Результат интеллектуальной деятельности: УПРОЧНЯЮЩАЯ КОМПОЗИТНАЯ ВСТАВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к упрочняющей вставке, предпочтительно, детали газотурбинного двигателя, а также к способу изготовления такой упрочняющей вставки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В области авиационной промышленности, в частности, постоянной задачей является прочность деталей при минимальных массе и габаритах. Так, некоторые детали могут отныне содержать упрочняющую вставку из композитного материала с металлической матрицей. Такой композитный материал обычно содержит матрицу из металлического сплава, например, титанового сплава Ti, никелевого Ni или алюминиевого Al, в которой находятся волокна, например, керамические волокна из карбида кремния SiC. Такие волокна имеют предел прочности при растяжении намного более высокий, чем у титана (например, 4000 МПа против 1000 МПа), и жесткость, обычно, в три раза более высокую. Это, следовательно, те волокна, которые воспринимают усилия, причем матрица из металлического сплава обеспечивает передачу нагрузок между волокнами, функцию связующего с остальной частью детали, а также функцию защиты и разделения волокон, которые не должны соприкасаться друг с другом. Кроме того, керамические волокна являются прочными, но хрупкими и должны быть обязательно защищены металлом.
Такие композитные материалы могут использоваться при изготовлении дисков, валов, корпусов силовых цилиндров, картеров, раскосов, в качестве упрочнителей цельных деталей, таких как лопатки и т.д. Они также могут находить применение в других областях, в которых объемное силовое поле прикладывается к детали, например, корпусу реактора, такой как кондуктор или бак под давлением.
С целью получения такой упрочняющей вставки из композитного материала, предварительно формуют нити, называемые «плакированные нити», содержащие арматуру, образованную керамическим волокном, покрытым металлической оболочкой. Металлическое покрытие придает нити более высокую жесткость, а также более высокую удельную крепость, необходимую для работы с ним.
В известном уровне техники, плакирование волокон из карбида кремния (SiC) чаще всего осуществляется способом физического нанесения в газовой фазе типа EBPVC (Electron beam physical vapor deposition электронно-лучевое нанесение покрытия методом осаждения из паровой фазы). Однако этот способ имеет низкую рентабельность в плане выхода. Кроме того, способ покрытия длительный, поскольку скорость осаждения составляет порядка метра в минуту.
Известный уровень предлагает также осуществлять плакирование волокон из SiC способом непосредственного плакирования волокна из SiC в металлической ванне с плавкой во взвешенном состоянии. Такой способ покрытия описан, например, в документе ЕР0931846. Этот документ предлагает поддерживать жидкий металл во взвешенном состоянии в соответствующем тигеле, так чтобы устранить, по меньшей мере частично, соприкосновение со стенками этого тигеля, при соответствующей температуре. Взвешенное состояние достигается с помощью электромагнитных устройств, окружающих тигель. Керамическое волокно, поддерживаемое растянутым с помощью устройств приоритетного переключения, протягивается через металлическую ванну. Скорость прохождения волокна в металлической ванне устанавливается в зависимости от требуемой толщины металла на волокне. Этот способ более быстрый, чем предыдущий, но производит децентрированное волокно. Кроме того, он не обеспечивает удобное регулирование отношения между процентным содержанием SiC в волокне и процентным содержанием металлической матрицы. Кроме того, во вставках, изготовленных по этому способу, могут появляться нарушения равновесия.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Изобретения имеет целью устранить недостатки известного уровня техники за счет предложения упрочняющей вставки, которая обладает усиленной прочностью и состав которой может выбираться.
Для этого, по первому аспекту изобретения, предлагается упрочняющая композитная вставка, предпочтительно для газотурбинного двигателя, содержащая:
- прядь, образованную центральным волокном, окруженным нитями из металлического сплава, навитыми по спирали вокруг центрального волокна,
- упрочняющий металлический слой, покрывающий прядь.
«Прядью» называют структуру, в которой нити или волокна расположены концентрическими слоями вокруг центральной нити или волокна.
Так, противоположно упрочняющим вставкам известного уровня, в которых упрочняющий слой наносится непосредственно на центральное волокно, изобретение предлагает предварительно навивать волокна из металлического сплава вокруг центрального волокна, затем плакировать полученную конструкцию упрочняющим металлическим слоем. Полученная таким образом упрочняющая вставка имеет более высокую прочность. Кроме того, она обладает преимуществом, заключающимся в том, что центральное волокно центрировано относительно окружающей его металлической части. Кроме того, такая упрочняющая вставка чрезвычайно полезна, так как имеется возможность легко выбирать соотношение между процентным содержанием керамического материала и процентным содержанием металлического сплава.
Упрочняющая вставка по изобретению может также иметь одну или несколько приводимых ниже характеристик, взятых по отдельности или в любом технически возможном сочетании.
В соответствии с различными вариантами осуществления изобретения прядь может содержать число N нитей из металлического сплава, где N выше или равно 6. Число N предпочтительно равняется 7, 19 или 37. Диаметр металлических нитей и их число N определяются таким образом, чтобы вставка имела выбранное число Vf. Число Vf соответствует отношению к единице поверхности между керамическим волокном и окружающими его нитями из металлического сплава. В том случае, когда, прядь содержит 6 нитей из металлического сплава, эти нити предпочтительно располагаются таким образом, чтобы образовать один единственный слой вокруг центрального волокна. При этом Vf равно 1/7, т.е. 14,3%. Когда выбираются конструкции с Vf ниже 14%, прядь содержит нити с числом выше 18 или 19 вокруг центрального волокна, и эти нити предпочтительно располагаются таким образом, чтобы образовать несколько концентрических слоев вокруг центрального волокна.
Центральное волокно предпочтительно изготавливается из карбида кремния, обладающего высокими механическими свойствами.
Нити преимущественно изготавливаются из металлического сплава на основе титана, никеля или алюминия так, чтобы упрочняющая вставка имела хорошее соотношение механическая прочность/масса.
Упрочняющий металлический слой предпочтительно изготавливается из такого же базового металлического материала, что и металлический сплав, образующий нити.
Вторым аспектом изобретения является способ изготовления упрочняющей вставки, предназначенной предпочтительно для газотурбинного двигателя, из центрального керамического волокна, причем способ включает следующие стадии:
- (а) навивание нитей из металлического сплава вокруг центрального волокна, так чтобы образовать прядь;
- (в) плакирование пряди защитным металлическим слоем.
Такой способ является простым и быстрым, и он позволяет получать упрочняющие вставки, состав которых можно выбирать. Кроме того, полученное таким образом керамическое волокно можно центрировать.
Способ может также включать стадию (б) крепления нитей точечной сваркой. Эта стадия может выполняться с помощью лазера или электронных пучков. Однако эта стадия крепления не является обязательной в том случае, если прядь обладает механической прочностью без приращения в объеме нитей.
Стадия плакирования включает предпочтительно стадию пропускания пряди через ванну жидкого металла с плавкой во взвешенном состоянии.
Жидкий металл с плавкой во взвешенном состоянии содержит предпочтительно ту же шихту, что и базовый материал нитей.
Способ может также включать между стадиями (б) и (в) стадию покрытия пряди защитным слоем от окисления. Этот защитный слой чрезвычайно полезен, когда металлический сплав нитей восприимчив к окислению. Это, например, тот случай, когда нити выполнены из алюминиевого сплава. При этом можно покрывать прядь защитным слоем, который предпочтительно является медным нанослоем. Этот защитный слой исчезает при прохождении пряди в ванне жидого металла.
Другим аспектом изобретения является также металлическая деталь газотурбинного двигателя, содержащая вставку по первому аспекту изобретения или изготовленная способом по второму аспекту изобретения.
Изобретение касается также способа изготовления металлической детали для газотурбинного двигателя, включающего следующие стадии:
- укладка перемоткой упрочняющей вставки по первому аспекту изобретения или полученной способом по второму аспекту изобретения, вокруг детали газотурбинного двигателя;
- уплотнение детали газотурбинного двигателя посредством горячего изостатического прессования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прочие отличительные особенности и преимущества изобретения будут выявлены при чтении нижеследующего подробного описания со ссылкой на прилагаемые чертежи, которые показывают:
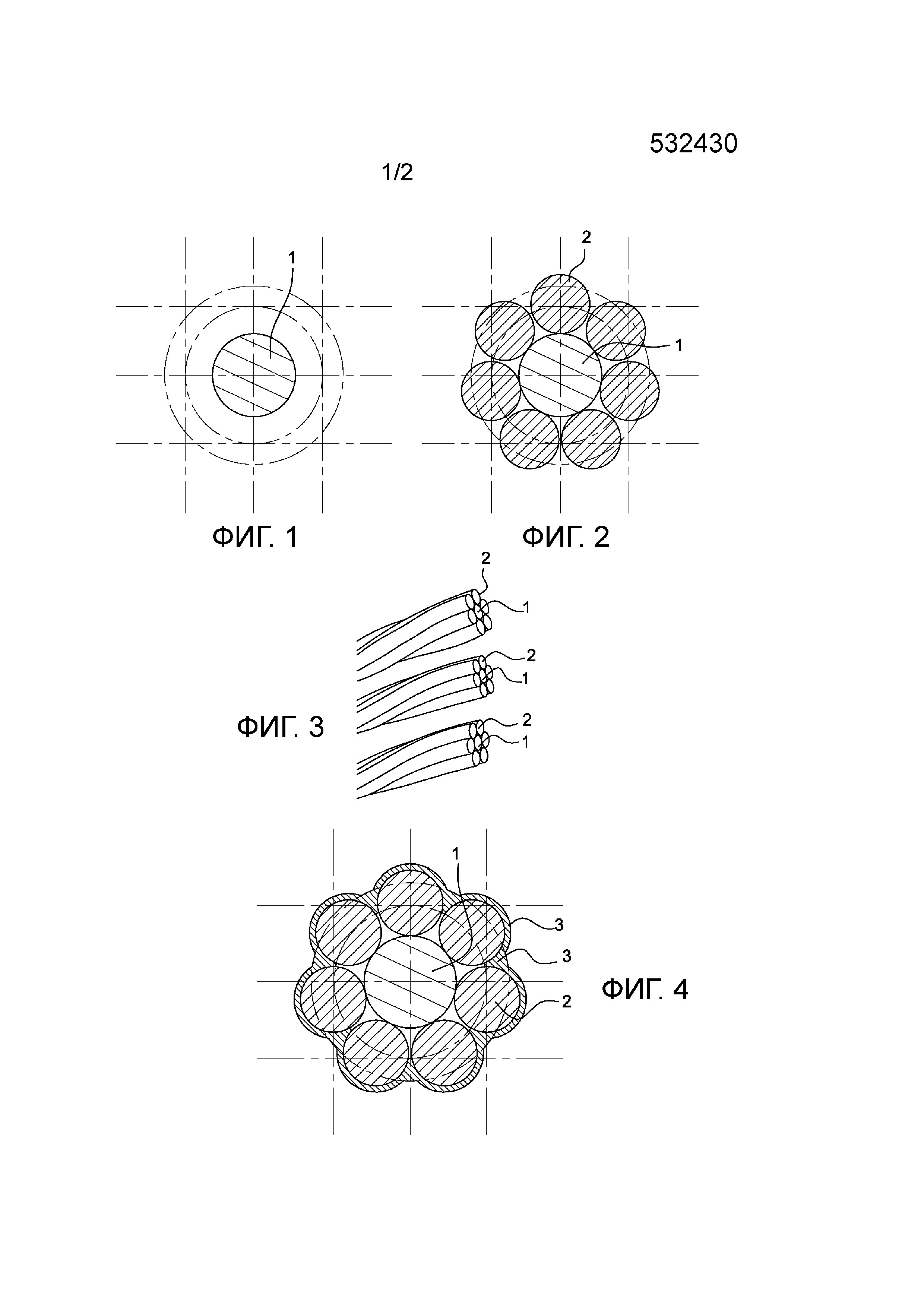
- Фиг.1 – вид в разрезе керамического волокна;
- Фиг.2 – вид в разрезе керамического волокна, обмотанного нитями из металлического сплава;
- Фиг.3 – общий вид трех прядей;
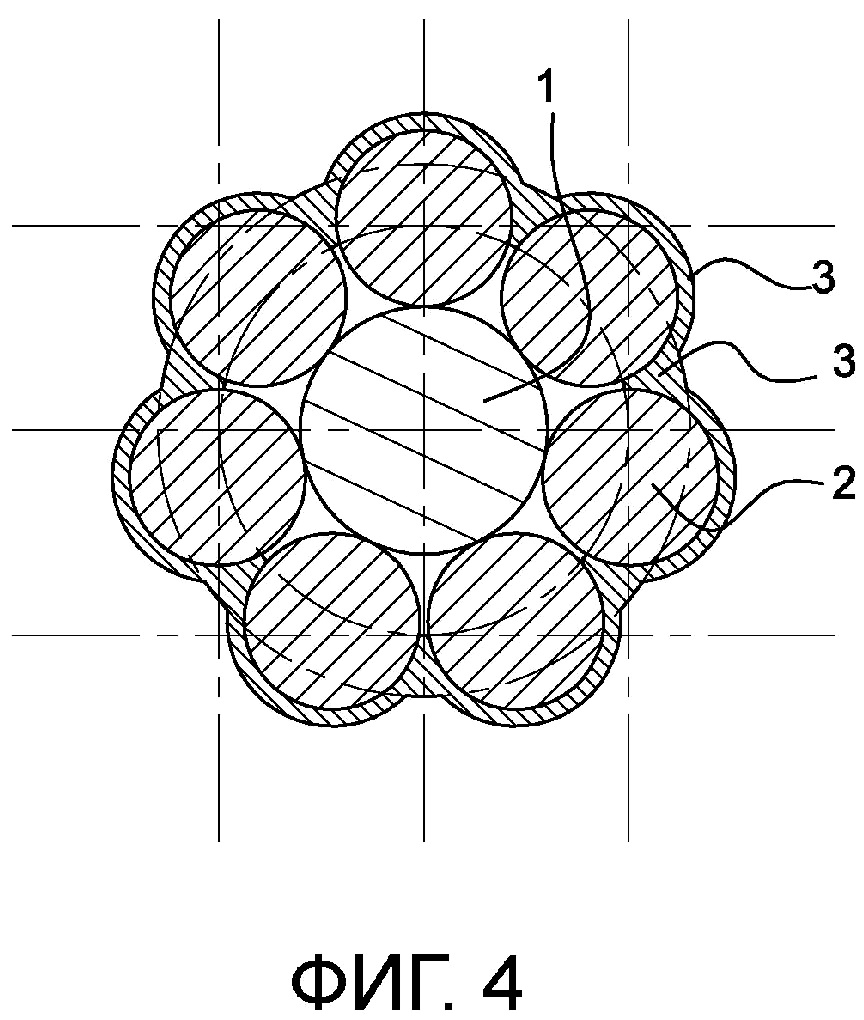
- Фиг.4 – прядь, покрытая упрочняющим слоем;
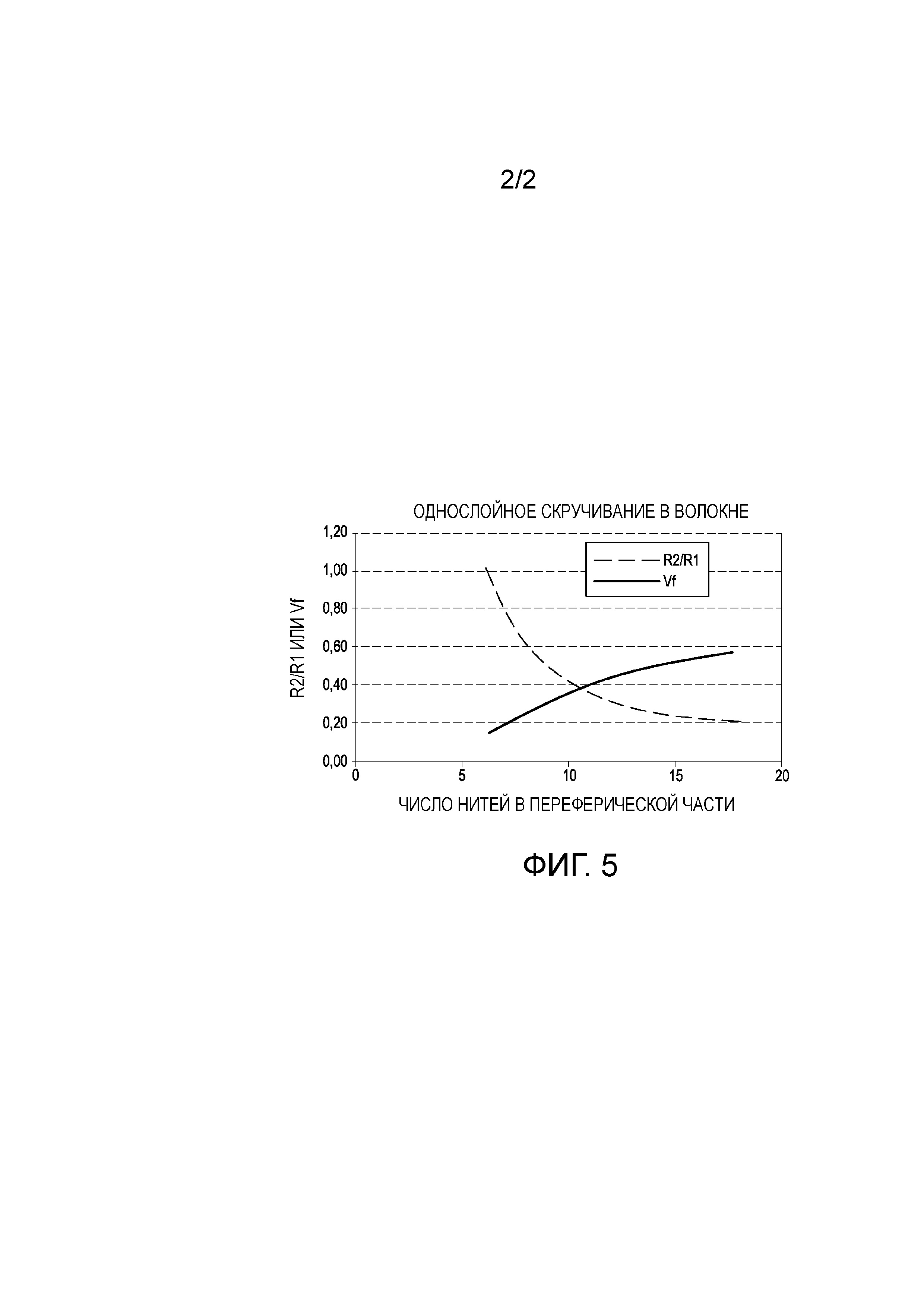
- Фиг.5 показывает изменение отношения радиуса металлических нитей к радиусу волокна, а также Vf, получаемое в зависимости от числа нитей для однослойных конструкций.
Для большей ясности одинаковые или подобные элементы обозначаются одинаковыми ссылочными обозначениями на всех чертежах.
ПОДРОБНОЕ ОПИСАНИЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ВАРИАНТА ВЫПОЛНЕНИЯ
Способ выполнения упрочняющей вставки по одному варианту осуществления изобретения описывается со ссылкой на фиг.1-4. Упрочняющая вставка выполнена центрального керамического волокна 1. Это центральное волокно 1 выполнено из карбида кремния.
Способ включает первую стадию (а) изготовления пряди навивкой нитей 2 из металлического сплава вокруг центрального волокна 1. Нити предпочтительно изготовлены из металлического сплава на основе титана, никеля или алюминия. Нити навиваются вокруг центрального волокна по спирали таким образом, чтобы они образовали спираль вокруг центрального волокна. В зависимости от отношения Vf, прядь может содержать приблизительно 2 нити. Число Vf определяется как отношение на единицу поверхности между центральным волокном и металлическими нитями. Например, центральное волокно 1 диаметром 140 мкм имеет сечение 15400 мкм2. Прядь из 10 нитей диаметром 70 мкм имеет 10 сечений по 3850 мкм2, т.е. 38500 мкм2. Т.е. полная поверхность 38500 + 15400 = 53900 мкм2. Отношение на единицу поверхности Vf равняется след. 15400 х 53900 = 29%.
Прядь содержит обычно N нитей с N выше или равно 6. Нити 2 объединены в концентрический(ие) слой(и) вокруг центрального волокна 1. Можно также менять диаметр центрального волокна 1 и диаметр нитей 2 в зависимости от требуемого отношения Vf между процентным содержанием карбида кремния в волокне и процентного содержания материала в пряди. Уравнения расчета параметров таковы:
Sin(180o/N)=R2/(R1+R2) Vf=R1ˆ2(R1ˆ2+N*R2ˆ2),
где: R1 – радиус керамического волокна, R2 – радиус металлической нити, N – число металлических нитей.
Изменение числа Vf в зависимости от числа нитей в случае однослойного скручивания представлено на фиг.5, а также изменение отношения R2/R1 в зависимости от числа нитей в периферической части.
Например, волокно из карбида кремния диаметром 140 мкм, обвитое 7 нитями диаметром 107 мкм и плакированное защитным слоем 3 мкм, дает процентное содержание карбида кремния SiC в 20%.
В ходе операции скручивания нитей из металлического сплава вокруг центрального волокна 1 необходимо центральное волокно приводить в круговое движение, не вызывая появление радиусов кривизны, ниже 20 мм, чтобы не повредить центральное волокно. Для этого, шкивы, используемые для обвивания центрального волокна в ходе операции скручивания, должны быть достаточно большими, чтобы не приводить к появлению радиусов кривизны в центральном волокне, ниже 20 мм. Если у пряди наблюдаются явления приращения в объеме вокруг центрального волокна, можно выполнить равномерно в нескольких точках сварку в ряд с крутильной машиной. Может быть использована техника лазерной сварки или сварки электронными пучками.
В то же время, когда нити 2 выполнены из металлических сплавов, восприимчивых к окислению, способ может включать стадию (в) покрытия пряди защитным слоем. Например, когда для нитей 2 используется металлический сплав на основе алюминия, в качестве защитного слоя может использоваться нанослой меди. Этот защитный слой исчезает в ходе следующей стадии.
Действительно, после этого способ включает стадию (в) плакирования пряди металлическим упрочняющим слоем 3. Для этого, прядь пропускается через ванну жидкого металла с плавкой во взвешенном состоянии с шихтой такого же материала, что и нити, помешенные по спирали вокруг центрального волокна 1. Так, когда нити 2 изготавливаются из сплава на основе титана, шихта ванны жидкого металла содержит предпочтительно титан. То же самое, когда нити 2 изготовлены из металлического сплава на основе алюминия, шихта содержит предпочтительно алюминий. Способы плакирования пряди с помощью ванны жидкого металла известны из предшествующего уровня техники. Такие способы описаны, например, в документах ЕР 0 931 846 или ЕР 1 995 342. В ходе стадии плакирования, нити 2 не переплавляются полностью. По окончании этой стадии (в) плакирования, прядь плакируется упрочняющим металлическим слоем 3. Этот упрочняющий слой 3 сплошной.
Способ включает после этого стадию затвердевания упрочняющей вставки, в ходе которой упрочняющая вставка становится жесткой.
Таким образом, получают упрочняющую вставку по варианту осуществления изобретения, включающую:
- прядь, содержащую:
· центральное керамическое волокно 1;
· нити 2 из металлического сплава, обвивающие центральное волокно 1, таким образом, чтобы образовать спираль вокруг центрального волокна; и
- упрочняющий слой 3 из металлического сплава, покрывающий прядь.
Получаемая таким образом упрочняющая вставка легка в изготовлении, очень прочная. Кроме того, ее состав может легко меняться.
Получаемая таким образом упрочняющая вставка может после этого использоваться для упрочнения деталей, в частности, в области авиационной промышленности. Для этого, упрочняющая вставка может затем подвергаться формованию перемоткой вокруг детали для газотурбинного двигателя, и, в частности, вокруг картера или диска газотурбинного двигателя. Упрочняющая вставка устанавливается на подлежащую упрочнению деталь. Полученная конструкция может после этого уплотняться посредством горячего изостатического прессования. Так чтобы получить полностью компактную композитную деталь.
Разумеется, изобретение не ограничивается описанными со ссылкой на прилагаемые чертежи вариантами осуществления, и могут быть предусмотрены другие варианты, не выходя за рамки настоящего изобретения.
Деталь газотурбинного двигателя с неосесимметричной поверхностью
Ротор турбины для газотурбинного двигателя
Топливная форсунка для турбомашины
Способ мониторинга деградации бортового устройства летательного аппарата, включающий в себя определение порога подсчета
Вентилятор, в частности, для турбинного двигателя
Двигатель для космического аппарата и космический аппарат, содержащий такой двигатель
Способ локального ремонта поврежденного теплового барьера
Способ изготовления лопатки газотурбинного двигателя из композиционного материала, получающаяся в результате лопатка и газотурбинный двигатель, включающий такую лопатку
Способ изготовления детали плавлением порошка, частицы которого достигают жидкой ванны в холодном состоянии
Способ и устройство контроля тяги турбореактивного двигателя

