Результат интеллектуальной деятельности: УПАКОВКА
Вид РИД
Изобретение
Настоящее изобретение относится к упаковке конвертного типа из гибкой полимерной пленки в виде мешка или пакета, имеющей переднюю стенку и заднюю стенку, которые расположены друг против друга и которые вдоль каждой из продольных сторон соединены между собой боковыми (термо-)сварными швами с образованием мешковидного или пакетовидного рукава, отверстие которого перекрыто закрывающим клапаном, который образован выступающим продолжением задней стенки и который загнут на переднюю стенку по меньшей мере до, а предпочтительно поверх указанного отверстия и закрыт путем продольного термосваривания с каждой из продольных сторон и при необходимости путем поперечного термосваривания или приклеивания, и предпочтительно снабженной облегчающим ее вскрытие вспомогательным средством, при этом гибкая полимерная пленка является по меньшей мере одноосно-ориентированной и при необходимости подвергнута тиснению и обладает прочностью на раздир в продольном (или машинном) направлении, которая на по меньшей мере 30% отличается от прочности на раздир в поперечном направлении, а сама эта упаковка пригодна для упаковывания в нее прежде всего самоклеящихся изделий различного типа, которые при определенных условиях выполнены самоклеящимися, предпочтительно санитарно-гигиенических изделий, которые при определенных условиях выполнены самоклеящимися и предназначены преимущественно для одноразового пользования.
Известно, что упаковки конвертного типа из гибких полимерных пленок пригодны для упаковывания самых разнообразных изделий, прежде всего изделий одноразового пользования. Особенно в области гигиены можно наблюдать возрастающую тенденцию к индивидуальному упаковыванию санитарно-гигиенических изделий одноразового пользования с целью обеспечить таким путем максимально возможную защиту и максимально возможную гигиеничность для практичного применения подобных продуктов. Недостаток использовавшихся до настоящего времени упаковок конвертного типа, например для сложенных санитарно-гигиенических продуктов, таких как женские гигиенические прокладки для применения в период менструации или женские гигиенические прокладки для ежедневного применения, состоял в том, что по возможности старались избегать термосваривания при изготовлении, соответственно при запечатывании упаковки конвертного типа из обладающей при определенных условиях термосвариваемостью, гибкой полимерной пленки. Обусловлено это тем, что даже лишь частично запечатанные таким путем упаковки сложно вскрывать, а простое извлечение из упаковки ее содержимого невозможно без риска его загрязнения. Поэтому с целью облегчить вскрытие упаковки и извлечение из нее ее содержимого, прежде всего извлечение из индивидуальной упаковки упакованного в нее санитарно-гигиенического продукта, при изготовлении упаковки конвертного типа переднюю стенку и заднюю стенку для образования мешковидного или пакетовидного рукава преимущественно не сваривают вдоль продольных сторон, а вместо этого особым образом, а именно: путем обжатия, соединяют вдоль продольных сторон между собой совместно с загнутым поверх отверстия на переднюю стенку закрывающим клапаном, который ни в коем случае не приваривают или не приклеивают в поперечном направлении. Вследствие этого при вскрытии упаковки не требуется разрывать сварные швы, что затруднительнее для конечного потребителя, а кроме того, не только сопровождается скорее неприятным шумом, но и сопряжено также с опасностью разрыва упаковки по не предусмотренной для этого линии.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача предложить упаковку конвертного типа, которая обеспечивала бы надежную защиту и сохранность упакованного в нее продукта, не допуская доступ к нему до его целевого применения, но которая тем не менее позволяла бы легко вскрывать ее.
Указанная задача решается с помощью предлагаемой в изобретении упаковки конвертного типа из гибкой полимерной пленки в виде мешка или пакета, имеющей переднюю стенку и заднюю стенку, которые расположены друг против друга и которые вдоль каждой из продольных сторон соединены между собой боковыми сварными швами с образованием мешковидного или пакетовидного рукава, отверстие которого перекрыто закрывающим клапаном, который образован выступающим продолжением задней стенки и который загнут на переднюю стенку поверх указанного отверстия и закрыт путем продольного термосваривания с каждой из продольных сторон и при необходимости путем поперечного термосваривания или приклеивания, и предпочтительно снабженной облегчающим ее вскрытие вспомогательным средством, отличающейся тем, что гибкая полимерная пленка является по меньшей мере одноосно-ориентированной и при необходимости подвергнута тиснению и обладает прочностью на раздир в продольном направлении, которая на по меньшей мере 30% отличается от прочности на раздир в поперечном направлении.
В предпочтительном варианте закрывающий клапан может быть полностью закрыт путем продольного термосваривания с каждой из продольных сторон и путем поперечного термосваривания или своего поперечного приклеивания к передней стенке упаковки, поскольку благодаря облегчающему вскрытие вспомогательному средству, т.е. обозначению, например, в виде надреза, однозначно задается направление разрыва упаковки для ее вскрытия без необходимости разрыва одного из сварных швов. Такое обозначение направления разрыва упаковки указывает направление, в котором применяемая полимерная пленка обладает меньшей прочностью на раздир. Предлагаемая в изобретении упаковка, когда она полностью закрыта приваренным с продольных сторон и приваренным или приклеенным в поперечном направлении закрывающим клапаном, предоставляет конечному потребителю не только надежную гарантию соблюдения санитарно-гигиенических норм, но и гарантию от всякого несанкционированного доступа к упакованному продукту перед его целевым применением.
Термосвариваемая гибкая полимерная пленка, используемая для изготовления из нее предлагаемой в изобретении упаковки конвертного типа, может быть одно- или многослойной. В предпочтительном варианте используют многослойную полимерную пленку, более предпочтительно по меньшей мере трехслойную полимерную пленку, особенно предпочтительно по меньшей мере пятислойную полимерную пленку.
Используемая согласно изобретению полимерная пленка является по меньшей мере одноосно-ориентированной в продольном направлении. Такая ориентация обычно достигается путем создания различий в скорости экструдирования и скорости приема полимерной пленки при ее изготовлении. В предпочтительном варианте соотношение между указанными скоростями (т.е. степень вытягивания при приеме) составляет по меньшей мере 1:30, предпочтительно по меньшей мере 1:50.
При необходимости используемая согласно изобретению полимерная пленка может быть, кроме того, подвергнута также по меньшей мере одноосной вытяжке в продольном направлении с кратностью по меньшей мере 1:2, предпочтительно по меньшей мере 1:3, особенно предпочтительно от 1:3 до 1:5. Полимерная пленка может быть также подвергнута двухосной вытяжке, т.е. также вытяжке в поперечном направлении, с кратностью от 1:2 до 1:3,5. При двухосной вытяжке, т.е. при вытяжке в продольном направлении и в поперечном ему направлении, кратность вытяжки в одном из этих обоих направлений должна быть отлична от кратности вытяжки в другом из них, при этом в предпочтительном варианте кратность вытяжки в продольном направлении больше, чем в поперечном ему направлении.
В предпочтительном варианте используемая согласно изобретению многослойная полимерная пленка имеет по меньшей мере трехслойную структуру из
(а) слоя (а) в качестве наружного слоя, который при необходимости является термосвариваемым,
(б) при необходимости слоя (б) промотора адгезии,
(в) слоя (в), при необходимости с барьерным действием,
(г) при необходимости слоя (г) промотора адгезии и
(д) слоя (д) в качестве наружного слоя, который при необходимости является термосвариваемым,
при этом в предпочтительном варианте по меньшей мере один из наружных слоев является термосвариваемым.
Слои используемой согласно изобретению полимерной пленки в предпочтительном варианте образованы термопластичными полимерами, выбранными из группы, включающей полиолефины, полиамиды, сложные полиэфиры, биологически разлагаемые полимеры, сополимеры из по меньшей мере двух мономеров указанных полимеров и смеси по меньшей мере двух указанных полимеров.
В предпочтительном варианте используемая согласно изобретению полимерная пленка на по меньшей мере 50 мас. %, особенно предпочтительно на по меньшей мере 70 мас. %, состоит из полиолефинов, предпочтительно С2-С8 полиолефинов, особенно предпочтительно С2-С3 полиолефинов, их смесей или сополимеров, сополиолефинов или их смесей.
В предпочтительном варианте слои (а) и (д), а также при определенных условиях слой (в) используемой согласно изобретению многослойной пленки, которые могут иметь одинаковый или разный состав, выполнены на основе полимеров из числа полиолефинов и сополимеров α, β-ненасыщенных олефинов с 2-8 атомами углерода, предпочтительно с 2 или 3 атомами углерода, предпочтительно выбранных из группы, включающей полиэтилены (ПЭ), прежде всего полиэтилены низкой плотности в пределах от 0,86 до 0,93 г/см3 (ПЭНП), линейные полиэтилены низкой плотности в пределах от 0,86 до 0,94 г/см3 (ЛПЭНП), которые наряду с этиленом содержат в качестве сомономера один или несколько α-олефинов с более чем 2 атомами углерода, полиэтилены средней плотности в пределах от 0,926 до 0,94 г/см3 (ПЭСП), полиэтилены высокой плотности в пределах от 0,94 до 0,97 г/см3 (ПЭВП), сополимеры этилена и α-олефина с 4 или более атомами углерода (мПЭ), полипропилены (ПП), полиизобутилены (ПИ), полибутилены (ПБ) и сополимеры этилена и пропилена с содержанием этилена предпочтительно от 1 до 10 мол. %. В особенно предпочтительном варианте возможно использование смеси из ПЭНП и ПЭСП или смеси из ПЭНП, ПЭСП и ПП, при этом на долю ПЭСП и возможно применяемого ПП в смеси может приходиться в каждом случае от 25 до 85 мас. % в пересчете на общую массу соответствующего слоя.
Слои (а) и (д) могут быть выполнены также из сополимеров олефинов и винилкарбоновых кислот или сополимеров олефинов и сложных виниловых эфиров, таких как сополимеры этилена и акриловой кислоты (ЕАА), их сложные эфиры, такие как ЕМА, сополимеры этилена и метакриловой кислоты (ЕМАА), их сложные эфиры, такие как EMMA, сополимеры этилена и винилацетата с содержанием этилена предпочтительно от 60 до 99 мол. %, или из смесей полимеров по меньшей мере двух указанных выше типов.
В еще одном варианте по меньшей мере слой (д) в качестве наружного слоя может быть выполнен на основе по меньшей мере одного сложного полиэфира или по меньшей мере одного сложного сополиэфира, предпочтительно выбранного из группы, включающей полиэтилентерефталаты (ПЭТ, к-ПЭТ, а-ПЭТ) и их сополимеры, такие как соПЭТ, ПБТ и соПБТ. Сокращением "ПЭТ" обозначают полиэтилентерефталаты, полученные поликонденсацией. этиленгликоля и терефталевой кислоты. Возможно далее использование аморфных ПЭТ (а-ПЭТ) и кристаллических ПЭТ (к-ПЭТ). Сокращением "соПЭТ" обозначают сложные сополиэфиры, которые наряду с этиленгликолем и терефталевой кислотой могут содержать еще и другие мономеры, такие, например, как разветвленные или ароматические диолы. Сокращением "соПБТ" обозначают полибутилентерефталаты. В предпочтительном варианте применяемый сложный полиэфир или сложный сополиэфир имеет характеристическую вязкость преимущественно от 0,1 до 2,0 дл/г, более предпочтительно от 0,3 до 1,5 дл/г, прежде всего от 0,6 до 1,0 дл/г, при этом методы определения характеристической вязкости известны специалисту. Подробное описание пригодных для применения в указанных выше целях ПЭТ и ПБТ приведено в справочнике Kunststoffhandbuch, т. 3/1: "Technische Thermoplaste: Polycarbonate, Polyacetale, Polyester, Celluloseester", изд-во Carl Hanser Verlag, 1992, содержание которого в полном объеме включено в настоящее описание в качестве ссылки.
В еще одном варианте по меньшей мере слой (д) может быть выполнен на основе по меньшей мере одного биологически разлагаемого полимера. В качестве приемлемых биологически разлагаемых термопластичных полимеров можно использовать по меньшей мере один биологически разлагаемый полимер, выбранный из группы, включающей гомо- и сополимеры молочной кислоты, предпочтительно полилактиды, особенно предпочтительно DL-лактид, L-лактид и D-лактид, полигидроксиалканоаты, целлюлозу, ее производные, термопластичный крахмал, сложные полиэфиры, преимущественно поликапролактоны, простые полиэфиры, по меньшей мере частично омыленные поливинилацетаты, сополимеры этилена и винилового спирта и сополимеры из по меньшей мере двух мономеров указанных полимеров.
При выборе полимерного компонента слоя (а), соответственно (д) следует преимущественно учитывать, что при изготовлении упаковки конвертного типа должна обеспечиваться возможность соединения слоя (а) со слоем (д) путем термосваривания по меньшей мере вдоль обеих продольных сторон с образованием соответственно двух продольных (или боковых) сварных швов.
В еще одном предпочтительном варианте используемая согласно изобретению многослойная полимерная пленка имеет по меньшей мере один слой (в) с барьерным действием. Специалисту известны приемлемые полимеры, с использованием которых возможно достижение барьерного действия, прежде всего по предотвращению потери газа или аромата, по предотвращению миграции низкомолекулярных компонентов и/или по предотвращению ухудшения вкуса, соответственно запаха или по предотвращению просачивания влаги и/или масел и жиров.
В соответствии с этим слой (в) с барьерным действием по предотвращению просачивания газов, предпочтительно по предотвращению просачивания О2, водяного пара и/или газообразных ароматических веществ, по предотвращению миграции низкомолекулярных органических соединений и/или по предотвращению ухудшения вкуса, соответственно запаха выполнен на основе по меньшей мере одного термопластичного полимера, выбранного из группы, включающей сополимеры этилена и винилового спирта, поливиниловые спирты, поливинилиденхлориды, сополимеры винилиденхлорида, блоксополимеры простых полиэфиров и полиамидов и смеси этих полимеров с сополимерами этилена и винилацетата. У предпочтительных сополимеров винилиденхлорида на его долю приходится 80% или более. Особенно предпочтительны сополимеры этилена и винилового спирта.
В еще одном предпочтительном варианте слой (в) для достижения барьерного действия по предотвращению просачивания влаги и/или масел и жиров выполнен преимущественно на основе термопластичного алифатического или (частично) ароматического полиамида или сополиамида либо их смесей.
В качестве полиамидов или сополиамидов для образования по меньшей мере одного слоя (в) в предпочтительном варианте можно использовать алифатические или (частично) ароматические полиамиды, преимущественно с температурой плавления в пределах от 160 до 240°С, более предпочтительно от 170 до 220°С. Предпочтительны алифатические полиамиды, при этом по меньшей мере один полиамид или сополиамид выбран из группы, включающей полиамид-6, полиамид-12, полиамид-6,6, полиамид-6,12, полиамид-6/6,6, полиамид-6,6/6, или частично ароматические полиамиды, такие как полиамид-6Т и полиамид-6I, которые в предпочтительном варианте могут также содержать изофорондиаминовые звенья. Подробное описание полиамидов и сополиамидов приведено в справочнике Kunststoff-Handbuch, т. VI: "Polyamide", изд-во Carl Hanser Verlag Munchen, 1966, и в справочнике Nylon Plastics Handbook, Melvin I. Kohan, изд-во Carl Hanser Verlag Munchen, 1995, содержание которых в полном объеме включено в настоящее описание в качестве ссылки.
Как уже говорилось выше, для образования прежде всего слоя (в) можно использовать гомо- и/или сополиамиды, выбранные из группы, включающей термопластичные алифатические, частично ароматические и ароматические гомо- или сополиамиды с изофорондиаминовыми звеньями. Такие гомо- или сополиамиды с изофорондиаминовыми звеньями могут быть получены из других алифатических и/или циклоалифатических диаминов с 2-10 атомами углерода, таких как гексаметилендиамин, и/или ароматических диаминов с 6-10 атомами углерода, таких как парафенилендиамин, и из алифатических или ароматических дикарбоновых кислот с 6-14 атомами углерода, таких, например, как адипиновая кислота, терефталевая кислота или изофталевая кислота. Помимо этого сополиамиды с изофорондиаминовыми звеньями могут содержать также звенья лактамов с 4-10 атомами углерода, таких, например, как ε-капролактам. В предпочтительном варианте для получения гомо- и/или сополиамидов можно использовать изофорондиамин в качестве по меньшей мере одного диаминового компонента, в соответствии с чем преимущественно пригодные для образования слоя (в) гомо- и/или сополиамиды могут содержать звенья из изофталевой или терефталевой кислоты и изофорондиамина. Особенно предпочтительно согласно изобретению использование гомо- и/или сополиамидов со звеньями из ε-капролактама, изофорондиамина и ароматической дикарбоновой кислоты, предпочтительно изофталевой кислоты.
В одном из предпочтительных вариантов на долю звеньев изофорондиамина и изофталевой кислоты в полиамидном компоненте слоя (в) приходится от по меньшей мере 1 до 10 мас. %, особенно предпочтительно от 2 до 6 мас. %, в пересчете на общую массу этого полиамидного компонента.
Для образования слоя (в) можно использовать и указанные выше в качестве материалов для образования слоя (д) термопластичные сложные полиэфиры.
Используемая согласно изобретению многослойная полимерная пленка может благодаря слою (в) в качестве барьерного слоя при соответствующем выборе приемлемых для его образования полимеров обладать также существенно меньшей кислородопроницаемостью при ее определении в соответствии со стандартом DIN 53380-3, которая может составлять максимум 10,00 см3 /(м2 -сутки-бар) при 23°С и 50%-ной относительной влажности. При этом кислородопроницаемость применяемой согласно изобретению многослойной полимерной пленки можно дополнительно снизить до максимум 8 см3 /(м2 -сутки-бар), предпочтительно до максимум 7 или 6 см3 /(м2 -сутки-бар), более предпочтительно до максимум 5, 4 или 3 см3 /(м2 -сутки-бар), более предпочтительно до максимум 2, 1 или 0,5 см3 /(м2 -сутки-бар), особенно предпочтительно до максимум 0,4, 0,3 или 0,2 см3 /(м2 -сутки-бар), прежде всего до максимум 0,1, 0,09 или 0,08 см3 /(м2 -сутки-бар) (в каждом случае при 23°С и 50%-ной относительной влажности).
С использованием слоя (в) в качестве барьерного слоя можно также при соответствующем выборе приемлемых для его образования полимеров снизить паропроницаемость применяемой согласно изобретению многослойной полимерной пленки до указанных выше значений кислородопроницаемости, при этом паропроницаемость определяют в соответствии со стандартом DIN ISO 53122.
Слой (в) при выполнении им функции барьерного слоя (в) в предпочтительном варианте соединен с примыкающими к нему слоями посредством слоев (б) и (г) промотора адгезии.
Соответствующие термопластичные полимеры, которые можно использовать в качестве промоторов адгезии, известны специалисту. В предпочтительном варианте слои (б) и (г) промотора адгезии, которые могут иметь одинаковый или разный состав, выполнены на основе предпочтительно модифицированных полиолефинов и/или сополиолефинов, преимущественно выбранных из группы, включающей модифицированные карбоксильными группами или циклическими ангидридными группами полиэтилены, полипропилены, прежде всего модифицированные группами малеинового ангидрида полиэтилены, полипропилены и сополимеры этилена и винилацетата. Предпочтительны модифицированные малеиновым ангидридом полиэтилены, модифицированные СООН-группами полиэтилены, модифицированные карбоксильными группами сополимеры этилена и винилацетата или этилена и (мет)акрилата или модифицированные ангидридными группами сополимеры этилена и винилацетата и смесь из по меньшей мере двух вышеуказанных полимеров. Особенно предпочтительны модифицированные малеиновым ангидридом сополимеры.
В одном из предпочтительных вариантов используемая согласно изобретению полимерная пленка имеет по меньшей мере пятислойную структуру из
(а) слоя (а) на основе смеси полиэтиленов, преимущественно смеси из ПЭСП или ЛПЭНП и ПЭНП и при необходимости дополнительных наполнителей и вспомогательных веществ,
(б) слоя (б) промотора адгезии,
(в) барьерного слоя (в) на основе полиамида, преимущественно алифатического полиамида, или сополиамида, преимущественно (частично) ароматического сополиамида,
(г) еще одного слоя (г) промотора адгезии и
(д) еще одного слоя (д) на основе смеси полиэтиленов, преимущественно смеси из ПЭСП или ЛПЭНП и ПЭНП.
В еще одном, особенно предпочтительном варианте используемая согласно изобретению многослойная полимерная пленка имеет более одного слоя (в) в соответствии со следующей последовательностью слоев:
(а) при необходимости термосвариваемый, при определенных условиях многослойный слой (а), который преимущественно выполнен из по меньшей мере одного термопластичного гомо- или сополимера олефина или их смесей и который при необходимости может быть снабжен антиадгезионным слоем в качестве наружного слоя,
(б) слой (б) промотора адгезии,
(в) слой (в), который преимущественно выполнен из по меньшей мере одного гомо- и/или сополиамида,
(б) при необходимости еще один слой (б) промотора адгезии,
(в) еще один слой (в), который преимущественно выполнен из по меньшей мере одного гомо- и/или сополиамида или сополимера этилена и винилового спирта,
(г) еще один слой (г) промотора адгезии,
(д) при необходимости термосвариваемый наружный слой (д), который выполнен из по меньшей мере одного термопластичного гомо- или сополимера олефина или их смесей, при этом в предпочтительном варианте по меньшей мере один наружный слой является термосвариваемым.
В предпочтительном варианте слои (в) выполнены на основе гомополимеров, сополимеров или смесей полимеров, как это описано выше, особенно предпочтительно на основе (со-)полиамидов или сополимеров этилена и винилового спирта. Остальные слои по своему составу в предпочтительном варианте также соответствуют приведенной выше в отношении них информации и обладают указанным выше комплексом свойств.
Слои используемой согласно изобретению многослойной полимерной пленки могут содержать соответственно одинаковые или разные добавки, выбранные из группы, включающей антиоксиданты, средства для предохранения от слипания, средства, предотвращающие запотевание, антистатики, противомикробные действующие вещества, противостарители, предохраняющие от разрушения под действием света, поглотители УФ-излучения, УФ-фильтры, красители, пигменты, стабилизаторы, предпочтительно стабилизаторы против теплового старения, технологические стабилизаторы и УФ- и/или светостабилизаторы, предпочтительно на основе по меньшей мере одного стерически затрудненного амина (HALS (стерически затрудненные амины, служащие светостабилизаторами для полимеров)), технологические добавки, антипирены, зародышеобразователи, способствующие кристаллизации средства, преимущественно образователи центров кристаллизации, лубриканты, оптические отбеливатели, пластификаторы, силаны, спейсеры, наполнители, такие как СаСО3, силикаты, способствующие отслаиванию добавки, способствующие термосвариванию добавки, воски, смачиватели, поверхностно-активные вещества, предпочтительно тензиды, и диспергаторы.
Слои полимерной пленки могут содержать по меньшей мере одну из указанных выше добавок в количестве от по меньшей мере 0,01 до 30 мас. %, предпочтительно от по меньшей мере 0,1 до 20 мас. %, в каждом случае в пересчете на общую массу соответствующего отдельного слоя.
Одно из преимуществ настоящего изобретения состоит в том, что уже в результате одноосной ориентации используемой согласно изобретению полимерной пленки удается придать ей прочность на раздир в продольном направлении, которая на по меньшей мере 30%, а предпочтительно на по меньшей мере 50% отличается от прочности на раздир в поперечном направлении (при определении в соответствии со стандартом DIN 53356 на образце в форме брюк), и поэтому предлагаемые в изобретении упаковки, изготовленные из подобной, предпочтительно многослойной и одноосно-ориентированной полимерной пленки, можно легко вскрывать вне участков расположения сварных швов и возможно имеющегося клеевого шва, т.е. без необходимости разрыва для этого сварного или клеевого шва конечным потребителем.
Помимо этого увеличивать различие в прочности на раздир дополнительно можно путем соответствующей одноосной вытяжки и тем самым целенаправленно изменять также величину такого различия в прочности на раздир.
При этом при создании изобретения было установлено, что у дополнительно подвергнутой одноосной вытяжке в продольном направлении, но уже одноосно-ориентированной полимерной пленки с по меньшей мере пятислойной структурой, включая барьерный слой, выполненный прежде всего из частично ароматического сополиамида, прочность на раздир в продольном направлении неожиданно может быть выше на величину, достигающую 50%, чем в поперечном ему направлении. Благодаря этому удается не только значительно снизить количество брака при изготовлении предлагаемых в изобретении упаковок конвертного типа, но и дополнительно упростить для конечного потребителя вскрытие предлагаемой в изобретении упаковки с соответствующим обозначением, например с надрезом, для указания направления разрыва упаковки.
Используемая согласно изобретению полимерная пленка может быть также подвергнута тиснению. Поэтому по меньшей мере один определенный участок поверхности слоя (а) снабжен, а особенно предпочтительно вся его поверхность снабжена тисненой структурой, преимущественно за исключением участков расположения сварных швов.
Такая тисненая структура используемой согласно изобретению пленки основана преимущественно на повторяющемся, регулярно или нерегулярно расположенном рисунке. Под тисненой структурой может при этом подразумеваться сплошная тисненая структура, такая, например, как сплошная бороздчатая структура, несколько отдельных тисненых структур, которые в предпочтительном варианте повторяются, или регулярно повторяющаяся, но произвольная как таковая тисненая структура, в каждом случае в зависимости от применяемого тиснильного валка.
В одном из вариантов каждая тисненая структура может быть основана на множестве отдельных тисненых структур, которые в предпочтительном варианте повторяются. Каждая из таких отдельных тисненых структур в предпочтительном варианте может быть основана на структуре с тиснеными (выдавленными) углублениями (бороздками), которые ограничены более или менее выраженными тиснеными возвышениями, такими, например, как перегородки или ребра, которыми определяется высота тисненой структуры. Соответственно конкретной геометрии возвышений отдельной тисненой структуры, предпочтительно повторяющейся отдельной тисненой структуры, в виде в плане может образовываться множество различающихся между собой, предпочтительно повторяющихся отдельных тисненых структур, таких, например, как предпочтительно имеющие вид извилистой линии, зигзагообразные (пилообразные), гексагональные, бриллиантовидные, ромбовидные, параллелограммовидные, сотообразные, кругообразные, точечные, звездообразные, веревкообразные, сетчатые, многоугольные, предпочтительно треугольные, четырехугольные, особенно предпочтительно прямоугольные и квадратные, пятиугольные, шестиугольные, семиугольные и восьмиугольные, проволоковидные, эллиптические, овальные и решетчатые рисунки, при этом возможно также взаимное наложение по меньшей мере двух таких рисунков. Тисненые возвышения в каждом случае могут в предпочтительном варианте иметь в продольном направлении длину до одного сантиметра, особенно предпочтительно длину от 0,001 до 10 мм. На долю возвышений в пересчете на общую протяженность тисненой структуры с углублениями может приходиться преимущественно не более 75%, предпочтительно от 5 до 60%, особенно предпочтительно от 10 до 50%. В предпочтительном варианте возвышения расположены с равномерными или с переменными повторяющимися интервалами. Возвышения отдельных тисненых структур в предпочтительном варианте могут иметь также кривизну, т.е. выпуклую и/или вогнутую структуру.
В еще одном предпочтительном варианте тисненая структура состоит из повторяющихся совокупностей произвольно расположенных тисненых углублений и тисненых возвышений. Тисненые возвышения тисненой структуры предпочтительно должны занимать не более 75%, особенно предпочтительно не более 50%, от всей тисненой площади предлагаемой в изобретении полимерной пленки.
В предпочтительном варианте высота при необходимости единообразных тисненых возвышений тиснения используемой согласно изобретению полимерной пленки составляет не менее 5 мкм при измерении в соответствии со стандартом DIN 53370-2006.
Высоту тисненой структуры используемой согласно изобретению полимерной пленки определяют в соответствии со стандартом DIN 53370-2006 путем механического сканирования поверхности. Высоту тисненых возвышений, соответственно тиснения измеряют при этом в по меньшей мере 10 точках, равномерно распределенных вдоль одной линии по ширине полосы образца, причем в ходе проведения измерений должно исключаться сдавливание или смятие тисненой структуры полимерной пленки сканирующим измерительным прибором, и вычисляют среднее значение результатов измерения, из которого вычитают толщину соответствующей нетисненой полимерной пленки.
В еще одном предпочтительном варианте используемая согласно изобретению полимерная пленка имеет асимметричную тисненую структуру, т.е. тисненую структуру, которая представляет собой сквозную тисненую структуру по всей толщине пленки и присутствует в виде тисненого рельефа с ее верхней и нижней сторон, которые поэтому более не являются гладкими, при этом, однако, степень выраженности такого тисненого рельефа различна с каждой из обеих сторон пленки. В последующем верхней стороной пленки называют ту ее сторону, на которую при необходимости воздействует или воздействовал тиснильный инструмент. Нижняя сторона пленки имеет при определенных условиях вследствие этого слабее выраженный тисненый рельеф (негативную форму).
Благодаря тиснению используемой согласно изобретению полимерной пленки не только удается обеспечить наличие у нее разделительного (антиадгезионного) действия, но и неожиданно удается также существенно, более чем на 50% уменьшить степень усадки ориентированной и при необходимости подвергнутой вытяжке полимерной пленки по сравнению с соответствующей ориентированной и при необходимости подвергнутой вытяжке, но не тисненой полимерной пленкой.
Ориентированная, при необходимости подвергнутая вытяжке и тиснению используемая согласно изобретению полимерная пленка обладает, кроме того, превосходной прочностью при растяжении, варьирующейся от хорошей до очень хорошей прочностью на раздир, а также превосходной прочностью на прокалывание, что явно улучшает обращение с предлагаемой в изобретении упаковкой и ее поведение при вскрытии.
Используемая согласно изобретению многослойная полимерная пленка для улучшения ее разделительного (антиадгезионного) действия может также иметь антиадгезионное покрытие на том своем наружном слое, который у изготовленной из этой пленки предлагаемой в изобретении упаковки конвертного типа контактирует с упакованным в нее продуктом.
В предпочтительном варианте такое антиадгезионное покрытие представляет собой покрытие на основе отвержденного полисилоксана, которое можно наносить на используемую согласно изобретению полимерную пленку еще перед ее выполняемой при необходимости вытяжкой либо после ее дополнительной вытяжки. Антиадгезионное покрытие, создающее разделительное действие, присутствует в основном в виде сплошного покрытия, преимущественно вплоть до по меньшей мере одной (непрерывно) проходящей в продольном направлении полосы, или дискретно, соответственно локально на части поверхности, преимущественно в виде нанесенной с соблюдением точной приводки поперечной полосы, при этом все те участки предлагаемой в изобретении упаковки, где располагаются сварные швы, преимущественно не снабжают антиадгезионным покрытием.
Под термином "полисилоксан" согласно настоящему изобретению подразумеваются соединения, полимерные цепи которых построены из чередующихся атомов кремния и кислорода. Основу полисилоксана составляют n повторяющихся силоксановых звеньев (-[Si(R.2)-O]-)n, каждое из которых независимо от других дизамещено двумя органическими остатками R, где R в каждом случае предпочтительно представляет собой R1 или OR1, где R1 в каждом случае обозначает алкильный или арильный остаток. В предпочтительном варианте основу отвержденного полисилоксана, используемого в качестве антиадгезионного покрытия, составляет повторяющееся диалкилсилоксановое звено или повторяющееся алкиларилсилоксановое звено. В зависимости от количества Si-O-связей в одном силоксановом звене, в каждом случае в пересчете на четырехвалентный атом кремния, такие звенья можно подразделить на концевые монофункциональные силоксаны (М) с одной Si-O-связью, дифункциональные силоксаны (D) с двумя Si-O-связями, трифункциональные силоксаны (Т) с тремя Si-O-связями и тетрафункциональные силоксаны (Q) с четырьмя Si-O-связями. В предпочтительном варианте полисилоксан, используемый согласно изобретению в качестве антиадгезионного покрытия, имеет сшитую кольце- или цепевидную структуру, особенно предпочтительно сшитую цепевидную структуру, которая (D)-, (Т)- и/или (QJ-звеньями связана в двух- или трехмерную сетчатую структуру. Количество n повторяющихся силоксановых звеньев (-[Si(R.2)-O]-)n в полисилоксановой цепи обозначают как степень полимеризации полисилоксана.
В предпочтительном варианте основу наносимого на используемую согласно изобретению полимерную пленку покрытия из отвержденного полисилоксана составляет по меньшей мере один отвержденный, т.е. сшитый, полисилоксан, выбранный из группы, включающей сшитые путем аддитивного сшивания, предпочтительно аддитивного сшивания в присутствии металлического катализатора, путем конденсационного сшивания, путем радикального сшивания и/или путем катионного сшивания полисилоксаны.
В особенно предпочтительном варианте основу покрытия из полисилоксана составляет по меньшей мере один отвержденный полисилоксан, отвержденный путем термического отверждения и/или путем воздействия ультрафиолетовым (УФ-) излучением. В предпочтительном варианте основу покрытия из полисилоксана составляет по меньшей мере один отвержденный полисилоксан, выбранный из группы, включающей полидиалкилсилоксаны, предпочтительно полидиметилсилоксаны, и полиалкиларилсилоксаны, предпочтительно полиметилфенилсилоксаны, которые в каждом случае отверждены. Термически отвержденные полисилоксаны можно получать путем термического гидросилилирования полисилоксанов с силановыми функциональными группами соединением с по меньшей мере одной двойной углерод-углеродной связью. В том случае, когда используемую согласно изобретению пленку подвергают вытяжке, проводят отверждение обоими способами, т.е. термическое отверждение и отверждение УФ-излучением, предпочтительно после вытяжки используемой согласно изобретению полимерной пленки.
Используемую согласно изобретению полимерную пленку в принципе можно изготавливать любыми известными способами, такими, например, как экструзия или соэкструзия.
При этом отдельные, равно как и все слои используемой согласно изобретению полимерной пленки можно изготавливать путем экструзии, прежде всего экструзии рукавных пленок с раздувом и/или экструзии плоских пленок (плоскощелевой экструзии), или, что более предпочтительно, путем соэкструзии, прежде всего соэкструзии рукавных пленок с раздувом и/или соэкструзии плоских пленок (плоскощелевой соэкструзии), при этом последний из указанных способов предпочтителен. При этом следует учитывать, что при применении добавок в слое (а) или других слоях такие добавки, вводимые путем их смешения, при необходимости в виде маточной смеси (концентрата), с полимерным компонентом или полимерными компонентами соответствующего слоя, в дальнейшем используются при переработке совместно с этим полимерным компонентом или этими полимерными компонентами. Такое смешение может осуществляться в сухом состоянии путем смешения гранулята с порошком или гранулята с гранулятом. Однако возможно также добавление добавки к уже расплавленному полимерному компоненту или расплавленным полимерным компонентам соответствующего слоя, предпочтительно путем дозирования в экструдере, используемом для экструзии соответствующего слоя.
При изготовлении используемой согласно изобретению полимерной пленки известным способом соэкструзии расплавы, соответствующие отдельным слоям пленки, одновременно и совместно соэкструдируются через экструзионную головку с кольцевой щелью или плоскощелевую экструзионную головку, полученная таким путем полимерная пленка для ее ориентации и затвердевания принимается одним или несколькими приемными (или тянущими) валками со скоростью, при которой соблюдается указанная выше степень вытягивания при приеме, составляющая по меньшей мере 1:30, в соответствии с чем скорость приема выше скорости экструдирования, и ориентированная таким путем пленка подвергается термофиксации.
Затем пленку при необходимости подвергают одноосной вытяжке или двухосной вытяжке, которую можно проводить раздельно или одновременно. Раздельную вытяжку обычно проводят последовательно, при этом предпочтительна раздельная двухосная вытяжка, при которой пленку сначала вытягивают в продольном направлении (в машинном направлении), а затем в поперечном ему направлении (перпендикулярно машинному направлению). При изготовлении пленки способом экструзии плоских пленок с выполняемой при необходимости в последующем одноосной или двухосной вытяжкой полимер, соответственно смесь полимеров для образования отдельных слоев спрессовывается и расплавляется в экструдере, при этом возможно используемые добавки уже могут содержаться в полимере, соответственно в смеси полимеров. Затем расплавы одновременно продавливаются через (плоско-)щелевую экструзионную головку, и выдавленная многослойная пленка принимается одним или несколькими приемными валками (барабанами) при температуре от 10 до 100°С, преимущественно от 10 до 50°С, с необходимой скоростью приема, которая для достижения указанной выше степени вытягивания при приеме выше скорости экструдирования, при этом пленка охлаждается и затвердевает.
Используемую согласно изобретению многослойную полимерную пленку затем при необходимости подвергают вытяжке либо только вдоль направления экструзии, либо вдоль него и поперечно ему, что приводит к дальнейшей ориентации молекулярных цепей. Продольную вытяжку проводят преимущественно при температуре в пределах от 70 до 130°С, предпочтительно от 80 до 110°С, обычно с использованием двух валков, быстровращающихся с разными скоростями соответственно требуемой кратности вытяжки, а возможную дополнительную поперечную вытяжку проводят преимущественно при температуре в пределах от 120 до 180°С с использованием соответствующей клуппной рамы. При этом кратность поперечной вытяжки можно настраивать на требуемые значения. В том случае, когда используемую согласно изобретению полимерную пленку подвергают вытяжке, предпочтительна согласно изобретению вытяжка только в продольном направлении.
После выполняемой при необходимости вытяжки используемой согласно изобретению полимерной пленки ее в предпочтительном варианте подвергают термофиксации (термической обработке), для чего пленку в течение примерно 0,1-10 с выдерживают при температуре в пределах от 100 до 160°С. Затем полимерную пленку можно, при определенных условиях после ее промежуточного хранения, снабжать предусматриваемым при необходимости антиадгезионным покрытием. Однако экструдированную многослойную ориентированную полимерную пленку можно также снабжать предусматриваемым при необходимости антиадгезионным покрытием еще до ее вытяжки.
Используемые согласно изобретению гибкие многослойные полимерные пленки могут быть прозрачными, цветными прозрачными, матовыми (просвечивающими) или непрозрачными. Они могут быть снабжены печатным изображением со своей обращенной от упакованного продукта наружной стороны.
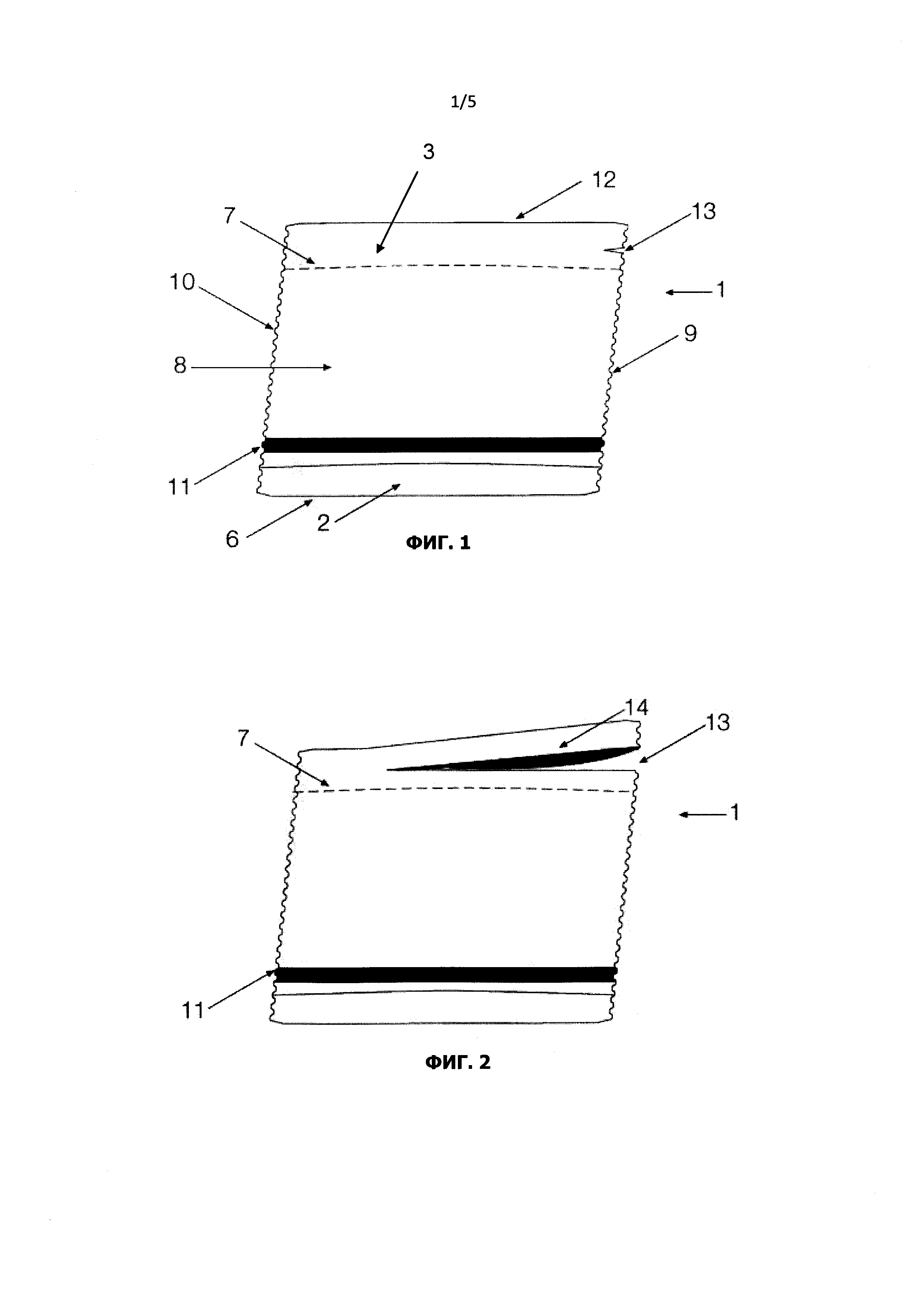
На фиг. 1 в виде в плане показана предлагаемая в изобретении упаковка конвертного типа.
На фиг. 2 в виде в плане показана изображенная на фиг. 1 упаковка конвертного типа во вскрытом состоянии.
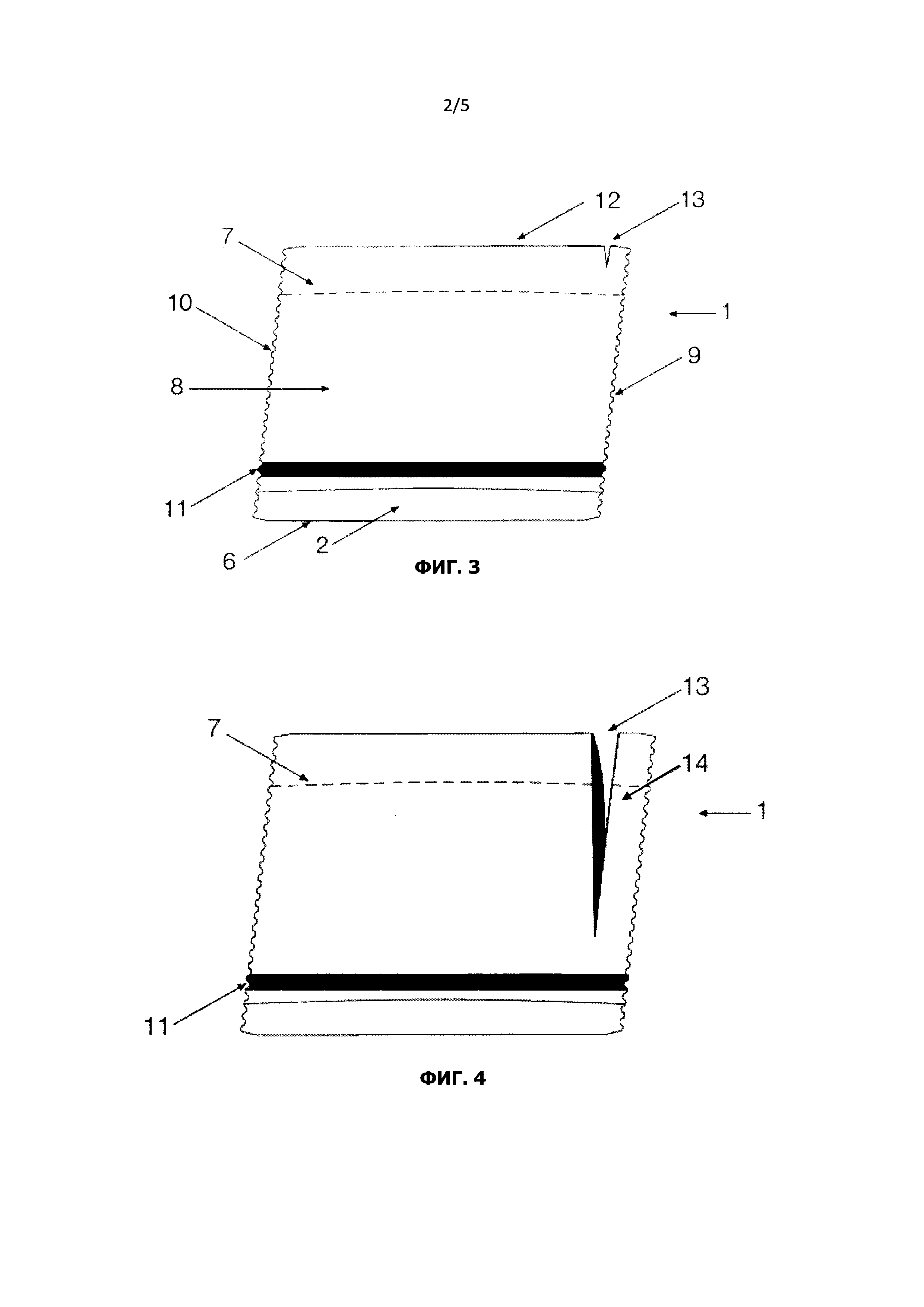
На фиг. 3 в виде в плане показана выполненная еще по одному варианту предлагаемая в изобретении упаковка конвертного типа.
На фиг. 4 в виде в плане показана изображенная на фиг. 3 упаковка конвертного типа во вскрытом состоянии.
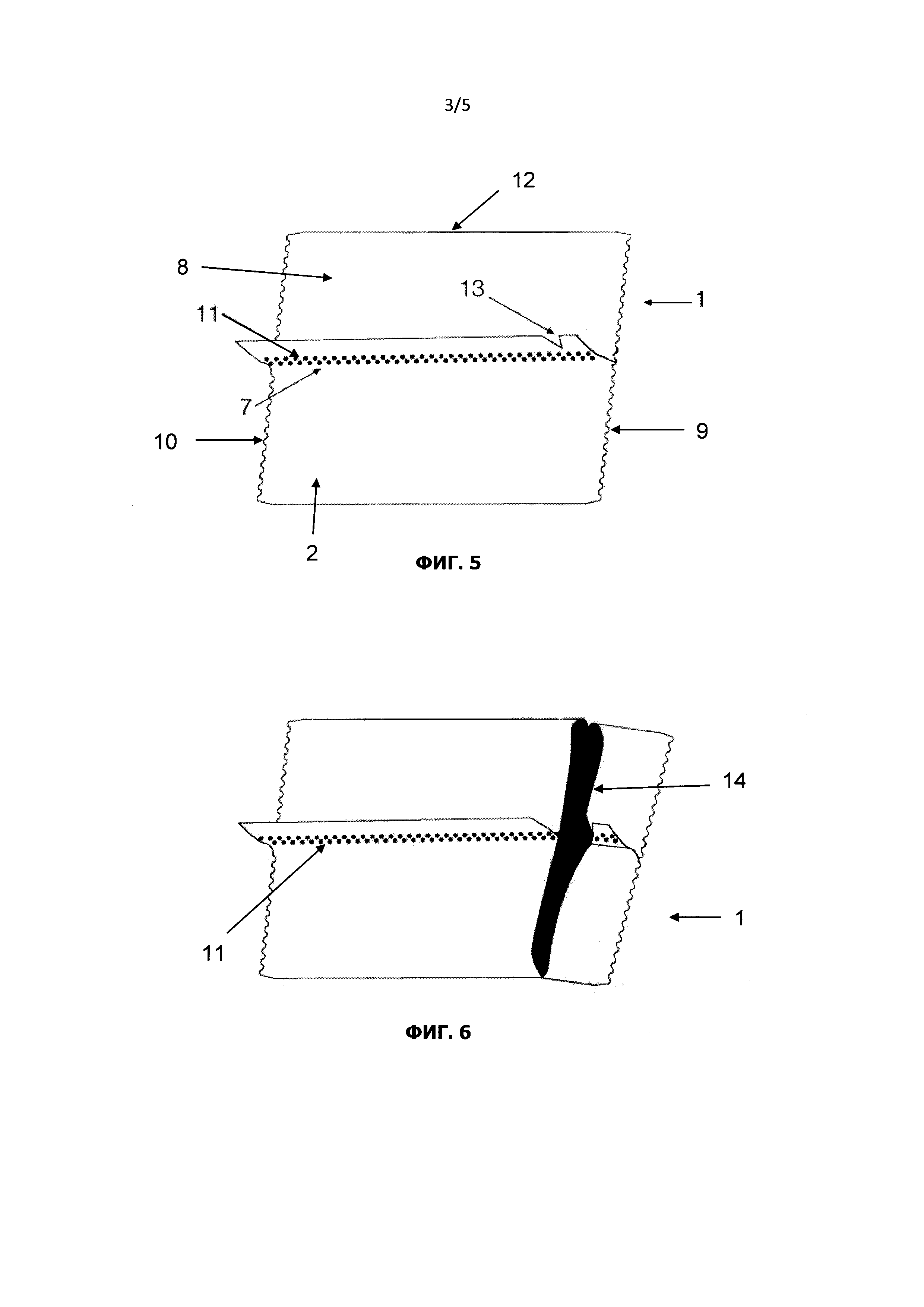
На фиг. 5 в виде в плане показана выполненная еще по одному варианту предлагаемая в изобретении упаковка конвертного типа.
На фиг. 6 в виде в плане показана изображенная на фиг. 5 упаковка конвертного типа во вскрытом состоянии.
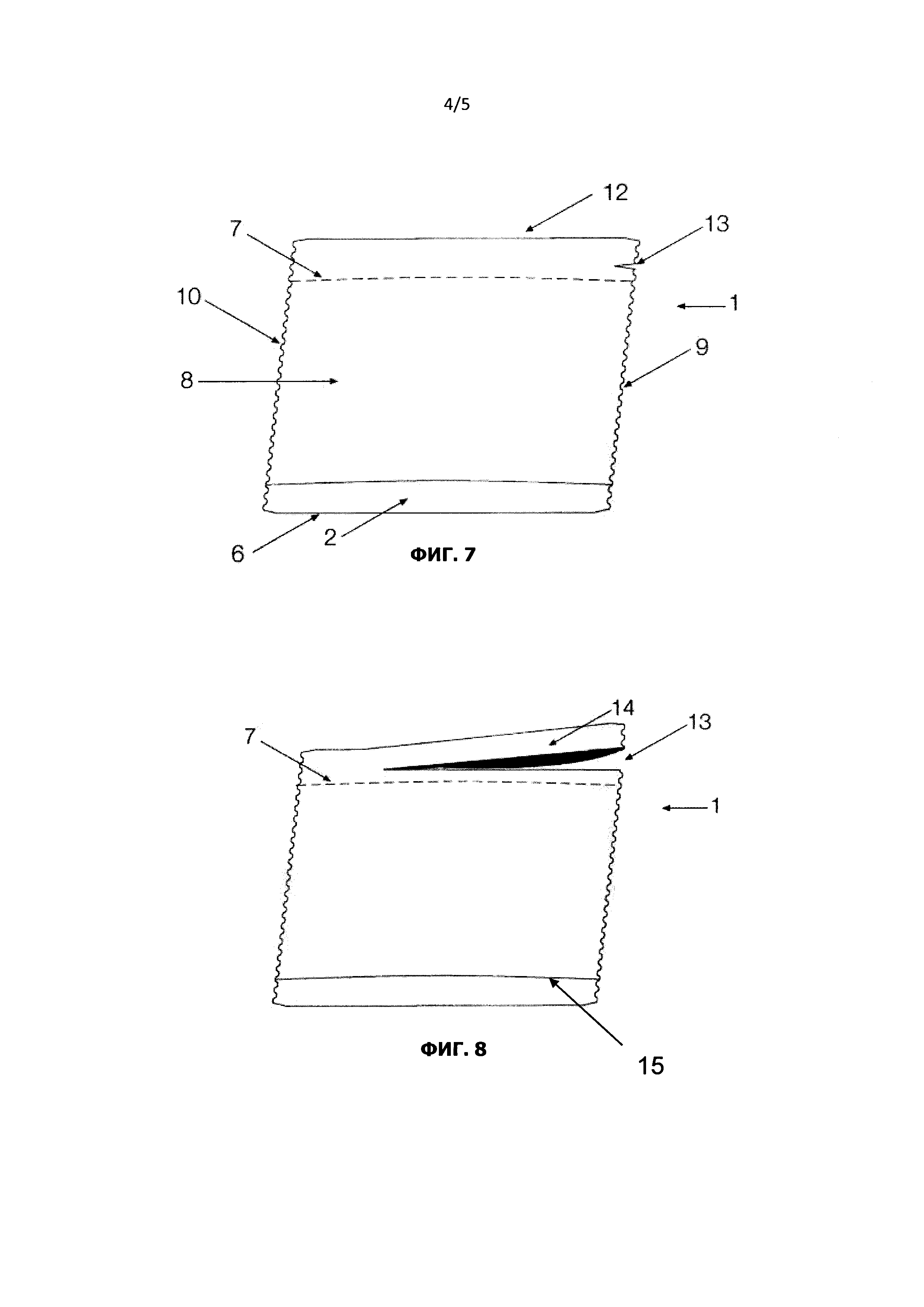
На фиг. 7 в виде в плане показана выполненная еще по одному варианту предлагаемая в изобретении упаковка конвертного типа, которая соответствует изображенной на фиг. 1 упаковке, но без поперечного термоприваривания закрывающего клапана.
На фиг. 8 в виде в плане показана изображенная на фиг. 7 упаковка конвертного типа во вскрытом состоянии.
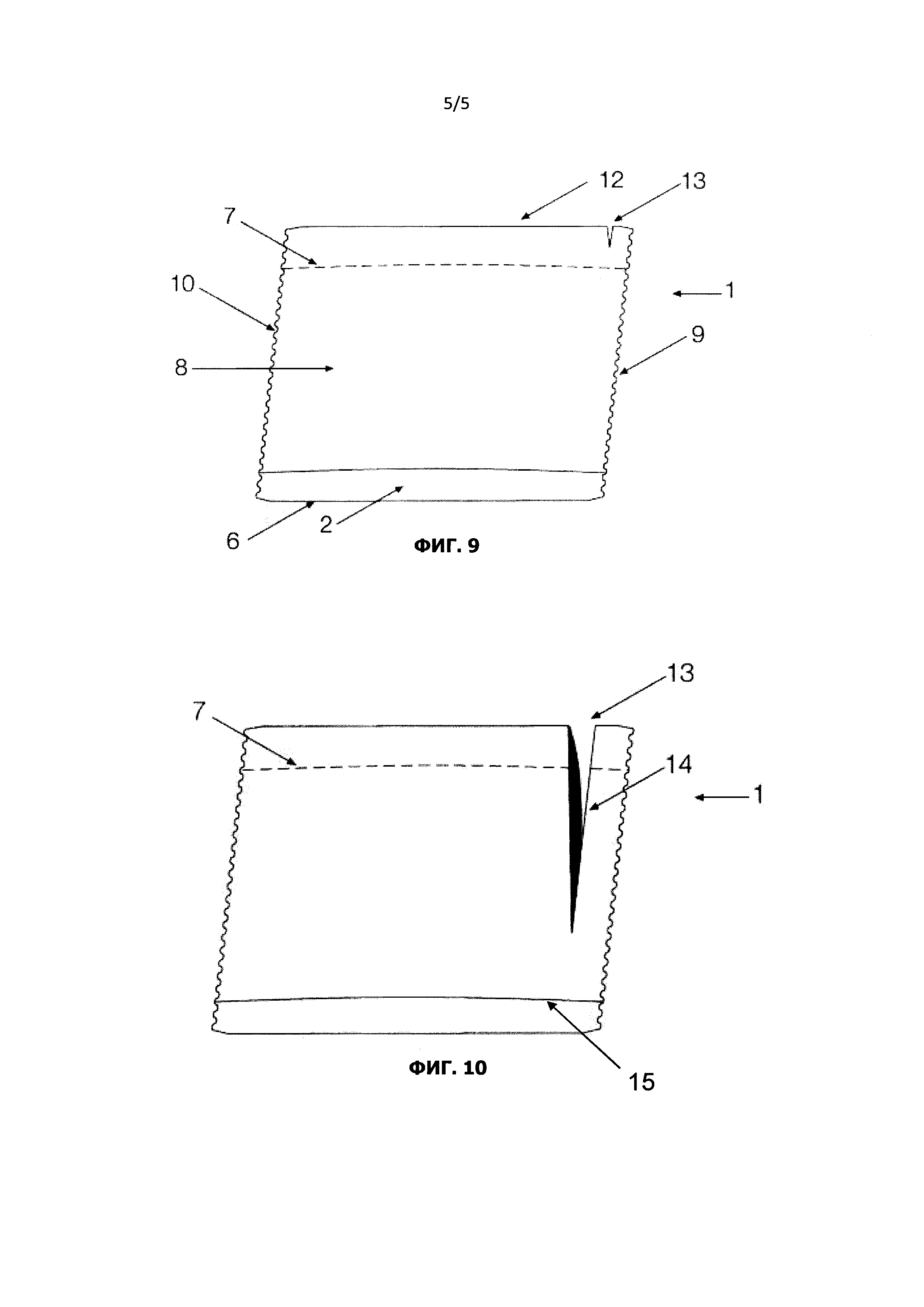
На фиг. 9 в виде в плане показана выполненная еще по одному варианту предлагаемая в изобретении упаковка конвертного типа, которая соответствует изображенной на фиг. 3 упаковке, но без поперечного термоприваривания закрывающего клапана.
На фиг. 10 в виде в плане показана изображенная на фиг. 9 упаковка конвертного типа во вскрытом состоянии.
На фиг. 1 показана выполненная по одному из вариантов предлагаемая в изобретении упаковка (1) конвертного типа, изготовленная из единственного полотна описанной выше, используемой согласно изобретению многослойной пленки. Такая упаковка имеет вид пакета с отверстием (7), через которое из упаковки после ее вскрытия извлекается упакованный в нее продукт. Пакет образован передней стенкой (2) и задней стенкой (3) путем складывания или перегибания пленки по линии (6) сгиба. Выступающим продолжением задней стенки (3) образован закрывающий клапан (8), который с отступом от отверстия (7) пакета загнут по линии (12) сгиба на переднюю стенку (2) и полностью закрывает упаковку в результате продольного термосваривания (9, 10) и поперечного термосваривания (11) своего внутреннего слоя с наружным слоем передней стенки (2). Поперечный сварной шов (11) по производственно-техническим причинам выполнен с отступом от свободного края закрывающего клапана.
Вместо поперечного сварного шва (11) закрывающий клапан (8) может быть также соединен с передней стенкой (2) полоской клея, при этом клеящая способность такого клея, полоска которого проходит поперечно с внутренней стороны закрывающего клапана, должна для обеспечения надежной адгезии между соединяемыми частями соответствовать прочности (термо-)сварного шва, которая в свою очередь предпочтительно должна быть выше прочности упаковки на раздир в направлении отмеченного для ее вскрытия места. Специалисту известны пригодные для применения в этих целях, имеющиеся на рынке клеи.
Направление вскрытия предлагаемой в изобретении упаковки, в каковом направлении прочность на раздир ниже, чем в поперечном ему направлении, обозначено облегчающим вскрытие вспомогательным средством (13), которое в показанном на чертеже варианте выполнено в виде надреза.
На фиг. 2 в виде в плане показана изображенная на фиг. 1 предлагаемая в изобретении упаковка конвертного типа, у которой ее часть (14) над отверстием (7) уже в основном оторвана от остальной части упаковки с упакованным в нее продуктом (не показан) начиная от надреза (13). Помимо этого поперечно выполненный для закрытия закрывающего клапана (8) сварной шов (11) и проходящие в продольном направлении боковые сварные швы остались на передней стенке (2) предлагаемой в изобретении упаковки неповрежденными, что свидетельствует о возможности простого извлечения упакованного продукта из упаковки без нарушения целостности ее остальной части.
На фиг. 3 показана выполненная еще по одному варианту предлагаемая в изобретении упаковка конвертного типа, которая отличается от показанной на фиг. 1 упаковки в том отношении, что обозначение (13), указывающее направление вскрытия, находится на линии (12) сгиба закрывающего клапана. Такой надрез мог бы быть также заменен штрих-кодом (не показан) или мог бы располагаться на краевой части закрывающего клапана (8) ниже поперечного сварного шва (11) под прямым углом к нему.
На фиг. 4 также в виде в плане показана изображенная на фиг. 3 упаковка конвертного типа в преобладающей частью вскрытом состоянии и без уже извлеченного из нее упакованного продукта. И в данном случае поперечный сварной шов (11), которым приварен закрывающий клапан, а также проходящие с продольных сторон сварные швы остались на передней стенке упаковки неповрежденными.
На фиг. 5 показана выполненная еще по одному предпочтительному варианту предлагаемая в изобретении упаковка конвертного типа. У такой упаковки закрывающий клапан (8) соединен с передней стенкой (2) непосредственно на уровне отверстия (7) пакета, при этом краевая часть закрывающего клапана соединена с образующей край отверстия краевой частью передней стенки поперечным сварным швом, выполненным в виде так называемого рантового шва. На этом рантовом шве расположен надрез (13) в качестве обозначения, указывающего направление вскрытия упаковки.
На фиг. 6 в виде в плане показана изображенная на фиг. 5 предлагаемая в изобретении упаковка конвертного типа в частично вскрытом состоянии и после извлечения из нее упакованного продукта, при этом и в данном случае проходящие с продольных сторон сварные швы и поперечно проходящий рантовый шов за исключением его разрыва по направлению надреза остались неповрежденными.
Показанная на фиг. 7 и 8 упаковка конвертного типа соответствует показанной на фиг. 1 и 2 упаковке за исключением того, что у нее отсутствует поперечный сварной шов для закрытия закрывающего клапана. Поскольку, однако, проходящие с продольных сторон швы (9) и (10) представляют собой сварные швы и упаковка имеет надрез в качестве облегчающего ее вскрытие вспомогательного средства, потребитель может без труда извлечь из упаковки упакованный в нее продукт без необходимости разрыва боковых сварных швов для получения доступа к упакованному продукту. Несмотря на возможность легкого вскрытия показанной на фиг. 7 упаковки конвертного типа она обеспечивает лучшую сохранность упакованного в нее продукта при транспортировке и хранении, чем соответствующие упаковки, запечатанные менее прочными боковыми швами.
Показанная на фиг. 9 и 10 упаковка конвертного типа соответствует показанной на фиг. 3 и 4 упаковке за исключением того, что у нее отсутствует поперечный сварной шов для закрытия закрывающего клапана, и поэтому в отношении этой предлагаемой в изобретении упаковки, выполненной по показанному на фиг. 9, соответственно фиг. 10 варианту, справедливы соответствующие, приведенные выше пояснения к варианту, показанному на фиг. 7, соответственно фиг. 8.
Благодаря различиям между прочностью на раздир в продольном направлении и прочностью на раздир в поперечном направлении предлагаемые в изобретении упаковки, выполненные, в частности, по показанным на фиг. 1 -6 вариантам, позволяют легко вскрывать их, не допуская при этом возможность в основном незаметного доступа к упакованному продукту до собственно вскрытия упаковки конвертного типа конечным потребителем для извлечения упакованного в нее продукта и связанного с этим частичного нарушения ее целостности. Несмотря на такую высоконадежную защиту упакованного продукта от манипуляций с ним предлагаемые в изобретении упаковки конвертного типа позволяют легко вскрывать их.
Предлагаемые в изобретении упаковки конвертного типа можно изготавливать известными и обычными способами, при этом при изготовлении упаковок следует учитывать направление пленочного полотна, принимая во внимание различия в прочности изготовленной из него упаковки на раздир и ее связанное с этим поведение при вскрытии.
Предлагаемые в изобретении упаковки конвертного типа пригодны прежде всего для упаковывания изделий, предназначенных для одноразового пользования, преимущественно санитарно-гигиенических изделий одноразового пользования, в первую очередь предназначенных для одноразового пользования женских гигиенических прокладок для применения в период менструации, женских гигиенических тампонов, женских гигиенических прокладок для ежедневного применения или изделий для людей, страдающих недержанием.
Помимо этого предлагаемые в изобретении упаковки конвертного типа пригодны для применения в качестве индивидуальных упаковок для клейких изделий любого типа, прежде всего в качестве индивидуальных упаковок для самоклеящихся изделий одноразового пользования, особенно предпочтительно для самоклеящихся санитарно-гигиенических изделий одноразового пользования. В наиболее предпочтительном варианте предлагаемые в изобретении упаковки конвертного типа пригодны для упаковывания предназначенных для одноразового пользования и упаковываемых преимущественно в сложенном состоянии самоклеящихся женских гигиенических прокладок для ежедневного применения, самоклеящихся женских гигиенических прокладок для применения в период менструации или самоклеящихся изделий для людей, страдающих недержанием.
Препреги
Способная к линейному раздиру многослойная пленка
Упаковочная пленка
Холодильный компрессор двойного действия
Упаковочная пленка
Быстро замыкающийся элемент переключения

