Полимерная пленка и способ ее изготовления
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИЧЕСКОГО ПРИМЕНЕНИЯ
Изобретение относится к полимерной пленке с одной или несколькими продольными полосами, имеющими толщину на 3-50 мкм больше, чем у основной части пленки. Изобретение также относится к способу изготовления пленки, в котором расплавленный полимер или полимерную композицию экструдируют в единый слой и охлаждают, и, таким образом, формируют пленку. Наконец, изобретение относится к использованию этой пленки.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Полимерная пленка имеет множество областей использования. Одной такой областью использования является упаковка разнообразных продуктов, как вручную, так и при помощи автоматического оборудования. Например, товар на поддоне может быть обернут полимерной пленкой с целью защиты этого товара на поддоне в ходе транспортировки.
Если необходимо транспортировать большие объемы товара, процесс обертывания автоматизируют. Как правило, поддон с загруженным на него товаром помещают на вращающийся стол, один конец полимерной пленки вытягивают из раздаточного устройства и прикрепляют к боковой стороне поддона или к товару на нем, часто при помощи усилия сцепления. Затем поддон вращают на несколько оборотов, тогда как раздаточное устройство возвратно-поступательно перемещается в вертикальном направлении так, что поддон и товар на нем покрываются несколькими слоями полимерной пленки. Полимерную пленку перед применением часто растягивают. Наконец, полимерную пленку отрезают от раздаточного устройства. Тогда поддон и товар на нем образуют устойчивое целое, которое можно безопасно транспортировать в пункт назначения без риска падения товара с поддона.
Еще одной областью применения полимерной пленки является обертывание свежескошенной травы в большие шарообразные упаковки с целью формирования воздухонепроницаемых упаковок для силоса, используемого в качестве корма для животных сельскохозяйственного назначения. Для обертывания травы несколькими перекрывающимися слоями полимерной пленки используют автоматическое оборудование.
Химический состав полимерной пленки, ее механические свойства, а также ее толщину приспосабливают к ее конкретному использованию так, чтобы пленка отвечала требованиям при ее применении. Однако еще одной важной особенностью полимерной пленки является то, что она должна быть простой в обращении, в особенности для автоматического оборудования, так как разрушение пленки может приводить к непредвиденному простою оборудования, задержкам поставок и т.д.
Было обнаружено, что края полимерной пленки многих типов играют очень важную роль, когда дело доходит до общей прочности пленки и простоты обращения с ней.
В европейском патенте №2047985 края описаны как наиболее чувствительные зоны, и повреждения краев могут вызывать разрушение пленки при применении. В европейском патенте №2047985 проблема механического упрочнения полимерной пленки решена путем срезания полосок с границ пленки непосредственно после того, как она была отлита или получена экструзией с раздувом, и наложения этих полосок на края основной части пленки.
В нескольких других документах, таких, как европейский патент №1095759 с целью усиления краев наиболее удаленные от центра участки пленки, по меньшей мере, один раз складывали продольно.
Эти решения достаточно хорошо работают, по меньшей мере, в теории, однако на практике могут возникнуть проблемы. Иногда или на сложенной, или срезанной полоске, или на основной части пленки в зоне, где пленка была применена, случайно возникают сгибы или складки. Прочность края в зоне такой складки серьезно уменьшается, в результате чего может легко происходить разрушение этой полимерной пленки, что, в свою очередь, как описано выше, приводит к простою, задержкам и т.д.
Еще одним недостатком вышеописанных способов усиления полимерной пленки является то, что во избежание образования складок или проблем с оборудованием, складывающим или срезающим пленку в ходе ее изготовления, может возникнуть необходимость в снижении производительности.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание полимерной пленки с повышенным усилением ее продольных зон, посредством чего удается избежать проблем, связанных с разрушением пленки в ходе обращения с ней.
РЕШЕНИЕ
Эта цель будет достигнута, если первоначально упомянутая пленка будет отличаться тем, что как единое целое с основной частью пленки, в едином слое будет сформирована полоса большей толщины.
Дальнейшие преимущества будут достигнуты, если эта полимерная пленка также будет отличаться одним или несколькими определяющими признаками по пунктам 2-4 формулы изобретения.
Что касается способа изготовления этой полимерной пленки, цель достигается, если первоначально упомянутый способ отличается тем, что полимерный слой охлаждают в одной или нескольких узких зонах, соответствующих ширине и положению продольной полосы (полос) большей толщины перед охлаждением основной части пленки.
Дальнейшие преимущества достигаются, если этот способ также отличается одним или несколькими отличительными признаками по пунктам 6-9 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже изобретение будет описано со ссылкой на прилагаемые чертежи.
Здесь:
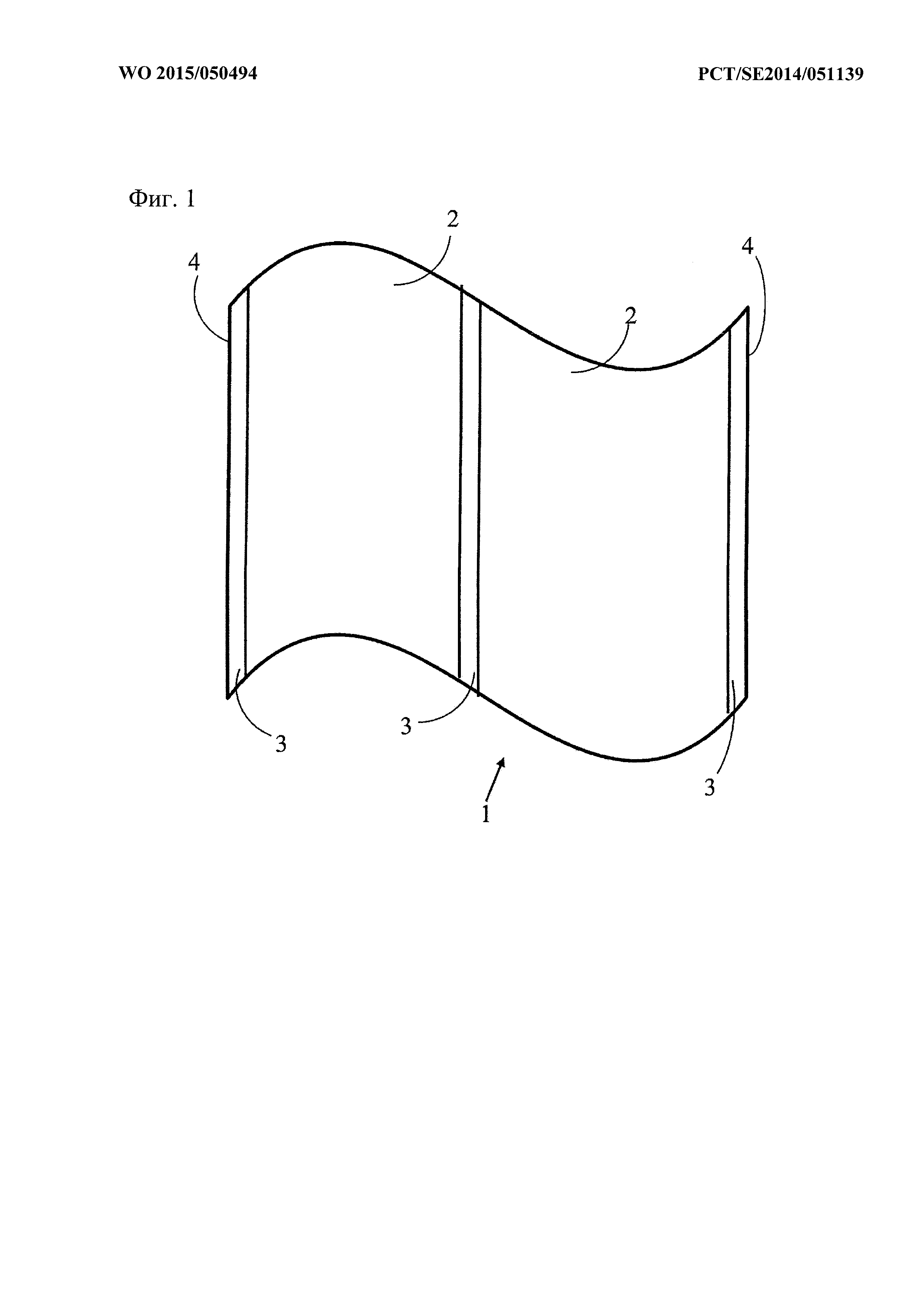
Фиг. 1 - вид в плане одного из вариантов осуществления полимерной пленки в соответствии с изобретением.
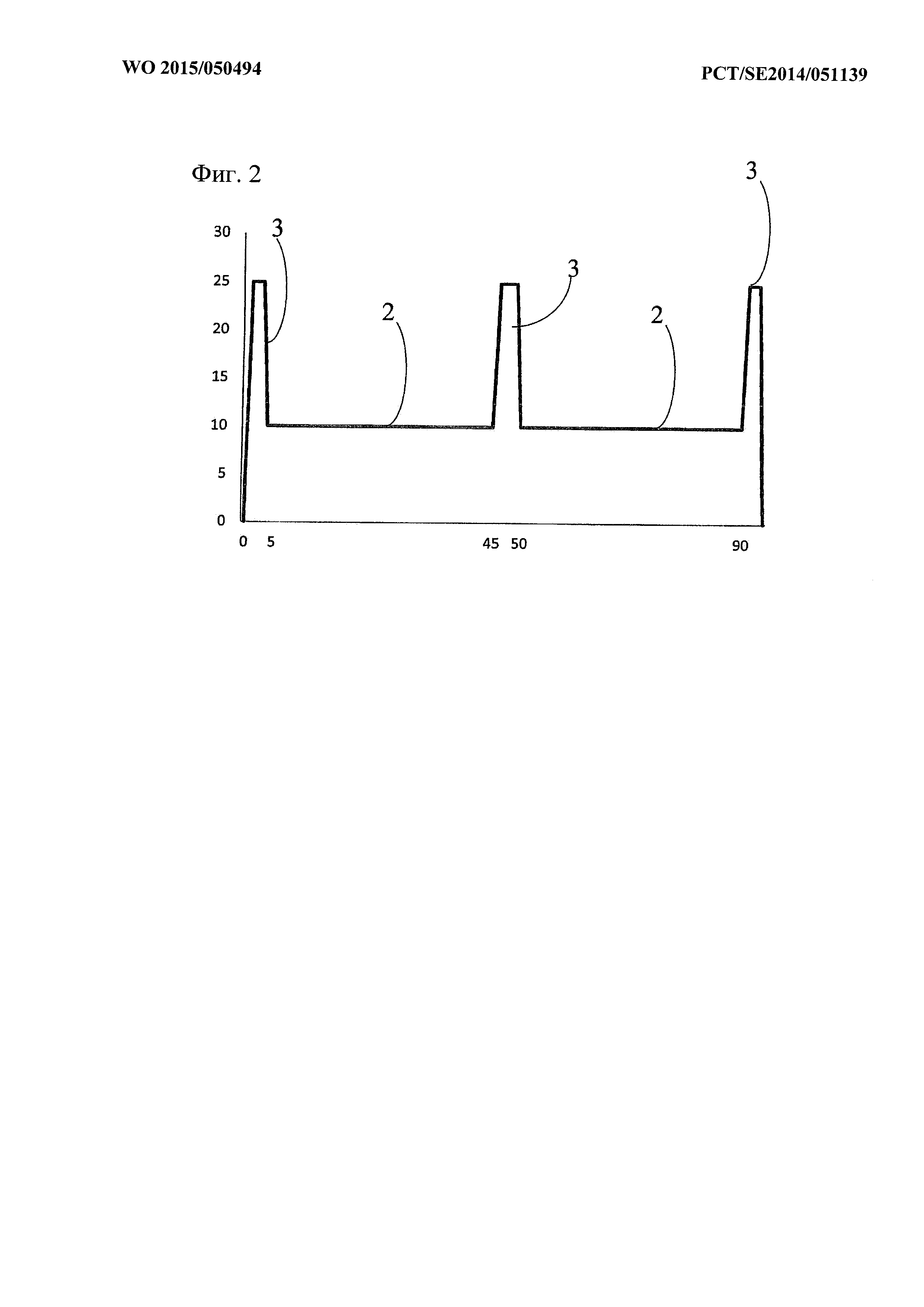
Фиг. 2 - схема, на которой изображена толщина полимерной пленки по фиг. 1.
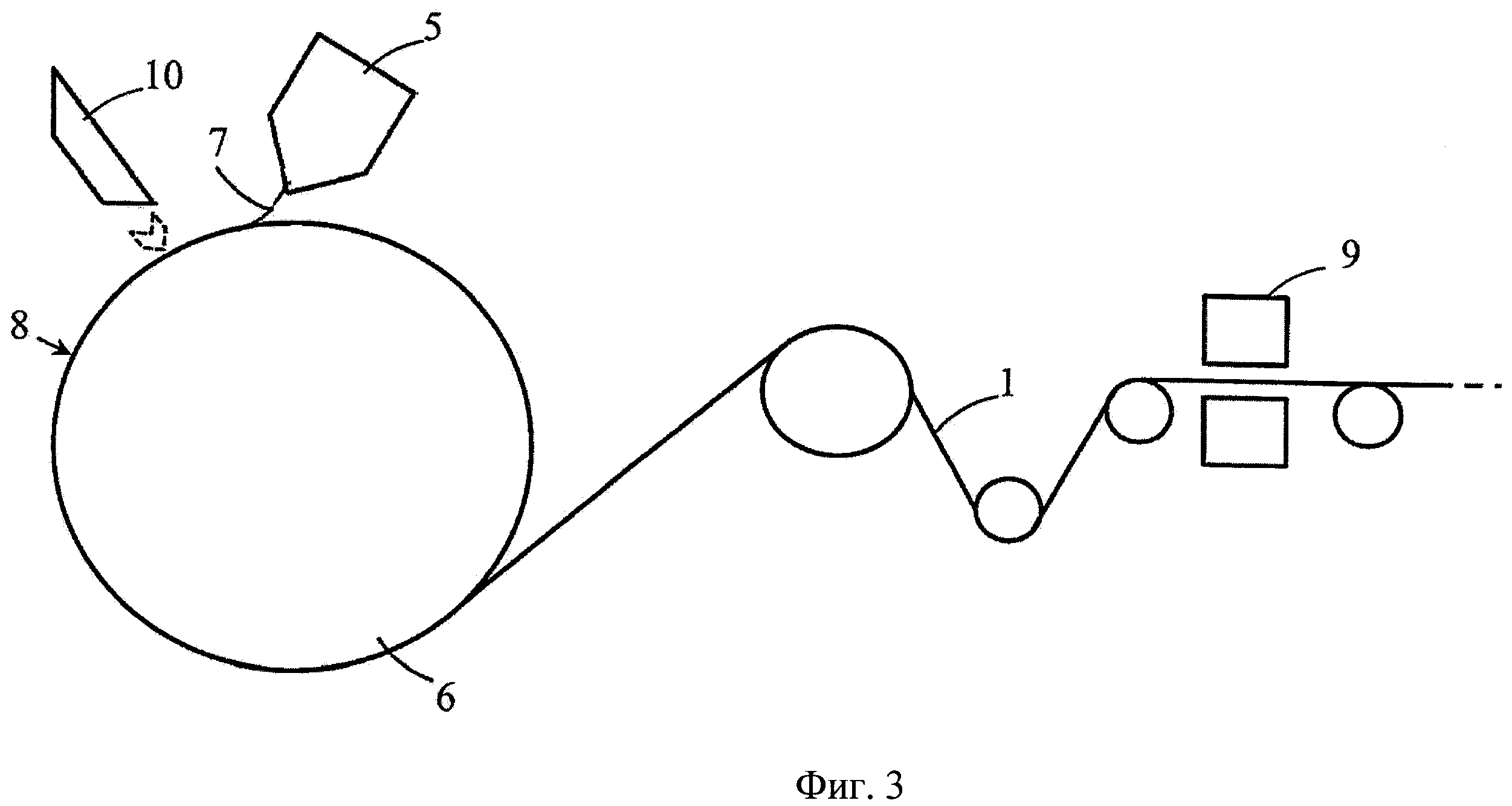
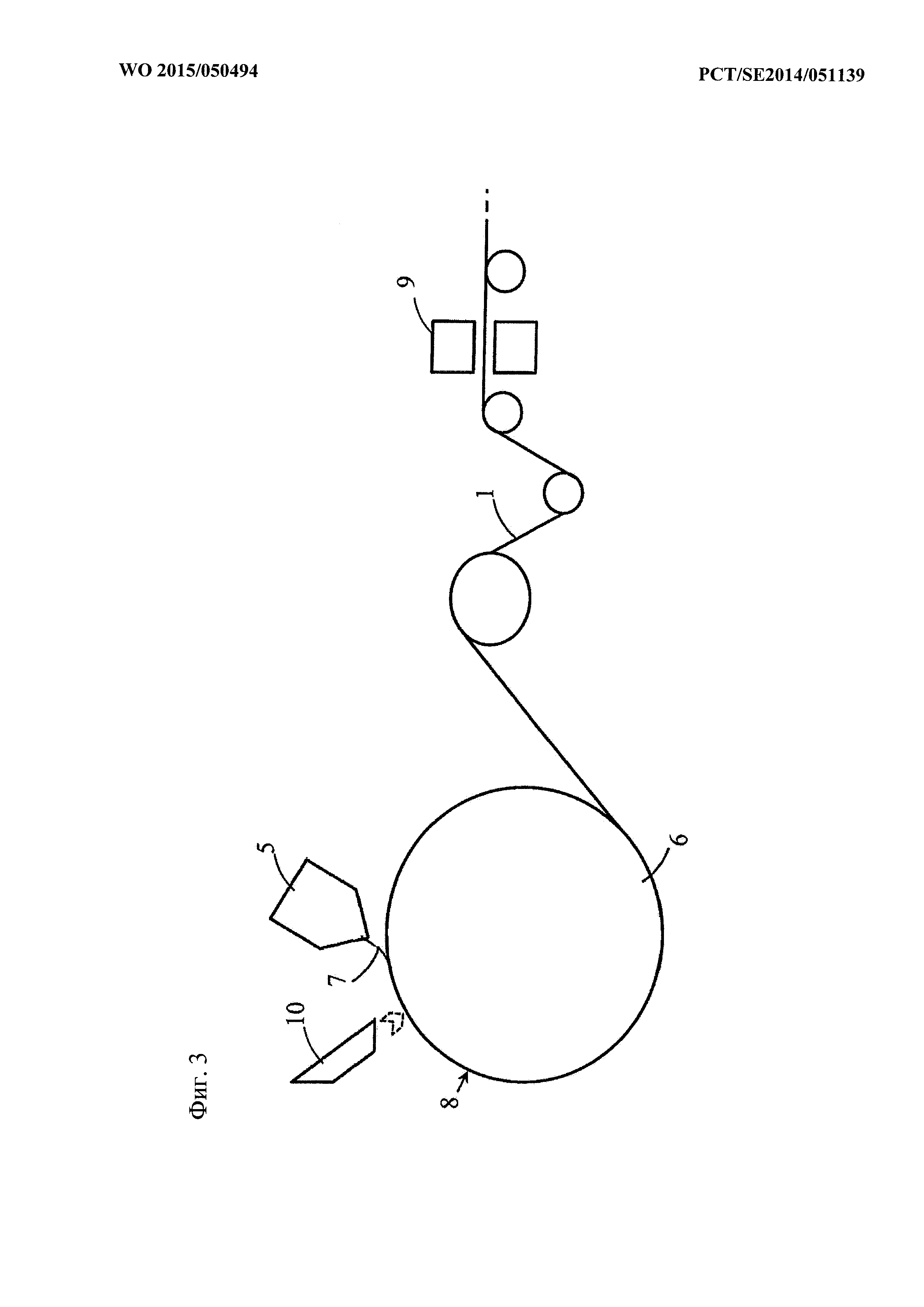
Фиг. 3 - схематическое изображение компонентов производственного оборудования для изготовления полимерной пленки в соответствии с изобретением.
Фиг. 4а - первый пример сопла, включенного в оборудование в соответствии с изобретением.
Фиг. 4b - второй пример сопла, включенного в оборудование в соответствии с изобретением.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 схематически показан отрезок одного из вариантов осуществления полимерной пленки 1 в соответствии с изобретением. Полимерные пленки хорошо известны сами по себе, и данное описание будет главным образом сосредоточено на тех отличительных признаках полимерной пленки 1 и ее изготовления, которые являются новыми относительно известного уровня техники.
Основным материалом, заключенным в полимерной пленке в соответствии с изобретением, является, в предпочтительном варианте осуществления, полиэтилен, пригодный для переработки. Однако существуют многочисленные возможности изменения состава полимерной пленки 1. Полимерная пленка 1 может содержать несколько тонких слоев с разным химическим составом и с разными механическими и химическими свойствами. Примерами таких свойств является способность полимерной пленки 1 сцепляться с прилегающей поверхностью, а также способность не сцепляться или скользить по прилегающим поверхностям. Полимерные пленки часто изготавливают с одной поверхностью, проявляющей свойства сцепления, тогда как другая поверхность проявляет свойства скольжения. Другим возможным свойством пленки является ее способность значительно растягиваться без разрушения. Другими свойствами являются предопределенная максимальная проницаемость для газов, таких, как кислород, и стойкость к УФ-излучению. Тонкие слои, заключенные в полимерной пленке 1, формируют непосредственно при изготовлении, например, путем плоскощелевой экструзии или экструзии с раздувом, они неотделимы один от другого и образуют единое целое. Специалистам в данной области техники будут понятны еще большие возможности изменения состава пленки, и все эти возможности представляют собой различные варианты осуществления данного изобретения.
Полимерная пленка 1 содержит основную часть 2 некоторой предопределенной толщины и, по меньшей мере, одну, на фиг. 1 - три полосы 3 большей толщины. Полосы 3 проходят в продольном направлении полимерной пленки 1 по всей ее длине.
Предопределенная толщина основной части 2 может изменяться в зависимости от предполагаемой области использования полимерной пленки 1. Толщина основной части 2 обычно является однородной в результате высокой точности ее изготовления. Толщину обычно тщательно контролируют в ходе изготовления так, чтобы достигать толщины между предопределенными минимальным и максимальным значениями с минимальным потреблением пластмассового материала. Также эта предопределенная толщина важна для того, чтобы достигать предопределенной прочности полимерной пленки 1.
На схеме по фиг. 2 показан один из примеров распределения толщины по ширине пленки по фиг. 1. В этом примере полосы 3 имеют толщину 25 мкм, тогда как основная часть 2 имеет толщину 10 мкм. Обычно полосы 3 приблизительно имеют толщину на 3-50 мкм больше, чем у основной части 2, предпочтительно - на 10-20 мкм больше, и более предпочтительно - на 15 мкм больше.
В предпочтительном варианте осуществления полосы 3 предусмотрены вдоль, по меньшей мере, одного из боковых краев 4, и более предпочтительно - вдоль обоих боковых краев 4.
Как было первоначально упомянуто в данной заявке, боковые края 4 полимерной пленки 1 обычно представляют собой ослабленные зоны, которые необходимо усилить для обеспечения хороших общих эксплуатационных характеристик полимерной пленки 1 и для исключения риска разрушения, начинающегося на краях пленки. В предпочтительном варианте осуществления изобретения усиление создают, делая полимерную пленку 1 толще в зонах 3, имеющих форму полос, по краям. Полосы 3 большей толщины формируют как единое целое с основной частью 2 пленки. Полосы 3 большей толщины формируют в едином слое. Поэтому какое-либо резание, сворачивание или складывание полимерной пленки 1 не требуется, и риск образования складок между слоями пленки исключается.
Также усиленные края будут вносить вклад в механическую прочность упакованного объекта, такого, как обернутый поддон, загруженный товаром, где усиленные края 4 с полосами 3 большей толщины обертывающей полимерной пленки 1 играют роль канатов, обернутых вокруг поддона и товара на нем, в дополнение к основной части 2 пленки 1.
Как видно на фиг. 1, одна или несколько полос 3 большей толщины могут быть расположены на полимерной пленке 1 продольно на некотором расстоянии от краев 4. У такого расположения имеется, по меньшей мере, два преимущества.
Во-первых, дополнительные полосы 3 большей толщины в полимерной пленке 1 вносят дополнительный вклад в механическую прочность упакованного объекта, как описывалось выше для усиленных краев 4. Будет получен аналогичный «эффект каната».
Во-вторых, расположение полос 3 большей толщины на некотором расстоянии от краев 4 облегчает разрезание полимерной пленки 1 по длине, если разрез делают в полосе 3 большей толщины, менее предрасположенной к разрыву или разрушению при резании, чем основная часть 2 пленки 1. Разрез можно делать в ходе изготовления пленки 1 перед тем, как она будет впервые свернута. Таким образом, одновременно можно изготавливать несколько рулонов пленки 1 с усиленными краями.
Полосы 3 большей толщины, независимо от того, расположены они по краям 4 или на некотором расстоянии от краев 4, также служат усилению полимерной пленки 1 в целом, что имеет то преимущество, что большие основные части 2 пленки могут иметь предопределенную толщину, меньшую, чем раньше, и по-прежнему отвечать тем же требованиям. Например, было определено, что там, где ранее использовалась пленка с равномерной толщиной приблизительно 20 мкм, будет достаточно пленки с основными частями 2 толщиной 10 мкм и усиленными краями 4 толщиной 25 мкм. Таким образом, уменьшается количество материала, используемого на единицу длины пленки 1, что является преимущественным с нескольких точек зрения. Рулоны полимерной пленки 1, содержащие такую же длину, как и раньше, будут весить меньше, и их будет легче поднимать и обращаться с ними, что является эргономическим преимуществом. Меньший вес рулонов полимерной пленки 1 будет делать транспортировку проще и уменьшать расход топлива, что является преимуществом с точки зрения защиты окружающей среды наряду с тем, что потребляется меньше полимерных материалов, заключенных в пленке 1.
Как упоминалось ранее, одним из возможных использований для полимерной пленки 1 в соответствии с изобретением является обертывание вокруг поддонов с товаром. Полосы 3 большей толщины вносят большой вклад в прочность пленки 1 и в удерживании товара на месте в ходе транспортировки, тогда как основная часть защищает товар от дождя, пыли и т.д. Для этой цели полимерная пленка 1 обычно представляет собой растягивающуюся пленку, которая после применения в растянутом состоянии сокращается и, таким образом, плотно обертывается вокруг товара на поддоне, удерживая его на месте.
Другим возможным использованием полимерной пленки 1 в соответствии с изобретением является обертывание сельскохозяйственной продукции, такой, как трава при изготовлении силоса. При условии, что состав полимеров, заключенных в полимерной пленке 1, приспособлен для этой цели, усиливающие полосы 3, в особенности по краям 4, являются очень полезными, снижая проницаемость для кислорода и обеспечивая пригодную стойкость к УФ-излучению, а также требуемые свойства растягивания и сцепления. Простота обращения с пленкой 1 в автоматическом оборудовании, пониженный риск разрушения пленки и сокращение потребления материалов представляют собой некоторые из преимуществ, связанных с использованием полимерной пленки 1 в соответствии с изобретением для сельскохозяйственных целей.
Принципы изготовления полимерной пленки 1 в соответствии с изобретением показаны на фиг. 3. Расплавленный полимер или композицию полимеров, в случае необходимости, в слоях, экструдируют из формы 5 экструдера в единый слой 7 с относительно большей толщиной около 800 мкм на охлаждающий цилиндр 6. Ширина пленки в осевом направлении охлаждающего цилиндра 6 соответствует ширине изготавливаемой полимерной пленки 1 перед ее продольным резанием в зависимости от обстоятельств.
Экструдированный полимерный слой 7 будет вытянут в более тонкий слой посредством вращения цилиндра 6, что в результате приводит к отлитой пленке в соответствии с известным уровнем техники. На некотором расстоянии от формы 5 экструдера расплавленный полимер 7 будет охлажден до температуры отверждения, и на этой стадии расплавленный полимер 7 больше не вытягивается в еще более тонкий слой, но превращается в полимерную пленку 1 с предопределенной толщиной, часто в интервале 7-40 мкм, и с предопределенными свойствами. На данном расстоянии от формы 5 экструдера, полимер 7 отверждается, и образуется так называемая линия 8 замерзания.
Для того чтобы создать в полимерной пленке 1 в соответствии с изобретением полосу 3 с увеличенной толщиной, расплавленный полимерный слой 7 дополнительно охлаждают в зоне между формой 5 экструдера и линией 8 замерзания. Это дополнительное охлаждение в результате приводит к отверждению расплавленного полимера 7 перед тем, как он достигнет линии 8 замерзания, и перед тем, как он будет вытянут до одинаково малой толщины в остальной части (т.е. в основных частях 2) полимерной пленки 1. Результат представляет собой зону с большей толщиной пленки 1, и, поскольку процесс является непрерывным в течение длительных промежутков времени, с непрерывной экструзией полимерного материала 7 посредством формы 5 экструдера и с непрерывным вращением охлаждающего цилиндра 6, результат будет таким, что зона 3 будет иметь форму полосы в продольном направлении полимерной пленки 1. С целью создания нескольких параллельных полос 3, дополнительное охлаждение можно выполнять в нескольких зонах по ширине расплавленного полимерного слоя 7.
Полимерную пленку 1 с одной или несколькими продольными полосами 3, изготовленную только что описанным образом, продвигают вперед со скоростью охлаждающего цилиндра 6, измеряемой измерительным устройством 9, в случае необходимости, продольно разрезают и сворачивают в рулоны подходящего размера. Измерительное устройство предпочтительно связано с регулятором для управления толщиной различных секций 2, 3 полимерной пленки 1, и регулятор управляет формой 5 экструдера и охлаждающими устройствами 10 разных частей полимерной пленки.
Дополнительное охлаждение можно выполнять различными способами. В предпочтительном варианте осуществления изобретения сжатый воздух продувают через одно или несколько сопл 10, направленных на расплавленный полимерный слой 7 между формой 5 экструдера и линией 8 замерзания. Специалистам в данной области техники будет, однако, понятно, что существует множество других текучих сред в газообразной или жидкой форме, таких, как диоксид углерода, азот, вода, водяной туман и т.д., которые можно было бы использовать с аналогичным охлаждающим эффектом. Скорость потока и давление используемой текучей среды будет необходимо отрегулировать так, чтобы расплавленный полимерный материал в слое 7 не смещался потоком текучей среды из каждого из сопл 10.
Когда используются различные охлаждающие текучие среды, для обеспечения того, чтобы охлаждающий эффект был достаточным для получения требуемой толщины полос 3, также должны иметь место регулировки скорости потока, давления и температуры текучей среды. Чем выше охлаждающий эффект, тем быстрее расплавленный полимер 7 будет отверждаться, и тем большую толщину будет иметь полоса 3. Для усиления охлаждающего эффекта, по направлению вращения охлаждающего цилиндра 6 можно последовательно расположить несколько сопл 10. Это особенно полезно для получения полос 3 более высокой толщины, так как полимерный материал не является особенно хорошим проводником тепла. Охлаждающий эффект будет необходимо усилить для рассеивания тепла по всему расплавленному полимерному слою 7 при рассмотрении в радиальном направлении охлаждающего цилиндра 6 в отсутствие смещения полимерного материала 7 по поверхности под давлением струи текучей среды из сопл 10.
Также на толщину полосы 3 будет оказывать влияние расположение сопла или сопл 10. Если единственное сопло или группу сопл 10 разместить близко к линии 8 замерзания, то толщина результирующей полосы 3 будет меньше, чем если сопло 10 разместить ближе к форме 5 экструдера. Это вызвано тем, что общая толщина расплавленного полимерного слоя 7 больше в зоне, близкой к форме 5 экструдера, тогда как в зоне, близкой к линии 8 замерзания, расплавленный полимерный слой 7 будет вытягиваться в более тонкий слой.
Для получения требуемого охлаждающего эффекта с каждой конкретной охлаждающей текучей средой, можно разными способами изменять размер и форму сопл 10. Как упоминалось ранее, для того чтобы не оказывать механическое воздействие на поверхность полимерного слоя 7, желательно поддерживать низкое давление струи текучей среды на расплавленный полимерный слой 7. Как показано на фиг. 4а, в предпочтительном варианте осуществления эксперименты со сжатым воздухом показали, что сопло 10 должно быть с приблизительно эллиптическим или прямоугольным поперечным сечением, где длина главной оси находится в интервале 30-70 мм. На фиг. 4b показано поперечное сечение трех сопл 10, расположенных последовательно так, как это описывалось выше.
АЛЬТЕРНАТИВНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ
Некоторые возможные изменения различных особенностей изобретения уже были описаны в сочетании с приведенным выше описанием предпочтительного варианта осуществления. Следует отметить, что эти изменения могут применяться по отдельности или в различных комбинациях, которые специалист в данной области техники найдет подходящими для получения требуемого результата.
Ниже будут кратко упомянуты некоторые дальнейшие, ранее не описанные изменения. Предусматривается, что охлаждение можно выполнять и иным способом, чем посредством продувки текучей среды в направлении полимерного слоя 7. Например, охлаждение можно было бы выполнять чисто механическими средствами, как, например, путем применения одного или нескольких вспомогательных охлаждающих цилиндров с шириной, соответствующей требуемой ширине полос, в зоне между формой 5 экструдера и линией 8 замерзания. Такие вспомогательные цилиндры могли бы вращаться в направлении, противоположном направлению вращения вышеописанного охлаждающего цилиндра 6, и их давление на полимерный слой 7 могло бы быть очень низким.
Один из вариантов осуществления, в котором можно особенно сильно увеличить толщину полос 3, включает снабжение формы 5 экструдера углублениями, в отверстии, через которое экструдируют расплавленный полимер 7 или композицию полимеров. Предусмотрев углубления в форме 5, в этих зонах можно экструдировать большее количество полимера. Результат будет заключаться в том, что экструдированный полимерный слой 7 будет иметь в этих зонах большую толщину даже перед тем, как охлаждающий цилиндр начнет вытягивать его в более тонкий слой, а конечный результат будет представлять собой полимерную пленку 1 с зонами в форме полос с большей толщиной. Предпочтительно расплавленный полимерный слой 7 охлаждают в зонах большей толщины, как описано выше, так, чтобы этот полимерный слой 7 отверждался по ширине пленки 1 приблизительно одновременно.
Также можно изменять способ изготовления полимерной пленки в целом, до тех пор, пока применяются описанные способы охлаждения. Одним из таких изменений является то, что охлаждающие сопла 10 или охлаждающие цилиндры используют на оборудовании для раздува полимерной пленки вместо вышеописанной отливки.