Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО ГОФРИРОВАННОГО ЛИСТОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления переменно гофрированного листового материала. Настоящее изобретение также относится к устройству для изготовления переменно гофрированного листового материала. Настоящее изобретение дополнительно относится к способу изготовления элемента для направления потока воздуха для курительных изделий.
Из уровня техники известны способы и устройства для изготовления гофрированного листового материала для использования в курительных изделиях. Известные способы изготовления гофрированного листового материала включают перемежение валков, которые создают гофрированный листовой материал, имеющий по существу постоянный уровень гофрирования по всей длине листового материала.
Также известны способы и устройства для формирования элементов для направления потока воздуха для курительных изделий. Известные способы изготовления таких элементов для направления потока воздуха, имеющих переменное сопротивление затяжке по всей его длине, включают применение нескольких сегментов с различным сопротивлением затяжке. Применение нескольких сегментов увеличивает сложность изготовления и стоимость элемента для направления потока воздуха.
Необходимо предоставить способ и устройство для изготовления переменно гофрированного листового материала по всей его длине за одну операцию. Также необходимо предоставить упрощенный и более эффективный способ изготовления элемента для направления потока воздуха.
Согласно настоящему изобретению предлагается способ изготовления переменно гофрированного листового материала. Способ включает: подачу по существу непрерывного листового материала; гофрирование первой области листового материала с первым показателем гофрирования; и гофрирование второй области листового материала, примыкающей к первой области, со вторым показателем гофрирования. Листовой материал гофрируют при помощи набора из двух валков, при этом каждый из валков имеет волны, проходящие по меньшей мере частично по его ширине и расположенные по его окружности, при этом валки выполнены так, что волны, проходящие по ширине валков, перемежаются друг с другом для гофрирования листового материала, и так, что впадины волн, расположенных по окружности, гофрируют листовой материал с первым показателем гофрирования, а вершины волн, расположенных по окружности, гофрируют листовой материал со вторым показателем гофрирования.
Предоставление этого способа обеспечивает создание гофрированного листового материала, который имеет области с различными показателями гофрирования по всей его длине, за одну операцию.
В предпочтительном варианте выполнения листовой материал представляет собой бумагу, однако может быть использован любой подходящий листовой материал, такой как полилактид (PLA), полиэстер, биопластик, такой как Mater-Bi ®, или листовой табак.
Как станет понятно, способ включает использование набора из двух валков, которые перемежаются для гофрирования листового материала, когда его пропускают между валками. Оба валка имеют волны вдоль их ширины и по их окружности для создания гофрированного листового материала, имеющего области с различными показателями гофрирования.
Впадины волн, проходящих по окружности первого валка, предпочтительно по существу выровнены с возможностью вращения с впадинами волн, проходящих по окружности второго валка. Таким образом, станет понятно, что вершины волн, проходящих по окружности первого валка, предпочтительно по существу выровнены с вершинами волн, проходящих по окружности второго валка. Первый валок и второй валок смещены в продольном направлении так, чтобы волны в продольном направлении первого валка и второго валка перемежались.
Как использовано в данном документе, "показатель гофрирования" определяется как отношение удвоенного радиуса валка на вершинах волн к расстоянию между осью первого валка и осью второго валка. Показатель гофрирования менее 1 относится к случаю, когда вершины волн не перекрываются в радиальном направлении, а показатель гофрирования более 1 относится к случаю, когда вершины волн все же перекрываются в радиальном направлении.
Волны по окружности каждого валка предпочтительно выполнены так, чтобы углы α и β, соответствующие соответственно углу сектора, образованного осью валка и впадиной волны, и углу сектора, образованного осью валка и вершиной волны, отвечали условию равенства формулы 360/(α+β) целому числу.
Выполнение валков в соответствии с такими волнами обеспечивает непрерывность процесса и обеспечивает постоянство длины каждой гофрированной области.
Способ может дополнительно включать гофрирование третьей области листового материала с третьим показателем гофрирования. В этом варианте выполнения волны по окружности каждого валка содержат участок вершины, участок впадины и промежуточный участок, у каждого из которых различный радиус.
Когда валки содержат промежуточный участок, волны по окружности каждого валка предпочтительно выполнены так, чтобы углы, α, β и γ, соответствующие соответственно углу сектора, образованного осью валка и впадиной волны, углу сектора, образованного осью валка и вершиной волны, а также углу сектора, образованного осью валка и промежуточным участком волны, отвечали условию равенства формулы 360/(α+β+γ) целому числу.
Способ дополнительно может включать обнаружение границы между областями с различными показателями гофрирования, и разрезание листового материала в некотором месте, в зависимости от обнаруженной границы, для создания участков гофрированного листового материала с несколькими гофрированными областями. Благодаря обнаружению границы между областями с различным показателем гофрирования, гофрированный листовой материал может разрезаться более точно.
Гофрированный листовой материал может разрезаться по границе между первой областью с первым показателем гофрирования и второй областью со вторым показателем гофрирования. Альтернативно гофрированный листовой материал может разрезаться в месте вдоль первой области. Предпочтительно листовой материал разрезается так, что первая область делится на две части, имеющие по существу одинаковую длину.
В варианте выполнения, в котором гофрированный листовой материал разрезается на участки, каждый участок может содержать по меньшей мере одну область с первым показателем гофрирования и по меньшей мере одну область со вторым показателем гофрирования. Предпочтительно каждый участок содержит от одной до восьми областей с первым показателем гофрирования и от одной до восьми областей со вторым показателем гофрирования.
В предпочтительном варианте выполнения гофрированный листовой материал разрезается так, что он содержит пять первых областей с первым показателем гофрирования и четыре вторые области со вторым показателем гофрирования, в таком расположении, что область на первом конце разрезанного участка гофрированного листового материала является первой областью, а область на втором конце разрезанного участка гофрированного листового материала является первой областью. В данном предпочтительном варианте выполнения длина каждой из областей на первом конце и втором конце предпочтительно равна половине длины неразрезанной первой области.
Настоящее изобретение также относится к устройству для применения в изготовлении переменно гофрированного листового материала. Устройство содержит: набор валков, содержащий первый валок и второй валок. Каждый валок имеет волны, проходящие по его ширине и проходящие по его окружности, при этом валки выполнены так, что волны, проходящие по ширине валков, перемежаются друг с другом, и так, что впадины волн, проходящих по окружности, выполнены для гофрирования листового материала с первым показателем гофрирования, а вершины волн, проходящих по окружности, выполнены для гофрирования листового материала со вторым показателем гофрирования.
Впадины волн по окружности первого валка предпочтительно по существу выравнены со впадинами волны по окружности второго валка. Таким образом, станет понятно, что вершины волн, проходящих по окружности первого валка, предпочтительно по существу выровнены с вершинами волн, проходящих по окружности второго валка.
Радиус валков в области вершин волн, проходящих по окружности валков, обозначен как r1. Радиус валков в области впадин волн, проходящих по окружности валков, обозначен как r2. Радиус валков в области впадин волн, проходящих по ширине валков, обозначен как r3. Расстояние между осью первого валка и осью второго валка обозначено как X.
Чтобы избежать помех между валками во время работы, радиусы и расстояние между осями валков предпочтительно отвечает следующему уравнению:
r1 <X-r3
Таким образом минимальный зазор между валками, обозначенный как C, обусловлен следующим уравнением:
C=X–r1–r3
Как было описано выше показатель гофрирования определяется как отношение удвоенного радиуса валка на вершинах волн к расстоянию между осью первого валка и осью второго валка. В силу этого, показатели гофрирования определяются посредством следующих уравнений:
первый показатель гофрирования=2r2/X
второй показатель гофрирования=2r1/X
Толщина гофрирующего элемента валка обозначена как t1. Расстояние между каждым гофрирующим элементом обозначено как t2. Предпочтительно толщина t1 меньше чем расстояние t2. Толщины t1 и t2 измерены в осевом направлении валка.
Волны по окружности каждого валка предпочтительно выполнены так, чтобы углы α и β, соответствующие соответственно углу сектора, образованного осью валка и впадиной волны, и углу сектора, образованного осью валка и вершиной волны, отвечали условию равенства формулы 360/(α+β) целому числу.
Боковое расстояние между осями валков обозначено как D. В предпочтительном варианте выполнения D равно нулю, и поэтому оси валков по существу выравнены по вертикали.
Путем управления параметрами r1, r2, r3, C, t1, t2, D, α, и β, можно управлять показателями гофрирования, применяемыми к листовому материалу.
В предпочтительном варианте выполнения радиус r1 находится в диапазоне от приблизительно 80 мм до приблизительно 120 мм, более предпочтительно от приблизительно 90 мм до приблизительно 110 мм, наиболее предпочтительно составляет приблизительно 99,3 мм. Радиус r2 находится в диапазоне от 80 мм до приблизительно 120 мм, более предпочтительно от 90 мм до приблизительно 110 мм, наиболее предпочтительно составляет приблизительно 98,5 мм. Радиус r3 находится в диапазоне от 80 мм до приблизительно 120 мм, более предпочтительно от 90 мм до приблизительно 110 мм, наиболее предпочтительно составляет приблизительно 98,3 мм. Зазор C находится в диапазоне от приблизительно 0,3 мм до приблизительно 0,9 мм, более предпочтительно от приблизительно 0,5 мм до приблизительно 0,7 мм, наиболее предпочтительно составляет приблизительно 0,6 мм. Толщина t1 находится в диапазоне от приблизительно 0,8 мм до приблизительно 1,2 мм, более предпочтительно от приблизительно 0,9 мм до приблизительно 1,1 мм, наиболее предпочтительно составляет приблизительно 1,0 мм. Расстояние t2 находится в диапазоне от приблизительно 1,0 мм до приблизительно 1,4 мм, более предпочтительно от приблизительно 1,1 мм до приблизительно 1,3 мм, наиболее предпочтительно составляет приблизительно 1,2 мм. Угол α находится в диапазоне от приблизительно 7 градусов до приблизительно 9 градусов, более предпочтительно от приблизительно 7,5 градусов до приблизительно 8,5 градусов, наиболее предпочтительно составляет приблизительно 8,1 градусов. Угол β находится в диапазоне от приблизительно 6 градусов до приблизительно 8 градусов, более предпочтительно от приблизительно 6,5 градусов до приблизительно 7,5 градусов, наиболее предпочтительно составляет приблизительно 6,9 градусов.
Выполнение валков в соответствии с такими волнами обеспечивает непрерывность процесса и обеспечивает постоянство длины каждой гофрированной области.
Вершины волн, проходящих по окружности каждого валка, предпочтительно предусмотрены с закругленными краями. Благодаря предоставлению закругленных краев усилия, прикладываемые к листовому материалу во время гофрирования, могут быть уменьшены, и поэтому уменьшается риск разрыва листового материала.
Волны, как видно в поперечном сечении валка, могут образовывать профиль в виде квадратной волны, профиль в виде синусоидальной волны или треугольный профиль. Вершины волн, как видно в поперечном сечении валка, могут быть закруглены. Благодаря предоставлению закругленных краев усилия, прикладываемые к листовому материалу во время гофрирования, могут быть уменьшены, и поэтому уменьшается риск разрыва листового материала. В предпочтительном варианте выполнения волны, как видно в поперечном сечении валка, образуют профиль в виде квадратной волны.
Каждый валок может быть выполнен для гофрирования листового материала с третьим показателем гофрирования. В этом варианте выполнения волны содержат участок вершины, участок впадины, а также промежуточный участок, каждый из которых имеет различный радиус.
Когда валки содержат промежуточный участок, волны по окружности каждого валка предпочтительно выполнены так, чтобы углы, α, β и γ, соответствующие соответственно углу сектора, образованного осью валка и впадиной волны, углу сектора, образованного осью валка и вершиной волны, а также углу сектора, образованного осью валка и промежуточным участком волны, отвечали условию равенства формулы 360/(α+β+γ) целому числу.
Устройство может содержать средство для обнаружения границы между областями с различными показателями гофрирования. Средство обнаружения может включать в себя оптический детектор, такой как камера, соединенный с процессором, выполненным для определения границы между областями с различными показателями гофрирования.
Устройство предпочтительно содержит средство для резки гофрированного листового материала на участки. Средство для резки предпочтительно управляется средством обнаружения для обеспечения того, что гофрированный листовой материал отрезается в соответствующем месте. Средство для резки может быть любым устройством для резки, подходящим для разрезания листового материала, или другого подобного гофрированного материала, и могут содержать нож, такой как нож для рубки движущейся ленты.
Средство для резки может быть выполнено для разрезания листового материала по границе между первой областью с первым показателем гофрирования и второй областью со вторым показателем гофрирования. В предпочтительном варианте выполнения средство для резки предпочтительно выполнено для разрезания гофрированного листового материала в месте вдоль первой области с первым показателем гофрирования. Более предпочтительно средство для резки выполнено для разрезания гофрированного листового материала, так чтобы первая область делилась на две части, имеющие по существу одинаковую длину.
Альтернативно или в дополнение к средству обнаружения устройство может содержать средство для синхронизации средства для резки с гофрирующими валками. Благодаря синхронизации средства для резки с гофрирующими валками, гофрированный листовой материал может разрезаться по существу в том же относительном положении каждый раз. Средство для синхронизации может содержать передаточный механизм для связи средства для резки с гофрирующими валками.
Гофрированный листовой материал может быть разрезан на куски различной длины с различными комбинациями первых областей и вторых областей, как было описано выше.
Гофрирующие валки могут быть изготовлены посредством выполнения с помощью машинной обработки волн на цилиндрическом валке.
Согласно настоящему изобретению также предоставлен способ изготовления элемента для направления потока воздуха для курительного изделия. Способ включает: подачу по существу непрерывного листового материала; поочередное гофрирование, по направлению подачи, листового материала с первым показателем гофрирования, а затем со вторым показателем гофрирования, при помощи двух валков, при этом каждый валок имеет волны, проходящие по его ширине и проходящие по его окружности, при этом валки выполнены так, что волны, проходящие по ширине валков, перемежаются друг с другом для гофрирования листового материала; предоставление по существу непрерывного по существу воздухонепроницаемого полого тела; собирание гофрированного листового материала вокруг по существу воздухонепроницаемого полого тела; обертывание собранного гофрированного листового материала в материал обертки для создания по существу непрерывного элемента для направления потока воздуха; и разрезание по существу непрерывного элемента для направления потока воздуха для создания отдельных наборов элементов для направления потока воздуха, при этом каждый элемент для направления потока воздуха содержит по меньшей мере одну область, гофрированную с первым показателем гофрирования, и по меньшей мере одну область, гофрированную со вторым показателем гофрирования. Полое тело предпочтительно представляет собой по существу воздухонепроницаемую полую трубу.
Предпочтительно предоставление такого способа обеспечивает более простое изготовление элементов для направления потока воздуха по сравнению с использованием нескольких сегментов, где каждый сегмент изготавливается отдельно.
Предпочтительно область элемента для направления потока воздуха, гофрированная с первым показателем гофрирования, имеет сопротивление затяжке в диапазоне от приблизительно 50 мм H2O до приблизительно 70 мм H2O, и область элемента для направления потока воздуха, гофрированная со вторым показателем гофрирования, имеет сопротивление затяжке в диапазоне от приблизительно 140 мм H2O до приблизительно 220 мм H2O. Предпочтительно каждая область, имеющая отличающийся показатель гофрирования, имеет отличающееся сопротивление затяжке. Сопротивление затяжке измеряется в соответствии с ISO 6565:2011 и, как правило, выражается в единицах мм H2O. Сопротивление затяжке каждой области с отличающимся показателем гофрирования может измеряться посредством разрезания элемента для направления потока воздуха так, что он содержит только измеряемую область, и втягивания на одном конце элемента для направления потока воздуха, в то время как полая часть элемента для направления потока воздуха герметизируется так, что воздух проходит только через воздухопроницаемую часть элемента для направления потока воздуха.
В особенно предпочтительном варианте выполнения элемент для направления потока воздуха содержит три гофрированные области. Каждый элемент для направления потока воздуха предпочтительно содержит первую область, гофрированную с первым показателем гофрирования, вторую область, примыкающую к первой области, гофрированную со вторым показателем гофрирования, и третью область, примыкающую ко второй области, гофрированную с первым показателем гофрирования. Соответственно каждый элемент для направления потока воздуха предпочтительно по существу симметричный относительно средней точки по его длине. Благодаря предоставлению по существу симметричного элемента для направления потока воздуха, его можно легче объединить с другими компонентами для образования курительного изделия, поскольку ориентация элемента для направления потока воздуха во время процесса изготовления курительного изделия не имеет значения.
В этом особенно предпочтительном варианте выполнения каждая из первой гофрированной области и третьей гофрированной области имеет длину в продольном направлении в диапазоне от приблизительно 5 мм до приблизительно 10 мм, более предпочтительно от приблизительно 6 мм до приблизительно 8 мм, и наиболее предпочтительно составляет приблизительно 7 мм. Первая область и третья область гофрируются с первым показателем гофрирования, так что сопротивление затяжке каждой области находится в диапазоне от приблизительно 45 мм H2O до приблизительно 65 мм H2O, более предпочтительно от приблизительно 50 мм H2O до приблизительно 60 мм H2O, и наиболее предпочтительно составляет приблизительно 56 мм H2O. Вторая область имеет длину в продольном направлении в диапазоне от приблизительно 7 мм до приблизительно 17 мм, более предпочтительно от 10 мм до приблизительно 14 мм, и наиболее предпочтительно составляет приблизительно 12 мм. Вторая область гофрирована со вторым показателем гофрирования, так что сопротивление затяжке области находится в диапазоне от приблизительно 150 мм H2O до приблизительно 190 мм H2O, более предпочтительно от приблизительно 160 мм H2O до приблизительно 180 мм H2O, и наиболее предпочтительно составляет приблизительно 168 мм H2O. Следует понимать, что это лишь один пример предпочтительного варианта выполнения, и что настоящее изобретение может содержать области различной длины и с различным сопротивлением затяжке, как было описано в данном документе.
Каждый набор элементов для направления потока воздуха предпочтительно содержит четыре элемента для направления потока воздуха. Элементы для направления потока воздуха далее могут быть использованы в дальнейшем процессе изготовления для образования изделия, генерирующего аэрозоль, такого как курительные изделия.
В одном варианте изобретения длина элемента для направления потока воздуха находится в диапазоне от приблизительно 15 мм до приблизительно 60 мм, предпочтительно от приблизительно 20 мм до приблизительно 45 мм, и в одном особенно предпочтительном варианте выполнения элемента для направления потока воздуха составляет приблизительно 26 мм.
В другом варианте выполнения длина элемента для направления потока воздуха составляет приблизительно 21 мм. В этом варианте выполнения длина каждой из первой области, второй области и третьей области составляет приблизительно 7 мм. Сопротивление затяжке первой области и второй области составляет приблизительно 56 мм H2O, а сопротивление затяжке второй области составляет приблизительно 98 мм H2O.
Ширина листового материала, используемого для образования гофрированного воздухопроницаемого сегмента предпочтительно находится в диапазоне от приблизительно 150 мм до приблизительно 250 мм.
Как станет понятно, настоящее изобретение может быть использовано для гофрирования любого подходящего листового материала, особенно материалов, подходящих для образования сегментов курительных изделий. Такие подходящие материалы включают, помимо прочего, бумагу, полилактид (PLA), полиэстер, биопластик, такой как Mater-Bi®, и листовой табак.
Согласно еще одному аспекту настоящего изобретения предоставляется валок для применения в изготовлении переменно гофрированного листового материала, при этом валок имеет волны, проходящие по его ширине и проходящие по его окружности.
Согласно настоящему изобретению предлагается набор валков для применения в изготовлении переменно гофрированного листового материала, при этом набор содержит по меньшей мере два валка, как было описано в данном документе.
Любой признак в одном аспекте изобретения может быть применен к другим аспектам изобретения в любом целесообразном сочетании. В частности, аспекты способа могут быть применены к аспектам устройства, и наоборот. Более того, любые, некоторые и/или все признаки в одном аспекте могут быть применены к любым, некоторым и/или всем признакам в любом другом аспекте, в любом целесообразном сочетании.
Также следует понимать, что отдельно взятые сочетания различных признаков, описанных и определенных в любых аспектах изобретения, могут быть реализованы и/или предоставлены, и/или использованы независимо.
Изобретение будет дополнительно описано исключительно для примера со ссылкой на прилагаемые графические материалы, на которых:
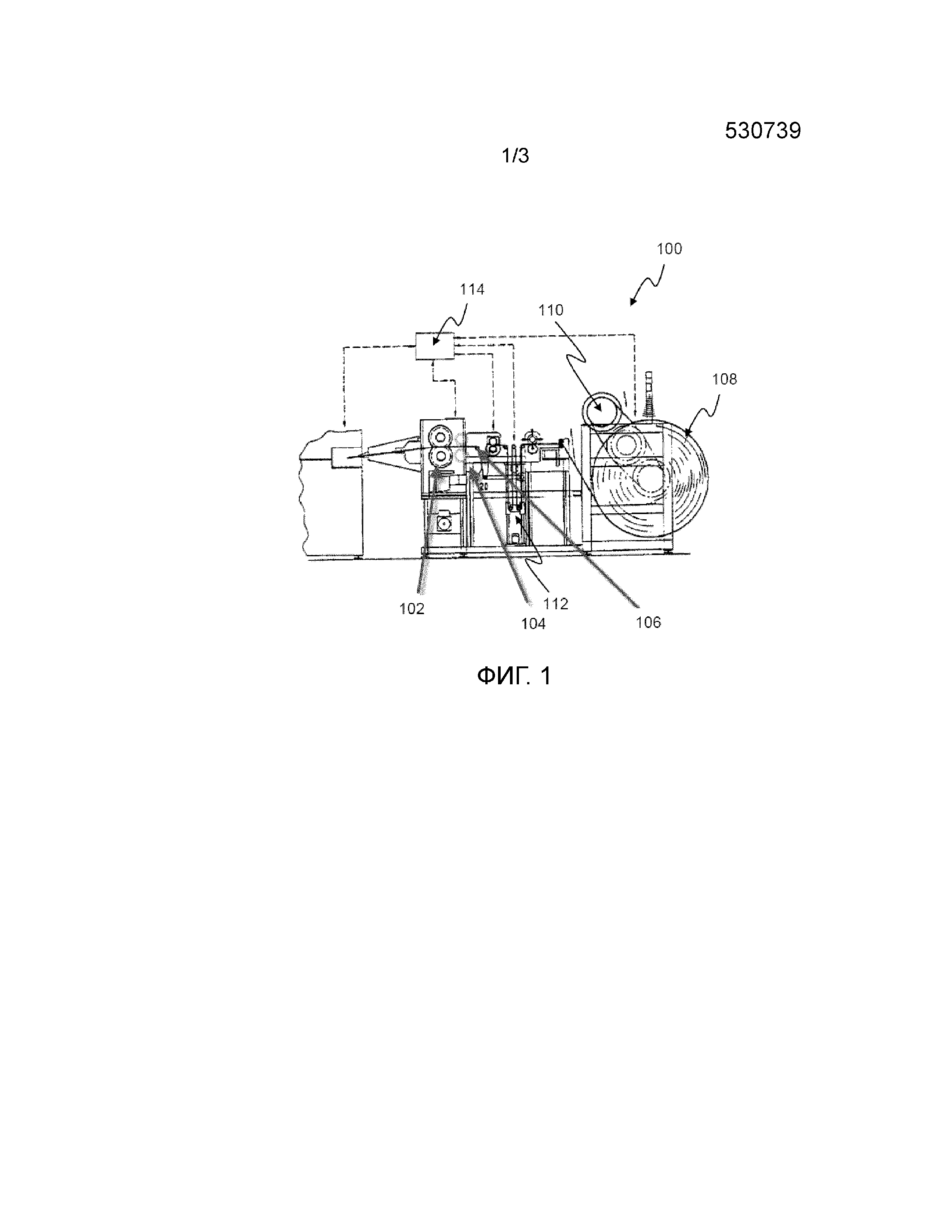
Фиг.1 - вид сбоку устройства для изготовления переменно гофрированной бумаги;
Фиг.2 – схематичный вид в сечении перемежающихся валков, используемых для переменного гофрирования бумаги; и
Фиг.3 - вид в сечении элемента для направления потока воздуха, имеющего по его длине переменное сопротивление затяжке.
На Фиг.1 показано устройство 100 для изготовления переменно гофрированной бумаги. Устройство содержит, помимо прочих компонентов, перемежающиеся в продольном направлении гофрирующие валки 102, и/или переменно гофрирующие валки 104. В предпочтительном примере перемежающиеся в продольном направлении гофрирующие валки 102 заменяются переменно гофрирующими валками 104. Устройство дополнительно содержит боковой механизм 106 резки листа, выполненный для разрезания бумаги с необходимой шириной перед ее гофрированием валками. Рулон листового материала 108, такого как бумага, предоставляется и подается на гофрирующие валки. Механизм 110 привода и торможения подает листовой материал с рулона 108. Механизм 112 обеспечивает поступление листового материала на гофрирующие валки с необходимым напряжением. Электронная аппаратура 114 управления предоставлена для управления системой во время работы.
Переменно гофрирующие валки 104 включают в себя набор из двух перемежающихся валков. Каждый из гофрирующих валков имеет волны, проходящие по его ширине, а также проходящие по его окружности. Гофрирующие валки синхронизированы друг с другом, чтобы обеспечить выравнивание волн по окружности валков.
Во время использования гофрирующие валки проталкивают листовой материал между перемежающимися волнами, которые деформируют листовой материал для создания гофрирования. Гофрирование листового материала уменьшает эффективную ширину листового материала, и увеличивает эффективную толщину листового материала. Гофрированный листовой материал затем может быть собран вместе и использован для образования элементов для направления потока воздуха, как описано ниже. Чтобы управлять сопротивлением затяжке элемента для направления потока воздуха, может применяться управление показателем гофрирования гофрированного листового материала. Увеличение показателя гофрирования увеличивает сопротивление затяжке.
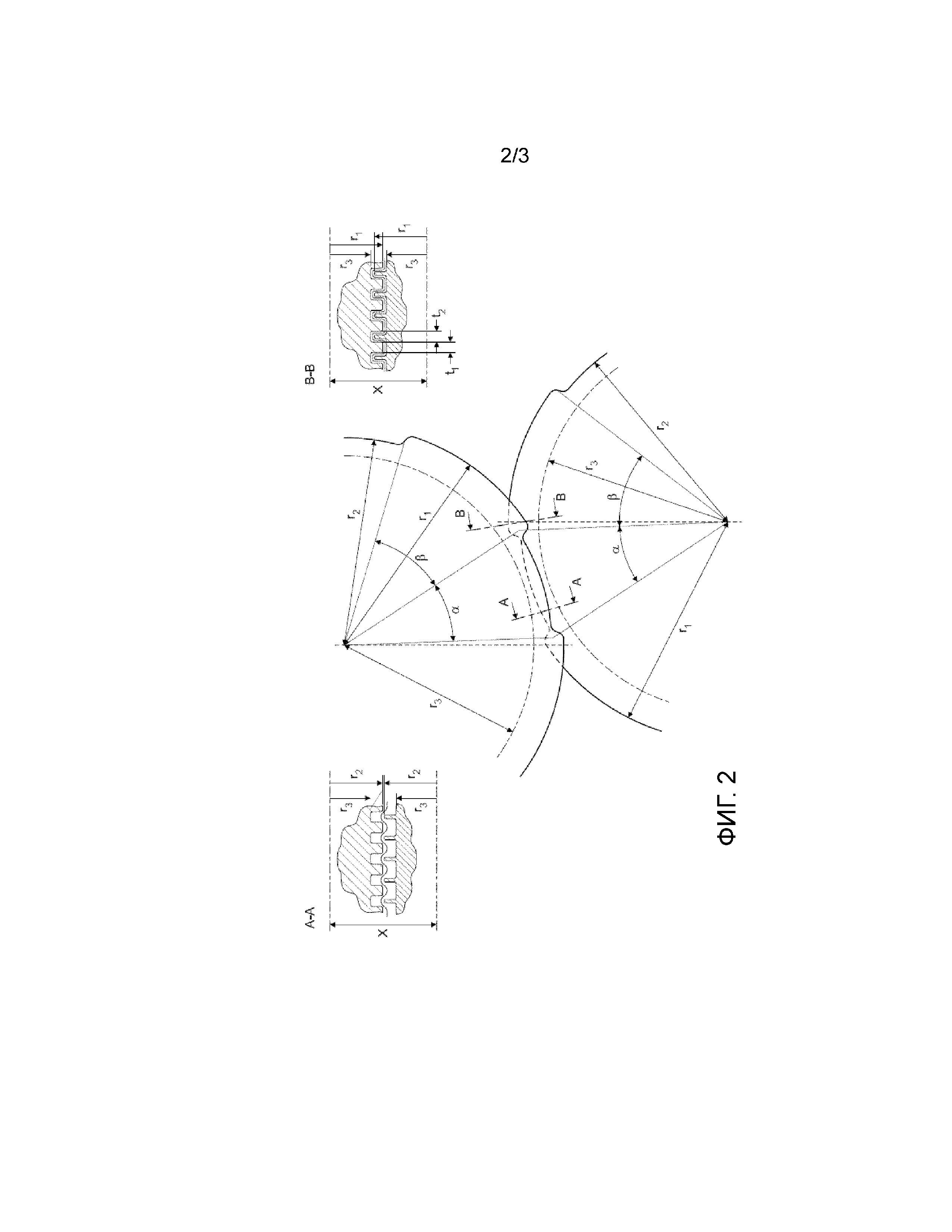
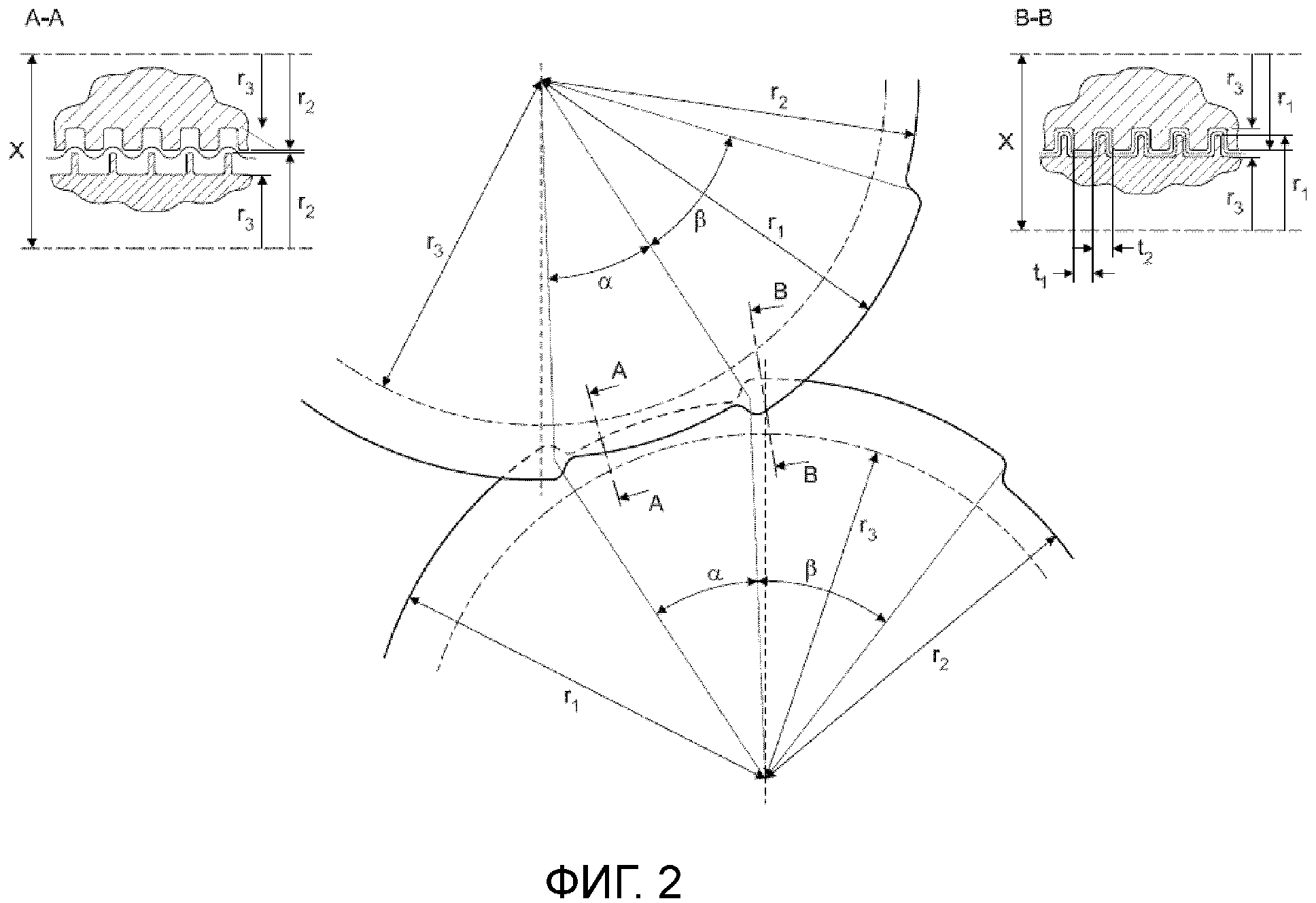
На Фиг.2 показан вид в поперечном сечении участка гофрирующих валков, используемых для гофрирования переменно гофрированного листового материала. Каждый валок имеет волны, проходящие по окружности. Впадины волны имеют угол α дуги, а вершины волн имеют угол β дуги. Валки выполнены так, чтобы формула 360/(α+β) равнялась целому числу. То есть каждая вершина, проходящая по окружности валка, имеет такую же длину дуги, как и другие вершины, и каждая впадина, проходящая по окружности валка, имеет такую же длину дуги, как и другие впадины. Благодаря выполнению валков таким образом листовой материал может непрерывно подвергаться гофрированию и обеспечивать области с различными показателями гофрирования с соответствующей длиной на протяжении всей непрерывной операции. Вершины и впадины валков во время использования выравниваются так, чтобы к листовому материалу, когда он проходит между валками, поочередно применялись различные показатели гофрирования.
Сечение B-B показывает поперечное сечение перемежающихся валков на вершинах волн. Как можно увидеть гофрирующий валок также имеет волны, проходящие по ширине валка. Внутренний радиус валка, то есть радиус по впадинам волн, проходящих по ширине валка, показан как r3, а радиус вершин волн, проходящих по ширине валка, показаны как r1. Поэтому радиус r1 соответствует радиусу вершин волн по окружности валка. Расстоянием X, которое является расстоянием между осями валков, вместе с радиусами r3 и r1 управляют, чтобы задавать показатель гофрирования, применяемый к листовому материалу.
Сечение А-А показывает поперечное сечение перемежающихся валков во впадинах волн. Подобно сечению B-B, внутренний радиус валка, то есть радиус по впадинам волн, проходящих по ширине валка, показан как r3, а радиус вершин волн, проходящих по ширине валка, показан как r2. Таким образом радиус r2 соответствует радиусу впадин волн, проходящих по окружности валка. Расстоянием X вместе с радиусами r2 и r1 управляют, чтобы задавать показатель гофрирования, применяемый к листовому материалу.
Более того толщина t1 каждого гофрирующего элемента с волнами, проходящими по окружности, и расстояние t2 между каждым из гофрирующих элементов также могут использоваться для управления показателем гофрирования. В дополнение валки могут быть смещенными относительно вертикальной ориентации, при этом величина смещения, D, также может использоваться для определения показателя гофрирования.
Как станет понятно и как показано на Фиг.2 радиусы r1 и r2 соответствуют радиусу вершин волн, проходящих по окружности валка, и впадин волн, проходящих по окружности валка, соответственно.
В одном конкретном примере различные параметры имеют следующие значения:
r1=99,3 мм
r2=98,8 мм
r3=98,3 мм
X=198,2 мм
C=0,6 мм
α=8,07°
β=6,92°
D=0
t1=1 мм
t2 =1,2 мм
первый показатель гофрирования=0,997
второй показатель гофрирования=1,002
В еще одном конкретном примере различные параметры имеют следующие значения:
r1=80,2 мм
r2=79,7 мм
r3=79,2 мм
X=160 мм
C=0,6 мм
α=5°
β=2,5°
D=0
t1=1 мм
t2 =1,2 мм
первый показатель гофрирования=0,996
второй показатель гофрирования=1,003
Наконец, как показано на Фиг.2, вершины волн имеют скругленные углы для уменьшения усилия, приложенного к листовому материалу во время гофрирования, и, таким образом, уменьшается риск разрыва листового материала.
Благодаря созданию волн на гофрирующих валках по окружности валков, к листовому материалу могут применяться чередующиеся показатели гофрирования. Первая гофрированная область, соответствующая области листового материала, гофрированной с первым показателем гофрирования посредством впадин волн, проходящих по окружности валков, приблизительно имеет длину r2 α. Вторая гофрированная область, соответствующая области листового материала, гофрированной со вторым показателем гофрирования посредством вершин волн, проходящих по окружности валков, приблизительно имеет длину r1 β. Для определения длины первой и второй гофрированных областей здесь α и β представлены в радианах.
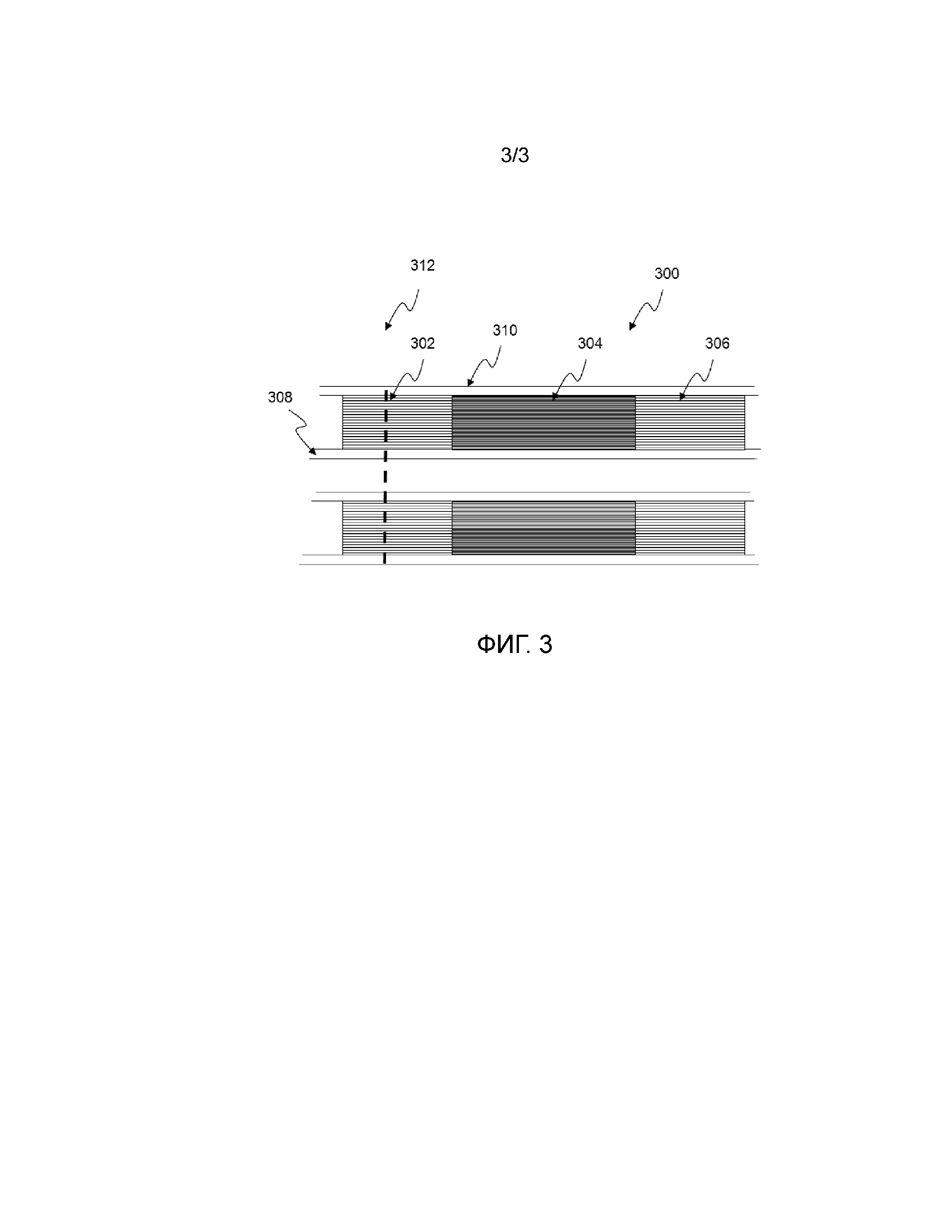
На Фиг.3 показан элемент 300 для направления потока воздуха, образованный при помощи гофрированного листового материала, изготовленного как было описано выше. Элемент для направления потока воздуха содержит ряд областей 302, 304 и 306, а также полую трубу 308 в центре элемента для направления потока воздуха. Элемент для направления потока воздуха обернут по существу в воздухонепроницаемую обертку 310. Обертка 310 снабжена перфорационными отверстиями 312, которые действуют в качестве впускных отверстий для воздуха, когда в курительном изделии используется элемент для направления потока воздуха.
Для образования элемента для направления потока воздуха, гофрированный листовой материал собирают вместе вокруг полой трубы 308, и затем оборачивают в по существу воздухонепроницаемую обертку 310.
Область 302 соответствует половине длины первой области с первым показателем гофрирования, область 304 соответствует всей длине второй области со вторым показателем гофрирования, а область 306 соответствует половине длины первой области с первым показателем гофрирования. Как станет понятно, элемент для направления потока воздуха, таким образом, является симметричным относительно центральной линии, проходящей в поперечном направлении. Образование симметричного элемента для направления потока воздуха снижает сложность последующего изготовления курительного изделия, поскольку ориентация элемента для направления потока воздуха не важна.
По существу непрерывный гофрированный листовой материал с перемежающимися областями первого показателя гофрирования и второго показателя гофрирования разрезается на отрезки подходящей длины. В предпочтительном варианте выполнения гофрированный листовой материал разрезают на куски с такой длиной, что каждый участок содержит листовой материал, достаточный для четырех элементов для направления потока воздуха. Гофрированный листовой материал разрезается так, чтобы первая область делилась по существу поровну, так чтобы каждый участок гофрированного листового материала включал первую область с половиной длины, затем четыре вторые области с полной длиной с первыми областями с полной длиной, расположенными в промежутках, и затем конечную область с половиной длины. Таким образом, участок гофрированного листового материала может использоваться для образования так называемого счетверенного элемента для направления потока воздуха для последующего использования в изготовлении курительных изделий.
Измеренное сопротивление затяжке каждой области согласно конкретному предпочтительному варианту выполнения элемента для направления потока воздуха является следующим: приблизительно 56 мм H2O для первой области с первой половиной длины; приблизительно 168 мм H2O для второй области с полной длиной; и приблизительно 56 мм H2O для первой области со второй половиной длины. Длины в продольном направлении каждой области особенно предпочтительного варианта выполнения элемента для направления потока воздуха являются следующими: приблизительно 7 мм первой области с первой половиной длины; приблизительно 12 мм для второй области с полной длиной; и приблизительно 7 мм первой области со второй половиной длины.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Аэрозоль-генерирующее изделие, содержащее биоразлагаемый аромат-генерирующий компонент
Устройство для транспортировки и способ транспортировки предметов
Генерирующее аэрозоль изделие для использования с аэрозольгенерирующим устройством
Аэрозоль-генерирующее изделие, содержащее аэрозоль-охлаждающий элемент
Установка и способ подачи непрерывного полотна гофрированного листового материала
Установка и способ подачи непрерывного полотна гофрированного листового материала
Курительное изделие, содержащее элемент для направления потока воздуха
Курительное изделие с ментоловым фильтром
Курительное изделие с элементом для направления потока воздуха, содержащим средство, модифицирующее аэрозоль
Способ и устройство обработки непрерывного листового материала

