Результат интеллектуальной деятельности: Способ получения трехмерных изделий сложной формы из высоковязких полимеров
Вид РИД
Изобретение
Изобретение относится к области аддитивных технологий для получения трехмерных изделий сложной формы, и предназначено для быстрого прототипирования или получения малых серий изделий в общем и транспортном машиностроении, авиационной технике или индивидуализированных медицинских изделий.
Аддитивные технологии, применяющие создание трехмерных изделий путем послойного нанесения материала, используют различные физические принципы для формирования объемов наносимого материала на поверхности основы трехмерного изделия или на поверхности нижележащего слоя. Конструкцию трехмерного изделия сложной формы создают с помощью систем автоматизированного проектирования. Трехмерную пространственную модель изделия преобразуют в набор двумерных слоев различной формы, каждый из которых может быть последовательно нанесен на основу или предыдущий слой. Нанесение двухмерного слоя осуществляется путем формирования и соединения малых объемов материала друг с другом в плоскости, а формирование трехмерного изделия - путем соединения двумерных слоев между собой, причем формирование двумерного слоя и соединение слоев может осуществляться в одной или раздельных операциях.
Известны УСТАНОВКА И МЕТОД ДЛЯ ПРОИЗВОДСТВА ТРЕХМЕРНОГО ОБЪЕКТА ARRANGEMENT AND METHOD FOR PRODUCTION OF A THREE DIMENSIONAL OBJECT (WO 2004/056512), в которых формирование и соединение малых объемов материала осуществляется путем локализованного лазерного спекания порошка путем локализованного теплового расплавления материала с маскировкой нерасплавляемых зон. Недостатком этого изобретения является высокая пористость и низкая прочность готовых изделий и невозможность использовать его для высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин).
Известны СИСТЕМЫ И МЕТОД ДЛЯ МОДУЛЬНОГО ИЗГОТОВЛЕНИЯ MODULAR FABRICATION SYSTEMS AND METHODS (US 7939003 B2), в которых формирование слоев материала осуществляется путем локализованной экструзии жидкого материала и последующего отверждения в результате свободного охлаждения. Недостатком этого изобретения является невозможность использовать его для высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин).
Известны МЕТОД ПОСЛОЙНОГО ПРОИЗВОДСТВА И АППАРАТ ИСПОЛЬЗУЮЩИЙ ПОЛНОПЛОЩАДНУЮ ПОЛИМЕРИЗАЦИЮ LAYER MANUFACTURING METHOD AND APPARATUS USING FULL-AREA CURING (US 2002/0149137), в которых формирование слоев материала осуществляется путем локализованной экструзии жидкого материала и последующего отверждения с помощью видимого света или ультрафиолетового излучения. Недостатком этого изобретения является применимость его для ограниченного числа фотоотверждаемых полимеров и невозможность применения для высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин).
Прототипом является изобретение МЕТОДЫ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ТЕЛ ПРОИЗВОЛЬНОЙ ФОРМЫ US 5900207 А (опубликовано 08.02.1996), реализующий способ последовательного наплавления слоев, получаемых при расплавлении нити - расходуемого полимерного филамента. Недостатком прототипа является невозможность получать трехмерные изделия сложной формы из высоковязких высокомолекулярных полимеров. Недостатком данного способа для получения трехмерных изделий сложной формы также является необходимость перевода используемых веществ в жидкое состояние с низкой вязкостью для облегчения нанесения слоев либо облегчения соединения слоев между собой. В прототипе расплавление и растекание приводит к снижению точности изготовления, кроме того, растекание достижимо для ограниченного числа веществ с низкой вязкостью расплавов, в отличие от предлагаемого изобретения, где формирование трехмерного изделия сложной формы осуществляется путем спекания под давлением порошкового полимерного сырья в обратной форме с последующим удалением обратной формы.
Технический результат изобретения заключается в получении трехмерных изделий сложной формы из высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин), путем спекания под давлением порошкового полимерного сырья в обратной форме с последующим удалением обратной формы. Ранее трехмерные изделия сложной формы из высоковязких полимеров не могли быть получены в принципе, либо не мог быть получен ряд сложных форм, либо сложные формы не могли быть получены с достаточной точностью, либо сложные формы требовали дополнительной механической обработки с образованием отходов массой в 1,5-50 раз (в зависимости от формы) больше массы готового изделия. Расход дорогостоящих полимеров на получение 1 кг готового изделия сложной формы данным способом в зависимости от формы не превышают 1,5 кг, тогда как путем механической обработки расход дорогостоящих полимеров на 1 кг готового изделия не менее 5,0 кг.
Технический результат изобретения достигается следующим образом.
Способ получения трехмерных изделий сложной формы из высоковязких полимеров с показателем текучести расплава при 190°С и нагрузке 21,19 Н менее 1 г/10 мин, включающий изготовление по компьютерной модели обратной формы трехмерного изделия методами аддитивных технологий из или полимерного или металлического или керамического материала с температурой размягчения или плавления, превышающей температуру размягчения или плавления высоковязкого полимера, заполнение внутренних полостей обратной формы трехмерного изделия материалом, и спекание под давлением высоковязкого полимера во внутренних полостях обратной формы трехмерного изделия с верхним и нижним слоями-прибылями в пресс-форме для горячего прессования, последующие удаление слоев-прибылей механическим или электромагнитным режущим инструментов, и физическое или химическое удаление обратной формы трехмерного изделия.
В качестве материала для заполнения внутренних полостей обратной формы трехмерного изделия используют порошок высоковязкого полимера или смесь высоковязких полимеров, или гранулы высоковязкого полимера.
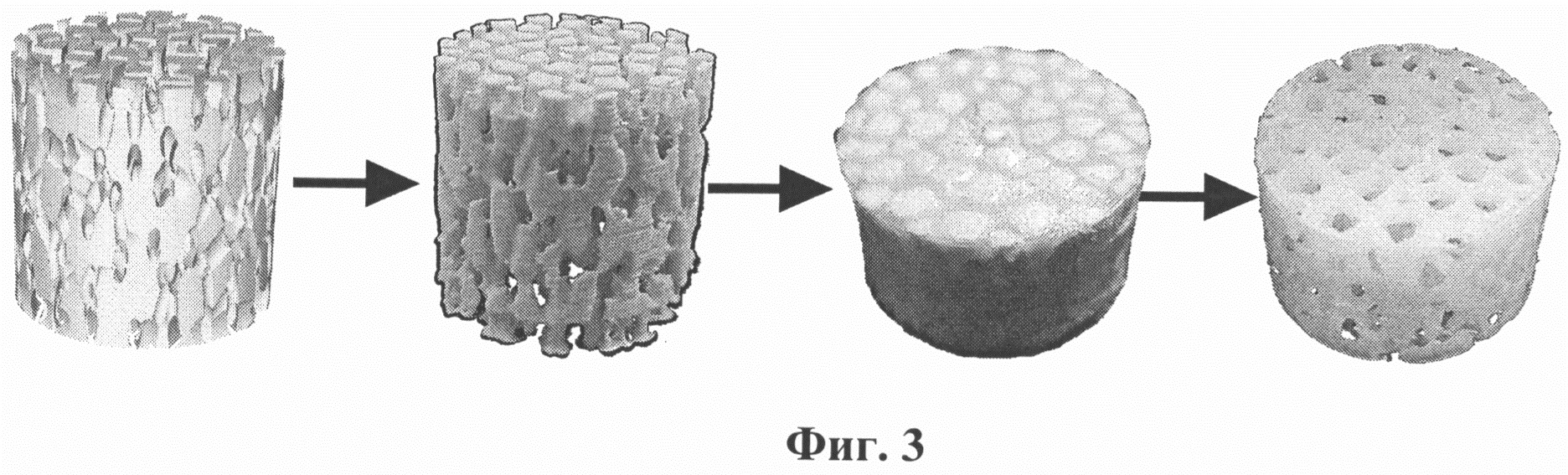
Изобретение поясняется фигурами: Фиг. 1; Фиг. 2; Фиг. 3 и Фиг. 4. На фиг. 1 продемонстрирована компьютерная модель обратной формы (1) и напечатанная на 3D-принтере методом послойного наплавления обратная форма (2). На фиг. 2 показан вид сверху и сбоку обратной формы и заготовка изделия из высоковязкого полимера после совместного термопрессования и удаления слоев-прибылей. На фиг. 3 показана схема формирования изделия из высоковязкого полимера по описанному способу. На фиг. 4 показан пример изделия сложной формы из высоковязкого полимера (1), совпадающего по архитектуре со структурными особенностями нативной трабекулярной кости млекопитающего (2).
Обратная форма предварительно изготавливается по трехмерной компьютерной модели из полимерного, металлического или керамического материала с температурой размягчения или плавления, превышающим температуру размягчения или плавления высоковязкого полимера, с помощью одной из аддитивной технологий и содержит связанные внутренние полости сложной формы, геометрические размеры которых соответствуют размерам будущего изделия сложной формы из высоковязких полимеров. Внешние габариты обратной формы соответствуют внутренним размерам разъемной формы для горячего прессования высоковязких полимеров.
Внутренние полости обратной формы трехмерного изделия заполняются порошком высоковязкого полимера или смесью высоковязких полимеров или гранулами высоковязкого полимера. Заполнение полостей обратной формы осуществляется путем вибрационного встряхивания в камере под слоем порошка высоковязкого полимера. Заполнения полостей обратной формы осуществляется путем вибрационного встряхивания в камере под слоем суспензии порошка высоковязкого полимера. Заполнение полостей обратной формы осуществляется путем вибрационного встряхивания при переворачивании обратной формы.
После заполнения обратной формы она устанавливается в разъемную форму для горячего прессования высоковязких полимеров на нижний слой-прибыль из порошка высоковязкого полимера, толщина которого составляет не менее 10% от высоты обратной формы. Над установленной в разъемной форме для горячего прессования высоковязких полимеров обратной формой формируют ровный верхний слой-прибыль из порошка высоковязкого полимера, толщина которого составляет не менее 10% от высоты обратной формы.
После установки верхнего пуансона осуществляют горячее прессование по режиму, рекомендованного для данного высоковязкого полимера.
По окончании горячего прессования форму охлаждают и разнимают для извлечения заготовки: обратной формы с верхним и нижним слоями-прибылями. Слои-прибыли удаляются механически с помощью ножей, фрез или иного режущего инструмента, с помощью устройств гидроабразивной или ультразвуковой резки. Слои-прибыли удаляются механически с помощью ножей, фрез или иного режущего инструмента. Слои-прибыли удаляются электромагнитным способом с помощью устройств плазменной, лазерной или ионной резки.
Обратная форма удаляется с помощью физического или химического процесса, не повреждающего высоковязкий полимер. Обратная форма удаляется путем химического или электрохимического растворения. Обратная форма удаляется путем механического разрушения с помощью ультразвукового дробления. Обратная форма удаляется путем механического разрушения в криогенной ванне. Обратная форма удаляется путем механического разрушения при обработке в сверхкритических средах.
Способ для получения трехмерных изделий сложной формы из высоковязких полимеров может быть использован для быстрого прототипирования или получения малых серий изделий в общем и транспортном машиностроении, авиационной технике или для производства индивидуализированных медицинских изделий.
Пример 1.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки КазаньОргСинтез с молекулярной массой 2×106 г/моль в порошковой форме со средним размером частиц 250 мкм.
Трехмерное изделие, представляющее собой симуляцию трабекулярной кости млекопитающего в габаритах цилиндра диаметром 26 мм и высотой 30 мм с системой связанных внутренних полостей, каждая из которых представляла собой квазиэллиптическое тело с размером главных осей 2×3×6 мм×мм×мм, было спроектировано с помощью системы автоматического проектирования Rhinoceros3D©. Компьютерная модель обратной формы формируется как негатив компьютерной модели трехмерного изделия. Обратная форма изготавливается методом послойного наплавления с помощью 3-х мерного принтера с использованием нити-филамента из полимера - полилактида (ПЛА).
Заполнение обратной формы осуществляется в заполненном порошком СВМПЭ вертикальном контейнере с помощью устройства вибрационного уплотнения в два этапа с длительностью каждого 1 час под слоем порошка СВМПЭ высотой 10 мм с частотой вертикальной вибрации 4 Гц при амплитуде 15 мм. После первого этапа обратная форма извлекается из контейнера, переворачивается на 180°С вокруг горизонтальной оси и вновь устанавливается в контейнер на слой порошка СВМПЭ высотой 10 мм и покрывается слоем порошка СВМПЭ высотой 10 мм.
Режим горячего прессования: нагрев от комнатной температуры заполненной обратной формы с верхним и нижним слоями-прибылями с формой до 175°С в течение 45 минут под нагрузкой 40 МПа, прессование в течение 120 минут под нагрузкой 40 МПа, охлаждение с формой. Слои-прибыли удаляются отрезным резцом с помощью токарного станка. Удаление обратной формы осуществляется в 10%-ном растворе щелочи NaOH при температуре 60°С в ультразвуковой мойке до полного растворения материала обратной формы.
Пример 2.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки КазаньОргСинтез с молекулярной массой 2×106 г/моль в порошковой форме со средним размером частиц 250 мкм.
Трехмерное изделие, представляющее собой трехмерную упорядоченную решетку с тетраэдрической элементарной ячейкой в габаритах цилиндра диаметром 26 мм и высотой 20 мм с длиной ребра тетраэдрической ячейки 4 мм и диаметром 0,5 мм, было спроектировано с помощью системы автоматического проектирования Rhinoceros3D©. Компьютерная модель обратной формы формируется как негатив компьютерной модели трехмерного изделия. Обратная форма изготавливается методом послойного наплавления с помощью 3-х мерного принтера с использованием нити-филамента из полимера - полиакрилонитрил-бутадиен-стирола (ABS).
Заполнение обратной формы осуществляется в заполненном порошком СВМПЭ вертикальном контейнере с помощью устройства вибрационного уплотнения в два этапа с длительностью каждого 2 часа под слоем суспензии из порошка СВМПЭ и изопропанолового спирта (соотношение по массе 5:1) высотой 5 мм с частотой вертикальной вибрации 4 Гц при амплитуде 15 мм. После первого этапа обратная форма извлекается из контейнера, переворачивается на 180°С вокруг горизонтальной оси и вновь устанавливается в контейнер на слой порошка СВМПЭ высотой 10 мм и покрывается слоем суспензии из порошка СВМПЭ и изопропанолового спирта (соотношение по массе 5:1) высотой 5 мм.
Режим горячего прессования: нагрев от комнатной температуры заполненной обратной формы с верхним и нижним слоями-прибылями с формой до 175°С в течение 45 минут под нагрузкой 40 МПа, прессование в течение 120 минут под нагрузкой 40 МПа, охлаждение с формой. Слои-прибыли удаляются пальцевой фрезой с помощью фрезерного станка. Удаление обратной формы осуществляется в растворителе Р-4 при температуре 80°С в ультразвуковой мойке до полного растворения материала обратной формы.
Пример 3.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки GUR® 4120 TICONA с молекулярной массой 5×106 г/моль в порошковой форме со средним размером частиц 180 мкм.
Трехмерное изделие, представляющее собой двумерную упорядоченную решетку с квадратной элементарной ячейкой в габаритах трубчатого элемента с внешним диаметром 26 мм, внутренним диаметром 24 и высотой 27 мм с с длиной ребра квадратной ячейки 3 мм и диаметром 0,8 мм, было спроектировано с помощью системы автоматического проектирования Rhinoceros3D©. Компьютерная модель обратной формы формируется как негатив компьютерной модели трехмерного изделия. Обратная форма изготавливается методом послойного наплавления с помощью 3-х мерного принтера с использованием нити-филамента из полимера - полистирен-бутадиен-стирола (SBS).
Заполнение обратной формы осуществляется в заполненном порошком СВМПЭ вертикальном контейнере с помощью устройства вибрационного уплотнения в два этапа с длительностью каждого 2 часа под слоем суспензии из порошка СВМПЭ и изопропанолового спирта (соотношение по массе 5:1) высотой 5 мм с частотой вертикальной вибрации 4 Гц при амплитуде 15 мм. После первого этапа обратная форма извлекается из контейнера, переворачивается на 180°С вокруг горизонтальной оси и вновь устанавливается в контейнер на слой порошка СВМПЭ высотой 10 мм и покрывается слоем суспензии из порошка СВМПЭ и изопропанолового спирта (соотношение по массе 5:1) высотой 5 мм.
Режим горячего прессования: нагрев от комнатной температуры заполненной обратной формы с верхним и нижним слоями-прибылями с формой до 180°С в течение 60 минут под нагрузкой 45 МПа, прессование в течение 180 минут под нагрузкой 50 МПа, охлаждение с формой. Слои-прибыли удаляются с помощью ленточной пилы. Удаление обратной формы осуществляется в жидком азоте в ультразвуковой мойке до полного разрушения материала обратной формы.




Способ измельчения смеси карбоната бария и оксида железа в производстве гексаферритов бария
Способ двухлучевых термолинзовых измерений с обратной синхронизацией сигнала
Способ нанесения покрытий на твердые сплавы
Способ получения нетканых материалов с антибактериальными свойствами
Интегральная схема быстродействующего матричного приемника оптических излучений
Способ управления процессом жидкофазного восстановления ромелт для переработки железосодержащих материалов высокой степени окисленности
Способ производства чугуна процессом жидкофазного восстановления ромелт
Способ получения слитков из бор-содержащего материала на основе алюминия
Способ получения прекурсора для изготовления плакированного пеноалюминия
Способ получения сорбента из хлорида аммония
Гибридная металлополимерная конструкция медицинского назначения
Способ получения трехмерных изделий сложной формы со структурой нативной трабекулярной кости на основе высоковязкого полимера
Способ напыления защитных покрытий для интерметаллического сплава на основе гамма-алюминида титана
Полимерный вкладыш ацетабулярного компонента эндопротеза с биоактивным пористым слоем для остеосинтеза
Способ определения теплопроводности алмазных материалов
Ручное автономное устройство двухкомпонентной биопечати для лечения раневых поверхностей и способ нанесения покрытия на раневую поверхность ручным автономным устройством
Порошковый материал с высокой теплопроводностью
Способ получения дискретно-армированного композитного материала
Композитный материал для изготовления биполярных и монополярных пластин электрохимических ячеек и способ их изготовления

