Результат интеллектуальной деятельности: Способ разборки эластомерного клеевого соединения обтекателя летательного аппарата
Вид РИД
Изобретение
Изобретение относится к авиационной и ракетно-космической отраслям промышленности и может быть использовано в процессе производства обтекателей летательных аппаратов (ЛА), имеющих узел эластомерного клеевого соединения телескопического типа (узел заделки).
Эластомерные клеевые соединения (ЭКС) используются в авиационной и ракетно-космической отраслях промышленности для соединения деталей, изготовленных из разнородных материалов (соединения типа «металл-керамика», «металл-полимерно-композиционный материал», «металл-стекло») и подвергаемых тепловым нагрузкам в процессе эксплуатации. Использование ЭКС в подобных схемах соединения позволяет компенсировать разницу в тепловых коэффициентах линейного расширения (ТКЛР) соединяемых деталей и уменьшить тепловые напряжения в узле соединения.
В настоящее время производственный процесс обтекателей ЛА, конструктивно представляющих собой ЭКС двух элементов (оболочки и переходного шпангоута-кольца), построен таким образом, что при обнаружении повреждений на одном из элементов (оболочка, шпангоут или узел соединения) на любом этапе производственного цикла весь обтекатель бракуется и утилизируется вместе с дорогостоящими деталями, зачастую не имеющими повреждений.
С целью сохранения неповрежденных элементов конструкции обтекателя для их дальнейшего использования в производстве применяют способы разборки (демонтажа) ЭКС «оболочка-шпангоут». Известен ряд способов разборки (демонтажа, разделения) соединений разнородных материалов [Патент РФ №2121420, МПК В23Р 19/02, опубл. 10.11.1998; Патент РФ №2107641, МПК В63В 59/06, опубл. 27.03.1998; Патент РФ №2604557, МПК В23Р 11/00, B26F 3/00, опубл. 10.12.2016]. Среди них можно выделить способ разделения композиционных прочносоединенных монолитных материалов со сплошной границей раздела [Патент РФ №2093351, МПК B26F 3/00, опубл. 20.10.1997], в котором путем приложения импульсной нагрузки одновременно по всему периметру поверхности соединения материалов обеспечивают создание на границе соединения напряжений, превышающих силы сцепления (адгезии) и, тем самым, осуществляют разборку соединения.
Недостатком данного способа является необходимость создания ударной волны во всей конструкции демонтируемого соединения, что в случае с хрупкой керамической оболочкой обтекателя может привести к появлению необратимых повреждений и разрушению.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ разборки обтекателя летательного аппарата [Патент РФ №2466003, МПК В23Р 11/00, B26F 3/06, опубл. 10.11.2012], в котором с помощью нагревателя осуществляется нагрев узла эластомерного соединения керамической оболочки и металлического шпангоута через локальный участок шпангоута до полного уничтожения адгезионного слоя на этом участке с последующим перемещением нагревателя по всей поверхности шпангоута и приложением осевой нагрузки к керамической оболочке направленной от торца обтекателя для съема оболочки со шпангоута.
Недостатком данного способа является осуществление локального (точечного) и неравномерного высокотемпературного нагрева деталей оболочки (без измерения температуры поверхности детали), приводящий к изменению физико-механических свойств материалов деталей соединения, а также к появлению в деталях остаточных напряжений и деформаций.
Задачей, на решение которой направлено предлагаемое изобретение, является определение расчетным путем оптимальных параметров режима разборки (перед проведением разборки эластомерного клеевого соединения обтекателя ЛА), позволяющие предотвратить повреждение деталей обтекателя (оболочки и шпангоута).
Техническим результатом изобретения является исключение локального (точечного) перегрева деталей разбираемого соединения и уменьшение температуры воздействия на детали в процессе разборки, что позволяет сохранить дорогостоящие детали обтекателя от повреждений и использовать их повторно.
Указанная задача решается тем, что предложен способ разборки эластомерного клеевого соединения обтекателя летательного аппарата, включающий зонный нагрев узла ЭКС керамической оболочки и металлического шпангоута, приложение осевой нагрузки к керамической оболочки, направленной от торца обтекателя к его носовой части, и съем оболочки со шпангоута, отличающийся тем, что зонный нагрев осуществляют равномерно по всей площади узла ЭКС до температуры Тз ниже температуры разрушения деталей конструкции обтекателя Тпр, одновременно с этим создают в клеевом слое квазистатическое сдвиговое напряжение путем приложения к оболочке осевой нагрузки Рз ниже нагрузки разрушения деталей конструкции обтекателя Рпр, выдерживают при этих теплосиловых условиях клеевой слой до полного разрушения ЭКС и разборки узла соединения.
На основании известных физико-механических характеристик материалов деталей разбираемого соединения определяется предельная температура нагрева (Тпр) и предельная нагрузка на оболочку (Рпр), которые могут быть достигнуты в разбираемом соединении без повреждения деталей конструкции обтекателя, после чего устанавливают температуру нагрева (Тз), при которой осуществляется разборка соединения и осевую нагрузку на оболочку (Рз), прикладываемую в процессе разборки, исходя из условий Тз<Тпр и Рз<Рпр соответственно, а время теплосилового нагружения t*→0, необходимое для разрушения клеевого слоя и разборки узла соединения, рассчитывают по формуле:

где t* - время до разрушения клеевого соединения (время разборки);
τс∂ - квазистатическое напряжение сдвига в клеевом слое;
a t - коэффициент температурно-временной редукции эластомерного адгезива клеевого соединения, определяемый экспериментально;
А, В параметры материала, определяемые экспериментально.
Далее к оболочке обтекателя прикладывают осевую нагрузку Рз направленную от торца оболочки к носу, и осуществляют равномерный нагрев всей площади клеевого соединения до заданной температуры Тз после чего выдерживают клеевое соединение в данных теплосиловых условиях в течении времени t* (при необходимости более) до разрушения эластомерного клеевого слоя и разборки клеевого соединения.
Способ иллюстрирует фигура. Обтекатель 1 устанавливают на жесткую опору 4 и прикладывают к оболочке 2 осевую нагрузку Р, распределенную равномерно по внутренней поверхности оболочки. Для этого внутреннюю полость оболочки заполняют мелкими (диаметром 5 мм) шарами 5 из материала с высокой плотностью (свинцовой дробью), общая масса которых соответствующей нагрузке Р. Для предотвращения повреждений внутренней поверхности оболочки шары помещают в защитный чехол 6 из фланелевой ткани. Зонный нагрев узла эластомерного клеевого соединения 7 до заданной температуры Тз осуществляют с помощью бесконтактного индукционного нагревателя 8. Далее на узел клеевого соединения осуществляют статическое теплосиловое воздействие до разрушения клеевого слоя, после чего происходит разборка клеевого соединения, в результате которой оболочка под действием нагрузки Р сползает в уловитель 9, а шпангоут 3 остается на опоре 4.
Авторами экспериментально определены параметры материала А, В соотношения (2) для эластомерного герметика ВИКСИНТ У-2-28НТ, широко используемого в современной промышленности, а также установлена зависимость коэффициента температурно-временной редукции at от температуры Г для данного материала (Таблица 1):
Зависимость коэффициента температурно-временной редукции от температуры (герметик ВИКСИНТ У-2-28НТ)

Методика определения указанных параметров для других эластомерных адгезионных материалов подробно описана в [А.В. Терехин Разработка методов и совершенствование технических средств оценки работоспособности эластомерных клеевых соединений конструкций летательных аппаратов: диссертация кандидата технических наук. Место защиты: Московский государственный технический университет имени Н.Э. Баумана. - Москва, 2016. - 213 с.].
Предлагаемый способ разборки эластомерного клеевого соединения обтекателя ЛА позволяет исключить повреждения деталей обтекателя в процессе разборки, что имеет существенный экономический эффект, поскольку дает возможность сохранять дорогостоящие детали обтекателя и использовать их повторно после разборки.
Способ прошел апробацию на реальных конструкциях ЛА, детали которых были использованы повторно с положительным результатом.
Способ может найти широкое применение в общем и специальном машиностроении для разборки эластомерных клеевых соединений телескопического типа в различных конструкциях.
Способ разборки эластомерного клеевого соединения (ЭКС) обтекателя летательного аппарата, включающий зонный нагрев узла ЭКС керамической оболочки и металлического шпангоута, приложение осевой нагрузки к керамической оболочке, направленной от торца обтекателя к его носовой части, и съем оболочки со шпангоута, отличающийся тем, что зонный нагрев осуществляют равномерно по всей площади узла ЭКС до температуры Т ниже температуры разрушения деталей конструкции обтекателя Т, одновременно с этим создают в клеевом слое квазистатическое сдвиговое напряжение путем приложения к оболочке осевой нагрузки Р ниже нагрузки разрушения деталей конструкции обтекателя Р, выдерживают при этих теплосиловых условиях клеевой слой до полного разрушения ЭКС и разборки узла соединения.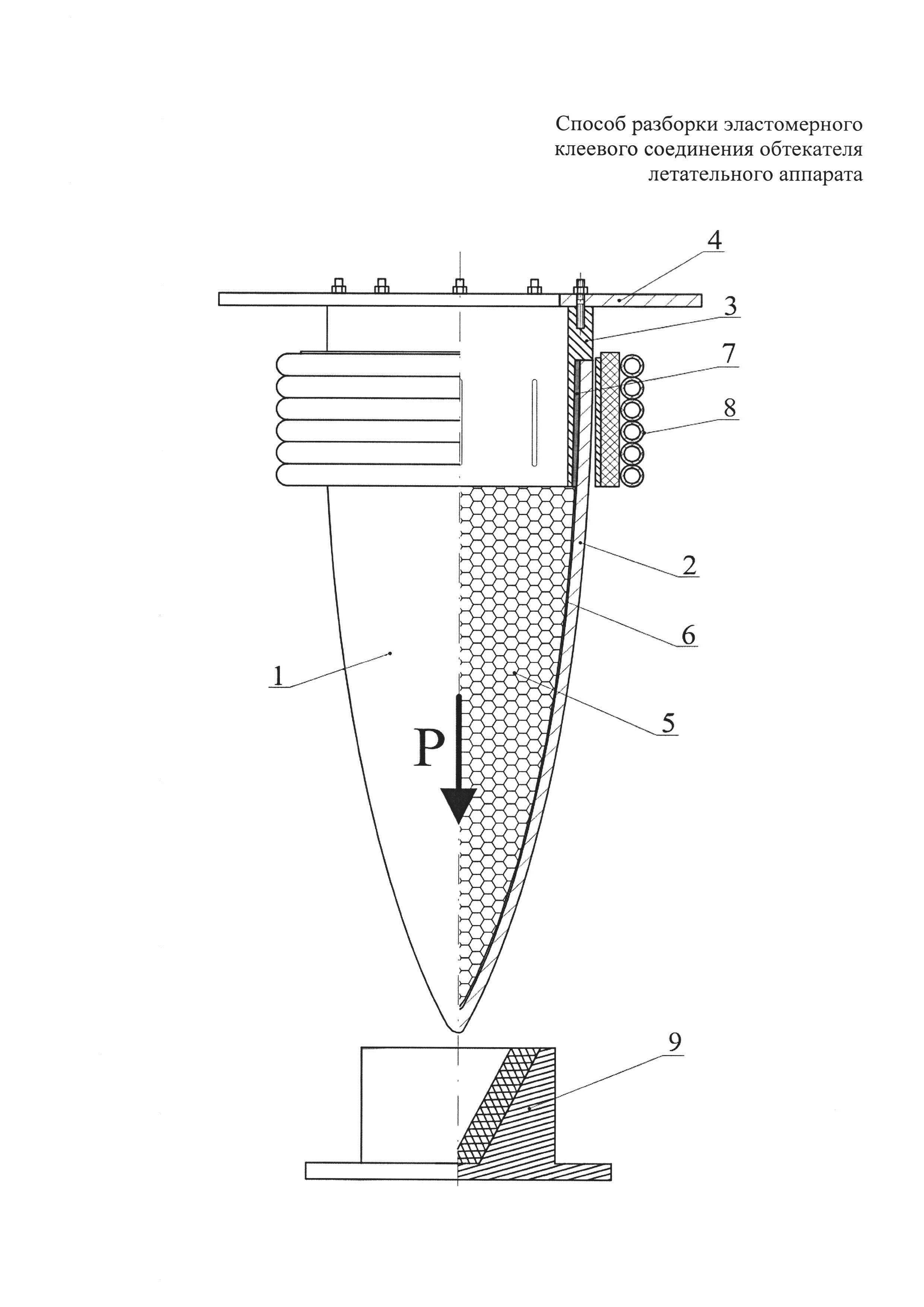
Способ оценки предела прочности керамики при растяжении
Антенный обтекатель
Способ измерения диэлектрических свойств материала и устройство для его осуществления
Способ получения композиционного материала
Образец для определения прочности сотового заполнителя при расслаивании
Способ имитации дефекта непроклея в многослойных конструкциях
Способ теплового нагружения обтекателей летательных аппаратов из неметаллических материалов
Способ формования крупногабаритных керамических заготовок
Приспособление для проведения испытаний по определению прочности при отслаивании гибких материалов от основы
Проволочный нагреватель для цилиндрической печи
Способ формования заготовок огнеупорных керамических изделий

