Результат интеллектуальной деятельности: Устройство формирования образцов тонких покрытий
Вид РИД
Изобретение
Изобретение относится к области технической физики и может быть использовано для формирования образцов тонких покрытий, применяемых в частности для определения когезионной прочности при испытании теплозащитных покрытий на механическую прочность растяжением при повышенных температурах.
Известно устройство для испытания образцов покрытий на когезионную прочность, представляющее собой разъемный узел, выполненный из двух частей, предназначенных для размещения между ними испытуемого покрытия (RU 2456577, 2012 г.). В известном техническом решении одна часть разъемного узла выполнена в виде последовательно установленных обойм, в каждой из которых выполнено отверстие сложной формы в виде усеченного конуса и сопряженного с его меньшим основанием цилиндра, другая часть разъемного узла - в виде штифтов. Каждый из последних установлен в цилиндрической части отверстия соответствующей обоймы, а покрытие размещено как на поверхностях усеченных конических отверстий обойм, так и на торцевых рабочих частях соответствующих штифтов. При этом торцы обойм со стороны усеченных конусов выполнены коническими и образуют вместе с соответствующими поверхностями усеченных конусов кольцевые выступы треугольного профиля, на каждый из которых также наносится покрытие. Для определения когезионной прочности материала покрытия заглубляют рабочие части штифтов в соответствующие цилиндрические части обойм и прикладывают усилие к нижней части штифтов. Существенными недостатками известного технического решения являются: сложность конструкции устройства; недостаточная точность результатов испытаний вследствие определения когезионной прочности материала покрытия путем отрыва покрытия от частей разъемного узла при приложении усилия, перпендикулярного поверхности покрытия, а не разрыва последнего при приложении осевого усилия, направленного вдоль поверхности покрытия.
Наиболее близким к предполагаемому изобретению по технической сущности и достигаемому эффекту является известное устройство формирования образцов тонких покрытий, представляющее собой разъемный узел, включающий кольцевой элемент со сквозным осевым отверстием, внешняя цилиндрическая поверхность которого предназначена для формирования испытуемого покрытия, и стягивающий элемент (RU 2545082, 2015 г.). В известном техническом решении разъемный узел содержит две цилиндрические и кольцевую деталь. При этом одна из цилиндрических деталей имеет по оси цилиндрическую полость, а другая - ответный цилиндрический выступ. При сборке выступ одной из цилиндрических деталей через сквозное осевое отверстие кольцевой детали размещается в полости второй цилиндрической детали и соединяет разъемный узел. Детали разъемного узла фиксируют между собой при помощи стягивающего элемента. При этом внешняя поверхность цилиндрических деталей имеет адгезию, а внешняя поверхность кольцевой детали - без адгезии к наносимому на него покрытию, и служит для формирования безадгезионного образца тонкого покрытия. При этом на внешние поверхности цилиндрических деталей наносят соединительный металлический подслой, химический состав которого, технология и режимы нанесения должны быть такими, чтобы адгезионная прочность подслоя с материалом деталей и наносимым затем тонким покрытием была выше когезионной прочности образца тонкого покрытия. Существенным недостатком известного технического решения является сложность обеспечения идентичности параметров нанесения покрытия при испытании партии образцов, что приводит к снижению точности результатов испытаний.
Техническая проблема, решение которой обеспечивается при осуществлении заявляемого изобретения, заключается в повышении точности результатов испытаний покрытия на когезионную прочность растяжением при повышенных температурах.
Технический результат, достигаемый при осуществлении предлагаемого изобретения, заключается в обеспечении идентичности параметров нанесения покрытия на поверхность единого пакета последовательно установленных кольцевых элементов.
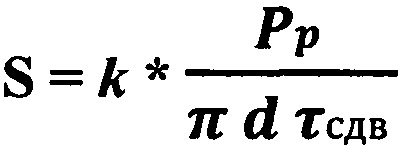
Заявленный технический результат достигается за счет того, что в устройстве формирования образцов тонких покрытий, представляющем собой разъемный узел, включающий кольцевой элемент со сквозным осевым отверстием, внешняя цилиндрическая поверхность которого предназначена для формирования испытуемого покрытия, и стягивающий элемент, разъемный узел содержит по меньшей мере два кольцевых элемента, причем каждый кольцевой элемент выполнен в виде двух последовательно соосно расположенных частей, со стороны торцевой поверхности кольцевого элемента выполнены диаметрально противоположные сквозные отверстия, а на внутренней цилиндрической поверхности выполнены резьбовые участки, предназначенные для взаимодействия с захватами разрывной машины, при этом ширину (S) каждой из частей кольцевого элемента выбирают из соотношения:
где k - коэффициент запаса прочности;
Рр - максимально допустимая разрушающая нагрузка;
d - наружный диаметр кольцевого элемента без учета покрытия;
τсдв - адгезионная прочность покрытия при его испытании на сдвиг, на торцах кольцевого элемента размещены шайбы, выполненные из материала, не имеющего адгезии к материалу испытуемого покрытия, стягивающий элемент разъемного узла размещен в сквозных осевых отверстиях кольцевых элементов и выполнен из материала, коэффициент линейного расширения которого меньше коэффициента линейного расширения материала частей кольцевого элемента, при этом последние скреплены между собой штифтами, размещенными в диаметрально противоположных сквозных отверстиях кольцевого элемента по скользящей посадке.
Указанные существенные признаки обеспечивают решение поставленной технической проблемы с достижением заявленного технического результата, так как:
- разъемный узел, содержащий по меньшей мере два кольцевых элемента, каждый из которых выполнен в виде двух последовательно соосно расположенных частей, со стороны торцевой поверхности кольцевого элемента выполнены диаметрально противоположные сквозные отверстия, а на внутренней цилиндрической поверхности выполнены резьбовые участки, предназначенные для взаимодействия с захватами разрывной машины, выбор ширины каждой из частей кольцевого элемента из определенного соотношения и размещение на торцах кольцевого элемента шайб, выполненных из материала, не имеющего адгезии к материалу испытуемого покрытия, обеспечивают идентичность параметров нанесения покрытия на поверхность единого пакета последовательно установленных кольцевых элементов;
- размещение стягивающего элемента разъемного узла в сквозных осевых отверстиях кольцевых элементов и выполнение его из материала, коэффициент линейного расширения которого меньше коэффициента линейного расширения материала частей кольцевого элемента, и скрепление последних между собой штифтами, размещенными в диаметрально противоположных сквозных отверстиях кольцевого элемента по скользящей посадке обеспечивает идентичность параметров нанесения покрытия на поверхность единого пакета последовательно установленных кольцевых элементов за счет исключения нарушения соосности частей кольцевых элементов.
Настоящее изобретение поясняется следующим описанием устройства формирования образцов тонких покрытий со ссылкой на фиг. 1 и фиг. 2, где
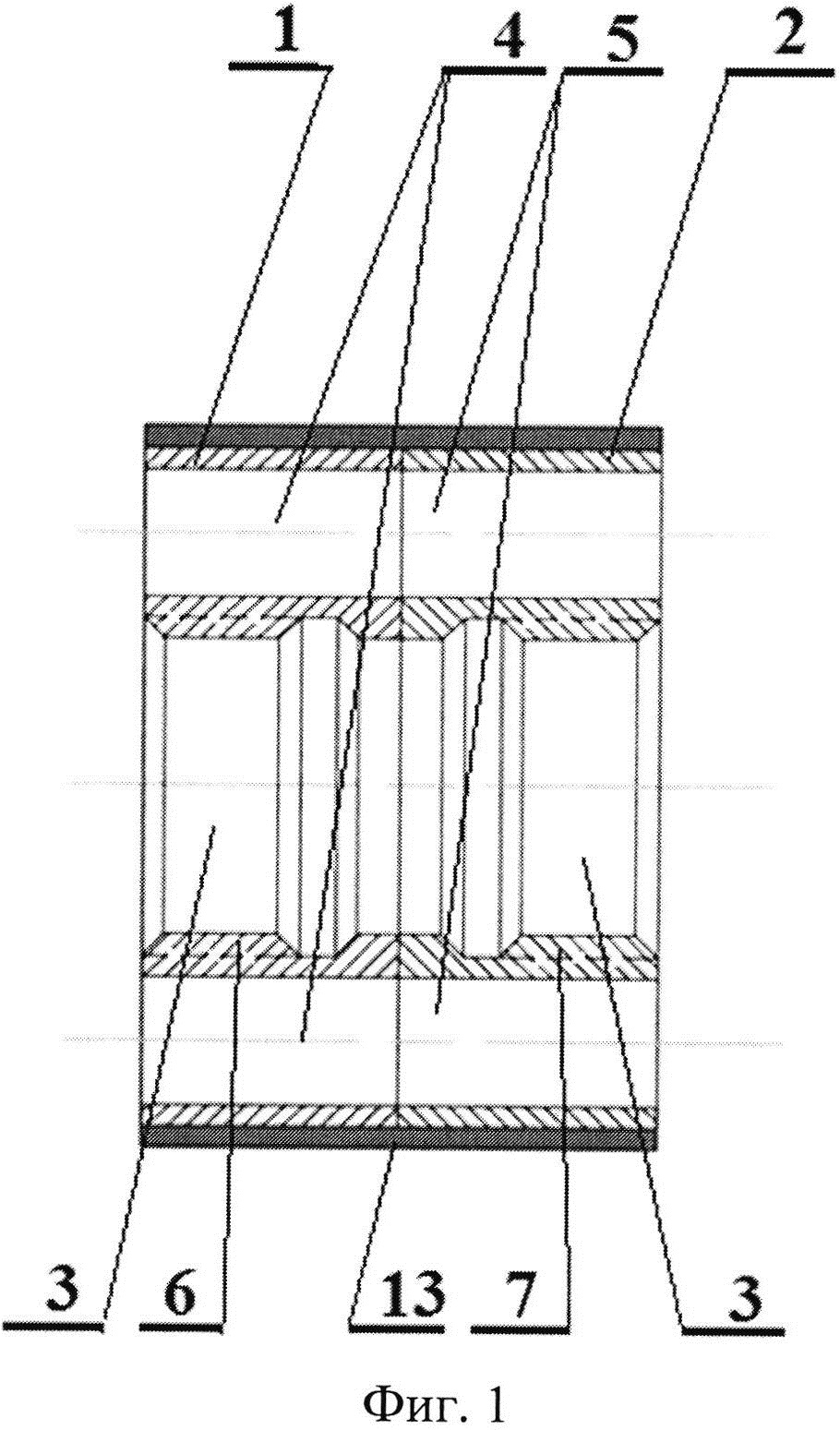
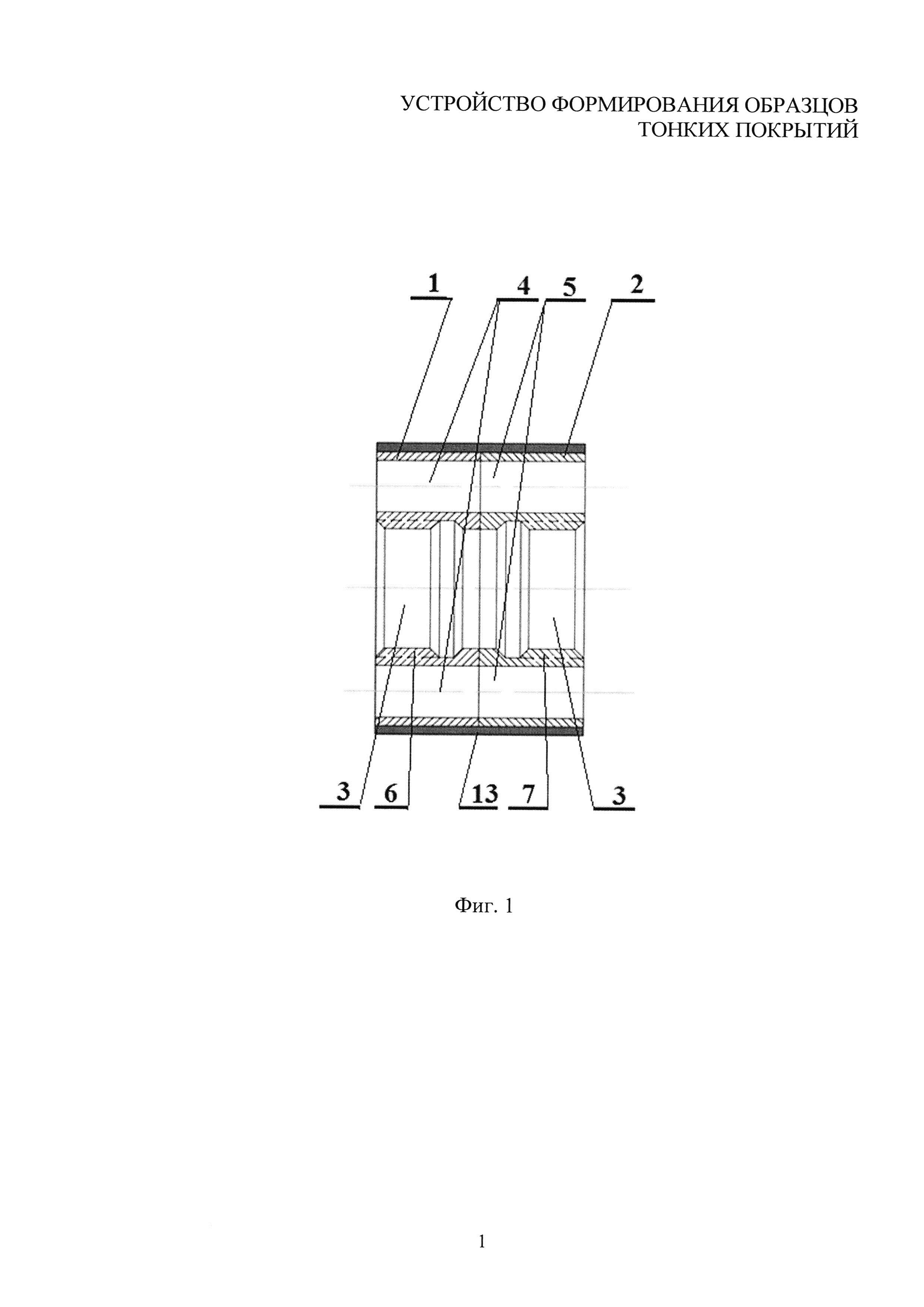
на фиг. 1 изображена схема кольцевого элемента устройства;
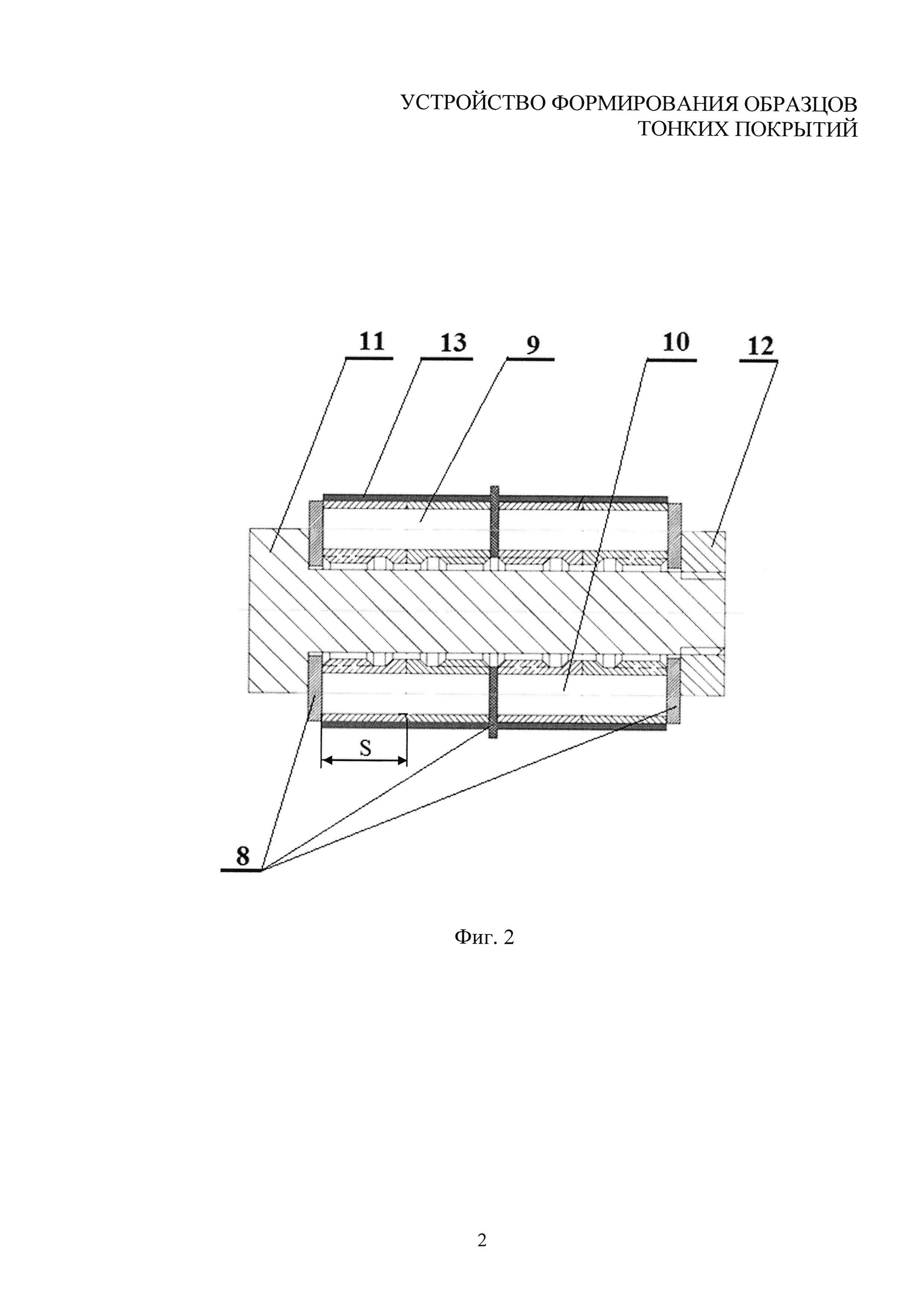
на фиг. 2 изображена схема сборки предлагаемого устройства.
Устройство формирования образцов тонких покрытий представляет собой разъемный узел, включающий по меньшей мере два кольцевых элемента, внешняя цилиндрическая поверхность которых предназначена для формирования образца испытуемого покрытия, и стягивающий элемент. Каждый кольцевой элемент выполнен в виде двух последовательно соосно расположенных частей 1 и 2 со сквозным осевым отверстием 3 (см. фиг. 1). Со стороны торцевой поверхности кольцевого элемента выполнены диаметрально противоположные сквозные отверстия 4 и 5, а на внутренней цилиндрической поверхности отверстия 3 выполнены резьбовые участки 6 и 7, предназначенные для взаимодействия с захватами (на чертеже не показаны) разрывной машины. При этом ширину (S) каждой из частей 1 и 2 кольцевого элемента выбирают из соотношения:
где k - коэффициент запаса прочности;
Рр - максимально допустимая разрушающая нагрузка;
d - наружный диаметр кольцевого элемента без учета покрытия;
τсдв - адгезионная прочность покрытия при его испытании на сдвиг.
На торцах кольцевого элемента размещены шайбы 8, выполненные из материала, не имеющего адгезии к материалу испытуемого покрытия (фиг. 2). Стягивающий элемент разъемного узла размещен в сквозных осевых отверстиях 3 кольцевых элементов и выполнен из материала, коэффициент линейного расширения которого меньше коэффициента линейного расширения материала частей 1 и 2 кольцевого элемента, которые скреплены между собой штифтами 9 и 10, размещенными в диаметрально противоположных сквозных отверстиях 4 и 5 кольцевого элемента по скользящей посадке.
Устройство работает следующим образом.
В процессе сборки разъемного узла, состоящего из по крайней мере двух последовательно соосно расположенных кольцевых элементов, на противоположных торцах последних размещают соответствующие шайбы 8. В сквозных осевых отверстиях 3 кольцевых элементов размещают стягивающий элемент, который может быть выполнен, например, в виде болта 11 и соответствующей гайки 12. Устанавливают в сквозных осевых отверстиях 3 болт 11 и предварительно фиксируют части 1 и 2 с небольшим натягом гайкой 12. Части 1 и 2 кольцевых элементов скрепляют между собой штифтами 9 и 10, размещенными в диаметрально противоположных сквозных отверстиях 4 и 5 кольцевого элемента по скользящей посадке, обеспечивая при этом центрирование частей 1 и 2, после чего затягивают гайку 12 с требуемым усилием. На внешнюю поверхность частей 1 и 2 кольцевых элементов наносят испытуемое покрытие в виде пленки 13. Поскольку нанесение пленки 13 осуществляется при повышенных температурах (например, при помощи плазменной горелки), происходит дополнительное стягивание частей 1 и 2 кольцевых элементов за счет ограничения свободного температурного расширения и появления упругих сжимающих напряжений, что вызывается разницей между коэффициентами линейного расширения материала стягивающего элемента и материала частей 1 и 2 кольцевых элементов. Это приводит к фиксации частей 1 и 2 относительно друг друга, исключающей нарушение их соосности. Таким образом, конструкция устройства позволяет осуществить формирование заданного количества образцов тонкого покрытия с обеспечением идентичных параметров нанесения покрытия для проведения испытаний серии образцов. После нанесения покрытия в виде пленки 13, снимают гайку 12 и осуществляют последовательный свободный съем соответствующих шайб 10 и расположенных между ними кольцевых элементов, что обеспечивается отсутствием адгезии между пленкой 13 и материалом шайб 8. Каждый испытуемый образец при этом представляет собой нанесенную на внешнюю поверхность частей 1 и 2 отдельного кольцевого элемента пленку 13. Образцы при помощи соответствующих резьбовых участков 6 и 7 частей 1 и 2 закрепляются в захватах разрывной машины и последовательно подвергаются испытанию растяжением при заданной температуре. При этом разрыв покрытия происходит по кольцевому стыку частей 1 и 2 кольцевого элемента, о когезионной прочности материала покрытия судят по величине усилия при разрыве образца покрытия.
Таким образом, предлагаемое изобретение обеспечивает идентичность параметров нанесения покрытия за счет выполнения разъемного узла в виде по меньшей мере двух кольцевых элементов, каждый из которых выполнен в виде двух последовательно соосно расположенных частей, скрепления последних между собой штифтами, и выполнения стягивающего элемента из материала, коэффициент линейного расширения которого меньше коэффициента линейного расширения материала частей кольцевых элементов, что позволяет решить проблему повышения точности результатов испытаний покрытия на когезионную прочность растяжением при повышенных температурах.
Привод регулирующего клапана
Импульсный детонационный ракетный двигатель
Способ изготовления интегрального блиска с неохлаждаемыми рабочими лопатками для газотурбинного двигателя и интегральный блиск
Способ управления турбореактивным двухконтурным двигателем
Способ диагностики газотурбинных двигателей при попадании посторонних предметов на их вход
Камера сгорания непрерывного действия
Дроссель
Способ оценки режимов трения в сопряжениях цилиндропоршневой и кривошипно-шатунной групп поршневого двигателя и устройство для его осуществления
Способ приведения в движение метаемого элемента и устройство для его осуществления
Способ диагностики радиального зазора в шарикоподшипниках
Способ диагностики радиального зазора в шарикоподшипниках

