Результат интеллектуальной деятельности: ОКОННЫЕ МОДУЛИ, ИЗГОТОВЛЕННЫЕ С ИСПОЛЬЗОВАНИЕМ КЕРАМИЧЕСКОЙ ФРИТТЫ, КОТОРАЯ РАСТВОРЯЕТ ПОКРЫТИЯ, НАНЕСЕННЫЕ МЕТОДОМ ФИЗИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ (PVD), И/ИЛИ СООТВЕТСТВУЮЩИЕ СПОСОБЫ
Вид РИД
Изобретение
Настоящая заявка испрашивает приоритет заявки на патент США 61/771060 от 28 февраля 2013, полное содержание которой включено в настоящий документ путем ссылки.
Некоторые иллюстративные варианты осуществления настоящего изобретения относятся к методам получения декоративных и/или других рисунков на стеклянных основах. Более конкретно, некоторые иллюстративные варианты осуществления настоящего изобретения относятся к применению керамической фритты, которая растворяет уже нанесенное тонкопленочное покрытие (полученное физическим осаждением из паровой фазы (PVD) или другим подходящим способом). В некоторых иллюстративных вариантах осуществления керамическая фритта действует химически агрессивно, удаляя покрытие, на котором она находится, например, под действием высоких температур.
Уровень техники и сущность изобретения
Материал фритты часто предусмотрен вокруг одной или более периферийных кромок стеклянной основы или подобного. Например, узоры из фритты могут использоваться, чтобы скрыть строительные элементы и/или обеспечить эстетически привлекательный вид при использовании в окне или теплоизоляционном (IG) стеклопакете, используемых в коммерческих учреждениях или жилых сооружениях, чтобы замаскировать датчики и/или чтобы скрыть, как компоненты установлены в ветровое или иное стекло/основу автомобиля или другого средства передвижения, чтобы обеспечить солнцезащитную функцию и т.д.
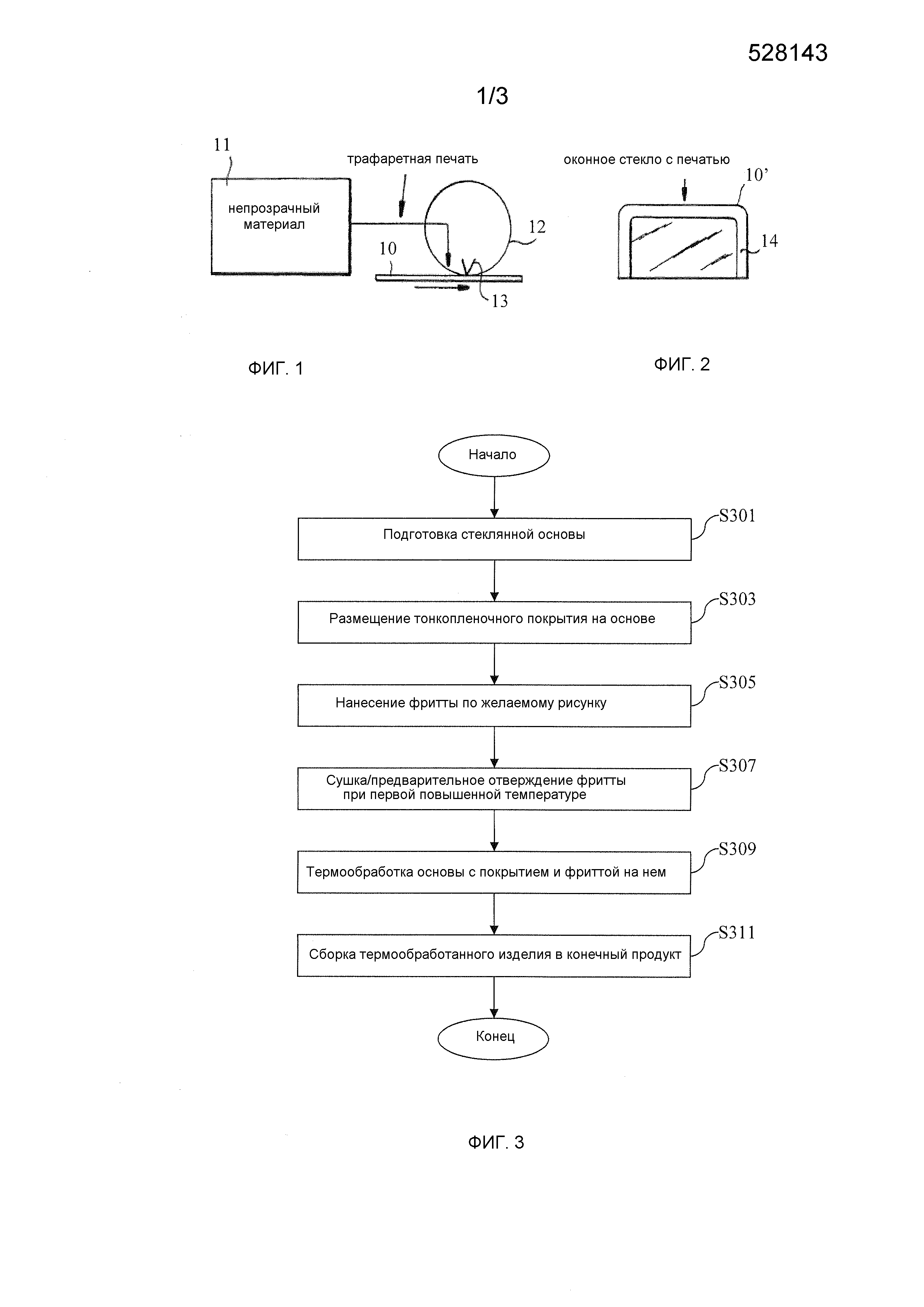
Рисунок из фритты часто наносят способом трафаретной печати или другим подходящим способом печати. Согласно фиг. 1, которая схематически показывает, как работает типичный метод трафаретной печати, процесс трафаретной печати включает печать на стеклянной основе 10 с помощью барабана 12 и контактной щетки или скребка 13. Барабан 12 и контактная щетка или скребок 13 для трафаретной печати действуют совместно для нанесения непрозрачного или другого материала 11 на поверхность основы 10 по желаемому рисунку. Желаемый рисунок часто содержит твердую или стилизованную рамку вокруг одной или более кромок основы, например, чтобы облегчить маскировку монтажных кронштейнов, датчиков и/или других электронных устройств, электрических соединений, рамка служит в качестве декоративной полосы по периметру, защищает монтажный клей от воздействия ультрафиолета и разложения, действует как солнцезащитное покрытие, и т.д., как следует из сказанного выше.
Непрозрачный материал 11 может состоять из или включать, например, керамическую фритту. Как известно, керамическая фритта типично состоит из молотого стекла со специфической точкой размягчения в комбинации с металлами и оксидами (например, оксид хрома, оксид кобальта и/или оксид никеля и т.д.), чтобы достичь желаемого цвета (часто темного или черного цвета), адгезионных свойств, долговечности и т.д.
Согласно фиг. 2, основа 10' содержит нанесенный трафаретной печатью непрозрачный слой 14. Нанесенный трафаретной печатью непрозрачный слой 14 можно использовать, например, в описанных выше и/или в других приложениях. Непрозрачный слой 14 в примере с фиг. 2 наносят на периферийные зоны первой основы 10, образуя декоративную полосу по периметру, которая, например, может защищать монтажный клей от воздействия ультрафиолета и от разложения. Непрозрачный слой 14 в сфере транспортных средств может использоваться для индикации кода министерства транспорта (Department of Transportation, DOT) и/или торговой марки, чтобы спрятать концевые компоненты и/или опоры датчика, и т.д.
Керамическая фритта может быть суспендирована в среде (например, среде, состоящей из или включающей масло или воду), чтобы позволить напечатать рисунок в жидкой форме. Среда может содержать летучие материалы. Соответственно, перед полным обжигом основы 10' с трафаретной печатью, содержащей непрозрачный слой 14, ее можно сначала ввести в сушильную печь или подобное, например, для предварительного отверждения непрозрачного слоя 14 и удаления большей части среды. Сушильная печь, в которой происходит предварительный обжиг непрозрачного слоя 14, может использовать любой источник тепла (например, инфракрасное излучение или конвекцию), или она может по существу полностью удалять летучие материалы с помощью ультрафиолетового излучения.
Фритту можно скрепить со стеклом на более продолжительный срок, если нагреть ее до температуры плавления. Это типично происходит при закалке стекла на предприятиях по производству стекла.
В случае стеклянных основ с нанесенным на поверхность тонкопленочным покрытием, на котором должна производиться трафаретная печать, перед нанесением фритты пленку типично требуется удалить. Это часто предусматривает удаление кромок, что типично совершается с применением механических средств (например, абразивных кругов или подобного), и проводится так, чтобы фритта могла в достаточной мере связаться с нижележащей основой. Действительно, во многих случаях фритта не будет образовывать достаточную связь с покрытием, компоненты, соединенные с недостаточно хорошо приставшей фриттой, могут отделиться от основы после приложения сдвиговых и/или иных усилий (например, механическая прочность между покрытием и основой типично будет намного ниже, чем между плавленой фриттой и стеклянной основой), герметики будут недостаточно хорошо приставать к нижележащей основе, и т.д. Оставление покрытия под фриттой может также привести к неожиданной или нежелательной окраске, например, что связано со сдвигом ΔE* из-за покрытия. Абразивные круги также обычно движутся медленно, так как они имеют ограниченную зону удаления и иногда могут повредить саму основу.
К сожалению, удаление покрытия с кромок до нанесения фритты иногда бывает неполным, например, из-за того, что кромки удаляются с недостаточно широкой площади поверхности, удаление не достаточно глубокое, и т.д. Таким образом, механическая прочность связи с фриттой может ухудшиться на всей или части нанесенного рисунка. Из сказанного выше следует, что удаление кромок может также привести к дефектам поверхности, которые ухудшают способность сцепления других компонентов с основой, создают негативное впечатление от внешнего вида (например, из-за полосатости рисунка или другого) и т.д.
Теоретически рисунок можно нанести трафаретной печатью и перед нанесением тонкопленочного покрытия. Однако, к сожалению, тонкопленочное покрытие часто наносят производители стекла. Таким образом, потребовались бы интенсивные манипуляции, отслеживание и транспортировка, которые во многих случаях неэкономичны, особенно когда не все технологические стадии типичного процесса осуществляются в одном месте. Действительно, адаптация этого подхода к типичной производственной схеме включала бы получение основы без покрытия, перевозку основы без покрытия от производителя стекла к изготовителю конечного изделия, наносящему трафаретной печатью рисунок, отправку основы с трафаретной печатью обратно производителю или другой стороне для нанесения тонкопленочного покрытия и затем новую транспортировку к изготовителю конечного изделия (например, для сборки в теплоизоляционный стеклопакет, ветровое стекло автомобиля, архитектурное остекление и т.д.).
Таким образом, следует понимать, что в данной области существует потребность в улучшенных методах нанесения фритты по рисунку (например, путем трафаретной печати или подобным) там, где используется стеклянная основа с тонкопленочным покрытием, например, в соответствии желаниям и/или требованиям потребителя, например, в отношении адгезии и внешнего вида.
Одним аспектом некоторых иллюстративных вариантов осуществления является применение агрессивной фритты, которую можно наносить на стекло с покрытием (например, изготовителем). Агрессивная фритта после приложения тепла, связанного с закалкой или подобным, может проникать в тонкую пленку и скрепляться со стеклом при уровне адгезии/прочности, сравнимом с уровнем, достигаемым обычными операциями трафаретной печати.
Другим аспектом некоторых иллюстративных вариантов осуществления является возможность обойтись без обычных процессов механического удаления кромок перед нанесением фритты для случаев, когда используются основы с тонкопленочным покрытием.
Еще один аспект некоторых иллюстративных вариантов осуществления относится к возможности обеспечить желаемый эстетический вид (например, окраску) применительно к нанесенной фритте.
Еще один аспект некоторых иллюстративных вариантов осуществления относится к способу, который соответствует обычным потокам между производителями стекла, операторами нанесения покрытий, изготовителями и/или другими сторонами, вовлеченными в производство остеклений.
В некоторых иллюстративных вариантах осуществления предложен способ получения изделия с покрытием. Фритту наносят трафаретной печатью по желаемому рисунку на стеклянную основу, несущую термообрабатываемое тонкопленочное покрытие, причем по меньшей мере часть фритты находится поверх и в прямом контакте с тонкопленочным покрытием. Основу с тонкопленочным покрытием и фриттой на нем подвергают термообработке при первой температуре или в первом диапазоне температур, достаточных, чтобы (a) заставить частицы фритты мигрировать вниз в тонкопленочное покрытие и растворять его в зонах, находящихся под рисунком, и (b) наплавить фритту прямо на основу по желаемому рисунку, получая изделие с покрытием.
В некоторых иллюстративных вариантах осуществления предложен способ получения теплоизоляционного стеклопакета. Фритту печатают по желаемому рисунку на первой стеклянной основе, несущей термообрабатываемое тонкопленочное покрытие, осажденное методом PVD, причем по меньшей мере часть фритты находится в прямом контакте с тонкопленочным покрытием. Первую основу с тонкопленочным покрытием и фриттой на нем подвергают термической закалке, при которой тонкопленочное покрытие растворяется в зонах контакта с фриттой, и фритта наплавляется прямо на основу по желаемому рисунку, получая промежуточное изделие. Промежуточное изделие собирают с другими деталями с получением теплоизоляционного стеклопакета.
В некоторых иллюстративных вариантах осуществления предложены также изделия с покрытием, теплоизоляционные стеклопакеты и/или подобное, полученные в соответствии с описанными здесь методами.
Описанные здесь особенности, аспекты, преимущества и типичные варианты осуществления можно комбинировать для получения следующих вариантов осуществления.
Краткое описание чертежей
Эти и другие характеристики и преимущества станут лучше и полностью понятными при изучении следующего подробного описания типичных иллюстративных вариантов осуществления в сочетании с чертежами, на которых:
фигура 1 схематически показывает типичные методы, относящиеся к трафаретной печати;
фигура 2 показывает промежуточное изделие, полученное трафаретной печатью;
фигура 3 является блок-схемой, показывающей пример способа, подходящего для применения в некоторых иллюстративных вариантах осуществления;
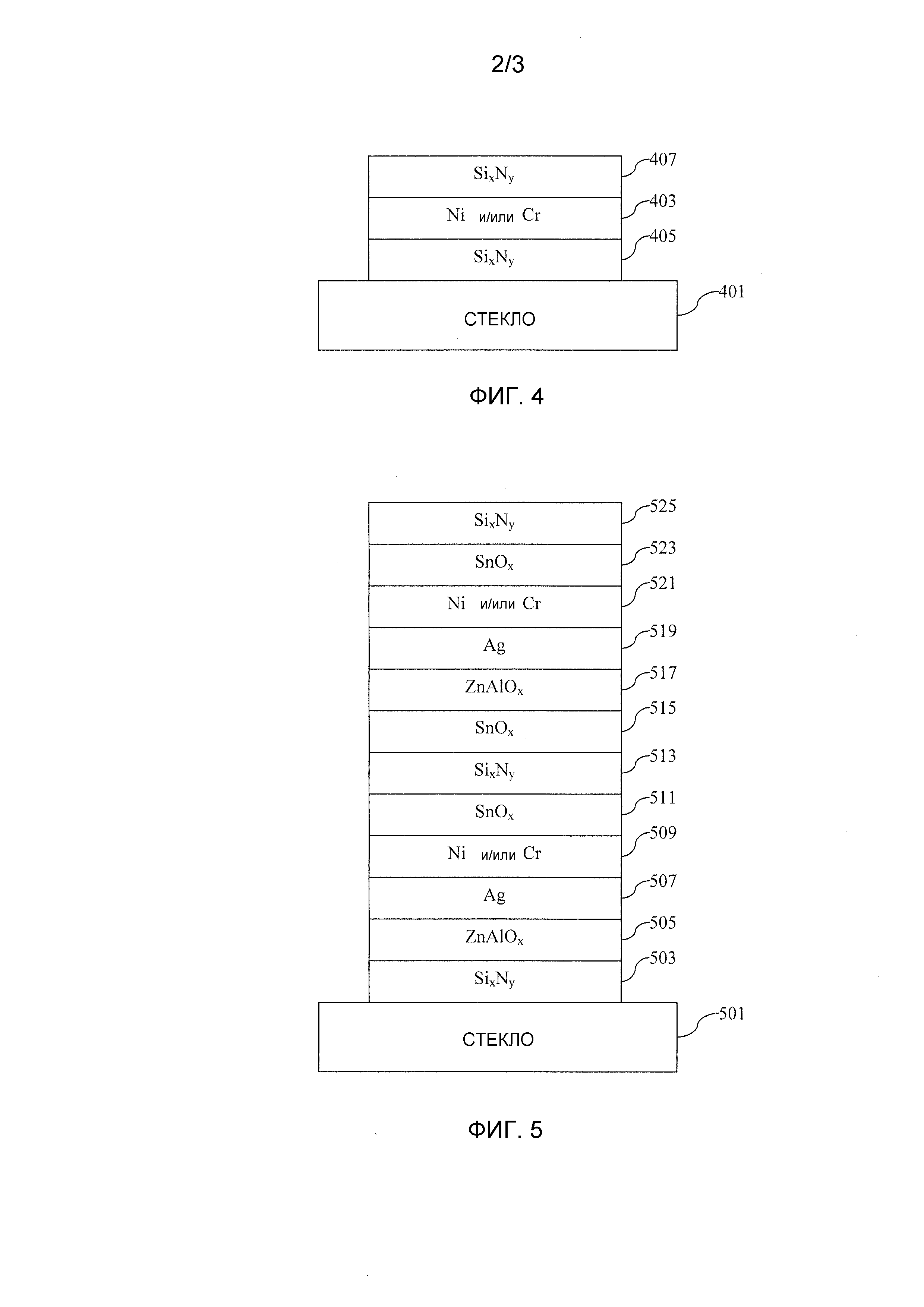
фигура 4 является примером низкоэмиссионного (low-E) покрытия, которое может использоваться в связи с некоторыми иллюстративными вариантами осуществления;
фигура 5 является другим примером низкоэмиссионного (low-E) покрытия, которое может использоваться в связи с некоторыми иллюстративными вариантами осуществления;
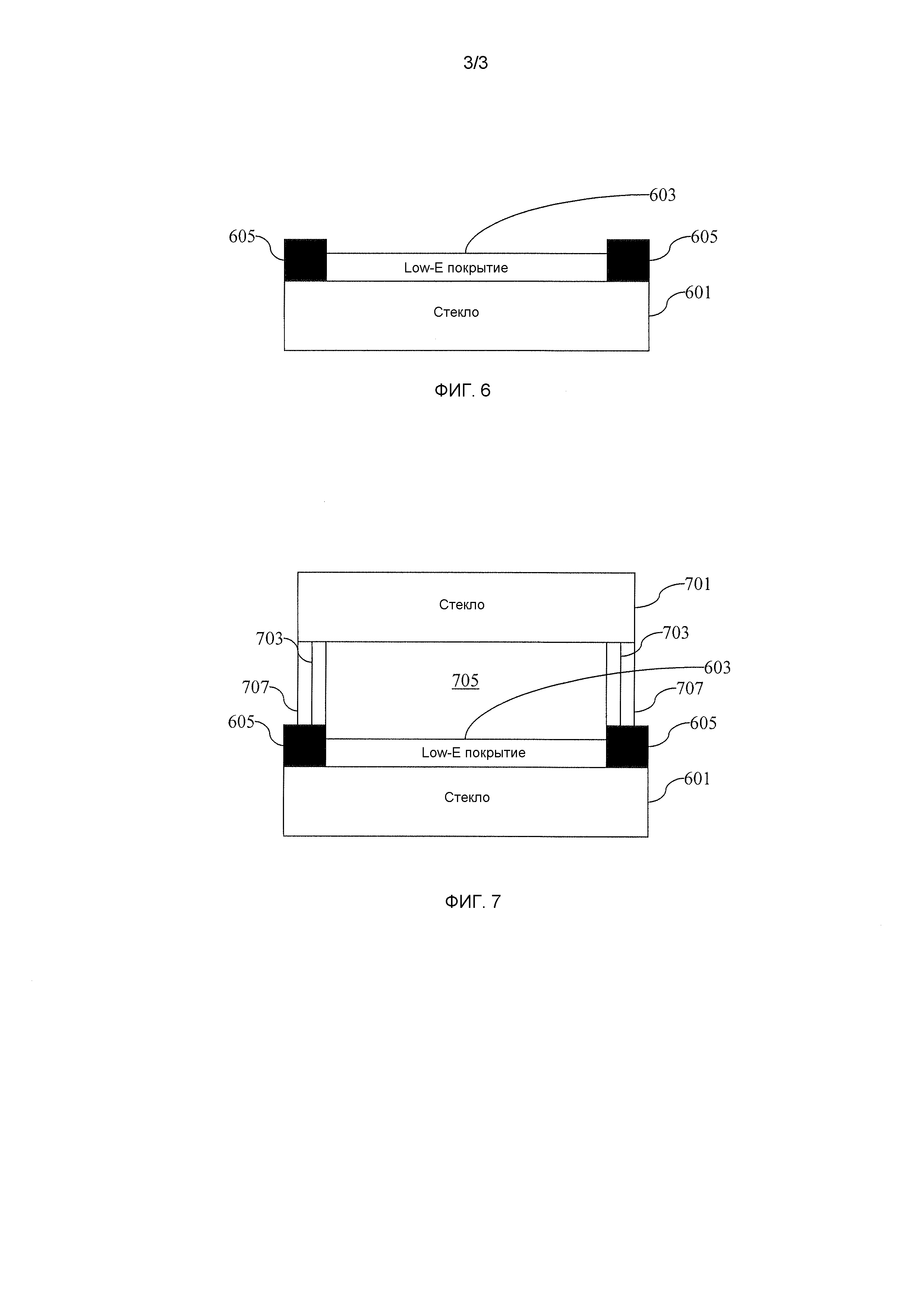
фигура 6 является видом в разрезе иллюстративного изделия с покрытием согласно некоторым иллюстративным вариантам осуществления; и
фигура 7 является видом в разрезе иллюстративного теплоизоляционного (IG) стеклопакета согласно некоторым иллюстративным вариантам осуществления.
Подробное описание иллюстративных вариантов осуществления изобретения
Некоторые иллюстративные варианты осуществления относятся к применению керамической фритты, которая растворяет уже имеющееся тонкопленочное покрытие (нанесенное методом физического осаждения из паровой фазы (PVD), таким, как распыление или подобное, или другим подходящим способом). В некоторых иллюстративных вариантах осуществления керамическая фритта оказывает агрессивное химическое действие, удаляя покрытие, на котором она находится, например, под действием высоких температур. Преимуществом является то, что фритта хорошо сплавляется со стеклом, обеспечивает эстетически желаемую окраску и/или позволяет надежно монтировать на ней компоненты (например, дистанционные рамки в теплоизоляционном (IG) стеклопакете) (например, используя силикон, полисульфид и/или другие клеи/герметики в некоторых иллюстративных вариантах осуществления. Фритта, после того, как она проникла в тонкую пленку и соединилась со стеклом, может обеспечить уровень адгезии и/или долговечности, сравнимый с достигаемым при обычной трафаретной печати обычными эмалями, нанесенными прямо на стекло. Способы согласно некоторым иллюстративным вариантам осуществления могут с успехом снизить потребность в осуществлении обычных операций механического удаления кромок перед осаждением фритты в случае использования основ с тонкопленочными покрытиями, и могут также обеспечить последовательность технологических операций, которая соответствует обычным потокам между производителями стекла, операторами нанесения покрытий, изготовителями конечного изделия и/или другими сторонами, вовлеченными в производство остеклений. Здесь рассматриваются также соответствующие изделия с покрытием, теплоизоляционные стеклопакеты, способы и т.д. Следует понимать, что растворение покрытия фриттой является недорогим и надежным способом удаления кромок, который в некоторых иллюстративных вариантах осуществления включает селективное растворение только напыленного покрытия, которое должно быть замещено фриттой, например, в теплоизоляционных стеклопакетах, структурном остеклении и/или в других областях.
Обратимся теперь более конкретно к чертежам, на которых фиг. 3 является блок-схемой, показывающей пример способа, подходящего для применения в некоторых иллюстративных вариантах осуществления. На этапе S301 готовят стеклянную основу. На этапе S303 наносят тонкопленочное покрытие на по меньшей мере одну главную поверхность основы. Тонкопленочное покрытие можно нанести любым подходящим способом. Например, в некоторых иллюстративных вариантах осуществления можно применять способ PVD, такой, как напыление, чтобы осадить многослойное низкоэмиссионное (low-E) покрытие на основу. Low-E покрытия обычно содержат один или более слоев, отражающих инфракрасное (ИК) излучение, пролегающих между одним или более диэлектрическими слоями. ИК-отражающий слой может состоять из или включать Ag, ITO, Ni и/или Cr и т.д., к типичным low-E покрытиям относятся покрытия SunGuard и ClimaGuard, разработанные корпорацией Guardian Industries Corp. и ее филиалами. Эти покрытия включают, например, линейку продуктов SunGuard Solar, SunGuard HP и SunGuard HS.
Покрытия ClimaGuard (некоторые из которых могут быть термообрабатываемыми в некоторых случаях) могут быть получены в соответствии с одним или более патентов US 5344718, 6475626, 6495263, 6558800, 6667121, 6686050, 6887575, 6692831, 6863928, 6936347, 7217460 и 7858191, полное содержание которых включено в настоящий документ путем ссылки.
Покрытия SunGuard (некоторые из которых могут быть термообрабатываемыми в некоторых случаях) могут быть получены в соответствии с одним или более патентов US 5344718, 5688585, 5837108, 6475626, 6495263, 6558800, 6667121, 6686050, 6887575, 6692831, 6863928, 6936347, 7037869, 7166359, 7217460, 7294402 и 7858191, полное содержание которых включено в настоящий документ путем ссылки.
Другие low-E покрытия, которые могут применяться в некоторых иллюстративных вариантах осуществления, описаны и/или проиллюстрированы в патентах US 7998320, 7771830, 7198851, 7189458 и 7056588 и/или в публикациях заявок US 2012/0219821, 2012/0164420 и 2009/0115922, полное содержание которых включено в настоящий документ путем ссылки.
Фиг. 4 является примером низкоэмиссионного (low-E) покрытия, которое может использоваться в связи с некоторыми иллюстративными вариантами осуществления. Типичная система слоев, показанная на фигуре 4, содержит стеклянную основу 401, которая несет слой 403, содержащий Ni и/или Cr, находящийся между первым и вторым кремнийсодержащими слоями 405 и 407. Содержащий Ni и/или Cr слой 403 может быть частично или полностью окисленным или, в других иллюстративных вариантах осуществления, нитрирован. В некоторых иллюстративных вариантах осуществления он может содержать Ni и/или Ti, факультативно также с Mo и/или Cr. Первый и второй кремнийсодержащие слои 405 и 407 могут быть окислены и/или нитрированы в любой подходящей стехиометрии (одним примером стехиометрии является, например, Si3N4), и в разных иллюстративных вариантах осуществления они могут иметь одинаковый, близкий или разный химический состав. Первый и второй кремнийсодержащие слои 405 и 407 в некоторых типичных случаях могут быть легированы алюминием или подобным.
Толщины слоев на примере слоистой системы с фиг.4 могут подбираться так, чтобы давать покрытия разного цвета. Например, изменяя толщину слоев можно обеспечить голубой, ярко-синий, серебряный, нейтральный, оловянный и/или другой цвет. В некоторых иллюстративных вариантах осуществления содержащий Ni и/или Cr слой 403 может быть разделен тонким слоем, состоящим из или, в некоторых иллюстративных вариантах осуществления, включающим серебро. В некоторых иллюстративных вариантах осуществления можно предусмотреть толстый верхний слой, содержащий оксид циркония и/или подобное, например, для повышения срока службы.
Фиг. 5 является другим примером low-E покрытия, которое может использоваться в связи с некоторыми иллюстративными вариантами осуществления. Пример покрытия с фигуры 5 содержит следующие слои в порядке удаления от стеклянной основы 501: первый кремнийсодержащий слой 503, первый слой, содержащий оксид цинка 505, первый слой на основе серебра 507, первый слой, содержащий Ni и/или Cr 509, первый слой, содержащий оксид олова 511, и второй кремнийсодержащий слой 513, второй слой, содержащий оксид олова 515, второй слой, содержащий оксид цинка 517, второй слой на основе серебра 519, второй слой, содержащий Ni и/или Cr 521, третий слой, содержащий оксид олова 523, и третий кремнийсодержащий слой 525.
Некоторые или все кремнийсодержащие слои 503, 513 и/или 525 могут быть окисленными и/или нитрированными в любой подходящей стехиометрии (одним примером стехиометрии является, например, Si3N4), и в разных иллюстративных вариантах осуществления они могут иметь одинаковый, близкий или разный химический состав. Некоторые или все содержащие Ni и/или Cr слои 509 и/или 521 могут быть частично или полностью окисленными и/или нитрированными в разных иллюстративных вариантах осуществления. В некоторых иллюстративных вариантах осуществления один или оба слоя могут содержать Ni и/или Ti, факультативно также с Mo и/или Cr. Содержащие оксид цинка слои 505 и 517 могут служить хорошими затравочными слоями для роста серебра, и они могут быть легированы алюминием, и/или, в других иллюстративных вариантах осуществления, кремнием.
В некоторых иллюстративных вариантах осуществления слой, содержащий оксид титана и/или подобное, можно предусмотреть под первым слоем на основе серебра 507, например, чтобы улучшить оптические свойства многослойной системы. В некоторых иллюстративных вариантах осуществления вместо второго слоя на основе кремния 513, разделяющего первый и второй содержащие оксид олова слои 511 и 515, можно оставить первый содержащий оксид олова слой 511, а второй слой 513 на основе кремния можно разделить слоем, содержащим Ni и/или Cr (который может быть металлическим или частично или полностью окисленным и/или нитрированным, и т.д.).
Как следует из изложенного выше описания и патентных документов, включенных в настоящее описание путем ссылки, в некоторых иллюстративных вариантах осуществления можно предусмотреть единственное, двойное, тройное и т.д. low-E покрытие на основе серебра.
Обратимся снова к фиг. 3, согласно которой на этапе S305 наносят фритту по желаемому рисунку. Как следует из вышесказанного, рисунок может включать твердый черный (или иного цвета) бордюр вдоль одной или более периферийных кромок основы. Фритту можно наносить способом трафаретной печати или другим способом печати, предпочтительно используя стандартный трафарет и стандартные рабочие условия. Это может включать, например, использование сетки 408 меш для нанесения влажной фритты на обычную толщину, как будет подробнее обсуждаться ниже.
На этапе S307 фритту можно подвергнуть сушке и/или предварительному обжигу при первой повышенной температуре (например, менее 400°C, более предпочтительно менее 300°C, еще более предпочтительно менее 250°C и иногда в интервале 150-200°C). После надлежащей сушки и/или предварительного обжига фритты основу с покрытием и фриттой на нем можно нарезать на подходящие размеры, и/или из более крупной основы можно получить несколько промежуточных изделий с покрытием. После этого факультативного процесса резки, можно провести термообработку основы с покрытием и фриттой на нем, например, как указано на этапе S309. Этот этап может осуществляться при второй повышенной температуре, которая выше, чем первая повышенная температура. В некоторых иллюстративных вариантах осуществления могут использоваться температуры, ассоциируемые с термообработкой. Следует понимать, что в некоторых иллюстративных вариантах осуществления можно избежать сложных и дорогостоящих процессов резки на размеры для стекла с покрытием по периметру, используя термообрабатываемые low-E покрытия и/или покрытия, на которые печатью нанесена растворяющая покрытие фритта.
В некоторых иллюстративных вариантах осуществления этап S305 (с или без этапа S307) может повторяться, чтобы создать напечатанный трафаретным способом "двойной" рисунок, который идентичен или отличается при каждом повторении. "Двойная" трафаретная печать может быть выгодной, когда используются герметики на основе силикона и/или другого, например, чтобы обеспечить растворение всего нижележащего покрытия, чтобы не оставалось или по существу не оставалось материала в "карманах", чтобы не захватывались пузыри при выделении газа из растворенного материала low-E покрытия, и т.д.
Термины "тепловая обработка" и "термообработка", как они используются здесь, означают нагрев изделия до достаточной температуры, чтобы достичь термической закалки и/или термического упрочнении изделия, содержащего стекло. Это определение охватывает, например, нагревание изделия с покрытием в печи или шкафу до температуры по меньшей мере примерно 550°C, более предпочтительно по меньшей мере примерно 580°C, более предпочтительно по меньшей мере примерно 600°C, более предпочтительно по меньшей мере примерно 620°C и наиболее предпочтительно по меньшей мере примерно 650°C в течение достаточного времени, чтобы позволить пройти закалке и/или термическому упрочнению. Этот период может составлять по меньшей мере примерно две минуты или, в некоторых иллюстративных вариантах осуществления, до примерно 10 минут. Следует понимать, что покрытие предпочтительно является структурированным, чтобы выдерживать термообработку.
Было найдено, что low-E покрытия отражают тепло и, как результат, в некоторых воплощениях могут быть желательны более высокие температуры, чем ожидалось. В этой связи можно добавить дополнительную конвекцию, и такая дополнительная конвекция желательна, когда следует удалять полосу покрытия шириной примерно 1 см или больше.
В отличие от сушки или отверждения, осуществляемых на этапе S307, термообработка на этапе S309 может запустить химический процесс, в который вовлечена фритта. Так, в некоторых иллюстративных вариантах осуществления частицы, которые были суспендированы во фритте, могут в ответ на термообработку мигрировать вниз в покрытие. Эти частицы в некоторых иллюстративных вариантах осуществления могут содержать частицы на основе фтора и/или висмута. Например, в публикации заявки US 2011/0233481 описывается фторированная серебряная паста для получения электрических соединений в сильно диэлектрических пленках путем "проедания" толстых диэлектрических слоев. Полное содержание этой публикации включено в настоящий документ путем ссылки. Миграция вниз может химически растворять или по иному "разъедать" нижележащее low-E или иное покрытие. Как часть этого процесса можно наблюдать образование пузырьков, выделение газов и/или подобное.
После термообработки фритта полностью превращается в эмаль и является плоской и гладкой. Вместо простого поверхностного удаления нижележащего low-E или иного покрытия, этим способом удается растворить по меньшей мере 80% толщины нижележащего покрытия, более предпочтительно по меньшей мере 90% толщины нижележащего покрытия и еще более предпочтительно по меньшей мере 95-100%. Таким образом, термоактивируемая химическая реакция предпочтительно удаляет по существу все покрытие в нижележащих зонах, что приводит к химически ориентированному процессу удаления кромок. Как указывалось выше, можно осуществлять многократную трафаретную печать, например, чтобы облегчить химическое удаление кромок/процесс растворения покрытия.
Фритта может содержать компоненты, выбранные так, чтобы придать желаемую окраску после обжига. Во многих случаях желательна черная окраска. Выгодно, что поскольку нижележащее low-E или другое покрытие удалено, можно видеть "истинный" цвет фритты, а не цвет, получающийся в результате комбинации фритты и покрытия, который, как было обнаружено, отличается от ожидаемого в случае, если бы наносилась одна фритта. Например, отклонение цвета от "истинного" цвета фритты, определяемое через параметр ΔE*, соответствует ΔE* менее 3, более предпочтительно менее 2 и еще более предпочтительно менее 1 или 1,5. Напротив, следует ожидать, что сохранение low-E покрытия во многих схемах вызовет отклонение значения ΔE* примерно на 2 единицы от "истинного" цвета фритты.
Фиг. 6 является видом в разрезе одного иллюстративного изделия с покрытием согласно некоторым иллюстративным вариантам осуществления. Как можно видеть на фигуре 6, стеклянная основа 601 несет low-E и/или иное покрытие 603, а также фритту 605, нанесенную вдоль периферийных кромок основы 601. Несмотря на то, что low-E и/или иное покрытие 603 было изначально нанесено по существу на всю главную поверхность основы 601, фритта 605 находится в прямом физическом контакте с главной поверхностью, так как она растворила low-E и/или иное покрытие 603 на участках, находившихся под ней во время термообработки. В некоторых иллюстративных вариантах осуществления эта полоса материала может быть шириной 5-10 см и иметь черный или любой другой подходящий цвет в желаемой области или рисунке (например, у и/или вдоль одной или более периферийных кромок). Следует понимать, что традиционное удаление кромок в этой зоне заняло бы довольно много времени, и было бы сложном получить гладкий и однородный эстетически привлекательный вид.
Вообще говоря, было найдено, что толщина в обожженном состоянии составляет примерно половину толщины во влажном состоянии. Типичная фритта для применения в области обычных теплоизоляционных стеклопакетов будет наноситься с начальной толщиной во влажном состоянии примерно 20-100 микрон (как пример, на толщину 50 микрон). Как отмечалось выше, эта начальная толщина во влажном состоянии может быть достигнута с применением обычной трафаретной печатной машины и сетки (например, сетки 408 меш). Конечная толщина в обожженном состоянии будет составлять примерно 7-60 микрон (как пример, толщина во влажном состоянии 50 микрон дает после обжига рисунок толщиной 25-30 микрон, являющийся абсолютно непрозрачным). Нанесение фритты на толщину во влажном состоянии 35-65 микрон выгодно, когда желательная полная непрозрачность. Было найдено, что меньшие толщины все еще будут обладать способностью растворять покрытие, но конечная степень непрозрачности будет ниже (соответственно конечная светопроницаемость будет выше). Например, фритта, нанесенная на толщину во влажном состоянии 20 мкм, дает конечную эмаль толщиной 10 микрон, но покрытие является лишь полуматовым. Пропускание в диапазоне видимого спектра в полуматовом состоянии типично будет выше примерно 40%. В обоих примерах были выдержаны испытания на механическую прочность и адгезию.
На этапе S311 термообработанное изделие соединяют с другими деталями с получением конечного продукта. Покрытие из фриттованной эмали образует хорошее соединение со стеклом. Предпочтительно, соединение оставшегося стекла с фриттой совместимо с основными материалами остекления, такими, как силиконы для структурного остекления, герметики для теплоизоляционных стеклопакетов, материалы для дистанционных рамок и т.д. Например, в некоторых иллюстративных вариантах осуществления стало возможным приклеивать дистанционную систему для теплоизоляционного стеклопакета прямо на фритту, удовлетворяя при этом желаемым или необходимым требованиям к адгезионной прочности, например, когда желаемым конечным продуктом является теплоизоляционный стеклопакет.
В этой связи, фиг. 7 показывает в сечении пример теплоизоляционного стеклопакета согласно некоторым иллюстративным вариантам осуществления. Как можно видеть, изделие с покрытием, показанное для примера на фиг. 6, является частью теплоизоляционного стеклопакета, пример которого показан на фигуре 7. Так, теплоизоляционный стеклопакет с фиг. 7 включает два стеклянных листа 601 и 701. Один или оба стеклянных листа могут быть термообработанными (например, закаленными или термически упрочненными), но в других случаях они альтернативно могут быть оставлены в отожженном состоянии. В других случаях одна или обе основы могут быть ламинированы с другой основой. Как следует из описанного выше, по меньшей мере стеклянная основа 601 с вероятностью будет термообработана в фазе образования эмали. Дистанционная рамка 703, состоящая из или включающая алюминий или другой подходящий материал, помогает удерживать основы 601 и 701 по существу параллельно на расстоянии друг от друга. Дистанционная рамка 703 иногда включает полости, которые могут быть наполнены сухим влагопоглощающим материалом (например, состоящим из или включающим алюмосиликат или подобное). Таким образом, границы полости или кармана 705 определены и могут быть заполнены инертным газом, таким, например, как Ar, Kr, Xe, и/или подобным. Уплотнение 707 образовано вокруг кромок и соединено с дистанционной рамкой и внутренними поверхностями периферийных кромок основ 601 и 701. В различных иллюстративных вариантах осуществления основы 601 и 701 могут иметь одинаковые или разные размеры.
В различных иллюстративных вариантах осуществления low-E и/или иное покрытие 603 можно предусмотреть на любой одной или более поверхностей остекления (например, на поверхностях 1, 2, 3 и/или 4). В других иллюстративных вариантах осуществления можно предусмотреть противоотражательное (AR) покрытие на некоторых или всех остальных поверхностях. В некоторых иллюстративных вариантах осуществления покрытие 603 может иметь противоотражательные свойства.
Некоторые иллюстративные варианты осуществления предпочтительно должны выдерживать следующие и/или другие испытания на фриттованную эмаль:
- ASTM C724-91: стандартный метод испытаний на кислотостойкость керамических декоративных элементов на архитектурном стекле;
- ASTM C1203-04: стандартный метод испытаний на количественное определение щелочестойкости стеклокерамической эмали; и
- Метод испытаний B китайской тушью согласно ASTM C1048-04 (Стандартная спецификация на термообработанные плоские стекла сорта HS, стекла сорта FT с покрытием и без покрытия).
Некоторые иллюстративные варианты осуществления предпочтительно должны включать такие условия обжига, которые приводят к готовым продуктам, соответствующим требованиям к термическому упрочнению и закалке стандарта ASTM C1048-04 (Стандартная спецификация на термообработанные плоские стекла сорта HS, стекла сорта FT с покрытием и без покрытия). Некоторые иллюстративные варианты осуществления также предпочтительно должны в достаточной степени растворять low-E и/или иное нанесенное покрытие (например, осажденное методом PVD), чтобы создать границу фритта/герметик, которая отвечает требованиям к структурным свойствам границы раздела стекло/герметик.
Теплоизоляционные стеклопакеты, полученные согласно некоторым иллюстративным вариантам осуществления, предпочтительно должны выдерживать испытания согласно, например, норме EN1279-2, относительно характеристик старения, включая требования на проникновение влаги; и/или испытания согласно ETAG 002, относящиеся к требованиям на структурные герметики.
Из описанного выше должно быть очевидно, что некоторые иллюстративные варианты осуществления относятся к фритте, которая облегчает полное или по существу полное удаление кромок, дает фритту, по существу не приводящую к отклонению цвета от ожидаемых норм, сохраняет оставшееся покрытие неповрежденным и предотвращает образование полос и/или повреждение основы, иногда возникающее при механическом удалении кромок, и т.д.
После обжига фритта предпочтительно должна выдерживать испытания, имитирующие старение, продолжительное воздействие ультрафиолета, условия высокой температуры/высокой влажности (например, применяя испытание при температуре 85°C и относительной влажности 85%) и т.д.
Хотя некоторые иллюстративные варианты осуществления были описаны как включающие черную фритту, некоторые иллюстративные варианты осуществления могут включать альтернативные пигменты или, например, цветовые добавки, чтобы фритта образовывала непрозрачную или полуматовую эмаль одного или более разных цветов. Например, в случае альтернативных пигментов можно использовать широкий выбор цветов, например, чтобы создать изделия с желаемыми цветными рисунками, которые являются непрозрачными и/или по меньшей мере частично светопропускающими. В некоторых иллюстративных вариантах осуществления один или несколько цветов можно нанести трафаретной печатью на основу, чтобы создать на ней один или более желаемых рисунков. В некоторых иллюстративных вариантах осуществления по меньшей мере часть основы будет иметь рисунок, напечатанный трафаретной печатью. Это может включать, например, нанесение рисунка на одну или обе главные поверхности основы, например, поверх только части и/или по существу на всю площадь. Одним примером является единственный, по существу однородный цвет, нанесенный трафаретной печатью на всю или по существу всю одну или обе главные поверхности основы.
Таким образом, следует понимать, что некоторые иллюстративные варианты осуществления подразумевают термообработанную основу с по существу однородным, окрашенным, частично непрозрачным слоем, нанесенным на всю или по существу всю главную поверхность стеклянной основы. Эту основу можно гнуть и/или оставить плоской. В некоторых иллюстративных вариантах осуществления непрозрачный слой может быть предусмотрен на поверхности, содержащей low-E покрытие, или на противоположной ей поверхности, например, в случаях, когда не требуется скрепления с другим компонентом.
Следует понимать, что описанные здесь примеры методов могут применяться во множестве различных областей. Например, описанные здесь теплоизоляционные стеклопакеты могут применяться в качестве окон, потолочных светильников, фрамуг, бокового освещения и/или подобного в жилых помещениях (например, в доме) и/или в коммерческих учреждениях (например, в административном здании). Они могут также применяться в средствах промышленной перевозки и/или в других транспортных средствах.
Некоторые иллюстративные варианты осуществления были описаны в отношении теплоизоляционных стеклопакетов, содержащих две основы. Сюда относятся, например, стеклопакеты с вакуумной изоляцией (VIG), где первая и вторая основы отделены друг от друга совокупностью стоек и краевым уплотнительным материалом, который часть выполнен из стеклянной фритты, и в котором область между двумя основами разрежена до давления ниже атмосферного. В таких случаях уплотнение может быть соединено с основами и фриттой или с другим краевым уплотнительным материалом.
Однако следует отметить, что описываемые здесь примеры методов, могут применяться со стеклопакетами, которые содержат более двух основ. Сюда относятся обсуждавшиеся выше ламинированные системы, а также так называемое "двухкамерные" теплоизоляционные стеклопакеты, в которых первая и вторая основы разделены первой дистанционной системой, а вторая и третья основы разделены второй дистанционной системой. В таких случаях может иметься два разных уплотнителя, по одному для каждой дистанционной системы. В других случая может иметься одно большое уплотнение.
"Периферийное" и "кромочное" уплотнение не означает здесь, что уплотнения находятся на абсолютной периферии или краю стеклопакета, напротив, это означает, что уплотнение по меньшей мере частично находится на или вблизи (например, в пределах двух дюймов) кромки по меньшей мере одной основы стеклопакета. Аналогично, термин "кромка", как он используется здесь, не ограничен абсолютным краем стеклянной основы, но может также включать область у или вблизи (например, в пределах двух дюймов) абсолютного края основы или основ).
Хотя может указываться, что элемент, слой, слоистая система, покрытие и т.п. находится "на" основе или "поддерживается" основой, слоями, слоистой системой, покрытием и т.п., между ними могут находиться другие слои и/или материалы. Так, например, можно считать, что описанные выше уплотнения находятся "на" основах и "поддерживаются" основами, даже если между ними имеется другой слой или слои) (например, low-E покрытия).
В некоторых иллюстративных вариантах осуществления дается способ получения изделия с покрытием. Фритту наносят трафаретной печатью по желаемому рисунку на стеклянную основу, несущую термообрабатываемое тонкопленочное покрытие, причем по меньшей мере часть фритты находится поверх и в прямом контакте с тонкопленочным покрытием. Основу с тонкопленочным покрытием и фриттой на нем подвергают термообработке при первой температуре или в первом диапазоне температур, достаточных, чтобы (a) заставить частицы фритты мигрировать вниз в тонкопленочное покрытие и растворять его в зонах, находящихся под рисунком, и (b) наплавить фритту прямо на основу по желаемому рисунку, получая изделие с покрытием.
Помимо признаков, указанных в предыдущем абзаце, в некоторых иллюстративных вариантах осуществления тонкопленочное покрытие может быть многослойным покрытием, нанесенным напылением.
Помимо признаков, указанных в любом из двух предыдущих абзацев, в некоторых иллюстративных вариантах осуществления до указанной термообработки фритту можно подвергнуть сушке и/или предварительному отверждению при второй температуре или во втором диапазоне температур, которые не превышают 250°C.
Помимо признаков, указанных в любом из трех предыдущих абзацев, в некоторых иллюстративных вариантах осуществления сушку и/или предварительное отверждение фритты можно провести при третьей температуре или в третьем диапазоне температур, недостаточных, чтобы заставить частицы фритты мигрировать вниз в тонкопленочное покрытие и расплавить его в зонах под рисунком и наплавить фритту прямо на основу в виде желаемого рисунка, при получении изделия с покрытием
Помимо признаков, указанных в любом из четырех предыдущих абзацев, в некоторых иллюстративных вариантах осуществления термообработка может быть термической закалкой.
Помимо признаков, указанных в любом из пяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления первая температура или первый диапазон температур могут соответствовать или превышать 600°C.
Помимо признаков, указанных в любом из шести предыдущих абзацев, в некоторых иллюстративных вариантах осуществления первая температура или первый диапазон температур могут соответствовать или превышать 620°C, если учесть тепло, отраженное тонкопленочным покрытием.
Помимо признаков, указанных в любом из семи предыдущих абзацев, в некоторых иллюстративных вариантах осуществления тонкопленочное покрытие может быть многослойным low-E покрытием.
Помимо признаков, указанных в предыдущем абзаце, в некоторых иллюстративных вариантах осуществления low-E покрытие может содержать по меньшей мере один слой, отражающий инфракрасное (ИК) излучение, находящийся между первым и вторым диэлектрическими слоями или слоистыми системами. Например, каждый указанный ИК-отражающий слой может содержать серебро.
Помимо признаков, указанных в любом из двух предыдущих абзацев, в некоторых иллюстративных вариантах осуществления low-E покрытие может включать слой, содержащий Ni и/или Cr, находящийся между первым и вторым кремнийсодержащими слоями.
Помимо признаков, указанных в любом из десяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления фритта может быть нанесена трафаретной печатью на толщину во влажном состоянии 35-100 микрон, ее толщина в обожженном состоянии составляет примерно половину толщины во влажном состоянии, и она является непрозрачной после термообработки. Альтернативно или дополнительно, помимо признаков, указанных в любом из предыдущих десяти абзацев, в некоторых иллюстративных вариантах осуществления фритта может быть нанесена трафаретной печатью на толщину во влажном состоянии менее 35 микрон, она может иметь толщину в обожженном состоянии, составляющую примерно половину толщины во влажном состоянии, и/или может иметь пропускание в диапазоне видимого спектра по меньшей мере 40%.
Помимо признаков, указанных в любом из 11 предыдущих абзацев, в некоторых иллюстративных вариантах осуществления трафаретную печать фритты по желаемому рисунку можно повторять.
Помимо признаков, указанных в любом из 12 предыдущих абзацев, в некоторых иллюстративных вариантах осуществления основа может быть нарезана на желаемые размеры и/или формы после указанной трафаретной печати и до указанной термообработки.
В некоторых иллюстративных вариантах осуществления изделие с покрытием может быть получено способом, указанным в любом из предыдущих 13 абзацев.
В некоторых иллюстративных вариантах осуществления дается способ получения теплоизоляционного (IG) стеклопакета. Фритту печатают по желаемому рисунку на первой стеклянной основе, несущей термообрабатываемое тонкопленочное покрытие, нанесенное способом физического осаждения из паровой фазы (PVD), причем по меньшей мере часть фритты находится в прямом контакте с тонкопленочным покрытием. Первую основу с тонкопленочным покрытием и фриттой на нем подвергают термической закалке, в результате которой тонкопленочное покрытие растворяется в зонах контакта с фриттой, и фритта наплавляется прямо на основу по желаемому рисунку, давая промежуточное изделие. Промежуточное изделие собирают с другими деталями в теплоизоляционный стеклопакет.
Помимо признаков, указанных в предыдущем абзаце, в некоторых иллюстративных вариантах осуществления дистанционная система может быть ориентирована вокруг периферийной кромки промежуточного изделия, вторая основа может быть размещена на дистанционной системе таким образом, чтобы первая и вторая основы были по существу параллельны друг другу и отстояли на некоторое расстояние; и на одну или более сопряженных зон дистанционной системы, первой основы и второй основы может быть нанесен клей, чтобы герметично уплотнить теплоизоляционный стеклопакет.
Помимо признаков, указанных в любом из двух предыдущих абзацев, в некоторых иллюстративных вариантах осуществления тонкопленочное покрытие может быть многослойным низкоэмиссионным (low-E) покрытием, осажденным распылением, содержащим по меньшей мере один отражающий инфракрасное излучение (ИК) слой, находящийся между первым и вторым диэлектрическими слоями или системой слоев.
Помимо признаков, указанных в предыдущем абзаце, в некоторых иллюстративных вариантах осуществления, каждый указанный ИК-отражающий слой может содержать серебро, ITO, или Ni и/или Cr.
Помимо признаков, указанных в любом из четырех предыдущих абзацев, в некоторых иллюстративных вариантах осуществления до указанной термообработки фритту можно подвергнуть сушке и/или предварительному отверждению при температуре не выше 250°C.
Помимо признаков, указанных в любом из пяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления теплоизоляционный стеклопакет может выдержать испытания согласно EN 1279-2, относящиеся к характеристикам старения, в том числе удовлетворять требованиям к проникновению влаги; и/или испытания согласно ETAG 002, относящиеся к требованиям к структурным герметикам.
Помимо признаков, указанных в любом из пяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления тонкопленочное покрытие может быть удалено путем термической закалки фритты без использования другого типа удаления кромок. Например, помимо признаков, указанных в любом из пяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления при удалении участков тонкопленочного покрытия не требуется применения механического удаления кромок.
В некоторых иллюстративных вариантах осуществления теплоизоляционный (IG) стеклопакет может быть получен способом согласно любому из семи предыдущих абзацев.
Хотя изобретение было описано в связи с тем, что в настоящее время считается наиболее практичным и предпочтительным воплощением, следует понимать, что изобретение не ограничено раскрытыми вариантами осуществления, но, напротив, подразумевается, что оно включает в себя различные модификации и эквивалентные конфигурации, охватываемые сущностью и объемом приложенной формулы.
Покрытое изделие с низкоэмиссионным покрытием, имеющим поглощающий слой, предназначенный для создания желательного голубоватого цвета при рассматривании под внеосевыми углами наблюдения
Покрытия из диоксида титана и способы формирования покрытий из диоксида титана с уменьшенным размером кристаллитов
Изделие, покрытое низкоэмиссионным покрытием, включающим оксид циркония и/или цирконий-кремний оксинитрид
Стойкое к царапанью и травлению стеклянное изделие с покрытием и способ его получения
Способы нанесения защитных покрытий, уменьшающих появление царапин, на изделия с нанесенным многослойным покрытием
Покрытое изделие с теплоотражающим покрытием, имеющим слой на основе станната цинка между ик-отражающими слоями для уменьшения пятнистости, и соответствующий способ
Покрытое изделие с низкоэмиссионным покрытием, имеющим слой оксида титана и/или слой(и) на основе nicr для улучшения цветовых значений и/или коэффициента пропускания, и способ его изготовления
Электрохромные устройства, сборные узлы, включающие электрохромные устройства, и/или способы их изготовления
Электронное устройство, включающее в себя слой(и) на основе графена, и/или способ его изготовления
Электронные устройства, содержащие прозрачные проводящие покрытия, содержащие углеродные нанотрубки и композиты из нанопроводов, и способы их изготовления

