Результат интеллектуальной деятельности: Устройство для сваривания встык тонких термопарных проводов
Вид РИД
Изобретение
Изобретение относится к области техники измерения температур и исследования теплофизических характеристик материалов, в том числе композитных. Оно может быть использовано при проведении тепловых испытаний конструкций, в авиации и космонавтике, в медицине, а также во всех случаях, где необходимо точно измерять температуру с минимальной инструментальной погрешностью.
Так как любое инородное тело оказывает влияние на теплофизическое состояние исследуемого объекта, в том числе на величину измеряемой температуры, то всегда стремятся уменьшить это влияние. Особенно это важно при исследовании теплофизических характеристик неметаллических материалов, в том числе композиционных. В этом случае используются датчики температуры, в частности термопары. Для точного измерения температуры они не должны вносить существенного искажения температурного поля. Конструктивно термопара представляет собой два разнородных электрода, сваренные между собой и создающих термоэлектродвижущую силу, соответствующую определенной температуре. Диаметр термопары должен быть как можно меньше, а место сварки (королек) - минимальным или вообще отсутствовать. Поэтому появляется задача сваривать самые тонкие термопары (∅ 0,1-0,2 мм) и лучше встык, чтобы королек отсутствовал или был минимальным. Отсюда возникает проблема изготовления таких термопар в части организации процесса и технологии сваривания разнородных проводов встык.
Известны устройства и способы сваривания проводов между собой, которые используют дуговую сварку (А.св. №800691, МПК G01K, 1977 г; А.св. №224610 МПК G01K, 1986 г; А.св. №610630, МПК B23K, 1978 г), однако главным недостатком этих устройств является обязательная скрутка термоэлектродов, а затем сварка неплавящимся электродом. Это во всех случаях приводит к довольно большому сварному шву и образованию в точке расплава спая сферической формы достаточно большой величины. При исследовании температурного поля в композитных и неметаллических материалах он будет давать значительное искажение температурного поля и, значит, значительные погрешности измерения истинной температуры.
Известно устройство, используемое при сварке проводов встык, когда свариваемые электроды (провода) закрепляют в зажимах и вручную сводят для сварки, что для тонких термопарных проводов требует большого времени и трудоемкости и, как правило, в процессе дуговой сварки после установки они остаются неподвижными, что часто приводит к браку из-за сокращения расстояния между ними и последующего разрыва сварочного узла. [патент №2072286 МПК B23K 11/04, 1995 г.; Температурные измерения. Киев, «Наукова думка», 1984, 222 с].
Главными недостатками существующих устройств для сварки тонких проводов являются: большой сварочный горячий спай («королек»), трудность совмещения тонких проводов встык, неподвижность токоподводов при сварке, большая трудоемкость при изготовлении.
Наиболее близко по технической сущности к предлагаемому устройству сварки встык тонких термопарных проводов, являющемуся предметом настоящего изобретения, следует считать устройство, описанное в патенте RU 2544327 С2, МПК В23К 26/21, В23К 26/70, 2015 «Способ и устройство для сварки проволок». Устройство содержит корпус, на котором установлен лазерный источник, сопло для подачи нагретого газа в место сварки, направляющее приспособление, состоящее из двух стеклянных трубок, через которые пропускают свариваемую проволоку, подвижного и неподвижного гнезд. Подвижное гнездо соединено с помощью троса с сервоуправляемым роликом, а неподвижное - с датчиком силы. Гнезда между собой соединены пружиной. Регулируя роликом можно привести оба конца проволок в соприкосновение.
Однако, возможна нестыковки торцевых плоскостей проволок, так как выходящие из стеклянных трубочек концы проволок висят (находятся) в воздухе и могут принимать любую ориентацию в пространстве. Кроме того, способ сварки и устройство достаточно сложны, так как требует в начале процесса сварки подогрева газом (Т=250-500°С) узла стыковки проволок (причем необходим еще и предварительный отжиг хотя бы одной проволоки, послесварочный отжиг), использования узконаправленного луча лазера, который должен точно попасть в место стыковки проволок в момент сварки, что для тонких проволок, диаметр которых составляет 0,1-0,5 мм, является непростой задачей.
Задачей изобретения является создание устройства, обеспечивающего сварку встык тонких (диаметром 0.1-0.5 мм), разнородных по физико-механическим свойствам проводов.
Технический результат - уменьшение трудоемкости при изготовлении термопар, получение качественного сварного спая без значительного оплавления свариваемых проводов, без королька.
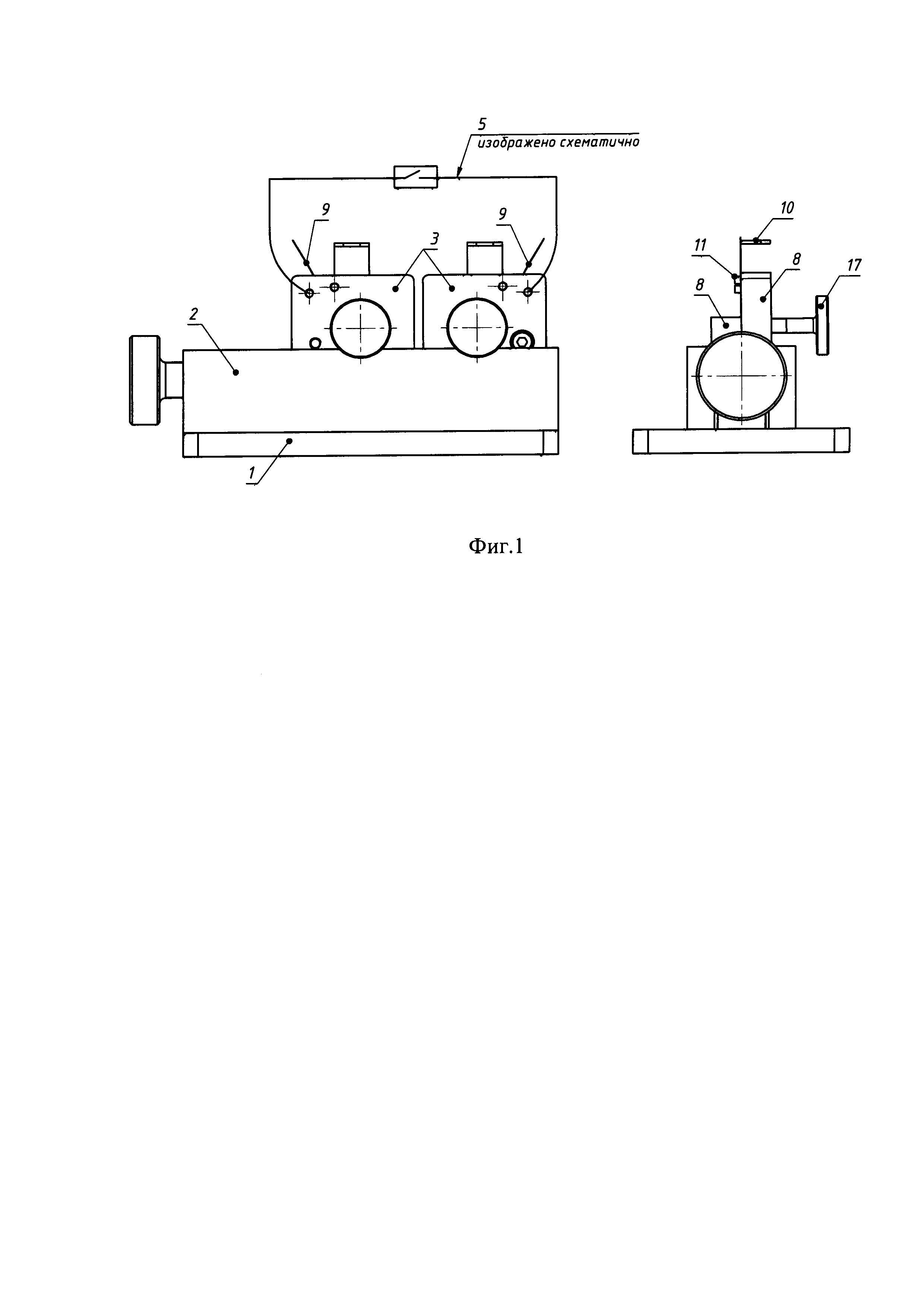
На фиг. 1 представлен общий вид устройства.
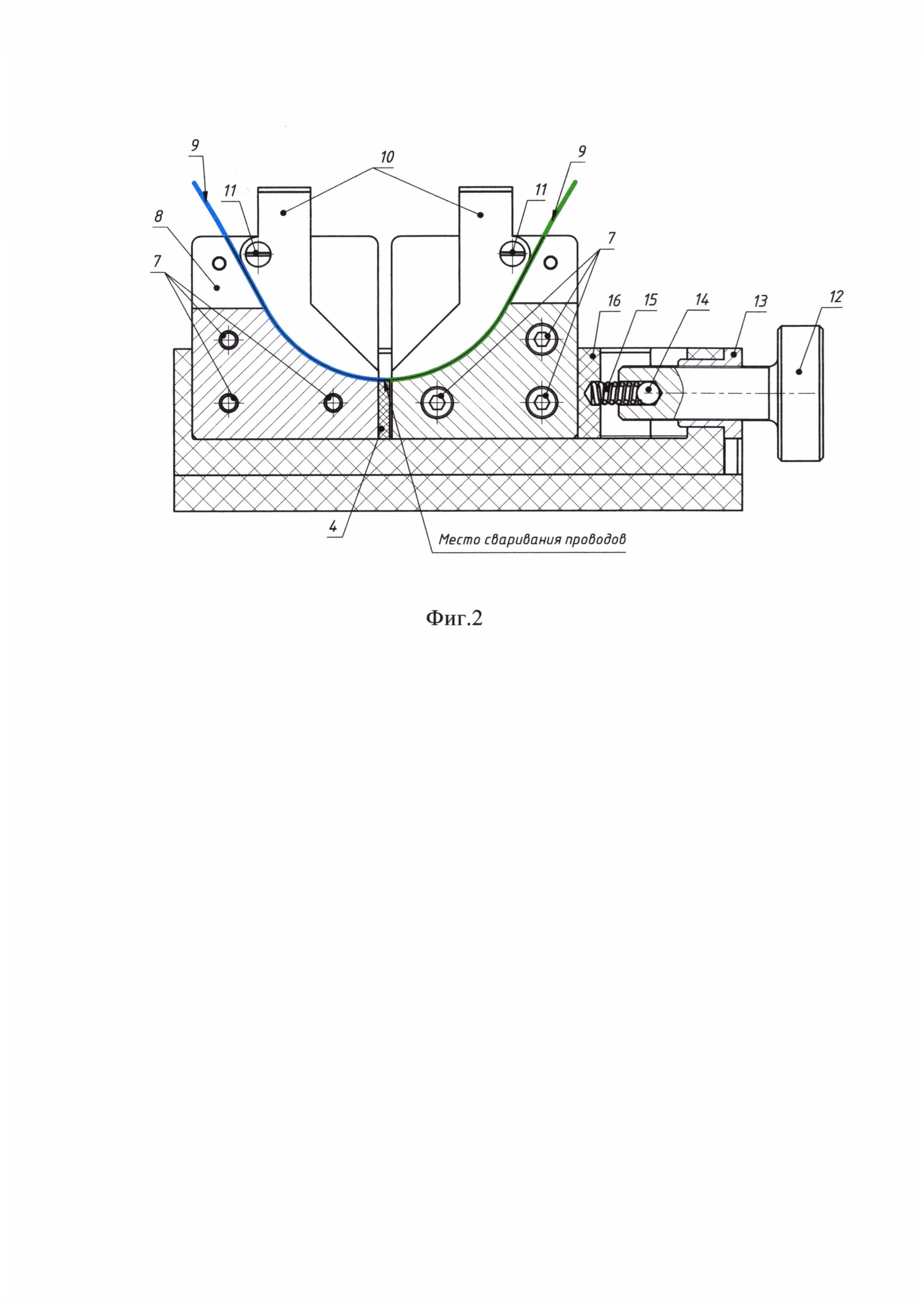
На фиг. 2 представлен разрез по оси симметрии устройства для сваривания встык тонких термопарных проводов.
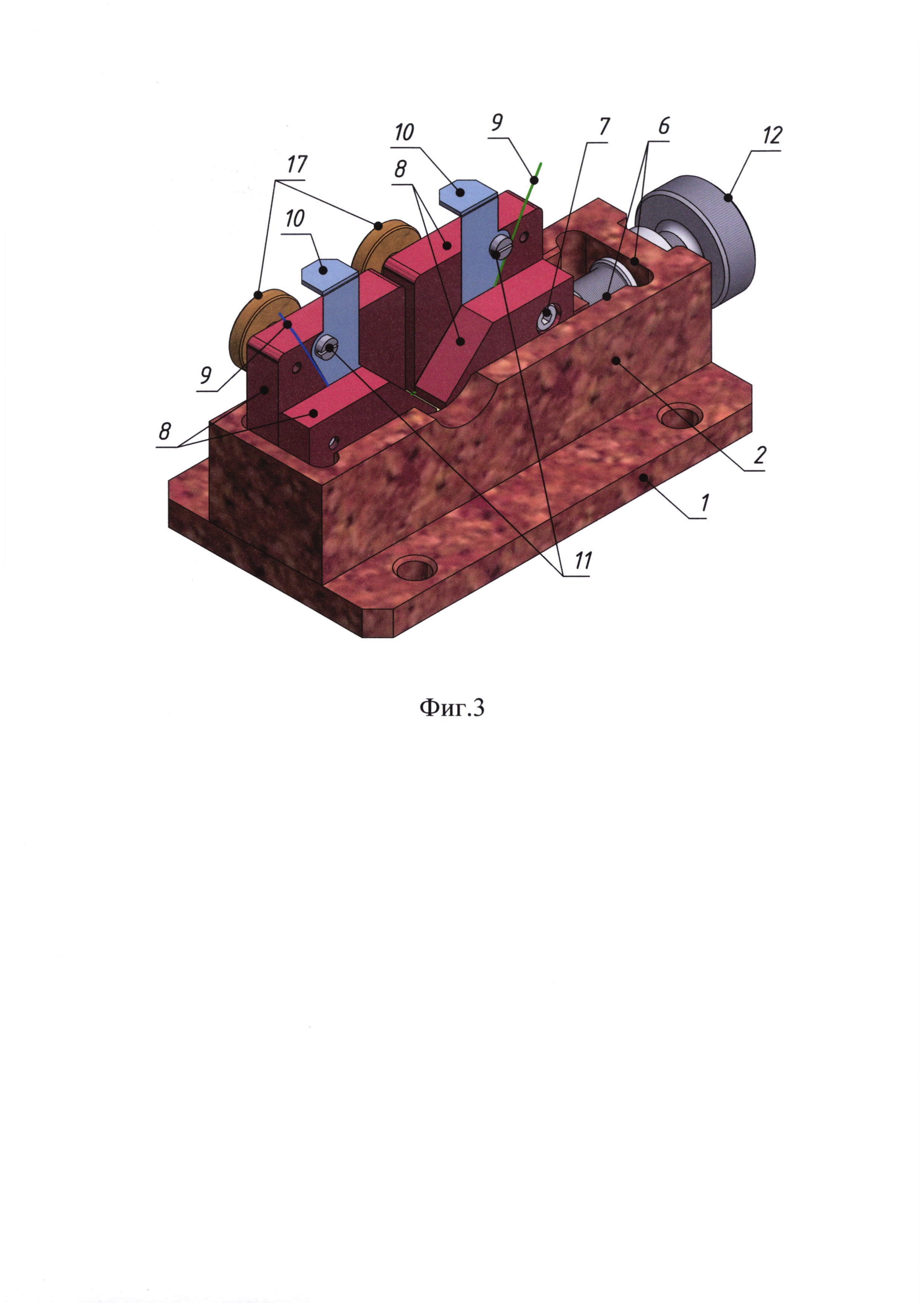
На фиг. 3 представлено устройство в изометрии.
Устройство для сваривания встык тонких термопарных проводов (фиг. 1) состоит из основания 1 с закрепленным на нем корпусом 2, выполненных из электроизоляционного материала, двух токоподводов 3, разделяющей электроизоляционной термостойкой вставки 4 (фиг. 2), токоразрядного блока 5. Корпус 2 выполнен в виде параллелепипеда, имеющего несквозную выборку 6 (фиг. 2) с параллельными боковыми и торцевыми стенками, в которой установлены подключенные к токоразрядному блоку 5 (фиг. 1) неподвижный правый и подвижный левый токоподводы 3. Между ними размещена разделяющая электроизоляционная термостойкая вставка 4 (фиг. 2). Каждый токоподвод 3 состоит из двух соединенных винтами пластин 8 прямоугольной формы, различающихся по высоте и обработке стыкуемых между собой поверхностей: большая из пластин имеет гладкую поверхность, а вторая, меньшая по высоте, имеет проточку, фрезерованную по радиусу, и скос для улучшения видимости в зоне сваривания проводов.
В сборе пластины 8 (фиг. 2) образуют направляющий канал токоподвода для свариваемых проводов 9, ширина которого равна диаметру свариваемых проводов и увеличенная на 0,05-0,08 мм. Для прижатия проводов 9 к радиусному профилю в направляющих каналах токоподводов установлены пластинчатые прижимы 10, повторяющие профиль и толщину направляющего канала токоподводов 3, закрепленные на оси вращения 11 и фиксируемые винтами 17 для фиксации проводов к профилю направляющего канала (к прижиму). Неподвижный токоподвод 3 упирается в торцевую стенку выемки и является неподвижной частью устройства. Подвижный токоподвод 3 может перемещаться в корпусе 2 вдоль стенок выборки по скользящей посадке, которая обеспечивает соосность стыковки свариваемых между собой проводов, закрепленных отдельно в левом и правом токоподводах. Перемещение подвижного токоподвода обеспечено за счет поступательного движения пластины 16 (фиг. 2), встроенного в нее винта 12 в гайке 13 с мелкой резьбой, расположенной в торцевой части корпуса. В винт встроен шарик скольжения 14 и пружина 15, обеспечивающая дополнительное прижатие и перемещение подвижного токоподвода в процессе сваривания проводов, движение которого ограничено электроизоляционной термостойкой вставкой 4. Вставка 4 служит также столом для стыковки свариваемых проводов и электроизолятором между токоподводами. Общий вид устройства в изометрии представлен на фигуре 3.
Работает устройство следующим образом. Тонкий термопарный провод 9 закладывают в направляющий канал неподвижного токоподвода 3 таким образом, чтобы на электроизоляционной термостойкой вставке 4 до ее середины выступал (лежал) конец провода. В таком положении его фиксируют пластинчатым прижимом 10, который в свою очередь фиксируют винтом 17. В подвижном токоподводе 3, предварительно отодвинутом от термостойкой вставки 4 на некоторое расстояние, также устанавливают второй провод 9, который требуется сварить встык с первым проводом, фиксируют своим пластинчатым прижимом 10, причем выпущенный конец провода по длине превышает половину толщины термостойкой вставки 4. Таким образом, концы проводов оказываются закоординированными в трех направлениях так, что их торцевые поверхности располагаются соосно друг против друга.
Затем с помощью винта 12, встроенного в гайке 13 с мелкой резьбой через пластину 16 создают силу, величина которой несколько превышает сопротивление трения между подвижным токоподводом 3, установленным по скользящей посадке в корпусе устройства. В результате подвижный токоподвод 3 плавно перемещают в сторону неподвижного токоподвода 3 до стыковки концов свариваемых тонких термопарных проводов по торцевым поверхностям. При этом остается зазор между подвижным токоподводом 3 и вставкой 4. С помощью винта 12 и пружины 15 может создаваться незначительное (минимальное) усилие, определяемое экспериментальным путем, обеспечивающее перемещение по скользящей посадке подвижного токоподвода 3 в сторону вставки 4, когда в процессе сварки происходит сокращение выпущенных концов проводов. При этом усилие автоматически уменьшается до нуля за счет уравновешивания усилия с силой трения за счет увеличения расстояния между торцом стенки и токоподводом. Затем производят подключение токоподводов к выходам токоразрядного блока 5 или выходам вторичной обмотки сварочного транформатора. При подаче токоразрядного напряжения происходит разогрев концов проводов в месте их контакта и сварка проводов встык практически без королька, например с помощью разрядного конденсаторного устройства, обеспечивающего создание энергии от 30 до 100 Дж. В месте сварки между токоподводами для защиты от окислов сварочного узла может находится небольшое количество спирта или трансформаторного масла. После сварки сваренная термопара (например хромель-алюмель или вольфрам-рений) освобождаются от прижимов 10 путем расфиксации (откручивания) винтов 17 и поворотом прижимов 10 вокруг оси 11 на 120°. Затем готовая термопара вынимается из направляющего канала для последующего использования.
Использование изобретения позволяет
1. Установить и закрепить два тонких термопарных провода, служащих электродами.
2. Закоординировать концы проводов таким образом, чтобы их торцевые поверхности располагались соосно друг против друга.
3. Обеспечить неподвижность одного провода и подвижность другого провода без смещения их соосности при сварке.
4. Подвижность проводов обеспечивать подбором минимального усилия, создаваемого при монтаже и подготовке к сварке проводов, в процессе которой при изменении расстояния между проводами происходит движение навстречу подвижного провода.
Аэродинамический руль
Устройство пневматического нагружения фюзеляжа самолета при прочностных испытаниях на ресурс
Способ пневматического нагружения фюзеляжа самолета при прочностных испытаниях на ресурс
Способ регистрации параметров условий нагружения при эксплуатации или ресурсных испытаниях механических конструкций
Способ определения температурной зависимости степени черноты (варианты)
Способ контроля обрывов изолированных термопар при теплопрочностных испытаниях конструкций и измерительная информационная система для его осуществления (варианты)
Система энергопитания рулевых приводов первичных органов управления пассажирского самолета
Способ мониторинга нагрузок и накопленной усталостной повреждаемости в условиях эксплуатации самолета
Лопасть винта винтокрылого летательного аппарата
Способ снижения динамической нагруженности транспортного средства при движении по поверхности и транспортное средство
Инфракрасный нагревательный блок
Блок-имитатор температурных полей
Способ определения температурной зависимости степени черноты (варианты)
Способ теплопрочностных испытаний обтекателей гиперзвуковых летательных аппаратов и установка для его реализации
Способ измерения температуры режущей кромки лезвийного инструмента при высокоскоростном фрезеровании металла
Устройство для тепловых испытаний теплозащитных материалов до температур 2000 k
Инфракрасный нагревательный блок
Способ получения газообразного хладоносителя

