Результат интеллектуальной деятельности: Устройство для испытания полых изделий на герметичность
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к устройствам для испытания полых изделий на герметичность в вакуумной камере.
Из уровня техники известен способ испытаний изделий на герметичность, выбранный в качестве аналога (авторское свидетельство СССР №688841, 30.09.1979). Способ заключается в опрессовке изделия контрольной средой (воздушно-гелиевой смесью) и размещении изделия в вакуумной камере для определения негерметичности и локальных течей за счет натекания контрольной среды в вакуумную камеру. При этом контролируемые участки изделия подвергают нагреванию.
Недостатком аналога является невозможность проведения одновременного контроля при различных степенях вакуумного разрежения и температурных режимах.
Из уровня техники известно устройство для испытаний изделий на герметичность, выбранное в качестве наиболее близкого аналога (прототипа) (авторское свидетельство СССР №1552026, 23.03.1990). Устройство содержит вакуумную камеру с нагревателем, в которой размещают опрессованное контрольным газом изделие. Контроль герметичности изделия осуществляется при помощи масс-спектрометрического течеискателя. К вакуумной камере последовательно подключены вакуумные насосы.
Недостатком прототипа является невозможность проведения одновременного контроля при различных степенях вакуумного разрежения и температурных режимах, а также сложность конструкции при таком исследовании в целом.
Техническая проблема, на решение которой направлено заявленное изобретение, заключается в сложности проведения одновременного контроля изделий на герметичность в нескольких последовательно соединенных вакуумных камерах с различной степенью разряжения вакуума и температурных режимах.
Технический результат заявленного изобретения заключается в снижении трудоемкости и повышении достоверности результатов контроля полых изделий на герметичность с различной степенью разряжения вакуума и температурных режимах.
Технический результат заявленного изобретения достигается тем, что устройство испытания полого изделия на герметичность содержит вакуумную камеру с нагревателем, в которой размещают опрессованное контрольным газом изделие. Контроль герметичности изделия осуществляется при помощи масс-спектрометрического течеискателя. Вакуумная камера с размещенным в нем изделием соединена с последовательно расположенными дополнительными вакуумными камерами, объем каждой из которых составляет не более 1/3 от объема предыдущей вакуумной камеры. При этом вакуумная камера и дополнительные вакуумные камеры последовательно соединены друг с другом соединительными элементами через сквозные отверстия, выполненные в корпусах вакуумных камер. Площадь поперечного сечения каждого сквозного отверстия и соединительных элементов при равной их длине на 1/3 меньше площади поперечного сечения предыдущего сквозного соединительного отверстия вакуумной камеры. При этом изделие перемещается между вакуумными камерами в том числе и внутри вакуумных камер при помощи конвейерной ленты из вакуумной камеры с меньшей степенью разрежения вакуума к вакуумной камере с большей степенью разрежения, а дополнительные вакуумные камеры имеют нагреватели.
Заявленное изобретение достигается также тем, что вакуумные камеры расположены последовательно по степени разряжения вакуума в них в направлении от механического форвакуумного насоса.
Заявленное изобретение достигается также тем, что конвейерная лена расположена горизонтально и имеет реверсивный механизм движения ленты.
Заявленное изобретение достигается также тем, что заданная температура внутри вакуумных камер обеспечивается при помощи нагревателей, которые расположены в каждой из вакуумных камер и работают от блока регулирования и поддержания температуры.
Заявленное изобретение достигается также тем, что контроль герметичности изделия осуществляется при помощи гелиевого масс-спектрометрического течеискателя.
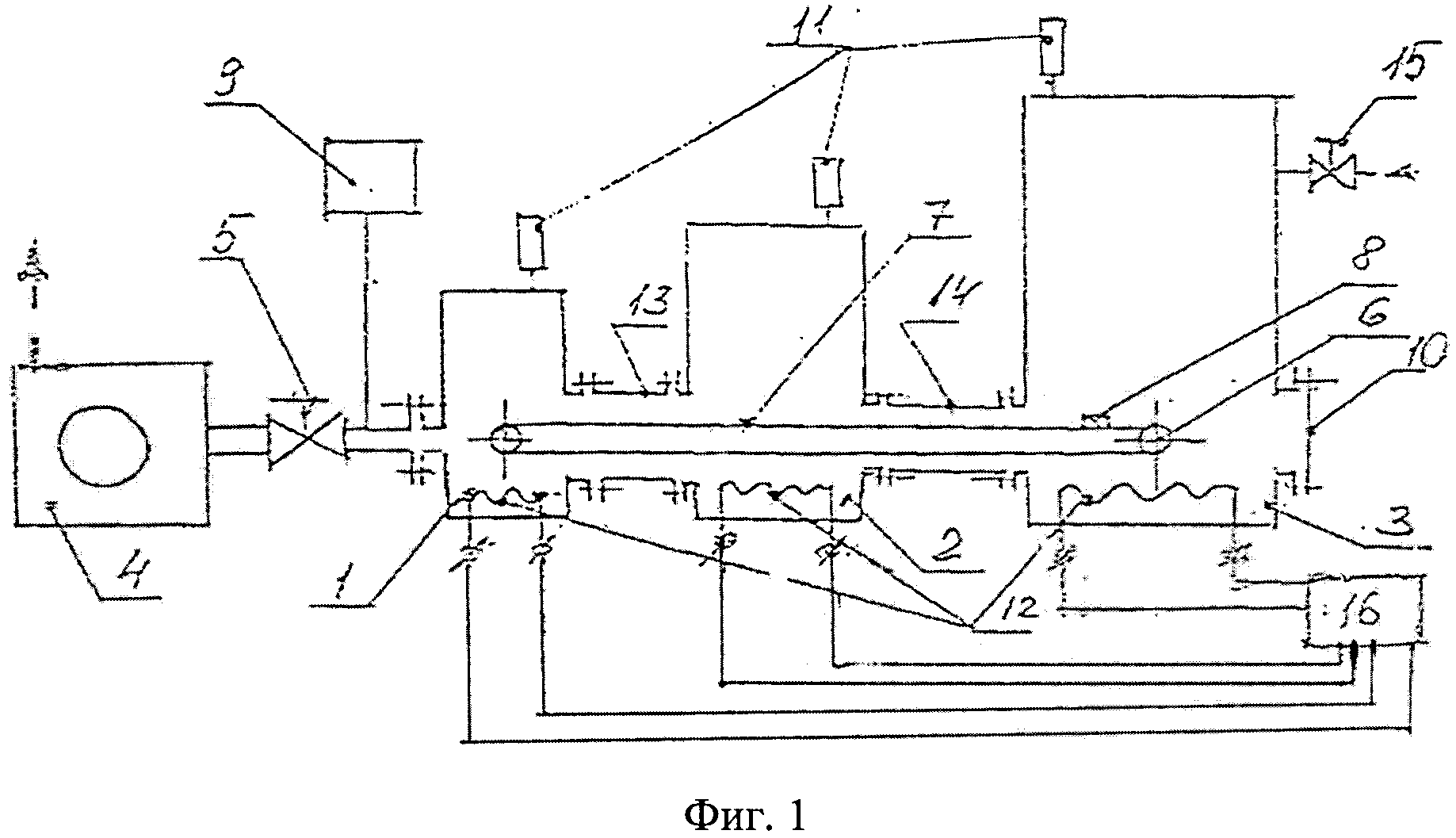
Сущность заявленного изобретения поясняется фиг. 1, на которой представлена схема вакуумной установки для контроля полых изделий на герметичность.
В представленной на фиг. 1 схеме приведены следующие позиции: вакуумные камеры 1, 2, 3; форвакуумный механический насос 4; вакуумный ручной вентиль 5; реверсивный механизм горизонтального перемещения ленты конвейера 6; конвейерная лента 7; контролируемое изделие 8; масс-спектрометрический течеискатель 9; загрузочное окно 10; датчики измерения вакуума 11; электронагреватели 12; соединительные элементы (вакуумные трубопроводы) 13, 14; вентиль напуска атмосферы 15; блок регулирования и поддержания температуры 16.
Заявленное изобретение осуществляется следующим образом. Предварительно исследуемое полое изделие заполняется контрольным газом гелием и герметизируется. Затем через открытое загрузочное окно 10 вакуумной камеры 3 изделие 8 устанавливается на горизонтальную конвейерную ленту 7. После герметизации загрузочного окна 10 производится вакуумирование вакуумных камер 1, 2, 3, форвакуумным механическим насосом 4 при открытом вакуумном ручном вентиле 5. За счет разности соотношений объемов вакуумных камер 1,2,3, площади поперечного сечения сквозных отверстий соединительных элементов 13, 14, выполненных, например, в виде вакуумированных трубопроводов равной длинны, и скорости откачки форвакуумного механического насоса 4, обеспечивается разная степень разрежения вакуума в вакуумных камерах. При этом давление в вакуумной камере 3 составляет Р3≈1 мм. рт.ст., давление в вакуумной камере 2 - Р2≈10-1 мм. рт.ст., давление в вакуумной камере 1 - P1≈10-2 мм. рт.ст. Контролируемые паянные или сварные швы изделия нагревают до температуры ≤100°С при помощи встроенных в каждую вакуумную камеру нихромных или графитовых электронагревателей, управляемых от блока регулирования и поддержания температуры 16. При повышении температуры внутри полости изделия 8 растет давление гелия и, следовательно, увеличивается перепад давления между полостью изделия заполненного гелием и объемом вакуумных камер 1, 2 или 3. Под вакуумированными трубопроводами понимается трубопровод с вакуумным разряжением внутри.
С помощью гелиевого масс-спектрометрического течеискателя 9, подключенного в линию откачки между форвакуумным механическим насосом 4 и вакуумной камерой 1, определяется отсутствие или величина течи гелия через сварные или паянные швы контролируемого изделия 8, расположенного в вакуумной камере 3 при разрежении вакуума в ней ≈ 1 мм. рт.ст. и заданной температуре, определяющей перепад давления внутри контролируемого изделия 8. Затем изделие 8 из камеры 3 перемещается в камеру 2 за счет горизонтального движения конвейерной ленты 7, осуществляемой реверсивным механизмом горизонтального перемещения ленты 6, который приводится в движение шаговым электродвигателем, расположенным в вакуумной камере 3 и оснащенным датчиком числа оборотов, определяющих необходимую величину горизонтального перемещения конвейерной ленты 7. Проводится контроль герметичности при степени разрежении вакуума Р2≈10-1 мм. рт.ст. и заданных температуре и перепаде давления внутри контролируемого изделия 8. Затем изделие 8 перемещается аналогичным образом в вакуумную камеру 1, в которой проводится контроль ее герметичности при степени разряжении вакуума ≈ 10-2 мм. рт.ст. при заданных температуре и перепаде давления внутри контролируемого изделия 8. После напуска атмосферы в вакуумную систему через ручной вентиль напуска 15 и перемещения изделия 8 обратно в вакуумную камеру 3 с помощью реверсивного механизма движения конвейерной ленты 7, производится выгрузка контролируемого изделия через загрузочное окно 10.
Существенными преимуществами перед другими устройствами контроля герметичности полых изделий в вакуумной камере является:
- возможность за одну загрузку провести контроль герметичности изделия при различных степенях разрежения вакуума и температурах, влияющих на давление внутри контролируемого изделия в вакуумных камерах;
- отсутствие необходимости в автоматической системе поддержания разных степеней разрежения в вакуумной камере с использованием электромеханических клапанов, датчиков и электронных компонентов их контролирующих;
- простота и надежность конструкции.
Испытанием на герметичность могут подвергаться паянные или сварные швы изделия, изготовленного из различных материалов и сплавов, с применением различных марок припоев и методов сварки.

Способ получения поковок из жаропрочных гранулированных сплавов
Способ защиты внутренних поверхностей реактора от насыщения компонентами рабочей среды при химико-термической обработке деталей
Система подачи топлива в камеру сгорания авиационного газотурбинного двигателя
Способ подготовки стенда к испытаниям авиационного двигателя для определения достаточности запасов газодинамической устойчивости
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Система автоматического управления авиационного газотурбинного двигателя
Способ испытания авиационного двигателя при проверке на отсутствие автоколебаний рабочих лопаток компрессора низкого давления
Система регулирования радиального зазора
Биротативный компрессор газотурбинного двигателя
Способ противоводородной термической обработки заготовок из сталей и сплавов
Способ термообработки протяжек с плоскими гранями
Вакуумная установка пиролиза
Вакуумная высокотемпературная нагревательная камера для обработки изделий
Пробоотборник постоянного давления поршневого типа

