Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ ПЛОТНОСТИ ЭНЕРГИИ ЛАЗЕРНОГО ПУЧКА ПОСРЕДСТВОМ АНАЛИЗА ИЗОБРАЖЕНИЯ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области изготовления деталей с применением селективного лазерного сплавления SLM (английское сокращение от Selective Laser Melting), то есть аддитивной технологии, позволяющей изготавливать металлические детали при помощи мощных лазеров, постепенно и локально, то есть селективно, сплавляющих металлический порошок в контролируемой атмосфере.
Уровень техники
Селективное лазерное сплавление является способом, позволяющим изготовить формованное тело, например, прототип изделия или компонента, в зависимости от данных трехмерной САД-модели формуемой детали посредством нанесения слоев материала в виде порошка. Несколько слоев порошка последовательно наносят друг на друга таким образом, чтобы нагревать каждый слой порошка до определенной температуры при помощи мощного (от 200 Вт до нескольких кВт) сфокусированного лазерного пучка, направляемого на данную зону слоя порошка, соответствующую определенному поперечному сечению модели формуемого тела, до нанесения следующего слоя. Лазерный пучок направляют над каждым слоем порошка в соответствии с данными САД определенной площади поперечного сечения модели, чтобы закрепить каждый слой порошка на нижележащем слое. Повторение нанесения порошка и его сплавления при помощи лазера позволяет постепенно наращивать толщину детали и получать требуемые формы.
Пример такого способа селективного лазерного сплавления описан, в частности, в документах FR 2970887 и US 6215093.
Чтобы получить деталь, металлургическое качество и размеры которой соответствуют допускам, рекомендуемым в области газотурбинных двигателей, необходимо, чтобы плотность энергии лазерного пучка была постоянной в рабочей плоскости (слой порошка) и в течение периода обработки лазером.
Плотность энергии зависит от трех параметров: мощности, скорости и размера лазерного пучка.
В настоящее время контроль плотности энергии лазерного пучка производят опосредованно, измеряя раздельно эти три параметра. Однако недостатком этого контроля является необходимость индивидуальных измерений, которые осуществляют последовательно при помощи разных приборов. Кроме того, что этот контроль плотности энергии является длительным и сложным для промышленного применения, он не является надежным, поскольку измерения могут искажаться по причине отклонений в используемых приборах. Кроме того, эти приборы являются специфическими и часто требуют специальной профессиональной подготовки и квалификации для работы с ними, кроме того они являются дорогими и хрупкими, характеризуются длительным времени использования и требуют периодической проверки. Наконец, далеко не все рабочее пространство является доступным для обеспечения этих измерений.
В документе ЕР 1466718 был предложен способ контроля температуры на целевой зоне (такой как слой порошка) на основании изображения целевой зоны, полученного при помощи системы тепловидения, такой как инфракрасная камера. Определенную таким образом температуру сравнивают с искомой температурой, что позволяет улучшить контроль общей температуры слоя порошка. Однако этот способ не позволяет определить, является ли плотность энергии лазерного пучка стабильной или является ли нестабильным один из параметров, от которых она зависит. Действительно, речь идет только об адаптации температуры лазерного пучка, чтобы избегать температурных перепадов на уровне слоя порошка, которые могут сказаться на качестве изготавливаемой детали.
В документе DE 10320085 описан способ изготовления детали посредством селективного сплавления, в ходе которого адаптируют освещенность для улучшения конечной плотности детали. В частности, адаптацию освещенности осуществляют при помощи камеры CCD, которая измеряет толщину сплавляемого порошка, и пирометра, который определяет его температуру. Таким образом, в этом документе не рассматривается контроль стабильности плотности энергии лазерного пучка.
Наконец, в документе DE 102010027910 предложен способ изготовления детали посредством лазерного сплавления, в ходе которого регулярно измеряют мощность лазера, чтобы обнаруживать возможные отклонения относительно ожидаемых значений мощности. Таким образом, в этом документе предложено измерять только один из параметров, влияющих на плотность энергии лазерного пучка, а другие параметры не определены.
Ни в одном из этих документов не предложено надежное и скоростное средство для обнаружения отклонения параметров плотности энергии простым и недорогим способом.
Сущность изобретения
Таким образом, изобретение представляет способ контроля плотности энергии лазерного пучка и соответствующее устройство контроля, не имеющие недостатков известных решений, позволяющие быстро обнаруживать отклонение части параметров (мощность, скорость, размер лазерного пучка), не дорогие по сравнению с известными решениями, которые можно легко внедрить в промышленное производство и которые можно применять во всем рабочем пространстве.
Для этого изобретением предложен способ контроля плотности энергии лазерного пучка на основании по меньшей мере двух параметров лазерного пучка, при этом способ содержит следующие этапы:
- лазерным пучком регулярно воздействуют на контрольную подложку и при каждом воздействии измеряют интенсивность света, получаемую на этой контрольной подложке,
- определяют изменение интенсивности света на контрольной подложке по меньшей мере между двумя измерениями, и
- если изменение интенсивности света превышает заданный порог, определяют нестабильный параметр или нестабильные параметры плотности энергии лазерного пучка.
Вышеупомянутый способ контроля имеет также следующие предпочтительные, но не ограничительные признаки:
- плотность энергии лазерного пучка контролируют на основании трех параметров, в частности, мощности, скорости и размера лазерного пучка,
- этап воздействия и регулярного измерения интенсивности света на контрольной подложке включает в себя следующие подэтапы:
(i) воздействуют лазерным пучком на контрольную подложку и получают изображение лазерного пучка на указанной контрольной подложке для получения опорного изображения,
(ii) определяют интенсивность света в точке воздействия лазерного пучка в опорном изображении, и
(iii) лазерным пучком регулярно воздействуют на контрольную подложку и получают изображение лазерного пучка на указанной контрольной подложке для получения контрольного изображения и определяют интенсивность света в точке воздействия лазерного пучка в контрольном изображении, и
этап определения изменения интенсивности света включает в себя следующие подэтапы:
(iv) сравнивают интенсивность света полученного таким образом контрольного изображения с интенсивностью света опорного изображения, и
(v) на основании сравнения выводят изменение плотности энергии лазерного пучка,
- интенсивность света определяют, измеряя оттенки серого в опорном изображении и в контрольном изображении,
- оттенки серого в опорном изображении и в контрольном изображении измеряют в нескольких точках, чтобы определить интенсивность света, усредняя профиль интенсивности света в каждой точке каждого изображения,
- перед воздействием лазерным пучком на контрольную поверхность для получения опорного изображения способ дополнительно содержит первоначальный этап, во время которого определяют первоначальное значение параметров и, если изменение интенсивности света превышает заданный порог, способ дополнительно содержит подэтапы, в ходе которых определяют значение параметров лазерного пучка и сравнивают их с первоначальным значением указанных параметров, чтобы определить нестабильный параметр или нестабильные параметры и чтобы изменить лазер с целью восстановления стабильности указанного(ьгх) нестабильного(ых) параметра(ов),
- этапы (i)-(iii) повторяют с измененным лазерным пучком для определения нового опорного изображения,
- повторяют также первоначальный этап.
Объектом изобретения также является устройство контроля плотности энергии лазерного пучка на основании по меньшей мере двух параметров лазерного пучка, при этом указанными параметрами являются мощность, скорость и/или размер лазерного пучка, при этом устройство выполнено с возможностью контроля плотности энергии лазерного пучка при помощи вышеупомянутого способа и содержит:
- систему получения изображений, выполненную с возможностью получения изображений лазерного пучка на контрольной подложке, и
- систему обработки изображений, выполненную с возможностью сравнения интенсивности света в различных изображениях, снятых системой получения изображений, и определения изменения интенсивности света на контрольной подложке по меньшей мере между двумя измерениями, и
- средства обработки данных, выполненные с возможностью определения на основании изменения интенсивности света, является ли нестабильным по меньшей мере один из параметров лазерного пучка.
Вышеупомянутое устройство контроля имеет также следующие предпочтительные, но не ограничительные признаки:
- контрольная подложка содержит однородное покрытие,
- контрольная подложка содержит пластину из алюминиевого сплава,
- пластина из алюминиевого сплава является анодированной и содержит анодированный слой,
- анодированный слой имеет черный цвет,
- анодированный слой имеет толщину от 0,5% до 3% толщины пластины из алюминиевого плава, предпочтительно около 1%,
- толщина пластины из алюминиевого сплава составляет примерно 1 мм, а толщина анодированного слоя составляет примерно 0,01 мм.
Краткое описание чертежей
Другие признаки, задачи и преимущества настоящего изобретения будут более очевидны из нижеследующего подробного описания со ссылками на прилагаемые чертежи, которые представлены в качестве иллюстрации не ограничительных примеров и на которых:
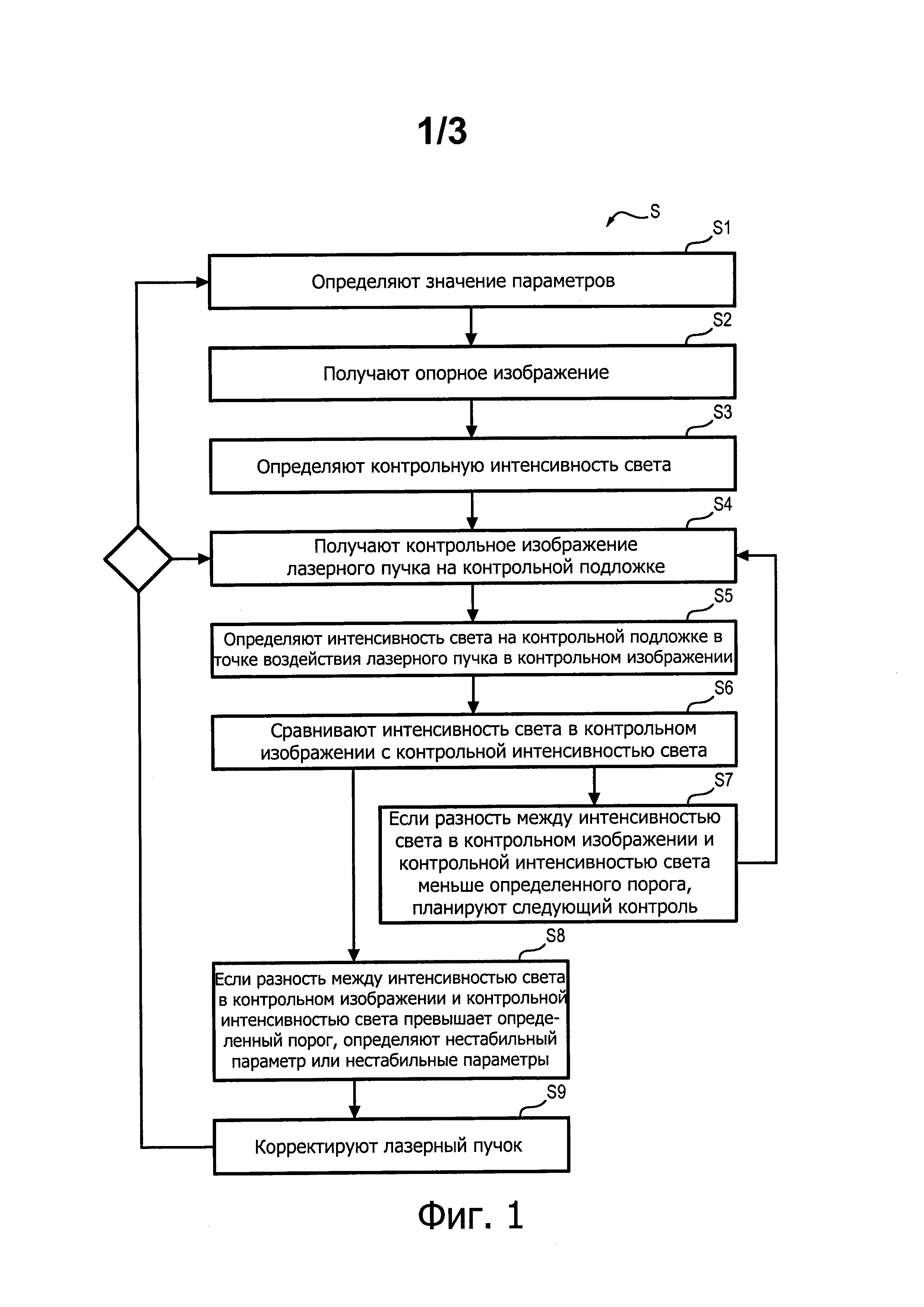
фиг. 1 - блок-схема различных этапов в примере осуществления способа контроля плотности энергии лазерного пучка в соответствии с изобретением;
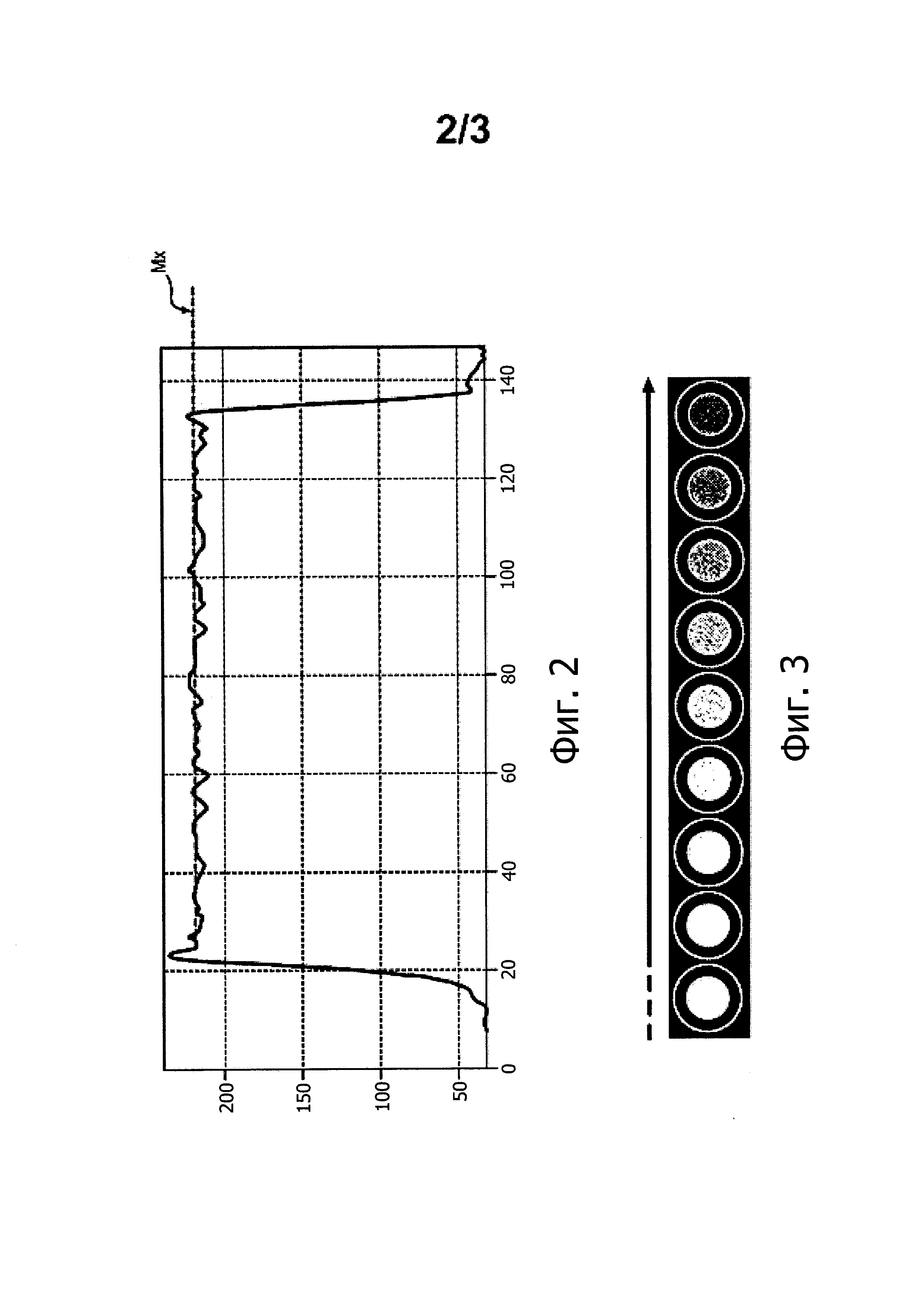
фиг. 2 - график, иллюстрирующий пример профиля интенсивности изображений, то есть оттенки серого в зависимости расстояния (в пикселях);
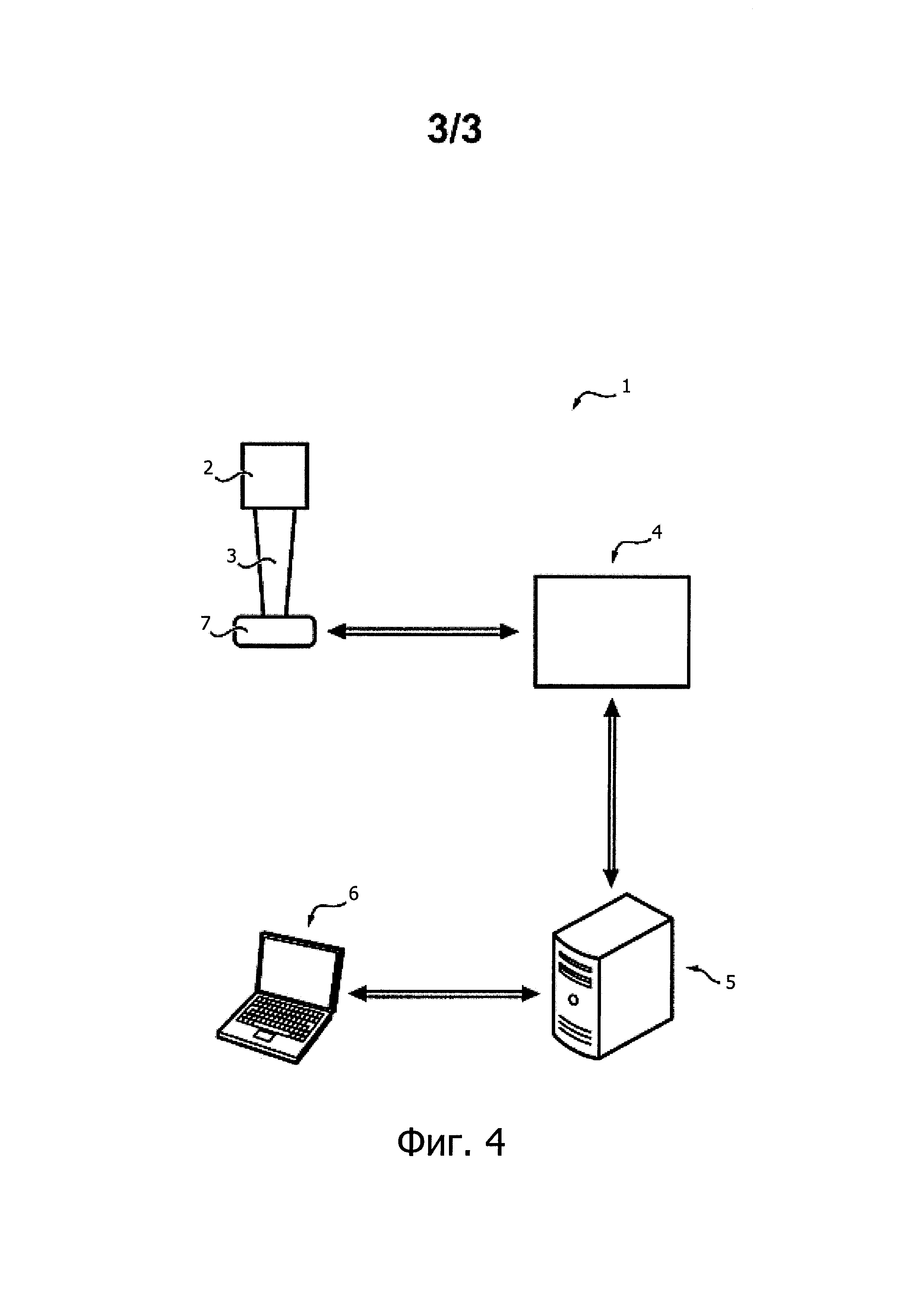
фиг. 3 - пример ухудшения плотности энергии лазерного пучка;
фиг. 4 - схема примера устройства контроля плотности энергии лазерного пучка в соответствии с изобретением.
Подробное описание варианта осуществления изобретения
С целью контроля постоянства плотности энергии лазерного пучка 3 в рабочей плоскости и в течение времени облучения порошка лазером изобретением предложен способ S контроля плотность энергии на основании по меньшей мере двух параметров лазерного пучка 3, содержащий следующие этапы:
- лазерным пучком 3 регулярно воздействуют на контрольную подложку 7 и при каждом воздействии измеряют S4 интенсивность света, получаемую на этой контрольной подложке,
- выявляют S6, S7, S8 изменение интенсивности света на контрольной подложке 7 по меньшей мере между двумя измерениями, и
- если изменение интенсивности света превышает заданный порог, определяют S8 нестабильный параметр или нестабильные параметры плотности энергии лазерного пучка 3.
Изобретение основано на том, что интенсивность света, получаемая при воздействии лазерным пучком 3 на данную подложку, отображает плотность энергии этого лазера 2. Таким образом, можно ограничить число измеряемых параметров только интенсивностью света, получаемой на контрольной подложке 7, и вывести затем на ее основании изменения плотности энергии лазера 3, то есть нестабильность по меньшей мере одного из его параметров, что позволяет значительно уменьшить количество и сложность измерений по сравнению с известными решениями. Следовательно, способ S является более быстрым и более легким в осуществлении.
Кроме того, способ S можно осуществлять при помощи устройства 1 контроля плотности энергии, содержащего обычные приборы, не требующие специальной квалификации и подготовки, такие как:
- система 4 получения изображений, выполненная с возможностью получения изображений лазерного пучка 3 на контрольной подложке 7, и
- система 5 обработки изображений, выполненная с возможностью сравнения интенсивности света различных изображений, снятых системой 4 получения изображений, и выявления изменения интенсивности света на контрольной подложке 7 по меньшей мере между двумя измерениями, и
- средства 6 обработки данных, выполненные с возможностью определения на основании изменения интенсивности света, является ли нестабильным по меньшей мере один из параметров лазерного пучка 3.
Например, система 4 получения изображений может быть сканером, фотоаппаратом или камерой, тогда как система 5 обработки изображений может содержать программу обработки изображений, и средства 6 обработки данных могут содержать центральный блок, в случае необходимости, соединенный с интерфейсными средствами 6, выполненными с возможностью отображения результатов способа S.
Кроме того, параметры лазерного пучка 3, на основании которых можно контролировать плотность энергии лазерного пучка 3, выбирают среди мощности, скорости и размера лазерного пучка 3. Предпочтительно в ходе способа S контроля исследуют все три параметра.
Значения интенсивности света сравнивают с контрольной интенсивностью света, которая соответствует интенсивности света на контрольной подложке 7, отображающей плотность энергии лазерного пучка 3, когда его параметры являются стабильными, и измеряемой в идентичных или подобных условиях.
Контрольную интенсивность света можно измерять следующим образом.
Во время первого этапа S1 измеряют параметры (мощность, скорость и/или размер лазерного пучка) обычным способом при помощи специальных приборов. Если полученные измерения не соответствуют ожидаемым, лазер 2 корректируют, и измерения повторяют для проверки соответствия параметров после коррекции.
При этом полученные измерения сохраняют, например, в средствах 6 обработки данных.
Затем определяют контрольную интенсивность света.
Для этого воздействуют лазерным пучком 3 на контрольную подложку 7 и получают изображение светового пучка на контрольной подложке 7 при помощи системы 4 получения изображений (этап S2), например, сканера. При этом получают опорное изображение.
Затем опорное изображение конвертируют в оттенки серого при помощи системы 5 обработки изображений. Например, система 5 обработки изображений может измерять оттенки серого поверхности, облученной лазерным пучком 3, в этом опорном изображении в нескольких точках, в частности, получая профиль интенсивности света в каждой точке (фиг. 2). Наконец, контрольную интенсивность света можно определить посредством вычисления среднего Мх в оттенках серого по всем точкам освещенной поверхности (этап S3).
Затем средства 6 обработки данных могут сохранить в памяти контрольную интенсивность света вместе с измерением параметров контрольного светового пучка.
Контроль плотности энергии лазерного пучка 3 можно осуществлять регулярно, быстро, легко и с небольшими затратами, регулярно воздействуя лазерным пучком 3 на контрольную подложку 7 и отслеживая изменение интенсивности света в точке воздействия лазерным пучком 3 на эту контрольную подложку 7, выполняя измерения и определения в тех же условиях, что и для контрольной интенсивности света. Действительно, для этого достаточно регулярно, например, периодически повторять измерение интенсивности света.
Для этого после определенного периода времени световым пучком лазера воздействуют на эту же контрольную подложку 7 или по меньшей мере на идентичную или подобную контрольную подложку 7. Предпочтительно световой пучок применяют в тех же условиях (высота, положение и наклон относительно контрольной подложки 7), что и для получения опорного изображения.
Изображение светового пучка на контрольной подложке 7 получают при помощи системы 4 получения изображений, например, сканера (этап S4). Таким образом, получают контрольное изображение.
Затем контрольное изображение обрабатывают аналогично опорному изображению, чтобы получить легко сравнимые данные. Так, контрольное изображение можно конвертировать в оттенки серого при помощи системы 5 обработки изображений, которая может, в частности, измерять оттенки серого поверхности, облучаемой лазерным пучком 3, в этом изображении в нескольких точках с получением профиля интенсивности света в каждой точке. Наконец, интенсивность света в контрольном изображении можно определить посредством вычисления среднего значения Мх в оттенках серого по всем точкам освещенной поверхности (этап S5).
Затем интенсивность света в контрольном изображении сравнивают с контрольной интенсивностью света, которая была предварительно определена для этого лазерного пучка 3 и записана в средствах 6 обработки данных (этап S6).
Если разность между интенсивностью света контрольного изображения и контрольной интенсивностью света меньше определенного порога, плотность энергии можно считать стабильной. Следовательно, лазер 2 не изменяют, и можно запланировать следующий контроль в соответствии с периодичностью, выбранной для контроля плотности энергии лазерного пучка 3 (этап S7).
Определенный порог можно, например, установить экспериментальным путем посредством моделирования ухудшения плотности энергии лазерного пучка до допустимого предела и посредством измерения интенсивности света, полученной при этой плотности энергии лазерного пучка на контрольной подложке 7.
Во время следующего контроля этапы S4-S6 повторяют со значениями контрольной интенсивности света и с параметрами, сохраненными в средствах 6 обработки данных.
Если же разность между интенсивностью света в контрольном изображении и контрольной интенсивностью света достигает или превышает определенный порог, делают вывод о снижении плотности энергии (фиг. 3). В этом случае выявляют параметр плотности энергии, который является нестабильным, измеряя каждый из параметров обычном способом при помощи специальных приборов (этап S8).
После определения нестабильного параметра или нестабильных параметров можно произвести коррекцию лазера 2 (этап S9).
Затем можно произвести новое измерение контрольной интенсивности света и записать ее с новыми значениями параметров в соответствии с описанными выше этапами S1-S3, после чего повторить способ S, продолжив контроль плотности энергии лазерного пучка 3. Понятно, что этот контроль осуществляют, сравнивая значения интенсивности света в контрольных изображениях с новой контрольной интенсивностью света, чтобы учитывать изменения лазера 2.
В варианте можно также сохранить контрольную интенсивность света, не прибегая к новым измерениям, и в этом случае контроль осуществляют, сравнивая значения интенсивности света в контрольных изображениях с первоначально определенной контрольной интенсивностью света.
Предпочтительно контрольная подложка 7 содержит поверхность с однородным покрытием, чувствительным к действующей на него энергии. В частности, речь может идти об анодированной пластине из алюминиевого сплава, при этом анодированный слой может иметь, в частности, черный цвет. Такая анодированная пластина 7 из алюминиевого сплава позволяет повысить качество контроля, благодаря ее однородному покрытию. Действительно, когда лазером воздействуют на пластину 7 из алюминиевого сплава, содержащую анодированный слой, он локально расплавляет анодированный слой. Если плотность энергии лазерного пучка является достаточной, получают металлический блеск и, следовательно, максимальную интенсивность света в момент съемки изображений (S2,S4). Если же плотность энергии уменьшилась, получают оттенок серого.
В варианте выполнения толщина пластины 7 из алюминиевого сплава составляет примерно от 0,5 мм до 2 мм, как правило, около 1 мм, и она покрыта анодированным слоем с определенной толщиной анодирования. Например, толщина анодированного слоя может составлять от 0,5% до 3% толщины алюминиевой пластины, предпочтительно примерно от 1% до 2%, как правило 1%. В случае необходимости, значение толщины анодированного слоя, а также его качество можно отслеживать во времени, чтобы гарантировать надежность контроля на контрольной подложке 7.
Разумеется, можно использовать другие контрольные подложки 7, если они позволяют обнаруживать изменения интенсивности света с достаточной точностью.
Кроме того, частотность, с которой производят контроль плотности энергии, может быть постоянной или может меняться в зависимости от разности между интенсивностью света в контрольном изображении и контрольной интенсивностью света.
Способ обнаружения неисправности вентиля в газотурбинном двигателе
Способ содействия обнаружению повреждения трубопровода турбореактивного двигателя
Коробка приводов для авиационного газотурбинного двигателя
Способ и устройство контроля параметра ракетного двигателя
Способ изготовления мартенситно-стареющей стали
Способ и устройство для изготовления композитной лопатки
Система и способ экстренного запуска газотурбинного двигателя летательного аппарата
Волокнистая заготовка для полой лопатки газотурбинного двигателя
Противопожарная защита картера вентилятора из композиционного материала
Лопатка спрямляющего аппарата газотурбинного двигателя

