Результат интеллектуальной деятельности: Способ сверления глубоких отверстий в меди
Вид РИД
Изобретение
Изобретение относится к области обработки металлов резанием и может быть использовано при сверления глубоких отверстий в меди.
Известны способ сверления медных сплавов сверлом диаметром 20 мм с режимами обработки So=1,1 мм/об, V=25,0 м/мин, Рот=9217 Н, N=2,5 кВт [Карта 1, С. 429, Общемашиностроительные нормативы режимов резания: Справочник: В 2-х т.: Т. 1 / А.Д. Локтев, И.Ф. Гущин, Батуев В.А. и др. - М.: Машиностроения, 1991. - 640 с.].
Аналогом изобретения является способ получения глубоких отверстий малого диаметра в деталях из мягкого материала (Патент RU 2416496 от 20.04.2011 Бюл. №11). Способ, включающий сверление с одного торца детали отверстия вращающимся и перемещающимся в осевом направлении инструментом. Для упрощения технологии получения глубоких отверстий и повышения производительности первоначально на всю глубину сверлят отверстие диаметром в 2-2,5 раза больше требуемого диаметра. Затем вставляют в полученное отверстие предварительно смазанный для последующего удаления стержень, диаметр которого соответствует требуемому диаметру отверстия. Затем производят обжатие детали цангой или обкатными роликами, после чего удаляют стержень из отверстия. В качестве стержня может быть использована стальная проволока.
Недостатком данного способа является невозможность применить этот способ для получения глубоких отверстий диаметром 20 мм и более без вывода сверла.
Прототипом изобретения является способ сверления глубокого отверстия в заготовке на универсальном токарном станке (Патент RU 2630732 от 12.09 2017 Бюл. №26). Заготовку закрепляют одним концом в патроне станка, а вторым - в люнете, сверлят наметочное отверстие, затем растачивают его с использование оправки. На место резцедержателя на суппорте устанавливают стебледержатель с открытым зажимным устройством. Один из стеблевых люнетов устанавливают на станину станка посередине между суппортом и заготовкой, а второй - зеркально за суппортом. Используют стебель коаксиальной конструкции. В задней части стебля выполняют ввод во внешнюю трубу и вывод из внутренней трубы, которые присоединяют к соответствующим патрубкам системы смазочно-охлаждающей жидкости (СОЖ). Стебель с патрубками перемещают в просверленное отверстие. После включения системы СОЖ посредством вращения патрона станка и подачи суппорта производят сверление. Обеспечивается сверление глубокого отверстия любой формы на токарном станке без использования специального оборудования в условиях единичного производства.
Недостатком данного способа является невозможность осуществить сверление глубокого отверстия диаметром 20 мм и более без вывода сверла.
Задачей, на которую направлено изобретение, является усовершенствование способа сверления глубоких отверстий в меди, повышающее производительность сверления, уменьшающее увод оси сверла относительно оси отверстия.
Технический результат - обеспечение стабильного и равномерного стружколомания, сокращение времени сверления отверстия.
Технический результат достигается тем, что способ сверления глубоких отверстий в меди, включающий сверление заготовки на станке, с помощью сверла глубокого сверления с использованием системы подачи и отвода смазочно-охлаждающей жидкости и выхода ее вместе со стружкой, при этом сверление осуществляют на универсальном горизонтально-расточном станке шнековым сверлом с частотой вращения сверла n=600-915 об/мин, при этом заготовку закрепляют на столе станка болтами и планками, а подачу заготовки осуществляют столом со скоростью подачи стола S=120-125 мм/мин. Охлаждение производят сульфофрезолом. Диаметр шнекового сверла 20-25 мм.
На обеспечение стабильного и равномерного стружколомания большое влияние оказывает скорость подачи стола и частота вращения сверла. Увеличение частоты вращения сверла более 915 об/мин и скорости подачи стола более 125 мм/мин приводит к поломке сверла, а уменьшение режимов ниже заявленных в изобретении к снижению производительности.
Использование сульфофрезола способствует лучшему формообразованию стружки, благодаря уменьшению коэффициента трения при резании и улучшает качество обработанной поверхности.
Данные отличительные признаки позволяют повысить производительность сверления глубоких отверстий и обеспечить стабильное и равномерное стружколомание без вывода сверла.
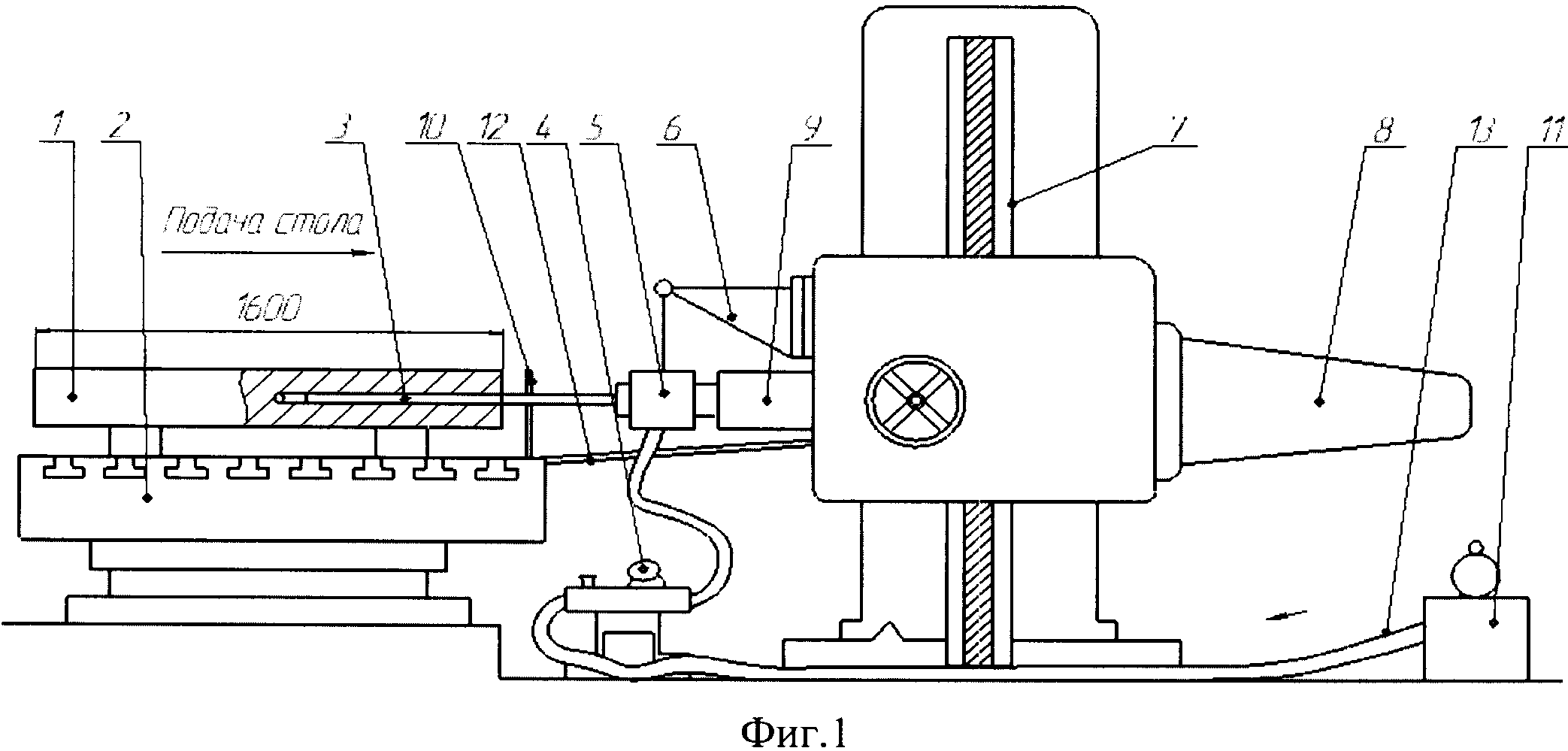
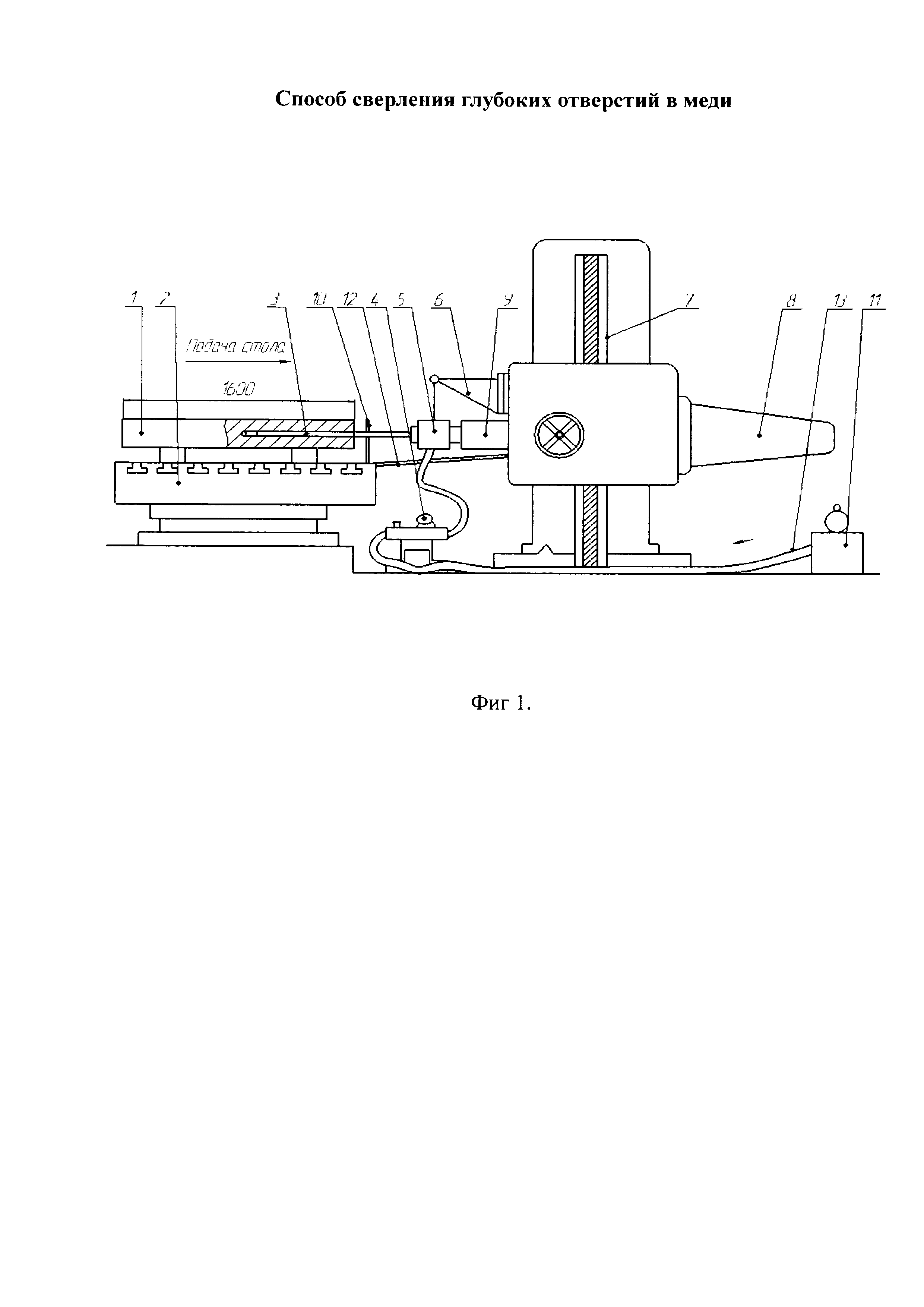
На фиг. 1 приведена схема универсального горизонтально-расточного станка. При заявляемом способе сверления заготовку 1 закрепляют на поворотном столе 2 горизонтально-расточного станка. Шпиндельную бабку 8 устанавливают на нужную высоту на колонне станка 7. Поднимают откидной щиток 10, который предохраняет рабочего от разбрызгивания жидкости. После этого производят подачу стола с заготовкой со скоростью подачи S=120-125 мм/мин к вращающемуся сверлу 3 и сверлят отверстие. Шнековое сверло 3 диаметром 20 мм, соединенное через водоприемник 5 со шпинделем 9 шпиндельной бабки 8 станка, получает вращение с частотой n=915-1250 об/мин. Станок оборудован установкой СОЖ 4. Кронштейн 6 связан с водоприемником 5 для повышения жесткости конструкции. Для охлаждения сверла 3 и транспортировки стружки эмульсия из бака 11 насосом через шланги высокого давления 13, водоприемник 5, сверло 3 подают в зону резания и по канавке удаляют стружку, которая сливается по желобам 12 и столу 2 снова в бак 11.
При такой последовательности осуществляемых операций даже при единичном производстве обеспечивается возможность процесса сверления глубокого отверстия в заготовке из меди на универсальном горизонтально-расточном станке без вывода сверла и необходимости в дополнительном оборудовании.
Примеры конкретного изготовления. Для сверления отверстий диаметром 20 на глубину l=500-600 мм были применены следующие режимы сверления по описанному выше способу. Данные указаны в табл. 1.
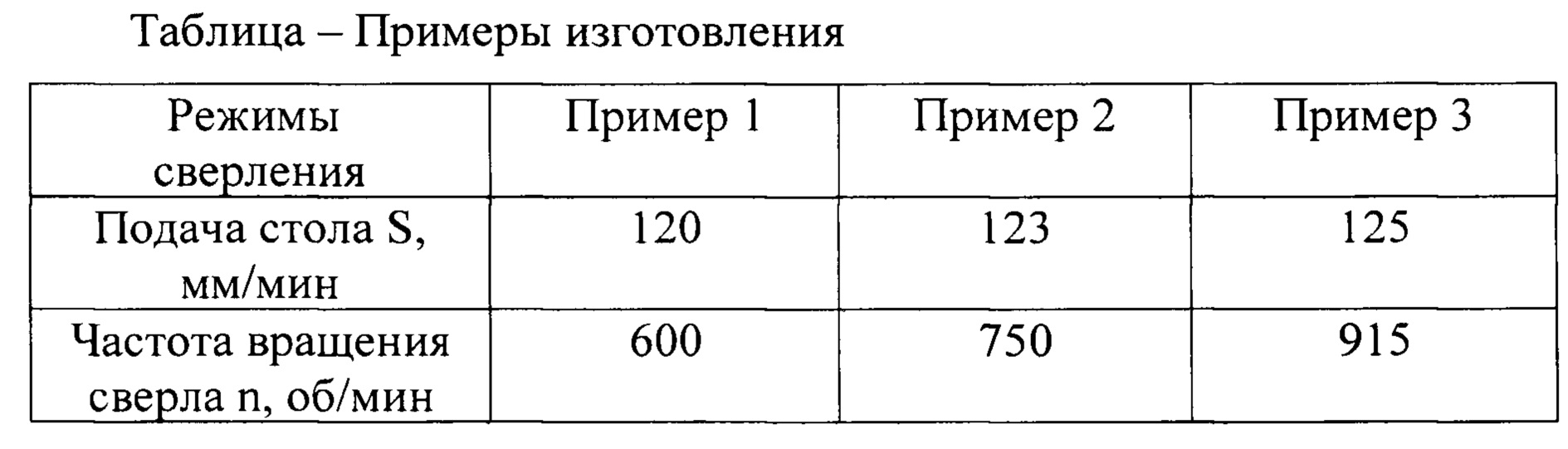
Экспериментально установлено, что наибольшая производительность и стабильное и равномерное стружколомание при сверлении меди обеспечивается с режимами сверления: подача стола S=120 мм/мин, частота вращения сверла n=915 об/мин.
В результате предложенного способа производительность сверления глубоких отверстий повышается в 1,5 раза. При этом увод оси отверстия не превышает 2 мм. Шероховатость отверстий после обработки Ra=25 мкм.
Способ получения многослойных высокоэнтропийных композитных покрытий
Устройство для определения места повреждения силового кабеля
Модифицированный контроллер управления обучением нейронной сети с генетическим алгоритмом
Двигатель сепаратора совмещенной конструкции
Аксиальный поршневой двигатель внутреннего сгорания
Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов
Пресс-форма по изготовлению прутков для аргонодуговой наплавки
Способ сушки зернового материала
Способ испытания наплавленного металла на стойкость против образования горячих трещин
Способ извлечения жировосковой смеси из отработанного фильтровального порошка
Способ сверления глубокого отверстия в стальной заготовке
Способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок
Способ сверления сквозных отверстий в меди
Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке
Способ строгания бронзовой плиты
Способ изготовления полой цилиндрической заготовки
Способ заточки шнекового сверла
Способ получения износостойкого покрытия на изделии из инструментальной стали

