Результат интеллектуальной деятельности: ОДНОСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВРЕЗНОГО ФРЕЗЕРОВАНИЯ И ФРЕЗА ДЛЯ ВРЕЗНОГО ФРЕЗЕРОВАНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Предмет настоящей заявки относится к металлорежущим фрезам, в частности, предназначенным для операций врезания, плунжерного фрезерования или фрезерования по винтовой интерполяции.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[002] Фрезы этой области известны и описаны, например, в US7189030. Фрезы для врезного фрезерования также известны и описаны, например, в US 8449230.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[003] Согласно предмету настоящей заявки предложена односторонняя индексируемая режущая пластина для врезного фрезерования, выполненная с возможностью выполнения операций врезания и установки в гнезде фрезы для врезного фрезерования.
Режущая пластина включает верхнюю и нижнюю поверхности и периферийную поверхность, которая продолжается между ними и пересекает верхнюю и нижнюю поверхности в соответствующих верхней и нижней кромках. Верхняя кромка включает две боковые режущие кромки, две противоположные наклонные режущие кромки, две диагонально противоположные более высокие угловые режущие кромки и две диагонально противоположные более низкие угловые режущие кромки.
Каждая угловая режущая кромка расположена между боковой и наклонной режущими кромками, а более низкие угловые режущие кромки расположены ближе к нижней поверхности, чем более высокие угловые режущие кромки. Нижняя кромка включает две диагонально противоположные нижние угловые кромки, каждая из которых соответствует соответствующей более низкой угловой режущей кромке и расположена смежно с ней.
Более низкие угловые режущие кромки и нижние угловые кромки выпукло изогнуты, а углубление углублено в периферийную поверхность между каждой более низкой угловой режущей кромкой и соответствующей нижней угловой кромкой, причем углубление выполнено для обеспечения отвода выпуклой поверхности резания, образуемой на обрабатываемой детали более низкой угловой режущей кромкой во время выполнения операций врезания.
[004] В соответствии с предметом настоящей заявки дополнительно предложена фреза для врезного фрезерования, имеющая ось Z вращения и содержащая корпус, имеющий гнездо, и режущую пластину для врезного фрезерования, закрепленную в гнезде.
[005] Любой из последующих признаков, как отдельно, так и в комбинации, может быть применен к любому из изложенных выше аспектов предмета заявки:
[006] На виде сверху на нижнюю поверхность углубление может иметь вогнуто изогнутую вогнутую часть.
[007] Углубление является вогнутым, по меньшей мере в поперечном разрезе, взятом по срединной плоскости P, которая расположена между верхней и нижней поверхностями и пересекает периферийную поверхность.
[008] Углубление расположено на расстоянии как от более низкой угловой режущей кромки, так и от соответствующей нижней угловой кромки.
[009] Режущая пластина может включать сквозное зажимное отверстие режущей пластины, которое открывается к верхней и нижней поверхностям.
[0010] Верхняя и нижняя поверхности образуют направление вверх, причем каждая нижняя угловая кромка может быть расположена под соответствующей ей более низкой угловой режущей кромкой.
[0011] Проекция более низкой угловой режущей кромки (54) в направлении, параллельном оси (B) отверстия, может перекрывать по меньшей мере часть нижней угловой кромки (64)
[0012] Более низкие угловые режущие кромки и наклонные режущие кромки предназначены только для операций врезания.
[0013] Режущая пластина может включать точно четыре угловые режущие кромки.
[0014] Режущая пластина может включать две режущие подкромки, каждая из которых соединена с наклонной режущей кромкой и более высокой угловой режущей кромкой.
[0015] Нижние угловые кромки не предназначены для выполнения механической обработки.
[0016] На виде сверху на верхнюю поверхность нижняя кромка не может быть видна.
[0017] На виде сверху на нижнюю поверхность могут быть видны как верхняя, так и нижняя кромки.
[0018] Периферийная поверхность расходится в направлении от нижней поверхности к верхней поверхности.
[0019] Нижняя кромка выполнена без режущих кромок.
[0020] Периферийная поверхность включает две противоположные первые боковые опорные поверхности и две противоположные вторые боковые опорные поверхности, выполненные с возможностью упора в гнезде корпуса фрезы.
[0021] Периферийная поверхность и нижняя поверхность образуют неострый угол α нижней кромки, смежный с нижней кромкой и образованный вдоль всей нижней кромки.
[0022] Нижняя поверхность меньше чем верхняя поверхность.
[0023] Режущая пластина для врезного фрезерования закреплена в гнезде через винт, и гнездо включает базовую поверхность гнезда и первую и вторую опорные стенки, которые продолжаются от нее. Первая опорная стенка включает первую опорную поверхность, а вторая опорная стенка включает две копланарные вторые опорные поверхности. Первая боковая опорная поверхность упирается в первую опорную поверхность, вторая боковая опорная поверхность упирается во вторые опорные поверхности, а нижняя поверхность упирается в базовую поверхность гнезда.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024] Для лучшего понимания предмета настоящей заявки и для понимания того, как он может быть выполнен на практике, обратимся к прилагаемым чертежам, на которых:
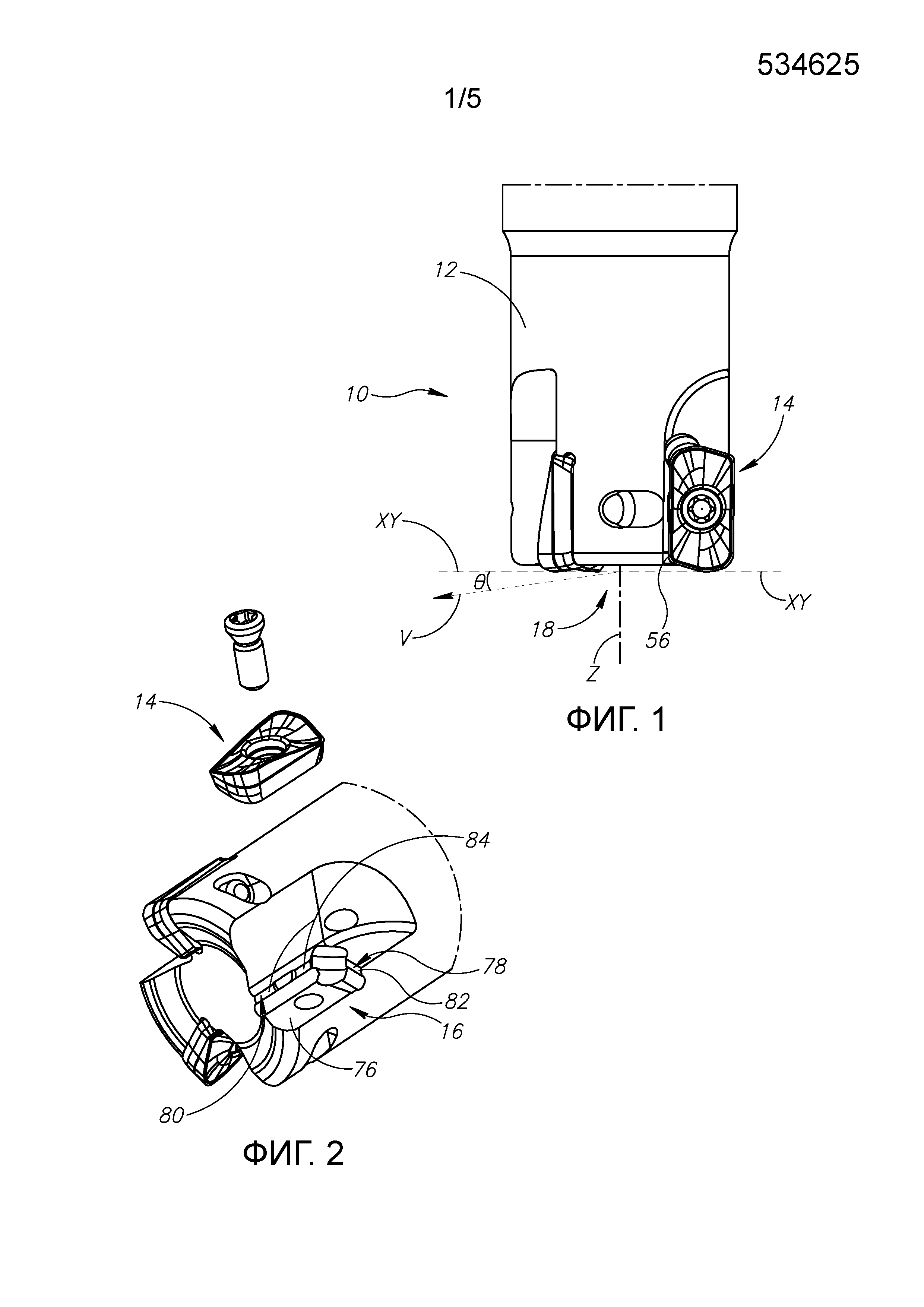
Фиг.1 представляет собой вид сбоку фрезы в сборе;
Фиг.2 представляет собой вид в изометрии в частично разобранном состоянии фрезы с Фиг.1;
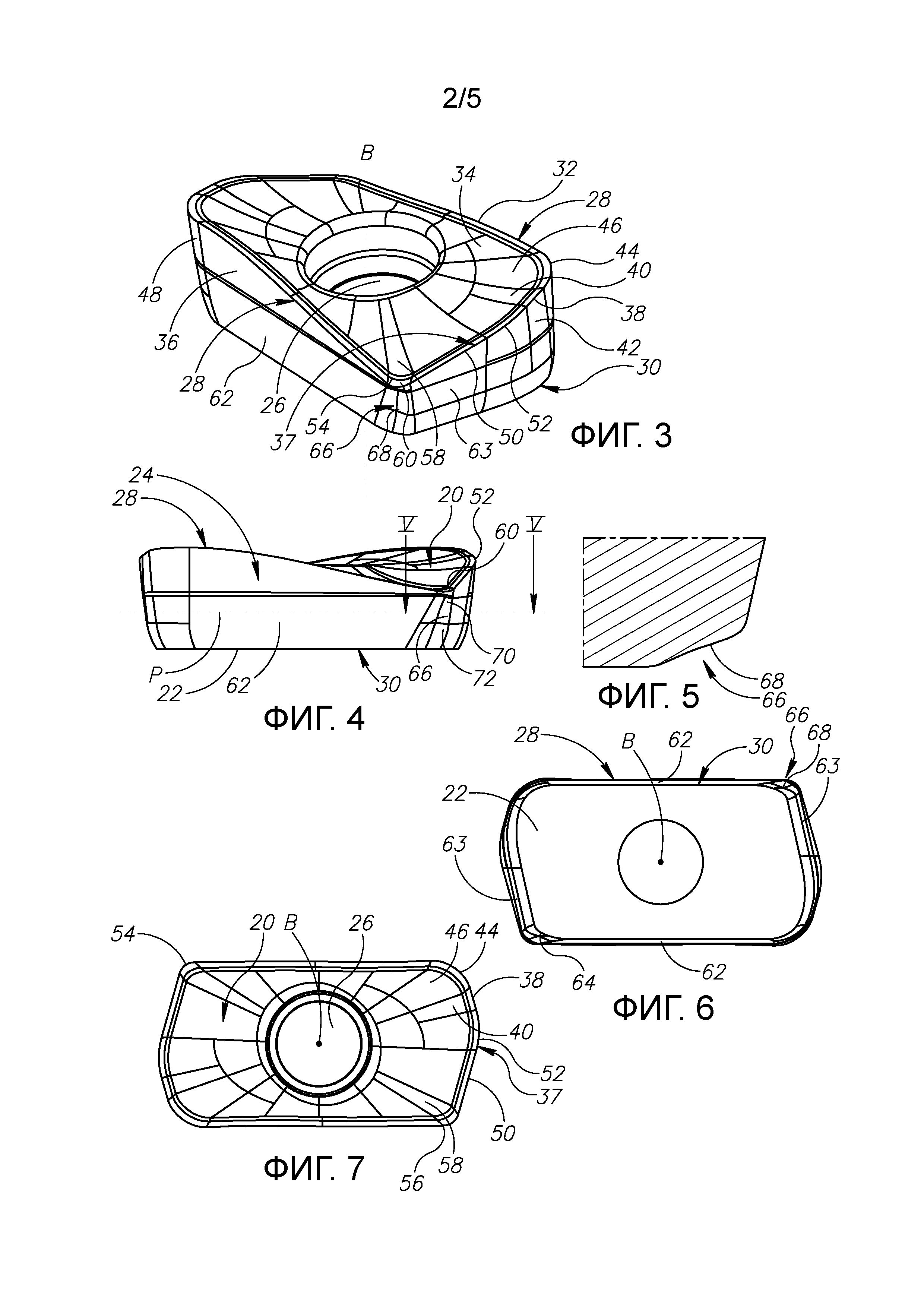
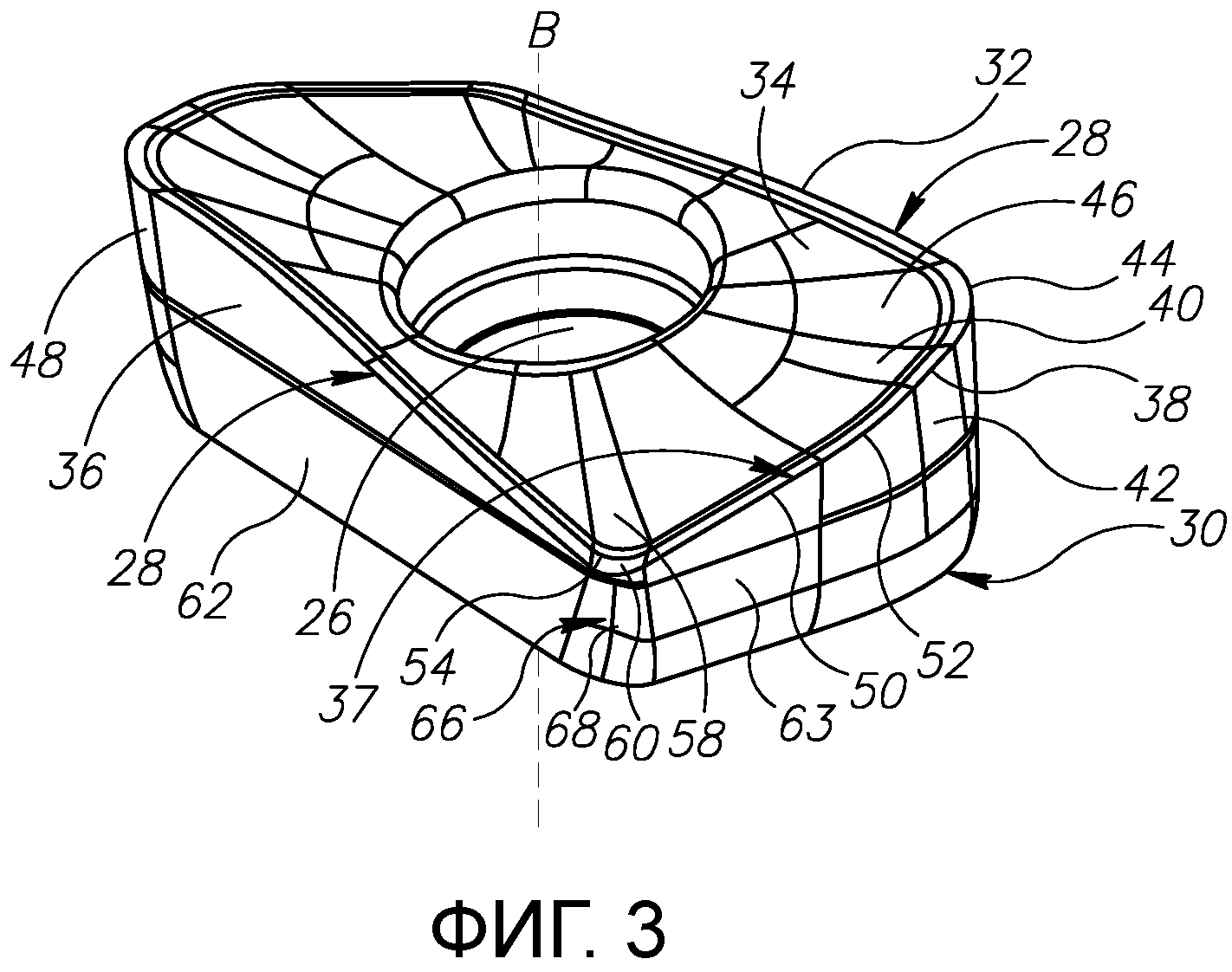
Фиг.3 представляет собой вид в изометрии режущей пластины для врезного фрезерования;
Фиг.4 представляет собой вид сбоку режущей пластины для врезного фрезерования с Фиг.3;
Фиг.5 представляет собой вид в разрезе, взятом по линии V-V на Фиг.4, на котором показана вогнутая часть углубления;
Фиг.6 представляет собой вид снизу в плане нижней поверхности режущей пластины для врезного фрезерования с Фиг.3;
Фиг.7 представляет собой вид сверху в плане верхней поверхности режущей пластины для врезного фрезерования с Фиг.3;
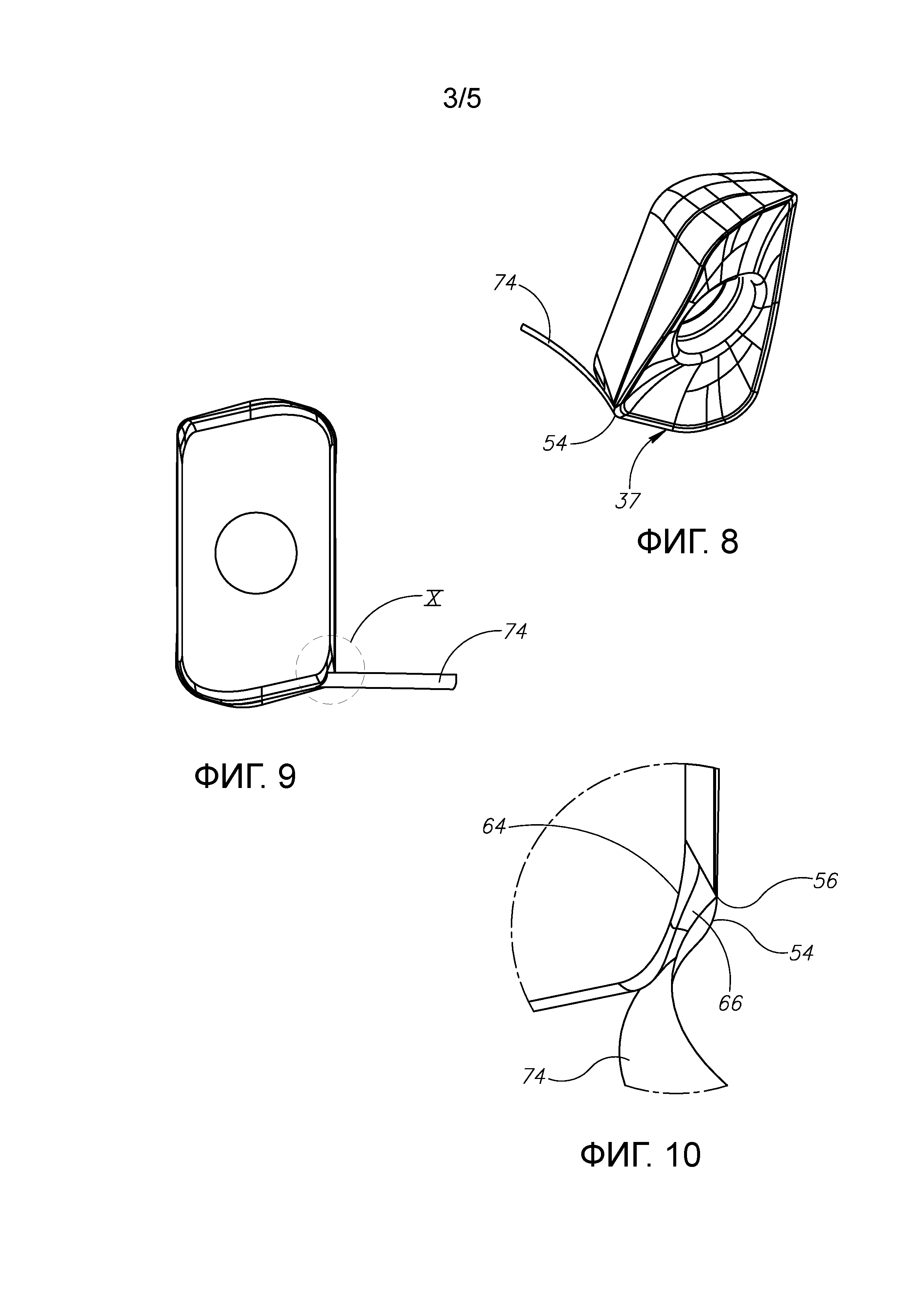
Фиг.8 представляет собой вид в изометрии режущей пластины для врезного фрезерования, на котором показан след срезанной поверхности обрабатываемой детали во время операций врезания;
Фиг.9 представляет собой вид снизу в плане режущей пластины для врезного фрезерования и следа с Фиг.8;
Фиг.10 представляет собой подробный вид режущей пластины для врезного фрезерования и следа с Фиг.9;
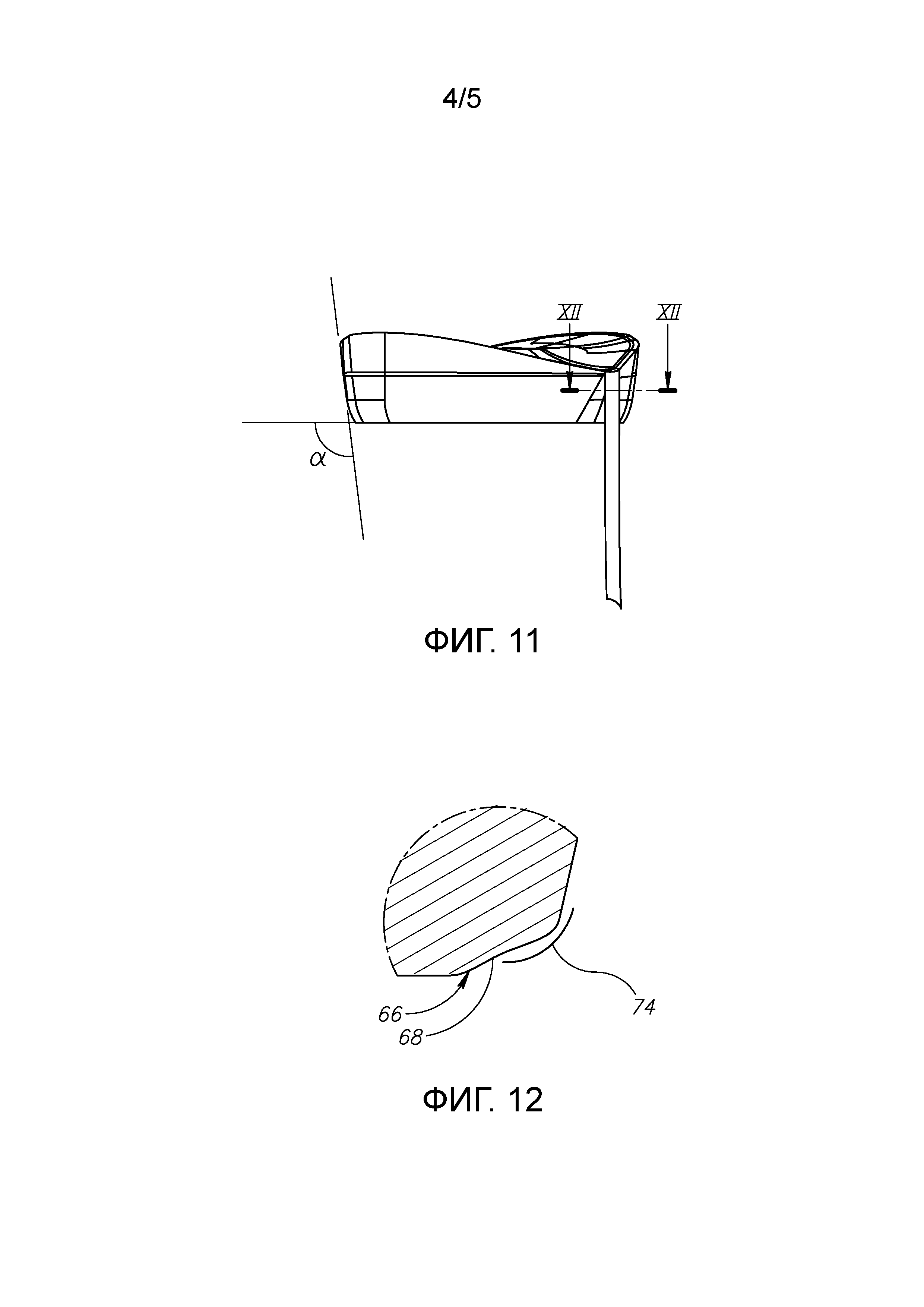
Фиг.11 представляет собой вид сбоку режущей пластины для врезного фрезерования и следа с Фиг.8;
Фиг.12 представляет собой вид режущей пластины для врезного фрезерования и следа в поперечном разрезе, взятом по линии XII-XII на Фиг.11; и
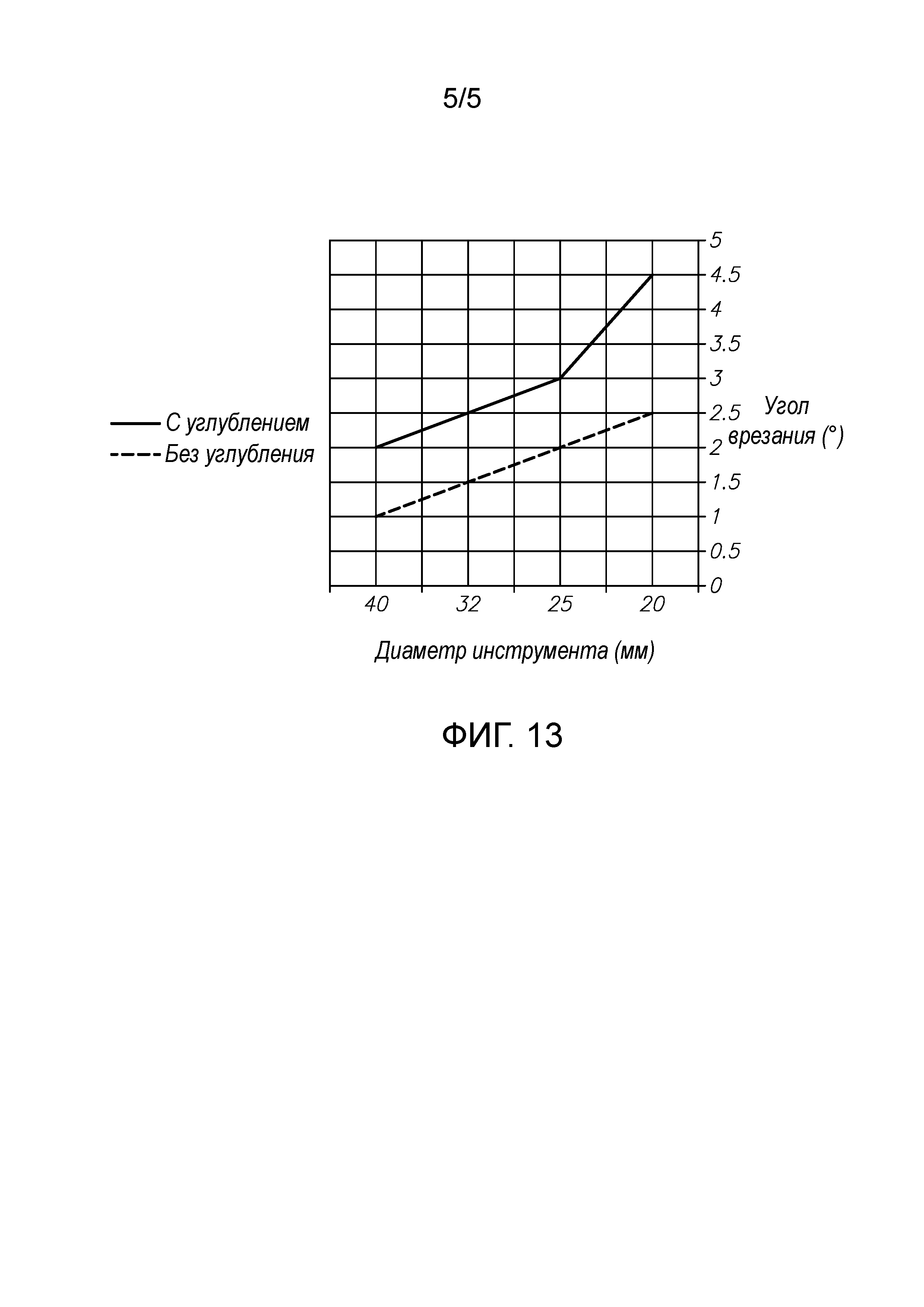
На Фиг.13 показан график сравнения углов врезания в режущих пластинах с углублением и без него.
[0025] В соответствующих местах одинаковые или аналогичные элементы обозначены одинаковыми ссылочными позициями.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0026] В последующем описании описаны различные аспекты предмета настоящей заявки. В целях объяснения, конкретные конфигурации и детали изложены достаточно подробно для обеспечения ясного понимания. Тем не менее, специалисту в данной области техники следует понимать, что предмет настоящей заявки может быть осуществлен без конкретных конфигураций и деталей, представленных в этом документе.
[0027] Обратимся к Фиг.1 и 2. Фреза 10, предназначенная для операций врезания, имеющая ось Z вращения, включает корпус 12 и может включать три индексируемые режущие пластины 14 для врезного фрезерования, закрепленные в гнездах 16 у переднего конца 18 корпуса фрезы. Режущие пластины 14 выступают из переднего конца 18 корпуса фрезы в направлении оси Z вращения. Раскрывая более подробно врезание, предмет настоящей заявки относится к механической обработке металла, в частности, при которой режущий инструмент вращается вокруг оси Z вращения, а также подается в направлении оси Z вращения (наружу от переднего конца 18 корпуса фрезы) и подается в торцевой плоскости XY, которая перпендикулярна оси Z вращения. Врезание также известно как врезное фрезерование или врезание по двум осям.
[0028] Обратимся к Фиг.3-7. Режущая пластина 14 обычно выполнена из очень твердого и износостойкого материала, такого как цементированный карбид, либо посредством формования в пресс-форме, либо посредством инжекционного формования и спекания порошков карбида в цементирующей присадке. Цементированный карбид может представлять собой, например, карбид вольфрама. Режущая пластина 14 может быть выполнена с покрытием или без него. В настоящем примере, режущая пластина 14 выполнена посредством формования в пресс-форме.
[0029] Согласно предмету настоящей заявки, каждая режущая пластина 14 является односторонней и имеет верхнюю поверхность 20, нижнюю поверхность 22 и периферийную поверхность 24, которая продолжается между ними. Нижняя поверхность 22 может быть плоской. Нижняя поверхность 22 меньше, чем верхняя поверхность 20.
[0030] Режущая пластина 14 имеет срединную плоскость P, которая может быть расположена посередине между верхней и нижней поверхностями 20, 22 и пересекает всю периферийную поверхность 24. Срединная плоскость P может быть параллельна нижней поверхности 22. Режущая пластина 14 может иметь зажимное отверстие 26, которое продолжается через верхнюю и нижнюю поверхности 20, 22 и срединную плоскость. Зажимное отверстие 26 имеет центральную ось B, которая может быть перпендикулярна срединной плоскости P. Режущая пластина 14 может иметь вращательную симметрию на угол 180° вокруг центральной оси B. Периферийная поверхность 24 пересекает верхнюю и нижнюю поверхности 20, 22 в соответствующих верхней и нижней кромках (28, 30). Как видно на Фиг.7, на виде сверху на верхнюю поверхность 20, нижняя кромка 30 не видна. На виде сверху на нижнюю поверхность 22 видны как верхняя, так и нижняя кромки (28, 30).
[0031] Нижняя кромка 30 выполнена без режущих кромок. Другими словами, нижняя кромка 30 не может выполнять механическую обработку. Кроме того, в любом месте вдоль нижней кромки 30, периферийная поверхность 24 и нижняя поверхность 22 (смежная с нижней кромкой 30) образуют неострый угол α нижней кромки (Фиг.11).
[0032] Верхняя кромка 28 может включать две боковые режущие кромки 32. Боковые режущие кромки 32 могут быть длиннее, чем остальные режущие кромки, и могут проходить вдоль продольного направления режущей пластины 14. Верхняя поверхность 20 включает две боковые передние поверхности 34, а периферийная поверхность 24 включает две боковые задние поверхности 36. Каждая боковая режущая кромка 32 связана с боковой передней поверхностью 34, которая встречается с соответствующей боковой задней поверхностью 36 у боковой режущей кромки 32.
[0033] Согласно настоящему примеру, верхняя кромка 28 включает две вспомогательные режущие кромки 37. Каждая вспомогательная режущая кромка 37 может включать режущую подкромку 38 и наклонную режущую кромку 50, соединенную с ней через переходную угловую режущую кромку 52. В настоящем примере, режущая подкромка 38 выполнена для операций фрезерования с подачей. Режущие подкромки 38 могут быть короче, чем боковые режущие кромки 32. Верхняя поверхность 20 может включать две концевые передние поверхности 40, а периферийная поверхность 24 может включать две концевые задние поверхности 42. Каждая режущая подкромка 38 связана с концевой передней поверхностью 40, которая встречается с соответствующей концевой задней поверхностью 42 у режущей подкромки 38.
[0034] Верхняя кромка 28 дополнительно включает две, диагонально противоположные, более высокие угловые режущие кромки 44. Согласно настоящему примеру, каждая более высокая угловая режущая кромка 44 расположена между боковой и вспомогательной режущими кромками 32, 37 и соединяет их. Более высокие угловые режущие кромки 44 выпукло изогнуты. Более высокие угловые режущие кромки 44 расположены дальше от срединной плоскости P, чем какая либо другая часть режущей пластины 14, расположенная на той же стороне срединной плоскости P. По меньшей мере вершина каждой более высокой угловой режущей кромки 44 продолжается наружу от периферийной поверхности 24 и верхней поверхности 20 дальше, чем любая другая часть режущей пластины 14.
[0035] Верхняя поверхность 20 включает две более высокие угловые передние поверхности 46, а периферийная поверхность 24 включает две более высокие угловые задние поверхности 48. Каждая более высокая угловая режущая кромка 44 связана с более высокой угловой передней поверхностью 46, которая встречается с соответствующей более высокой угловой задней поверхностью 48 у более высокой угловой режущей кромки 44. При выполнении фрезерных операций, более высокая угловая режущая кромка 44 режет в обрабатываемой детали угол, или плечевую вершину, в обрабатываемой детали.
[0036] Наклонные режущие кромки 50 выполнены для операций врезания. Каждая наклонная режущая кромка 50 соединена, с одной стороны, с соответствующей более низкой угловой режущей кромкой 54, как будет более подробно описано далее. Согласно настоящему примеру, каждая наклонная режущая кромка 50 соединена, с одной стороны, с режущими подкромками 38 через переходную угловую режущую кромку 52. По меньшей мере часть переходной угловой режущей кромки 52 может быть выполнена для финишных, или чистовых, операций. Каждая наклонная режущая кромка 50 может быть длиннее, чем режущая подкромка 38, и может быть короче, чем боковая режущая кромка 32.
[0037] Верхняя кромка 28 дополнительно включает две диагонально противоположные более низкие угловые режущие кромки 54. Каждая более низкая угловая режущая кромка 54 соединена с одной стороны с боковыми режущими кромками 32, и может быть соединена с другой своей стороны с наклонными режущими кромками 50. Более низкие угловые режущие кромки 54 расположены ближе к срединной плоскости P, чем более высокие угловые режущие кромки 44. Более низкие угловые режущие кромки 54 выполнены для операций врезания.
[0038] При выполнении операций врезания, верхняя часть более низкой угловой режущей кромки 54, находящаяся ближе всего к боковой режущей кромке 32, включает самую наружную, или максимальную точку 56 резания, которая все еще «обрабатывает», или режет, уклон обрабатываемой детали. Как описано более подробно далее, максимальная точка 56 резания представляет собой наиболее высокую (и наиболее удаленную от наклонной режущей кромки 50), или последнюю, точку на более низкой угловой режущей кромке 54, которая все еще режет обрабатываемую деталь во время выполнения операций врезания. Расположение максимальной точки 56 резания в значительной степени определяется, или зависит, от величины отвода за более низкой угловой режущей кромкой 54, и, в свою очередь, обеспечивает (и определяет) более высокие углы врезания, и, следовательно, более быстрые и более эффективные операции врезания. Другими словами, чем больше отвод, тем дальше максимальная точка 56 резания расположена от наклонной режущей кромки 50, вдоль более низкой угловой режущей кромки 54.
[0039] Следует отметить, что точное положение максимальной точки 56 резания на более низкой угловой режущей кромке 54 также зависит от других переменных механической обработки, и может изменяться во время и в результате механической обработки. Следовательно, обозначение положения максимальной точки 56 резания (как видно на Фиг.1, 7 и 10) следует понимать не как единственное возможное положение этой точки, а как общее обозначение, соответствующее изложенному выше определению положения.
[0040] Каждая более низкая угловая режущая кромка 54 соединена с наклонной режущей кромкой 50. Каждая более низкая угловая режущая кромка 54 вогнуто изогнута. Верхняя поверхность 20 включает две более низкие угловые передние поверхности 58, а периферийная поверхность 24 включает две более низкие угловые задние поверхности 60. Каждая более низкая угловая режущая кромка 54 связана с более низкой угловой передней поверхностью 58, которая встречается с соответствующей более низкой угловой задней поверхностью 60 у более низкой угловой режущей кромки 54.
[0041] Периферийная поверхность 24 может включать две пары противоположных первых и вторых боковых опорных поверхностей 62, 63, выполненных с возможностью соприкосновения в упор с ответными поверхностями в гнезде 16. На виде снизу на режущую пластину 14 (Фиг.6) каждая боковая опорная поверхность 62, 63 расположена между смежными более высокой и более низкой угловыми режущими кромками 48, 60.
[0042] Нижняя кромка 30 включает две нижние угловые кромки 64. Каждая нижняя угловая кромка 64 связана с более низкой угловой режущей кромкой 54 верхней кромки 28. Другими словами, каждая нижняя угловая кромка 64 расположена под соответствующей более низкой угловой режущей кромкой 54. Другими словами, проекция более низкой угловой режущей кромки 54 в направлении, параллельном оси B отверстия, перекрывает по меньшей мере часть нижней угловой кромки 64. Каждая нижняя угловая кромка 64, преимущественно, выпукло изогнута. Это упрочняет угловую кромку и режущую пластину 14, и обеспечивает улучшенную опору для компенсации усилий механической обработки. Нижние угловые края 64 не предназначены для механической обработки металла.
[0043] Обратимся к Фиг.3-5. Режущая пластина 14 включает два углубления 66, или кратера, углубленных в периферийную поверхность 24. Подобная кратеру форма обеспечивает лучший отвод во время выполнения операций врезания. В настоящем описании, термин «углубление 66» обозначает поверхность, которая углублена вовнутрь, или расположена ниже, или вдавлена ниже, по отношению к окружающим ее поверхностям. Таким образом, каждое углубление 66 образовано вовнутрь от воображаемой поверхности, соединяющей соответственную более низкую угловую режущую кромку 54 с соответствующей ей нижней угловой кромкой 64. Каждое углубление 66 включает по меньшей мере вогнуто изогнутую вогнутую часть 68. Вогнутая часть 68 расположена между верхним и нижним концами 70, 72 углубления 66 (Фиг.4). Как видно на Фиг.5, углубление 66 является вогнутым на виде в поперечном разрезе, взятом по срединной плоскости P. Углубление 66 расположено между каждой более низкой угловой режущей кромкой 54 и соответствующей ей нижней угловой кромкой 64. Другими словами, каждое углубление 66 расположено между соответствующей более низкой угловой режущей кромкой 54 и нижней угловой кромкой 64. Также, каждое углубление 66 разнесено от более низкой угловой режущей кромки 54, а также от соответствующей ей нижней угловой кромки 64. Факт того, что углубление 66 не достигает нижней кромки 30, позволяет образовывать, или разрабатывать (без освобождения пространства для отвода) более крупную нижнюю поверхность 22, что способствует прочности режущей пластины 14. Каждая более низкая угловая задняя поверхность 60 продолжается между углублением 66 и соответствующей более низкой угловой режущей кромкой 54. Углубление 66 обеспечивает увеличенный зазор, или отвод, «за» наклонной угловой режущей кромкой и более низкой угловой задней поверхностью 60, что обеспечивает выполнение операций врезания под бόльшими углами врезания, по сравнению, например, с подобной режущей пластиной предшествующего уровня техники, которая не включает такое углубление 66.
[0044] Обратимся к Фиг.8-12, на которых показан «след» 74 обрабатываемой резанием поверхности обрабатываемой детали, после резания более низкой угловой режущей кромкой 54. След 74 показывает только частичное представление поверхности обрабатываемой детали (и ее кривизну), срезанной посредством режущей пластины 14. В частности, он показывает представление поверхности, срезанной только посредством более низкой угловой режущей кромки 54. Из-за выпуклой формы более низкой угловой режущей кромки 54, в поперечном разрезе (Фиг.12) по плоскости P, след 74 вогнуто изогнут к режущей пластине 14. Это происходит из-за того, что наклонная и угловая режущие кромки вращаются вокруг оси Z вращения. Углубление 66 обеспечивает пространство для свободного прохождения следа 74 в нем, или в него, и, следовательно, режущая пластина 14 выходит должным образом. Другими словами, в отсутствие углубления 66, отсутствует достаточный отвод, что приводит к нежелательному соприкосновению со следом 74 (из-за его наружной кривизны, которая «входит» в вогнутую часть 68 углубления 66).
[0045] На Фиг.12 дополнительно показано, что в поперечном разрезе, взятом по срединной плоскости P, одна кромка контура поперечного сечения следа 74 расположена вблизи от самой внутренней точки на вогнутом углублении 66. Угол θ врезания обычно измеряется между торцевой плоскостью XY и радиальным вектором V подачи фрезы в обрабатываемую деталь (Фиг.1). Выпуклая нижняя кромка 30, совместно с выпуклой более низкой угловой режущей кромкой 54, обеспечивает более прочную конструкцию, которая обладает сопротивлением к поломкам, таким образом, значительно улучшая эффективность обработки врезанием. Кроме того, вогнутая часть 68, как видно на Фиг.10, обеспечивает достаточный отвод для осуществления обработки врезанием под более высокими углами, в это же время сохраняя прочность режущей пластины 14 (Фиг.12).
[0046] На Фиг.13 показано сравнение эффективности в условиях подобных операций врезания, между вариантом осуществления режущей пластины 14, описанным в настоящей заявке, и режущей пластиной предшествующего уровня техники (имеющей почти идентичную геометрию), которая не включает углубление 66 за более низкой угловой режущей кромкой 54.
[0047] В частности, на Фиг.13 показаны углы врезания, достигаемые с помощью каждой режущей пластины, с различными диаметрами инструмента. Как видно на этом чертеже, углубление 66 значительно увеличивает углы обработки врезанием, что преобразуется в улучшенную эффективность фрезы 10. Кроме того, согласно неограничивающим величинам с упомянутого графика, режущая пластина 14, и, следовательно, фреза 10, могут выполнять обработку врезанием под углами врезания, лежащими в диапазоне 150%-200% по сравнению с углами врезания режущих пластин без углубления 66. Согласно соответствующим диаметрам инструмента, углы врезания фрезы 10 могут изменяться от 2° до 4,5°.
[0048] Согласно настоящему примеру, каждое гнездо 16 включает базовую поверхность 76 гнезда, и первую и вторую опорные стенки 78, 80, которые продолжаются от базовой поверхности 76 гнезда. Вторая опорная стенка 80 может проходить вдоль оси Z вращения. Первая опорная стенка 78 может проходить в направлении, перпендикулярном оси Z вращения. Базовая поверхность включает зажимное отверстие гнезда. В настоящем примере, первая опорная стенка 78 включает одну первую опорную поверхность 82, а вторая опорная стенка 80 может включать две копланарные опорные поверхности 84.
[0049] Во втором положении, режущая пластина 14 может быть зажата в гнезде 16, например, посредством винта. Винт вставлен в зажимное отверстие 26 режущей пластины и завинчен в зажимное отверстие гнезда. Отверстия режущей пластины и гнезда могут быть эксцентричными. Первая боковая опорная поверхность 62 соприкасается с первой опорной поверхностью 82. Вторая боковая опорная поверхность 62 соприкасается с двумя вторыми опорными поверхностями 84. Нижняя поверхность 22 соприкасается с базовой поверхностью 76 гнезда.
[0050] Несмотря на то, что настоящее изобретение описано со ссылкой на один или более конкретных вариантов осуществления, описание в целом является иллюстративным и не должно трактоваться как ограничивающее изобретение показанными вариантами осуществления. Специалистам в данной области техники будут очевидны различные изменения, не показанные конкретно здесь, но, тем не менее, находящиеся в объеме изобретения.
Режущий инструмент и режущая пластина для него
Режущий инструмент и режущая пластина для него
Фреза и режущая пластина для нее
Режущий инструмент и режущая пластина для него
Режущий инструмент, имеющий механизм регулирования в двух направлениях
Сборный режущий инструмент
Способ прорезания канавок в сверхпрочных сплавах и режущая пластина для его осуществления
Державка для зажатия державки для режущих пластин
Режущий инструмент и режущая пластина для него
Зажимное устройство режущего инструмента

