Результат интеллектуальной деятельности: РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО
Вид РИД
Изобретение
Режущий инструмент для обработки изделий из труднообрабатываемых материалов и режущая пластина для него
Область техники.
Настоящее изобретение относится к металлорежущему инструменту, в частности к фрезам, используемым для обработки изделий из трудно обрабатываемых материалов, в том числе из титана и его сплавов.
Уровень техники.
При обработке изделий из титана и его сплавов процесс резания сопровождается высокой температурой и эффектом упрочнения стружки, а также значительными знакопеременными нагрузками, действующими на рабочую часть режущего инструмента.
Кроме того процесс обработки материалов резанием сопровождается не симметричным нагружением режущего клина рабочей части режущего инструмента. Это обусловлено тем, что со стороны передней поверхности режущего клина происходит упругопластическое деформирование обрабатываемого материала с потерей его прочности и разрушением, а со стороны задней поверхности - упругая и частично пластическая деформация обрабатываемого материала с увеличением его прочности.
В результате этого передняя и задняя поверхности испытывают значительные не симметрично расположенные относительно режущего клина термомеханические знакопеременные нагрузки. Это приводит к возникновению значительных тангенциальных напряжений как в самом режущем клине, в частности в области режущей кромки, так и на границе раздела твердосплавной основы и износостойкого покрытия, нанесенного на передние и задние поверхности, что существенно снижает работоспособность и стойкость режущего инструмента.
Для повышения работоспособности и стойкости режущего инструмента используют твердую термостойкую основу его рабочей части, химически устойчивое, термостойкое и твердое покрытие, различную конфигурацию передней и задней поверхностей рабочей части режущего инструмента, а также различную конфигурацию режущей кромки.
Известны технические решения, например, ЕР 2679704 А1, где для повышения стойкости рабочей части режущего инструмента в качестве его твердосплавной основы используют твердые сплавы, содержащие 11…12,5% кобальта, 0,2…1,2% хрома и 86,3…88,4% карбида вольфрама. На эту основу наносят нитриды ниобия с различными добавками Ti, Zr, Cr.
Использование данного технического решения не учитывает, и не устраняет последствия асимметрии нагружения режущего клина инструмента, существенно влияющей на возникновение напряжений на границе раздела твердосплавной основы и износостойкого покрытия и, тем самым, не позволяет достичь высокой стойкости режущего инструмента. Для повышения стойкости режущего инструмента также используют многослойные покрытия, предназначенные специально для обработки титановых сплавов (см., например, патент RU 2415198 С1), состоящее из последовательно нанесенных на поверхность инструмента адгезионного слоя, переходного слоя, при этом переходный слой содержит, по крайней мере, один нитрид металла, входящего в состав адгезионного слоя, и нано структурированного износостойкого слоя, состоящего из повторяющегося комплекса нано слоев нитридов ниобия, хрома и циркония. Это износостойкое покрытие позволяет снизить напряжения в переходном слое, но имеет тот же недостаток, что и предыдущее техническое решение.
Известны технические решения, позволяющие повысить стойкость режущего инструмента за счет специальной конфигурации режущей кромки и прилегающих к ней передней и задней поверхностей режущего клина рабочей части инструмента. Эти решения в определенной степени позволяют снизить внешнюю асимметрию нагружения режущего клина, но не позволяют в полной мере использовать потенциал твердосплавной основы и износостойкого покрытиям в условиях асимметрии Нагружения режущего клина.
Также известно, что величина шероховатостей поверхностей основы под износостойким покрытием существенно влияет на стойкость покрытия (см., например, Красный В.А. и Максаров В.В. Оценка влияния шероховатости поверхности на повышение прочности сцепления износостойкого покрытия. - Металлообработка, 2014, №5(83). стр. 47-51). В данной работе шероховатость поверхности оценивали по параметру Rz, учитывающему высоту наибольших выступов и впадин профиля поверхности, которые являются определяющими при формировании очагов отслоений между основой и износостойким покрытием. В соответствии с ГОСТ 2789 -73 (СТ СЭВ 638-77) параметр Rz отражает высоту неровностей профиля по десяти точкам и определяется как сумма абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины, т.е. длины базовой линии, используемой для выделения неровностей, характеризующих шероховатость поверхности. При этом отмечено, что прочность сцепления износостойкого покрытия с основой увеличивается с увеличением шероховатости поверхности до определенного предела. Результаты данной работы не могут быть непосредственно использованы в конструкциях режущего инструмента, но они свидетельствуют о том, что, изменяя шероховатость основы под износостойким покрытием, можно оказывать существенное влияние на стойкость износостойкого покрытия с учетом особенностей нагружения рабочей части режущего инструмента.
Задачей настоящего изобретения является создание рабочей части режущего инструмента с износостойким покрытием повышенной стойкости за счет снижения напряжений на границе раздела его твердосплавной основы и износостойкого покрытия с учетом асимметрии нагружения его режущего клина.
Задачей настоящего изобретения также является создание конструкции режущего инструмента с рабочей частью, имеющей повышенную стойкость.
Сущность изобретения.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
При этом режущая пластина для режущего инструмента содержит твердосплавную основу. Ее режущий клин имеет переднюю и заднюю поверхности, на которые нанесено износостойкое покрытие, содержащее, по меньшей мере, последовательно нанесенные адгезионный нано слой, переходный слой и нано структурированный износостойкий слой, и на пересечении которых образована, по меньшей мере, одна режущая кромка.
В соответствии с изобретением на расстоянии, по меньшей мере, до 0,5 мм от режущей кромки в каждом поперечном сечении режущего клина, перпендикулярном режущей кромке, набольшая высота профиля шероховатости Rz1 больше, чем задней поверхности Rz2, при этом их отношение Rz1/Rz2 выбрано из диапазона 1,15…2,5, причем толщина адгезионного нано слоя меньше набольшей высоты профиля шероховатости твердосплавной основы под износостойким покрытием передней поверхности Rz3 и задней поверхности Rz4, причем адгезионный нано слой состоит из нано слоя αCr+βNb+kZr+μHf где α,β,k и μ - массовые доли соответствующих металлов, выбранные из диапазона от 0 до 1 при α+β+k+μ=1, переходный слой состоит из слоя gCrN+jNbN+nZrN+rHfN, где g, j, n и r - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при g+j+n+r=1, а нано структурированный износостойкий слой, по меньшей мере, содержит чередующиеся нано слои iCrN+mNbN+sZrN+hHfN, где m, s, h и i - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при m+s+h+i=1.
В соответствии с настоящим изобретением предложен режущий инструмент для обработки изделий из труднообрабатываемых материалов. Он содержит корпус с круговой наружной поверхностью, расположенной вокруг оси вращения, и рабочей частью, на которой установлены в гнездах режущие пластины. Режущие пластины имеют твердосплавную основу, режущий клин которой имеет переднюю и заднюю поверхности, на которые нанесено износостойкое покрытие, содержащее, по меньшей мере, последовательно нанесенные адгезионный нано слой, переходный Слой и нано структурированный износостойкий слой, и на пересечении которых образована, по меньшей мере, одна режущая кромка.
В соответствии с изобретением у режущих пластин на расстоянии, по меньшей мере, до 0,5 мм от режущей кромки в каждом поперечном сечении режущего клина, перпендикулярном режущей кромке, набольшая высота профиля шероховатости Rz1 больше, чем задней поверхности Rz2, при этом их отношение Rz1/Rz2 выбрано из диапазона 1,15…2,5, причем толщина адгезионного нано слоя меньше набольшей высоты профиля шероховатости твердосплавной основы под износостойким покрытием передней поверхности Rz3 и задней поверхности Rz4, причем адгезионный нано слой состоит из нано слоя αCr+βNb+kZr+μHf, где α, β, k и μ - массовые доли соответствующих металлов, выбранные из диапазона от 0 до 1 при α+β+k+μ=1, переходный слой состоит из слоя gCrN+jNbN+nZrN+rHfN, где g, j, n и r - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при g+j+n+r=1, а нано структурированный износостойкий слой, по меньшей мере, содержит чередующиеся нано слои iCrN+mNbN+sZrN+hHfN, где m, s, h и i - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при m+s+h+i=1.
Для лучшего понимания, но только в качестве примера, изобретение далее будет описано с отсылками к приложенным чертежам, где изображена конструкция рабочей части режущего инструмента и режущий инструмент.
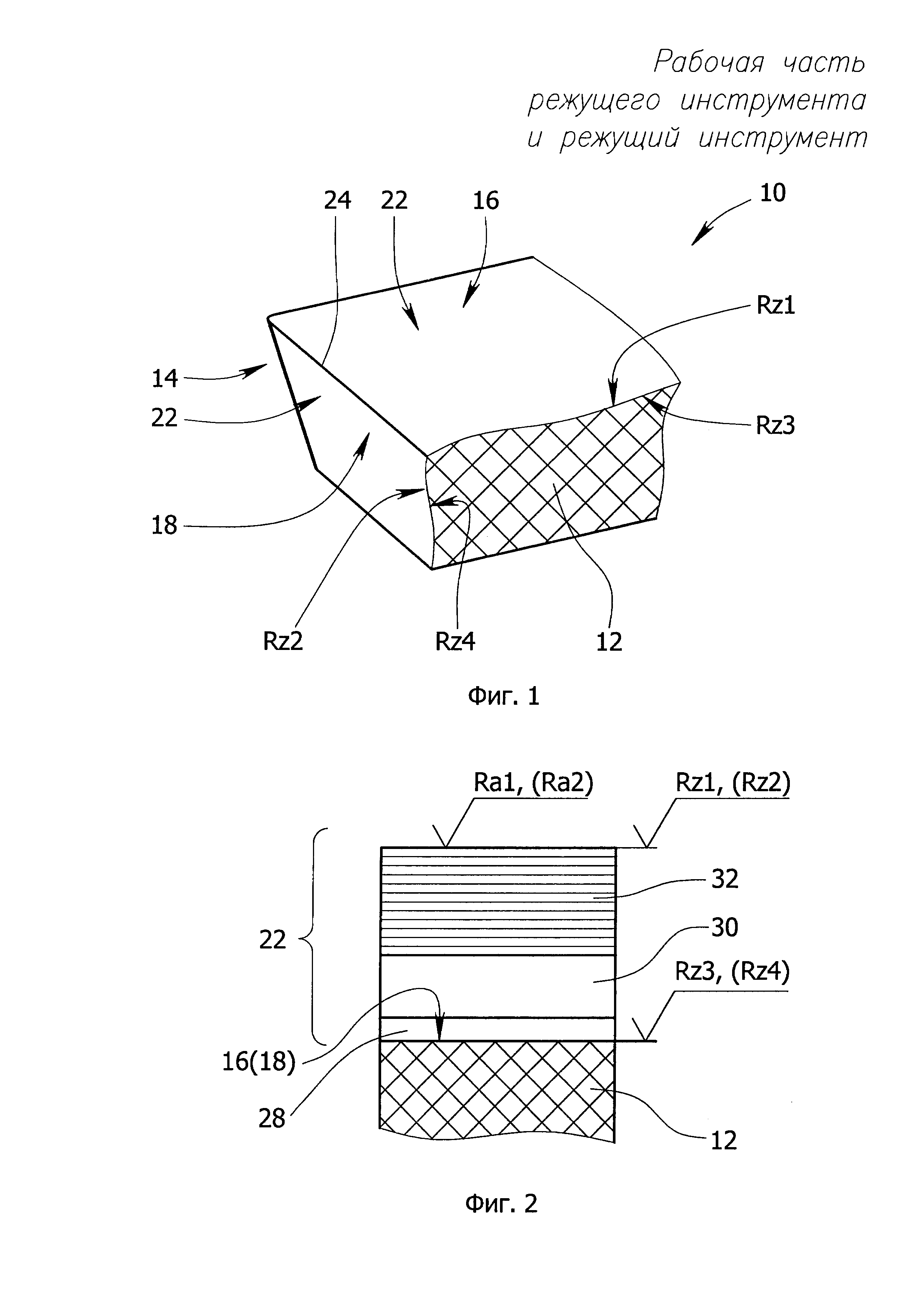
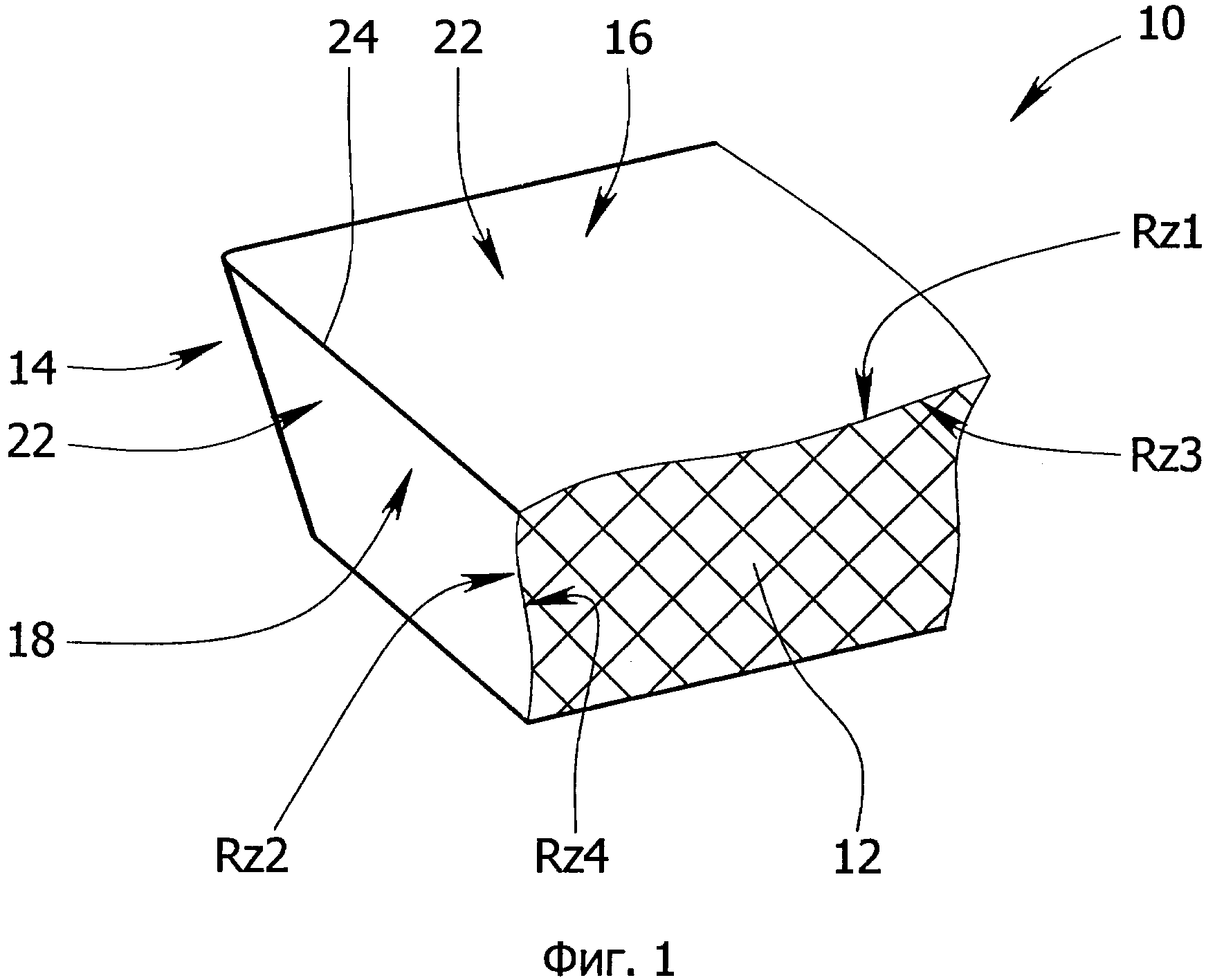
На фиг. 1 структурно изображен фрагмент рабочей части режущего инструмента с многослойным износостойким покрытием;
на фиг. 2 структурно изображен фрагмент износостойкого покрытия, нанесенного на рабочую часть режущего инструмента, изображенную на фиг. 1;
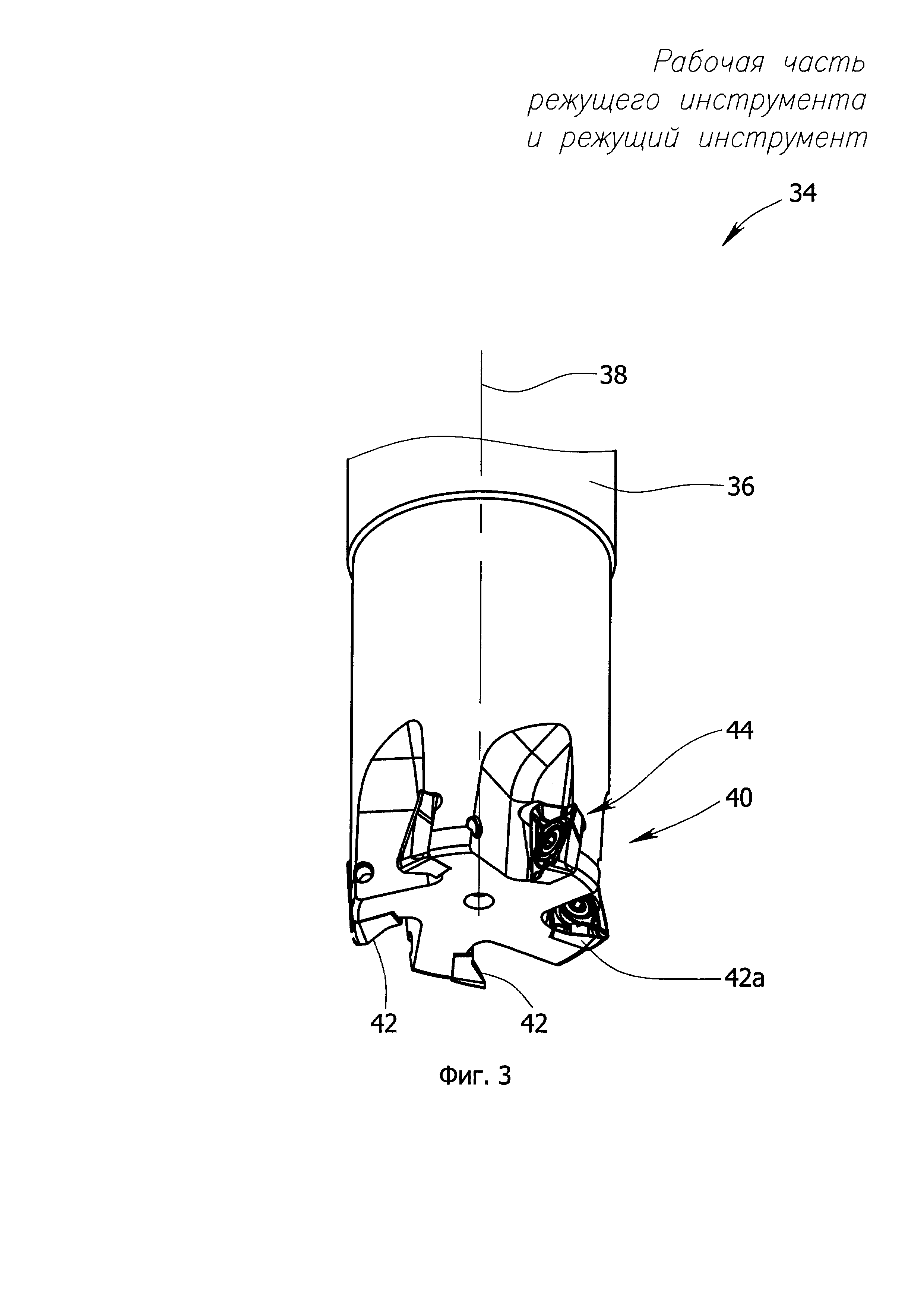
на фиг. 3 изображен в перспективе режущий инструмент, в частности концевая фреза с механическим креплением режущих пластин, имеющих рабочую часть, изображенную на фиг. 1.
Детальное описание устройства.
Режущая пластина для режущего инструмента 10 предназначена для фрез с механическим креплением режущих пластин, рабочая часть которых выполнена в соответствии с настоящим изобретением. На фиг. 1 изображена в качестве примера рабочая часть режущей пластины с прямолинейной режущей кромкой. В тоже время следует понимать, что режущая кромка может быть криволинейной, например, расположенной по окружности или по винтовой линии. Основа режущей части может быть выполнена из порошков, содержащих карбиды вольфрама, при этом на ее поверхности нанесено износостойкое покрытие. Далее более подробно рассмотрим фигуры 1-3.
Режущая пластина для режущего инструмента содержит твердосплавную основу 12, режущий клин 14, которой имеет переднюю 16 и заднюю 18 поверхности, на которые нанесено износостойкое покрытие 22 и на пересечении которых образована, по меньшей мере, одна режущая кромка 24.
Износостойко покрытие содержит, по меньшей мере, последовательно нанесенные адгезионный нано слой 28, переходный слой 30 и нано структурированный износостойкий слой 32.
В соответствии с изобретением на расстоянии, по меньшей мере, до 0,5 мм от режущей кромки 24 в каждом поперечном сечении режущего клина 14, перпендикулярном режущей кромке 24, набольшая высота профиля шероховатости передней поверхности 16 Rz1 больше, чем задней поверхности 18 Rz2, а их отношение Rz1/Rz2 выбрано из диапазона 1,15…2,5.
При этом набольшая высота профиля шероховатости Rz1 и Rz2 определена как сумма высоты наибольшего выступа и глубины наибольшей впадины профиля в пределах базовой длины.
В качестве длины базовой линии, используемой для выделения неровностей, характеризующих шероховатость передней 16 и задней 18 поверхностей режущего клина 14, использованы числовые значения базовой длины в соответствии п. 10 и таблицей 6 ГОСТ 2789-73 с изм. от 30.10.2017 года. При этом длина оценки может быть, по меньшей мере, до 0,5 мм от режущей кромки 24.
При этом для упрощения возможности контроля и регистрации за основу принята набольшая высота профиля шероховатости передней и задней поверхностей режущего клина сверху износостойкого покрытия. Это обусловлено тем, что для режущего инструмента, в связи с малой толщиной износостойкого покрытия, шероховатость поверхности сверху износостойкого покрытия во многом повторяет профиль шероховатости твердосплавной основы под износостойким покрытием.
Разная величина набольшей высоты профиля шероховатости передней и задней поверхностей режущего клина обеспечивает разные условия сцепления износостойкого покрытия с основой и взаимодействия рабочих поверхностей с обрабатываемым материалом, что позволяет при определенных режимах обработки существенно снизить как саму асимметрию нагружения режущего клина, так и ее влияние на стойкость износостойкого покрытия и режущего инструмента в целом. Предложенное техническое решение особенно эффективна при работе на тяжелых режимах, для которых характерны относительно высокие скорости резания и большие подачи.
В соответствии с изобретением толщина адгезионного нано слоя 28 меньше набольшей высоты профиля шероховатости твердосплавной основы 12 под износостойким покрытием 22 передней поверхности 16 Rz3 и задней поверхности 18 Rz4.
Причем адгезионный нано слой 28 состоит из нано слоя αCr+βNb+kZr+μHf, где α, β, k и μ - массовые доли соответствующих металлов, выбранные из диапазона от 0 до 1 при α+β+k+μ=1. Переходный слой 30 состоит из слоя gCrN+jNbN+nZrN+rHfN, где g, j, n и r - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при g+j+n+r=1. Нано структурированный износостойкий слой 32, по меньшей мере, содержит чередующиеся нано слои iCrN+mNbN+sZrN+hHfN, где m, s, h и i - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при m+s+h+i=1.
При этом величины массовых долей в адгезионном, переходном и износостойком слоях выбирают в зависимости от состава твердосплавной основы рабочей части, обрабатываемого материала, режимов обработки и конфигурации обрабатываемых поверхностей, а также соотношения величин шероховатостей передней и задней поверхностей твердосплавной основы под износостойким покрытием.
Далее более подробно рассмотрены примеры, касающиеся выбора конструктивных элементов режущих пластин. Так в соответствии с одним их предпочтительным исполнений набольшая высота профиля шероховатости передней поверхности 16 Rz1 может быть выбрана из диапазона (0,9…1,8) мкм и задней поверхности 18 Rz2 выбрана из диапазона (0,6…1,2) мкм, а набольшая высота профиля шероховатости основы 12 под износостойким покрытием 22 передней поверхности 16 Rz3 может быть выбрана из диапазона (0,9…1,9).мкм и задней поверхности48 Rz4 выбрана из диапазона (0,6…1,3) мкм.
В соответствии с другим предпочтительным исполнением на расстоянии, по меньшей мере, до 0,5 мм от режущей кромки 24 в каждом поперечном сечении режущего клина 14, перпендикулярном режущей кромке 24, набольшую высоту профиля шероховатости твердосплавной основы 12 под износостойким покрытием 22 передней поверхности 16 Rz3 выполняют больше, чем задней поверхности 18 Rz4, при этом их отношение Rz3/Rz4 выбирают из диапазона 1,2…2,5.
Диапазоны и пределы величин шероховатортей Rz выбирают с одной стороны из условий обеспечения работоспособности рабочей части режущего инструмента при обработке изделий из титана и его сплавов и, с другой стороны, обеспечения максимального влияния величин шероховатостей на условия сцепления износостойкого покрытия с основой и взаимодействия рабочих поверхностей с обрабатываемым материалом. При этом максимальное значение величин шероховатостей передних поверхностей 16 Rz1, Rz3 и минимальное значение величин шероховатостей Rz2, Rz4 задних поверхностей 18 соответствует максимальной величине подачи и скорости резания.
В соответствии с другим предпочтительным исполнением набольшая высота профиля шероховатости передней поверхности 16 Rz1 и задней поверхности 18 Rz2 могут быть не равномерны вдоль режущей кромки 24. Это позволяет учесть особенности взаимодействия передней и задней поверхностей режущего клина с обрабатываемым материалом вдоль режущей кромки.
В соответствии с другим предпочтительным исполнением набольшая высота профиля шероховатости передней поверхности 16 Rz1 и задней поверхности 18 Rz2 могут быть не равномерны во встречных направлениях. Это позволяет учесть эффект скручивания режущей кромки, возникающий при ее неравномерном нагружении.
В соответствии с другим исполнением на расстоянии, по меньшей мере, до 0,5 мм от режущей кромки 24 в каждом поперечном сечении режущего клина 14, перпендикулярном режущей кромке 24, среднее арифметическое отклонение профиля неровностей, определенное как среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, передней поверхности 16 Ra1 может быть больше, чем задней поверхности 18 Ra2, при этом их отношение Ra1/Ra2 выбирают из диапазона 1,3…2,7.
В качестве длины базовой линии, используемой для выделения неровностей, характеризующих шероховатость передней 16 и задней 18 поверхностей режущего клина 14 по параметру Ra1 и Ra2, использованы числовые значения базовой длины в соответствии с п. 10 и таблицей 5 ГОСТ 2789-73.
В соответствии с настоящим изобретением предложен режущий инструмент для обработки изделий из труднообрабатываемых материалов 34. Он содержит корпус 36 с круговой наружной поверхностью, расположенной вокруг оси вращения 38, и рабочей частью 40, в гнездах 44 которой установлены режущие пластины 42 (10). Режущие пластины имеют твердосплавную основу 12, режущий клин 14 которой имеет переднюю 16 и заднюю 18 поверхности, на которые нанесено износостойкое покрытие 22 и на пересечении которых образована, по меньшей мере, одна режущая кромка 24.
Износостойкое покрытие содержит, по меньшей мере, последовательно нанесенные адгезионный нано слой 28, переходный слой 30 и нано структурированный износостойкий слой 32.
В соответствии с изобретением на расстоянии, по меньшей мере, до 0,5 мм от режущей кромки 24 в каждом поперечном сечении режущего клина 14, перпендикулярном режущей кромке 24, набольшая высота профиля шероховатости передней поверхности 16 Rz1 больше, чем задней поверхности 18 Rz2, при этом их отношение Rz1/Rz2 выбрано из диапазона 1,15…2,5.
В соответствии с изобретением толщина адгезионного нано слоя 28 меньше набольшей высоты профиля шероховатости твердосплавной основы 12 под износостойким покрытием 22 передней поверхности 16 Rz3 и задней поверхности 18 Rz4.
Причем адгезионный нано слой 28 состоит из нано слоя αCr+βNb+kZr+μHf, где α, β, k и μ - массовые доли соответствующих металлов, выбранные из диапазона от 0 до 1 при α+β+k+μ=1. Переходный слой 30 состоит из слоя gCrN+jNbN+nZrN+rHfN, где g,j,n и r - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при g+j+n+r=1. Нано структурированный износостойкий слой 32, по меньшей мере, содержит чередующиеся нано слои iCrN+mNbN+sZrN+hHfN, где m, s, h и i - массовые доли соответствующих нитридов металлов, выбранные из диапазона от 0 до 1 при m+s+h+i=1.
При этом режущий инструмент 34 может быть выполнен в виде концевой, торцевой, дисковой или торцово-цилиндрической фрезы. На фиг. 3 изображена в перспективе концевая фреза с механическим креплением режущих пластин.
В соответствии с одним предпочтительным исполнением режущего инструмента отношение Rz1/Rz2 набольших высот профиля шероховатости передней поверхности 16 Rz1 и задней поверхности 18 Rz2 рабочей части, по меньшей мере, одной сменной режущей пластины 42а, может быть не равно отношению Rz1/Rz2 набольших высот профиля шероховатости передней поверхности 16 Rz1 и задней поверхности 18 Rz2 рабочей части других режущих пластин 42, установленных в гнездах 44.
Пример использования режущего инструмента.
В качестве примера использования настоящего изобретения рассмотрим применение сменной круглой режущей пластины диаметром 8 мм с рабочей частью, изготовленной из твердого сплава с многослойным износостойким покрытием, выполненной в соответствии с настоящим изобретением. Сменные режущие пластины были установлены в гнезде 44 концевой фрезы 34 диаметром 25 мм. При этом концевую фрезу с режущей пластиной, устанавливали в шпиндель фрезерного станка HAAS VF-2S5 и фрезеровали на различных режимах по плоскости заготовку из титанового сплава ВТ-23.
При этом стойкость одной режущей кромки 24 при максимальном износе по задней поверхности 18, равном 0,3 мм, и следующих режимах резания: скорость резания Vc=45 м/мин., подача на зуб fz=0,18 мм/зуб, глубина фрезерования ар=1,5 мм и ширина фрезерования ае=16 мм, составила 140 мин.
Таким образом, предложенное изобретение позволяет существенно повысить стойкость металлорежущего инструмента при обработке изделий из титанового сплава: Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что его различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения.
Режущая пластина
Фреза для больших подач и режущая пластина для нее
Режущая пластина для установки на инструмент с большим осевым передним углом резания
Режущая пластина и фреза для ее использования
Рабочая часть режущего инструмента
Фреза концевая
Дисковая фреза для обработки пазов
Комплект режущих пластин и дисковая фреза
Режущий инструмент для обработки изделий из труднообрабатываемых материалов
Фреза и двухсторонняя режущая пластина для больших подач
Двухсторонняя режущая пластина
Режущая пластина
Режущая пластина
Режущая пластина и дисковая фреза
Режущий инструмент
Режущая пластина и торцово-цилиндрическая фреза
Режущий инструмент и режущая пластина (варианты)
Фреза (варианты)
Высокоскоростные режущий инструмент и режущая пластина
Фреза торцово-цилиндрическая

