержит рабочий наконечник и уступ, один из которых установлен с упором в корпус сварочного инструмента через упругие элементы, а другой жестко связан с корпусом сварочного инструмента, при этом проводят измерения температуры поверхности сварного шва Т в процессе сварки на удалении  позади сварочного инструмента, составляющем от 10 до 100 мм„ осуществляют корректировку тепловложения за счет изменения осевого усилия Р и частоты вращения ω сварочного инструмента при изменении температуры Т более, чем на 2°С от значения Тнач на начальном участке сварного шва по следующим формулам:
позади сварочного инструмента, составляющем от 10 до 100 мм„ осуществляют корректировку тепловложения за счет изменения осевого усилия Р и частоты вращения ω сварочного инструмента при изменении температуры Т более, чем на 2°С от значения Тнач на начальном участке сварного шва по следующим формулам:
Р=Р0-К1(Т-Тнач)
ω=ω0-К2(Т-Тнач), где
Р0 и ω0 - осевое усилие и частота вращения инструмента, соответственно, на предыдущем шаге корректировки,
Тнач - температура на начальном участке сварного шва,
а коэффициенты К1 и К2, соответственно, вычисляют с учетом начальных параметров сварки по следующим формулам:
 при 10<1<100 [мм], 1<5<10 [мм], δ - толщина свариваемых кромок.
при 10<1<100 [мм], 1<5<10 [мм], δ - толщина свариваемых кромок.
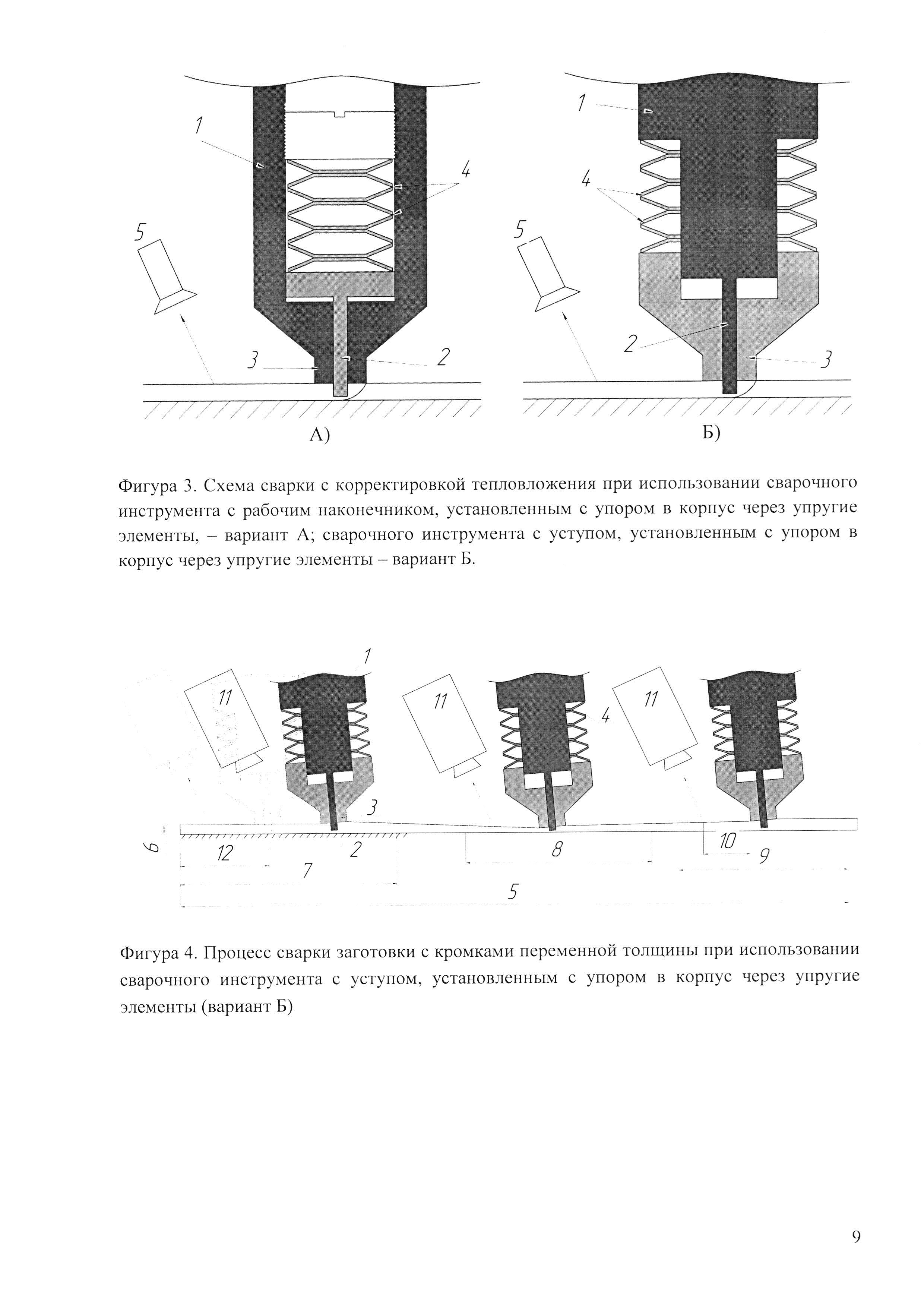
На схеме (фигура 3) представлены оба варианта крепления сварочного инструмента и показано расположение термографа (5), фиксирующего температуру поверхности сварного шва.
Варианты крепления сварочного инструмента:
ВАРИАНТ А - рабочий наконечник 2 установлен с упором в корпус 1 через упругие элементы 4, а уступ 3 жестко связан с корпусом 1;
ВАРИАНТ Б - уступ 3 установлен с упором в корпус 1 через упругие элементы 4, а рабочий наконечник 2 жестко связан с корпусом сварочного инструмента 1.
Пример реализации изобретения
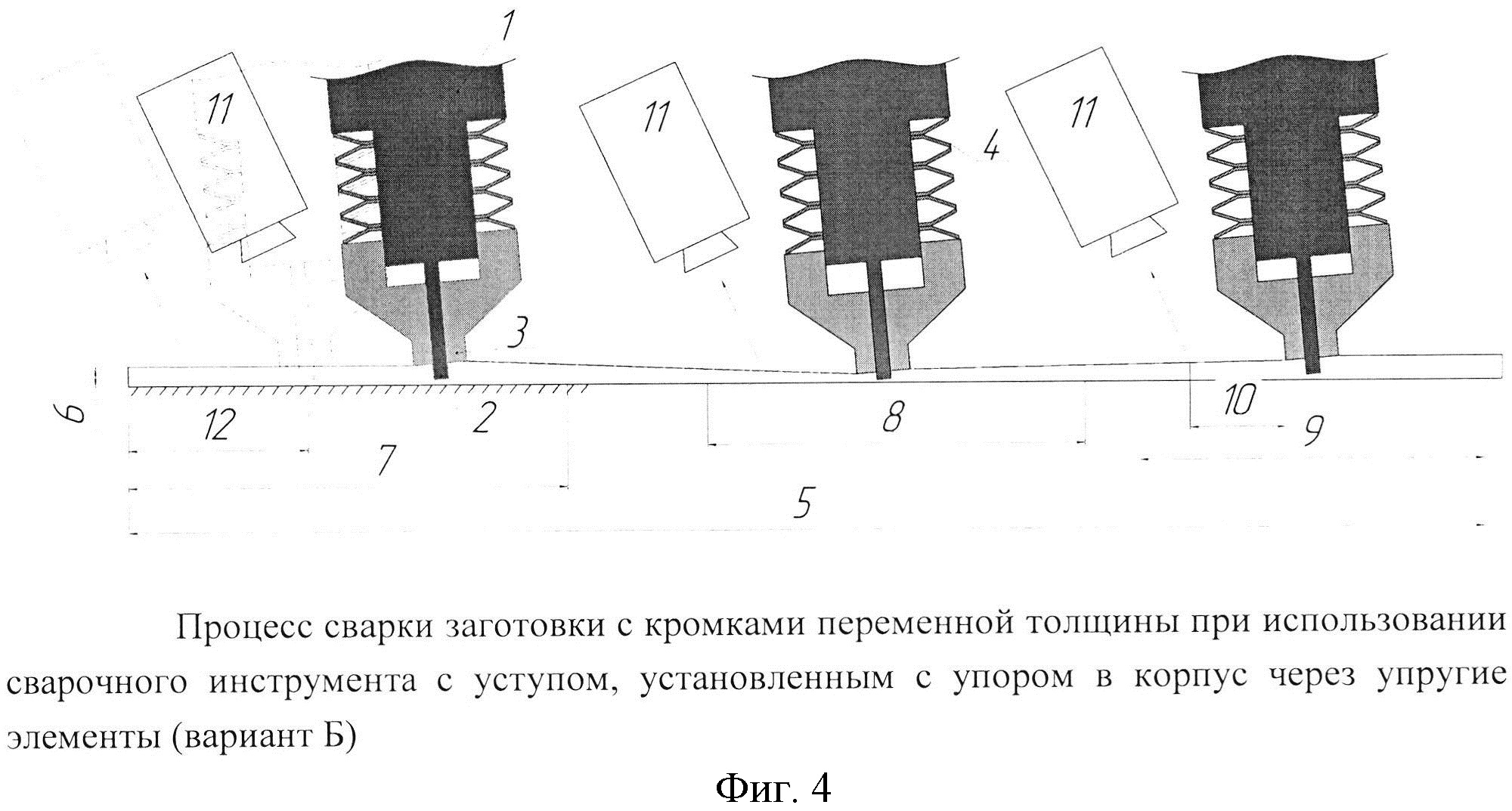
Выполняли сварку трением с перемешиванием алюминиевых заготовок длиной L (5, фигура 4), равной 300 мм, и переменной толщиной δ (6, фигура 4), равной 3,0 мм, 2,2 мм и 3,0 мм на участках 7, 8, 9 (фигура 4) соответственно. Для сварки использовали сварочный инструмент по варианту Б, в котором наконечник 2 жестко связан с корпусом 1 сварочного инструмента, а уступ 3 установлен с упором в корпус 1 через упругие элементы 4 (фигура 4).
В процессе сварки измеряли температуру сварного шва в зоне, расположенной на расстоянии (10, фигура 4), равном 20 мм позади сварочного инструмента с помощью термографа 11 (фигура 4) с разрешающей способностью 0,05°С.
Начальные параметры сварки составляли ω=500 об/мин, Р=1800 кг.
После прохождения начального участка 12 (фигура 4), равного 30 мм от места внедрения сварочного инструмента фиксировали значение температуры на начальном участке Тнач=64,2°С.
Для приведенных параметров сварки определили значения коэффициентов К1 и К2:


В процессе сварки проводили контроль значений температуры Т с частотой 1 измерение в секунду. При превышении отклонения Т от Тнач на величину большую чем 2°С, проводили расчет по формулам (1) и (2) и осуществляли соответствующую корректировку осевого усилия Р и частоты вращения ω


где Р0 и ω0 - значения осевого усилия и частоты вращения сварочного инструмента на предыдущем шаге корректировки.
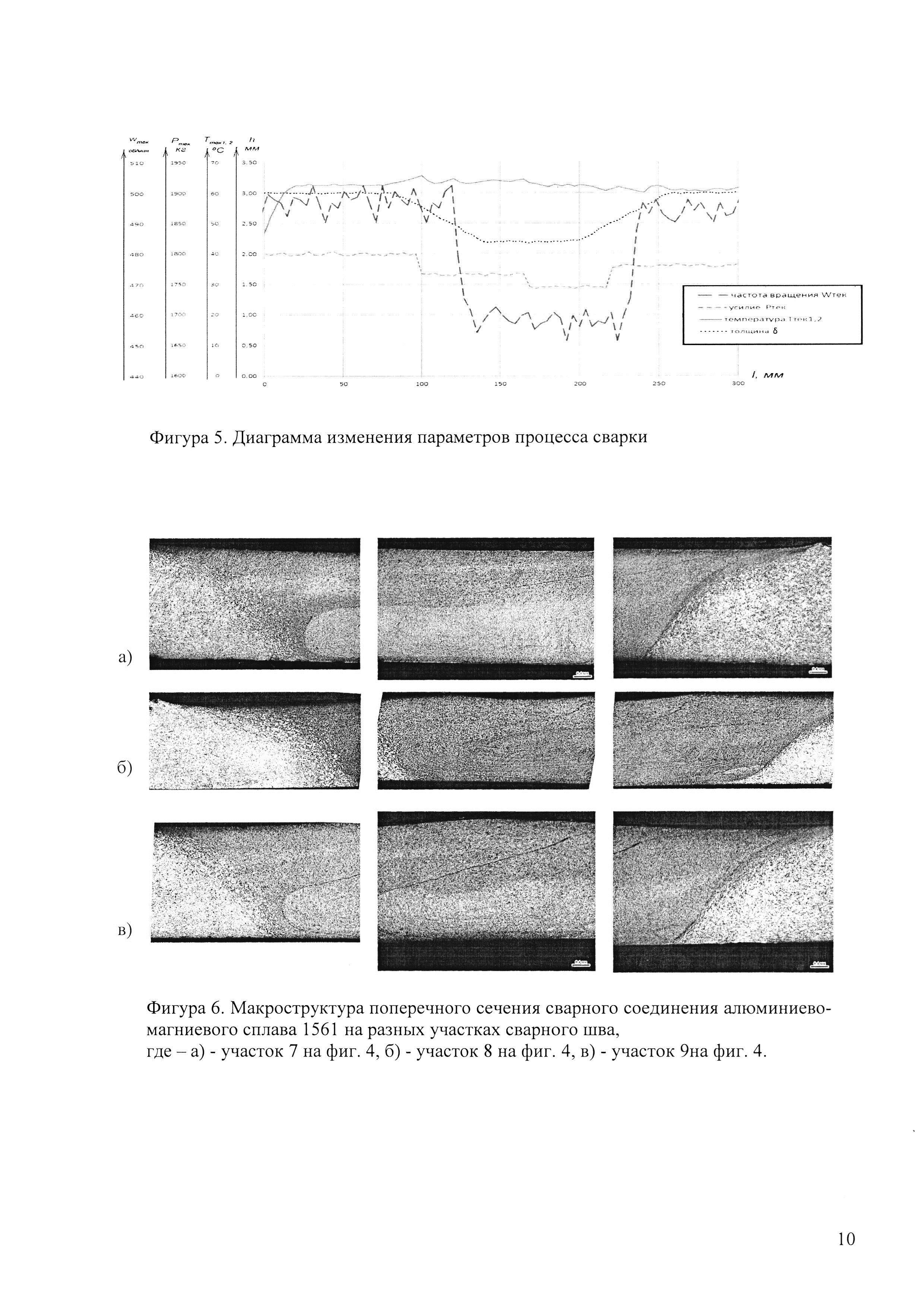
Диаграмма изменения параметров процесса сварки представлена на фигуре 5.
Использование сварочного инструмента с уступом, установленным с упором в корпус через упругие элементы, контроль температуры металла в процессе сварки, корректировка тепловложения путем изменения осевого усилия и частоты вращения сварочного инструмента, регулирование заглубления наконечника сварочного инструмента обеспечили качественное формирование сварного соединения на протяжении всей длины свариваемой заготовки с переменной толщиной свариваемых кромок в пределах от 2,2 до 3,0 мм.
Макроструктура поперечного сечения сварного соединения на разных участках указана на фигуре 6.



Способ приготовления абразивной массы для высокопористого инструмента
Способ изготовления абразивного инструмента
Пневмосистема для судна с воздушными кавернами на днище
Стенд для измерения массы и координат центра масс изделий
Сплав на основе меди
Способ изготовления листов и плит из алюминиевых сплавов
Способ создания потока газа в гиперзвуковой аэродинамической трубе и аэродинамическая труба
Способ контроля работоспособности измерительного тракта в натурных условиях и гидрофонный тракт для его реализации
Способ изготовления высокопористого абразивного инструмента
Способ правки шлифовального круга с выпуклым профилем с помощью алмазного ролика
Проволока сварочная из титановых сплавов
Проволока сварочная из титановых сплавов
Листовой прокат, изготовленный из высокопрочной стали
Способ электронно-лучевой сварки высокопрочных титановых сплавов для изготовления крупногабаритных конструкций

