Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СЕРДЕЧНИКА РОТОРА И СПОСОБ ПРОИЗВОДСТВА МАГНИТОПРОВОДА ДВИГАТЕЛЯ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства сердечника ротора, включенного в двигатель, и способу производства магнитопровода двигателя, включающего в себя сердечник ротора и сердечник статора, которые включены в двигатель.
2. Описание предшествующего уровня техники
В автомобильной промышленности, с целью дальнейшего совершенствования ходовых характеристик транспортных средств с гибридным приводом и транспортных средств с электрическим приводом, изо дня в день поощрялись нововведения более высоких энергетических характеристик, снижение веса и уменьшение габаритов приводных двигателей. Производители бытовых электроприборов решительно взялись за дальнейшее уменьшение размеров и более высокие эксплуатационные качества двигателей, монтированных в различные бытовые электроприборы.
Для того чтобы улучшать эксплуатационные качества двигателей, то, насколько могут быть снижены различные потери, вызванные внутри двигателей, является большой проблемой. Например, после того, как подведено электричество, потери в меди, являющиеся результатом потерь на сопротивление проводников, вызываются в обмотке, составляющей двигатель, а потери в железе (или высокочастотные потери в железе), являющиеся результатом потерь на вихревые токи или потерь на гистерезис, вызываются в роторе и статоре, так что коэффициент полезного действия двигателя и характеристика крутящего момента ухудшаются в зависимости от этих потерь.
При производстве сердечника статора и сердечника ротора, пластины сердечника ротора и пластины сердечника статора изготавливаются из электромагнитной листовой стали вырубкой электромагнитной листовой стали, многочисленные пластины сердечника ротора укладываются в стопку, а затем, спрессовываются и/или свариваются друг с другом, с тем чтобы изготавливать сердечник ротора, а многочисленные пластины сердечника статора укладываются стопкой и затем спрессовываются и/или свариваются друг с другом, с тем чтобы производить сердечник статора.
Для того чтобы улучшить магнитные характеристики, снижая вышеприведенные потери в железе в сердечнике статора и сердечнике ротора, может применяться способ отжига как сердечника статора, так и сердечника ротора при предопределенной температуре, вместе с тем устраняющий напряженное состояние, обуславливаемое сжатием, или тому подобным, и/или способ стимулирования роста зерен кристаллов, формирующих оба сердечника, как и в случае с материалами, такими как полуфабрикаты, которые предполагается, необходимо отжигать.
К сожалению, известно, что существует несоответствие, при котором магнитные характеристики улучшаются за счет роста зерен кристаллов как в сердечнике статора, так и в сердечнике ротора, в то время как прочность (предел прочности на разрыв) сердечников ухудшается вследствие роста зерен кристаллов.
Снижение потерь в железе сердечника статора способствует уменьшению размеров и энергосбережению двигателя. Между тем, сердечник ротора является элементом, вращающимся на такой высокой скорости, что мощная центробежная сила действует на этот элемент во время его вращения и, таким образом, сердечнику ротора необходимо иметь высокую прочность, достаточно серьезную, чтобы выдерживать эту мощную внешнюю силу. Поэтому, отжиг сердечника ротора становится фактором ухудшения прочности и, таким образом, нельзя сказать, что этот способ является предпочтительным способом; поэтому, способ производства с отжигом только сердечника статора без отжига сердечника ротора мог бы применяться в некоторых случаях. Однако, не может ожидаться, что сердечник ротора, произведенный этим способом, будет обладать описанным выше улучшением магнитных характеристик.
Чтобы справиться с этим, Публикация №. 2004-270011 заявки на японский патент раскрывает способ производства неориентированной электротехнической листовой стали, имеющей высокую плотность магнитного потока, который способен одновременно собирать элементы ротора и элементы статора из идентичной листовой стали, обеспечивая при этом высокую плотность магнитного потока и высокую прочность в элементах ротора, а также обеспечивая высокую плотность магнитного потока и низкие потери на железо в элементах статора. Более точно, этот способ является способом, который выполняет отжиг горячекатанной стали таким образом, что размер зерен кристаллов принимает значение от 50 мкм или более до 500 мкм или менее, для того чтобы производить неориентированую электротехническую листовую сталь, имеющую высокую плотность магнитного потока, состав листовой стали которой задан в предопределенном массовом соотношении.
Сущность изобретения
В способе производства, раскрытом в JP 2004-270011 A, поскольку неориентированная электротехническая листовая сталь, имеющая высокую плотность магнитного потока, подвергается отжигу горячекатанной стали, отжигаются как стальные пластины сердечника статора, так и стальные пластины сердечника ротора. Отсюда, в стальных пластинах сердечника ротора, хотя может ожидаться улучшение магнитных характеристик, вызывает беспокойство, что, как описано выше, может вызываться ухудшение их прочности.
Настоящее изобретение предусматривает способ производства сердечника ротора, способный производить сердечник ротора, превосходный по магнитным характеристикам и имеющий высокую прочность, и способ производства сердечника статора, способный производить сердечник статора, превосходный по магнитным характеристикам, в дополнение к вышеприведенному сердечнику ротора.
Способ производства сердечника ротора согласно настоящему изобретению является способом производства сердечника ротора, включенного в ротор двигателя, и способ производства включает в себя: вырубку множества пластин для сердечника ротора из электромагнитной листовой стали; изготовление заготовки сердечника ротора посредством укладки в стопку пластин для сердечника ротора; производство сердечника ротора посредством отжига внешней круговой области заготовки сердечника ротора при первой предопределенной температуре и отжига внутренней круговой области заготовки сердечника ротора при второй предопределенной температуре; первая предопределенная температура является температурой, при которой стимулируется рост зерен кристаллов электромагнитной листовой стали; и вторая предопределенная температура является температурой, при которой рост зерен кристаллов электромагнитной листовой стали не стимулируется.
Способ производства сердечника ротора согласно настоящему изобретению отличается отжигом заготовки сердечника ротора, изготовленной укладкой в стопку множества пластин для сердечника ротора, сформированных из электромагнитной листовой стали, тем временем, обеспечивая перепад температур во время отжига между внешней круговой областью и внутренней круговой областью заготовки сердечника ротора, с тем чтобы производить сердечник ротора. Более точно, внешняя круговая область отжигается при температуре, при которой стимулируется рост зерен кристаллов электромагнитной листовой стали, а внутренняя круговая область отжигается при температуре, при которой рост зерен кристаллов электромагнитной листовой стали не стимулируется.
Здесь, в сердечнике ротора круглой формы на виде сверху, «внешняя круговая область» обозначает внешнюю круговую область, находящуюся в диапазоне от внешнего кругового контура круглой формы до внутренней области с предопределенным расстоянием, или тому подобное, а «внутренняя круговая область» обозначает область в центральном положении, исключающую внешнюю круговую область сердечника ротора, или тому подобное.
Внешняя круговая область может быть определена в качестве области, где относительно велики потери в железе, то есть, например, область приблизительно на 5 мм дальше внутрь от внешнего кругового контура круглой формы сердечника статора. Здесь, зернам кристаллов во внешней круговой области предоставляется возможность расти, с тем чтобы улучшать магнитные характеристики, чтобы, тем самым, эффективно снижать потери в железе в сердечнике ротора.
С другой стороны, внутренняя круговая область сердечника ротора является областью, где зерна кристаллов не выросли, так что эта область имеет более высокую прочность (предел прочности на разрыв), и, имея эту внутреннюю круговую область, можно обеспечивать высокую прочность сердечника ротора.
В еще одном аспекте способа производства сердечника ротора согласно настоящему изобретению, вторая предопределенная температура может быть температурой, при которой устраняется напряженное состояние во время вырубки пластин для сердечника ротора.
Во время процесса вырубки электромагнитной листовой стали, напряженное состояние привносится в пластинах сердечника ротора; поэтому, во внутренней круговой области, посредством отжига внутренней круговой области при температуре, при которой рост зерен кристаллов электромагнитной листовой стали не стимулируется, и также при температуре, при которой устраняется напряженное состояние, привнесенное во время процесса вырубки, можно справляться с ухудшением магнитных характеристик во внутренней круговой области, обусловленным вырубкой.
В еще одном аспекте способа производства сердечника ротора согласно настоящему изобретению, способ производства сердечника ротора может включать в себя: установку изолирующих элементов на по меньшей мере верхней поверхности и нижней поверхности заготовки сердечника ротора; и размещение и отжиг заготовки сердечника ротора в печи для отжига, в то время как боковая поверхность заготовки сердечника ротора, проходящая в круговом направлении заготовки сердечника ротора, обнажена.
В состоянии, в котором изолирующие элементы расположены на верхней поверхности и нижней поверхности заготовки сердечника ротора, и обнажена боковая поверхность, проходящая в круговом направлении заготовки сердечника ротора, например, только боковая поверхность этого сердечника ротора обнажена снаружи. Если отжиг выполняется в этом состоянии, верхняя и нижняя поверхности сердечника ротора защищены изолирующими элементами и, таким образом, только боковая поверхность сердечника ротора непосредственно нагревается, так что ее температура повышается, а тепло постепенно переносится с боковой поверхности во внутрь сердечника ротора.
Посредством прекращения отжига на этапе, на котором внешняя круговая область заготовки сердечника ротора отожжена, так что ее температура становится возросшей до предопределенной температуры, можно в соответствии с желанием стимулировать рост зерен кристаллов электромагнитной листовой стали во внешней круговой области заготовки сердечника ротора, и также можно подавлять рост зерен кристаллов электромагнитной листовой стали во внутренней круговой области заготовки сердечника ротора.
Должно быть отмечено, что, когда верхняя и нижняя поверхности заготовки сердечника ротора покрыты изолирующими элементами, вся верхняя и вся нижняя поверхности заготовки сердечника ротора могут быть покрыты изолирующими элементами, или только участки верхней и нижней поверхностей, соответствующие внутренней круговой области заготовки сердечника ротора, могут быть покрыты изолирующими элементами.
В еще одном аспекте способа производства сердечника ротора согласно настоящему изобретению, способ производства ротора дополнительно может включать в себя использование печи для отжига с подвижной внутренней частью. Печь для отжига с подвижной внутренней частью может иметь пространство для перемещения, где перемещается качением заготовка сердечника ротора. Печь для отжига с подвижной внутренней частью может включать в себя нагревательные блоки, расположенные вокруг пространства для перемещения. Способ производства ротора дополнительно может включать в себя нагревание и отжиг заготовки сердечника ротора от боковой поверхности заготовки сердечника ротора, в то время как заготовка сердечника ротора перемещается качением в пространстве для перемещения в условиях действия нагревательных блоков.
Посредством использования печи для отжига с подвижной внутренней частью, включающей в себя пространство для перемещения, где заготовка сердечника ротора столбчатой формы перемещается качением, и нагревания и отжига заготовки сердечника ротора от ее боковой поверхности нагревательными блоками, в то время как заготовке сердечника ротора предоставлена возможность перемещаться качением, можно эффективно отжигать внешнюю круговую область заготовки сердечника ротора. В качестве способа предоставления заготовке сердечника ротора возможности перемещаться качением, например, может применяться такой способ, чтобы кольцевая шестерня была прикреплена к заготовке сердечника ротора, и длинная кинематическая цепь, проходящая в продольном направлении в пространстве для перемещения и плавно подвижная в пространстве для перемещения, приводилась в зацепление с кольцевой шестерней, прикрепленной к заготовке сердечника ротора, и эта длинная кинематическая цепь заставлялась плавно двигаться, с тем чтобы предоставлять заготовке сердечника ротора возможность перемещаться качением в пространстве для перемещения.
Может применяться способ, который последовательно компонует зону предварительного нагрева и зону высокотемпературного нагрева в печи для отжига с подвижной внутренней частью, предварительно нагревает всю заготовку сердечника ротора вплоть до предопределенной температуры во время перемещения качением заготовки сердечника ротора в зоне предварительного нагрева, поддерживаемой на относительно низкой температуре, и впоследствии активно отжигает заготовку сердечника ротора от ее боковой поверхности во время перемещения качением заготовки сердечника ротора в зоне высокотемпературного нагрева, чтобы тем самым стимулировать рост зерен кристаллов во внешней круговой области заготовки сердечника ротора.
Настоящее изобретение также направлено на способ производства магнитопровода двигателя, включающего в себя сердечник ротора, включенный в ротор, и сердечник статора, включенный в статор, и способ производства включает в себя: вырубку множества пластин для сердечника ротора и множество пластин для пластин сердечника статора из электромагнитной листовой стали; изготовление заготовки сердечника ротора посредством укладки в стопку пластин для сердечника ротора; изготовляют заготовку сердечника статора посредством укладки в стопку пластин для пластин сердечника статора; производство сердечника ротора посредством отжига внешней круговой области заготовки сердечника ротора при первой предопределенной температуре и отжига внутренней круговой области заготовки сердечника ротора при второй предопределенной температуре, с тем чтобы изготавливать сердечник ротора; производство сердечника статора посредством отжига заготовки сердечника статора; первая предопределенная температура является температурой, при которой стимулируется рост зерен кристаллов электромагнитной листовой стали; и вторая предопределенная температура является температурой, при которой рост зерен кристаллов электромагнитной листовой стали не стимулируется.
Способ производства магнитопровода двигателя по настоящему изобретению является способом производства как сердечника ротора, так и сердечника статора (оба из которых совместно указываются ссылкой как магнитопровод двигателя), включенных в двигатель, и отличается производством сердечника ротора посредством способа, общего с описанным выше способом производства сердечника ротора.
Посредством штамповки обычной электромагнитной листовой стали, с тем чтобы получить пластины сердечника ротора и пластины сердечника статора из этой электромагнитной листовой стали, можно уменьшать долю отходов электромагнитной стали до как можно меньшей, таким образом, улучшая коэффициент отдачи материалов.
На втором этапе, вся заготовка сердечника статора отжигается при температуре, при которой стимулируется рост зерен кристаллов, с тем чтобы улучшать магнитные характеристики.
Сердечник ротора, произведенный посредством способа производства согласно настоящему изобретению, обладает превосходными магнитными характеристиками и высокой прочностью, и сердечник статора, произведенный тем же самым способом, также обладает превосходные магнитные характеристики; таким образом, эти магнитопроводы двигателя используются для производства двигателей, имеющих превосходные эксплуатационные качества.
Кроме того, в способе производства магнитопровода двигателя согласно настоящему изобретению, в качестве еще одного аспекта способа производства, вторая предопределенная температура может быть температурой, при которой устраняется напряженное состояние во время вырубки пластин для сердечника ротора и пластин для сердечника статора.
В еще одном аспекте способа производства магнитопровода двигателя согласно настоящему изобретению, на втором этапе, способ производства магнитопровода двигателя может включать в себя установку изолирующих элементов на по меньшей мере верхней поверхности и нижней поверхности заготовки сердечника ротора; и размещение и отжиг заготовки сердечника ротора и заготовки сердечника статора в печи для отжига, в то время как боковая поверхность заготовки сердечника ротора, проходящая в круговом направлении заготовки сердечника ротора, обнажена.
Например, заготовка сердечника ротора располагается внутри заготовки сердечника статора, и эти заготовки сердечников обе размещаются в общей печи для отжига, с тем чтобы одновременно отжигать обе эти заготовки сердечников, чтобы тем самым эффективно выполнять отжиг с использованием крайне малой печи для отжига.
В еще одном аспекте способа производства магнитопровода двигателя согласно настоящему изобретению, способ производства магнитопровода двигателя дополнительно может включать в себя использование печи для отжига с подвижной внутренней частью. Печь для отжига с подвижной внутренней частью может иметь пространство для перемещения, где перемещается качением заготовка сердечника ротора. Печь для отжига с подвижной внутренней частью может включать в себя нагревательные блоки, расположенные вокруг пространства для перемещения. Способ производства магнитопровода двигателя дополнительно может включать в себя нагревание заготовки сердечника ротора от боковой поверхности заготовки сердечника ротора, в то время как заготовка сердечника ротора перемещается качением в пространстве для перемещения в условиях действия нагревательных блоков; и размещение и отжиг заготовки сердечника статора в другой печи для отжига.
В то время как заготовке сердечника ротора предоставлена возможность перемещаться качением в пространстве для перемещения в печи для отжига с подвижной внутренней частью, боковая поверхность заготовки сердечника ротора непрерывно и непосредственно нагревается нагревательными блоками, расположенными вокруг пространства для перемещения, чтобы тем самым эффективно отжигать заготовку сердечника ротора с ее боковой поверхности (внешней круговой области). С другой стороны, заготовка сердечника статора размещается в другой печи для отжига, с тем чтобы отжигаться так, чтобы рост зерен кристаллов стимулировался внутри всей заготовки сердечника статора, чтобы тем самым изготавливать сердечник статора, превосходный по магнитным характеристикам.
Как следует принимать во внимание из вышеприведенного описания, согласно способу производства сердечника ротора и способу производства магнитопровода двигателя согласно настоящему изобретению, обеспечивается перепад температур во время отжига меду внешней круговой областью и внутренней круговой областью заготовки сердечника ротора, внешняя круговая область отжигается при температуре, при которой стимулируется рост зерен кристаллов электромагнитной листовой стали, а внутренняя круговая область отжигается при температуре, при которой рост зерен кристаллов электромагнитной листовой стали не стимулируется, чтобы тем самым производить сердечник ротора, превосходный по магнитным характеристикам и имеющий высокую прочность, таким образом, также производя магнитопровод двигателя, включающий в себя такой сердечник ротора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Признаки, преимущества, а также техническая и промышленная значимость примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают идентичные элементы, и на которых показано:
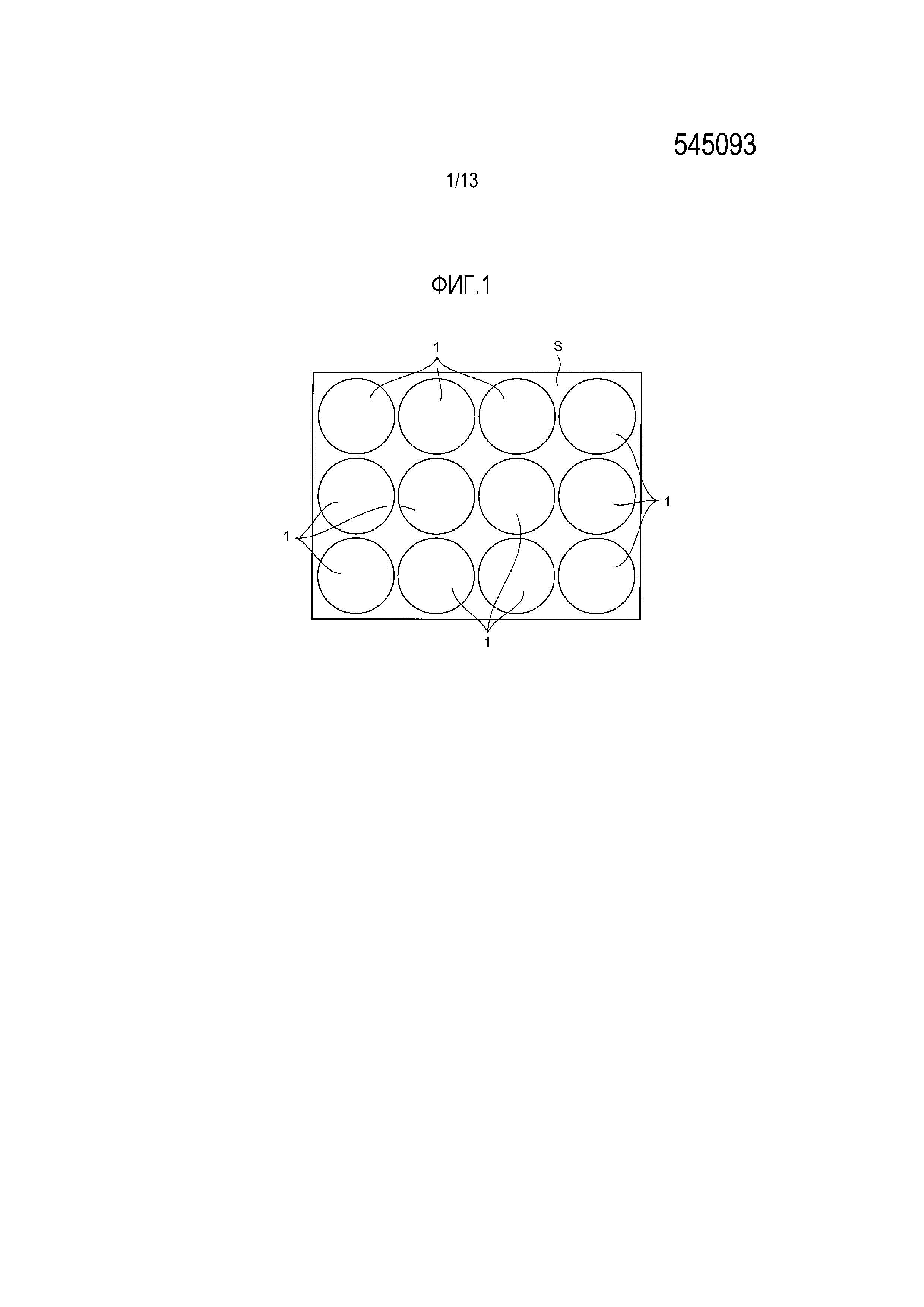
фиг. 1 - схематический вид, поясняющий первый этап способа производства сердечника ротора согласно настоящему изобретению;
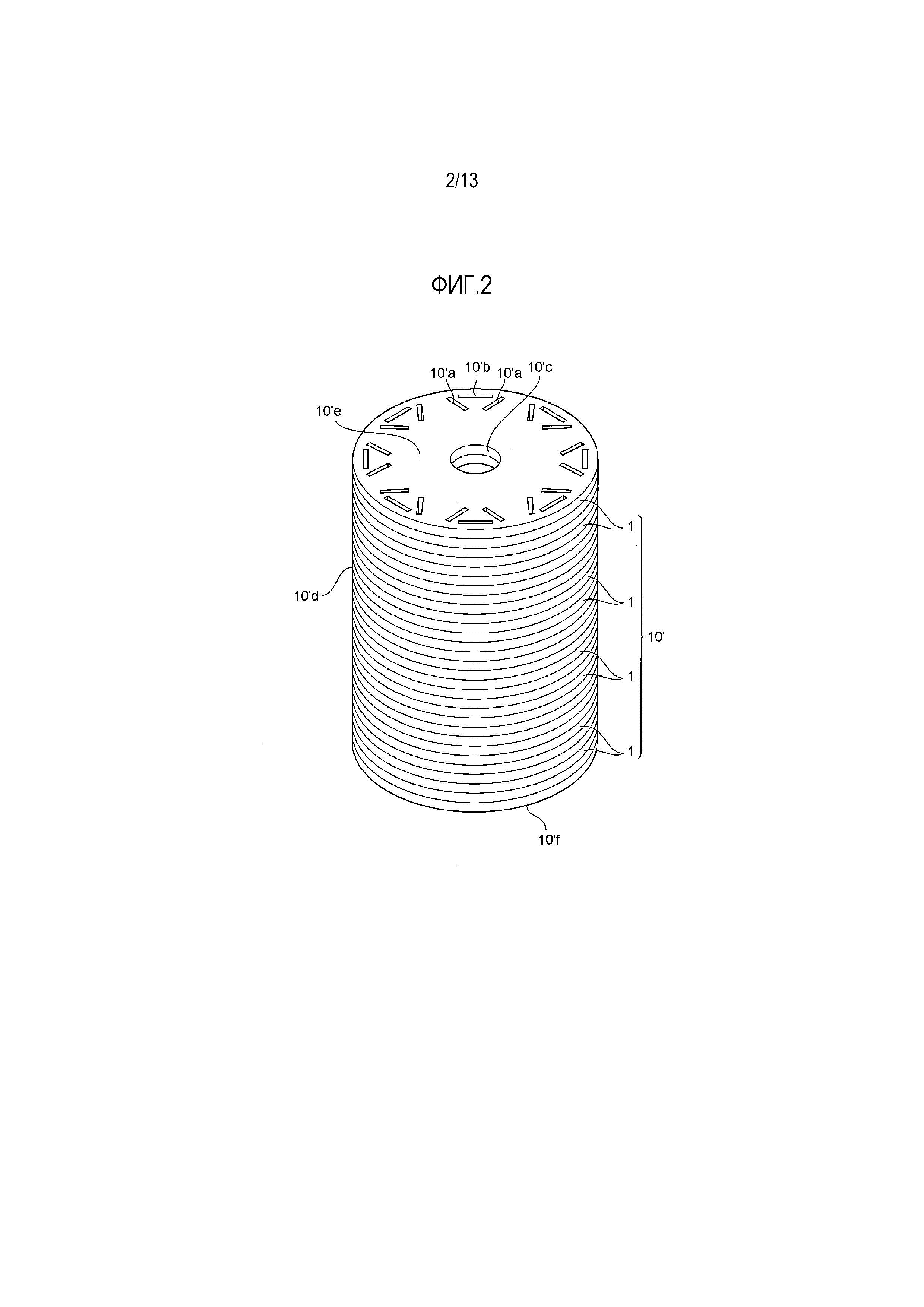
фиг. 2 - схематический вид, поясняющий первый этап способа производства, следующий за фиг. 1;
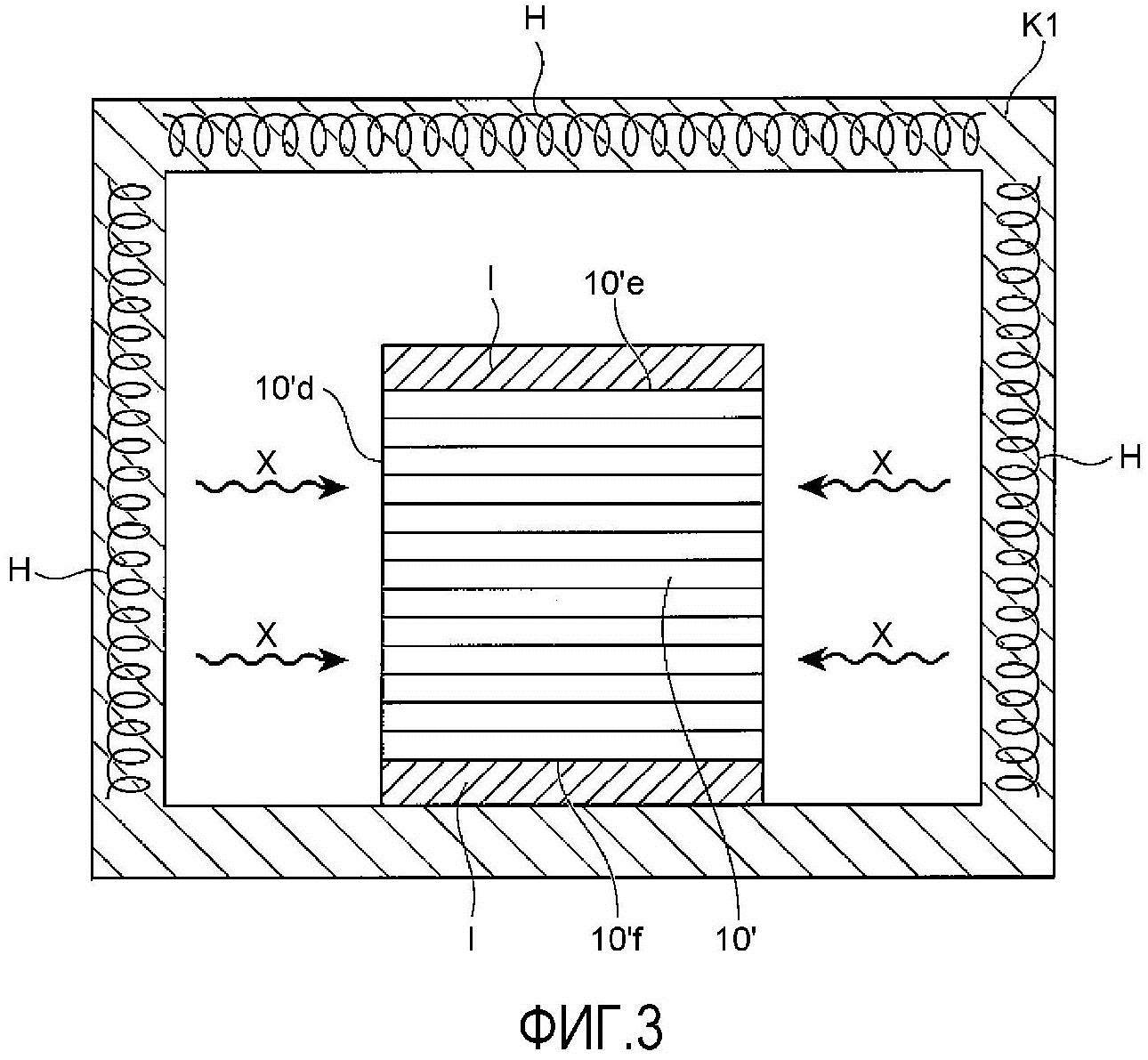
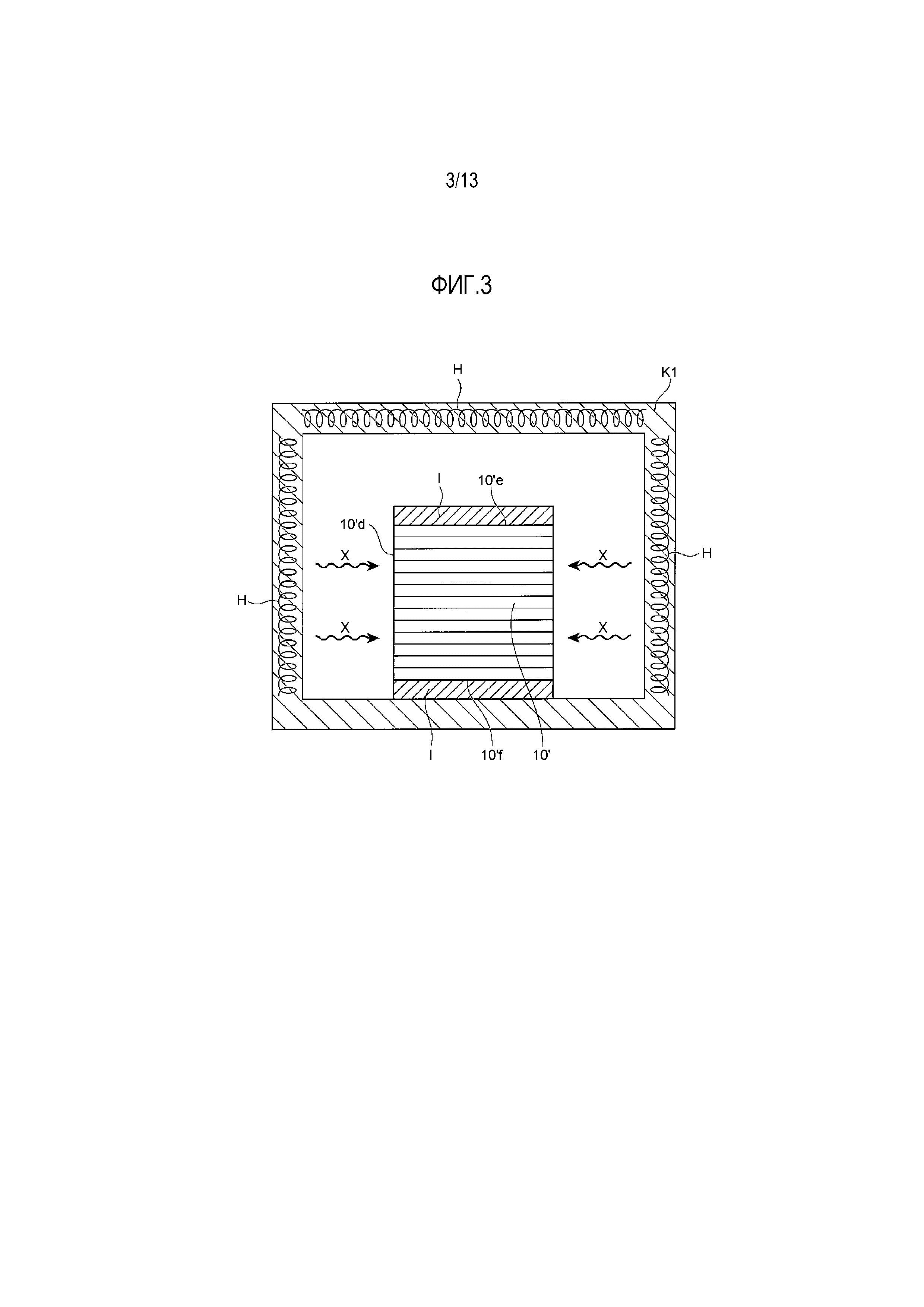
фиг. 3 - схематический вид, поясняющий вариант 1 осуществления второго этапа способа производства сердечника ротора;
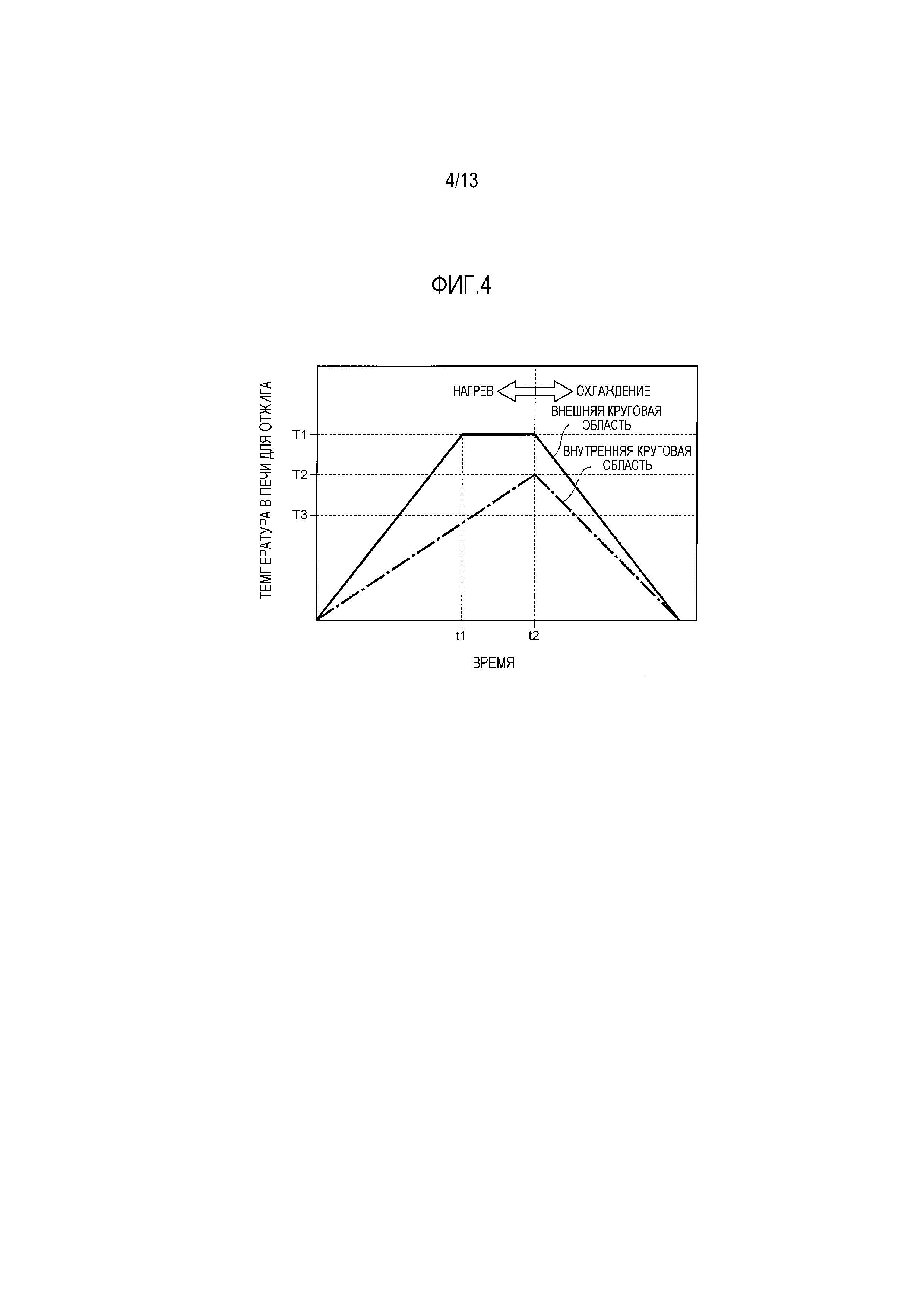
фиг. 4 - вид, поясняющий логику управления нагреванием внешней круговой области и внутренней круговой области заготовки сердечника ротора во время отжига;
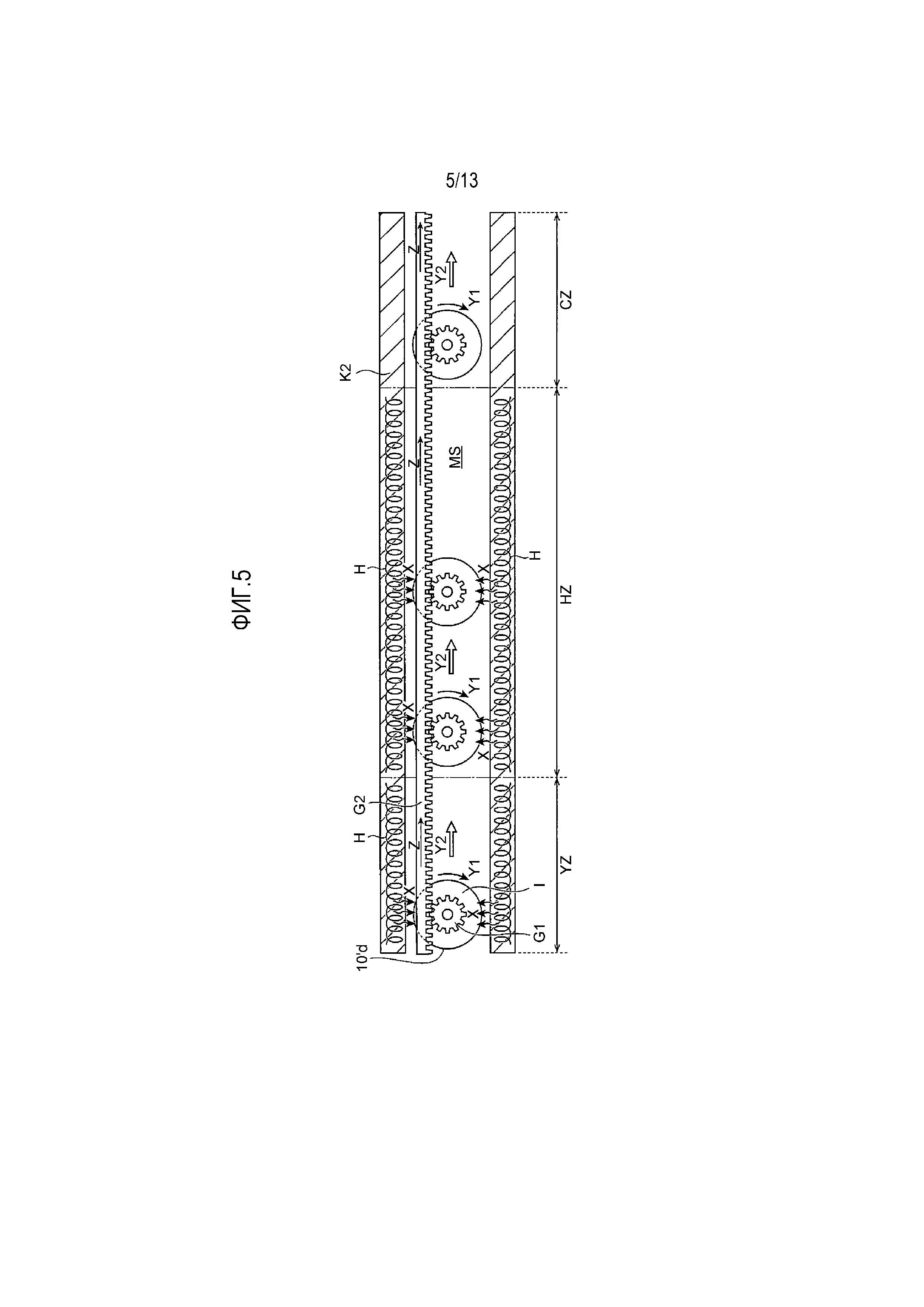
фиг. 5 - схематический вид, поясняющий вариант 2 осуществления второго этапа способа производства сердечника ротора;
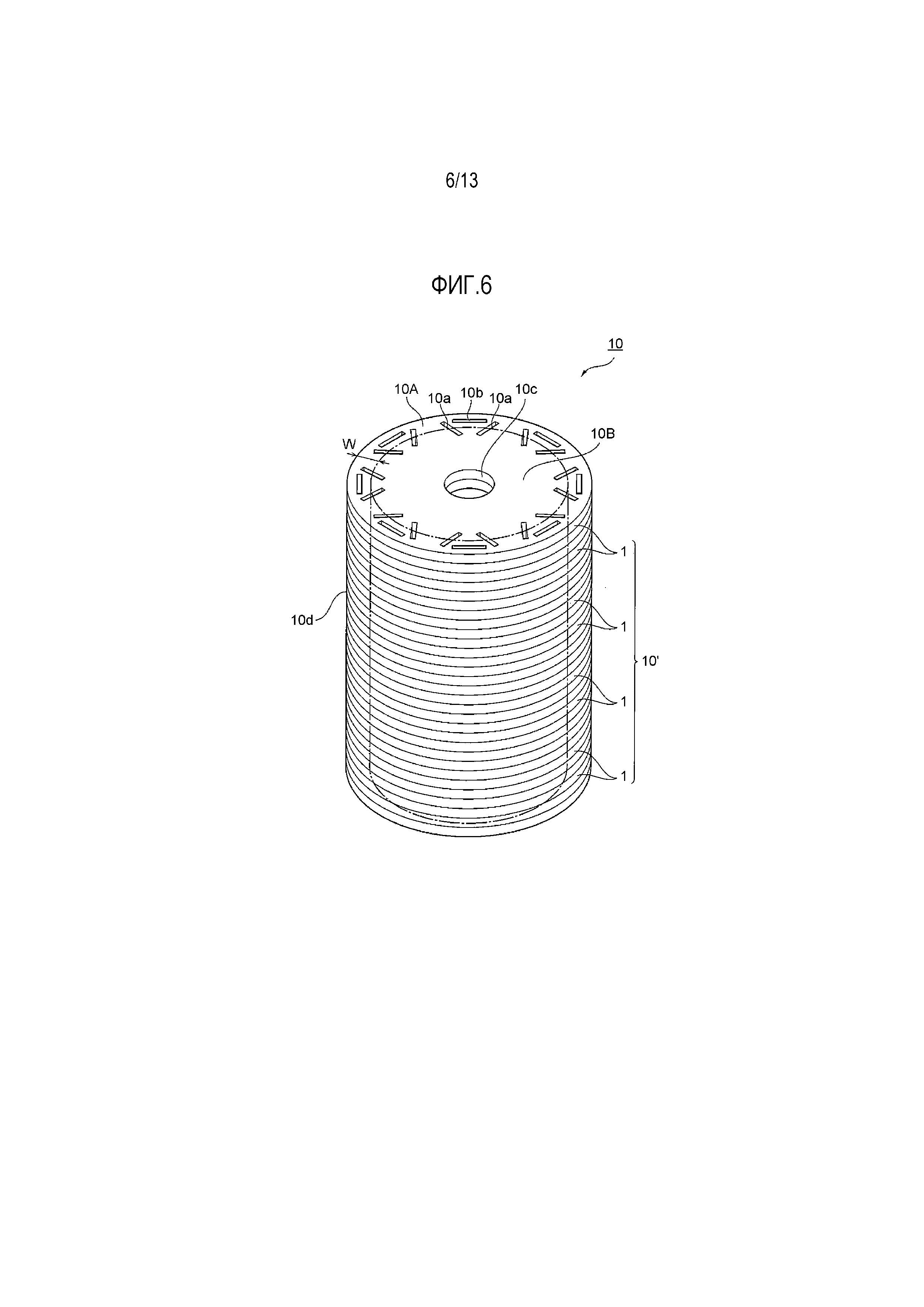
Фиг. 6 - вид в перспективе произведенного сердечника ротора;
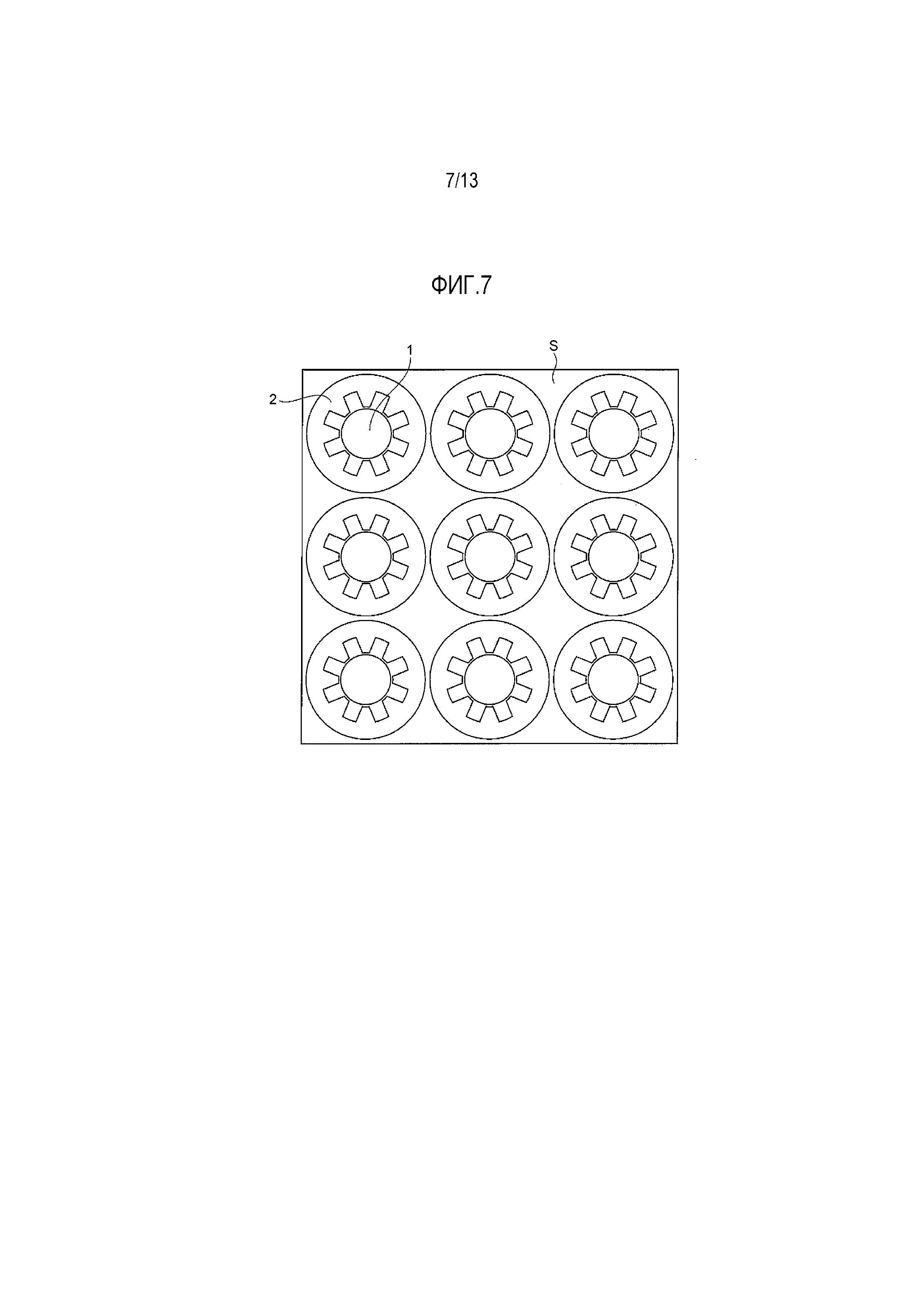
фиг. 7 - схематический вид, поясняющий первый этап способа производства магнитопровода двигателя согласно настоящему изобретению;
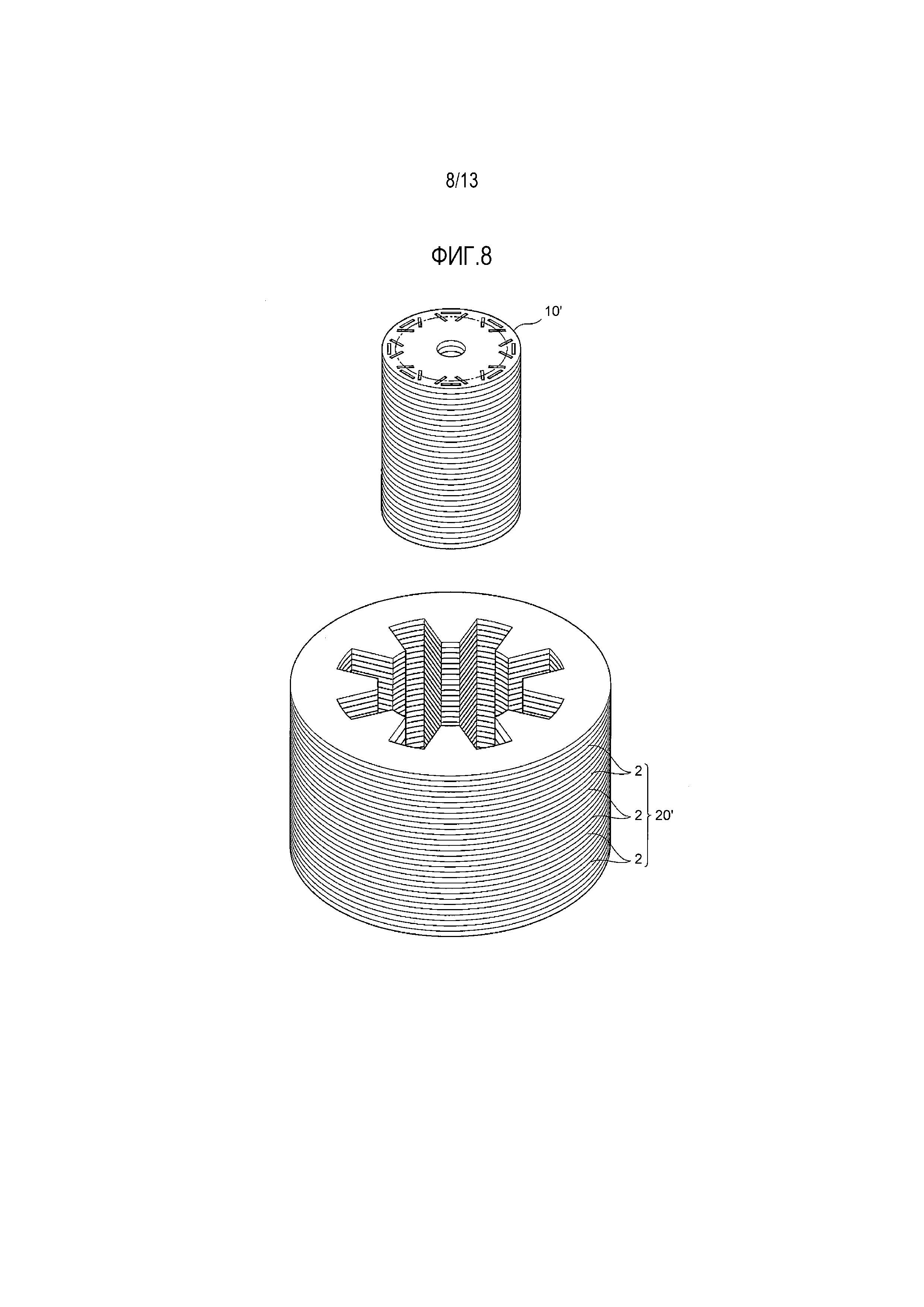
фиг. 8 - схематический вид, поясняющий первый этап способа производства, следующий за фиг. 7;
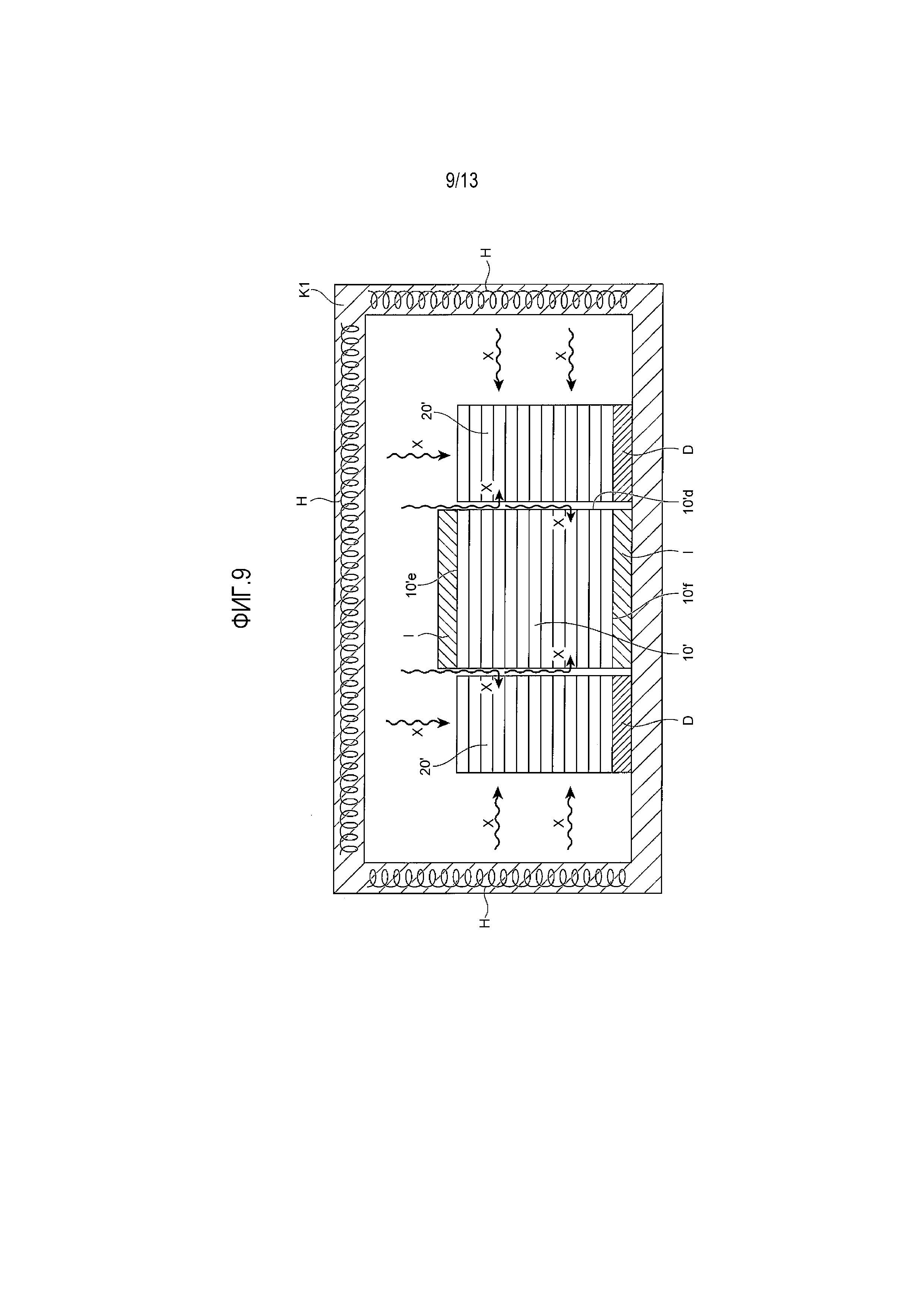
фиг. 9 - схематический вид, поясняющий второй этап способа производства магнитопровода двигателя;
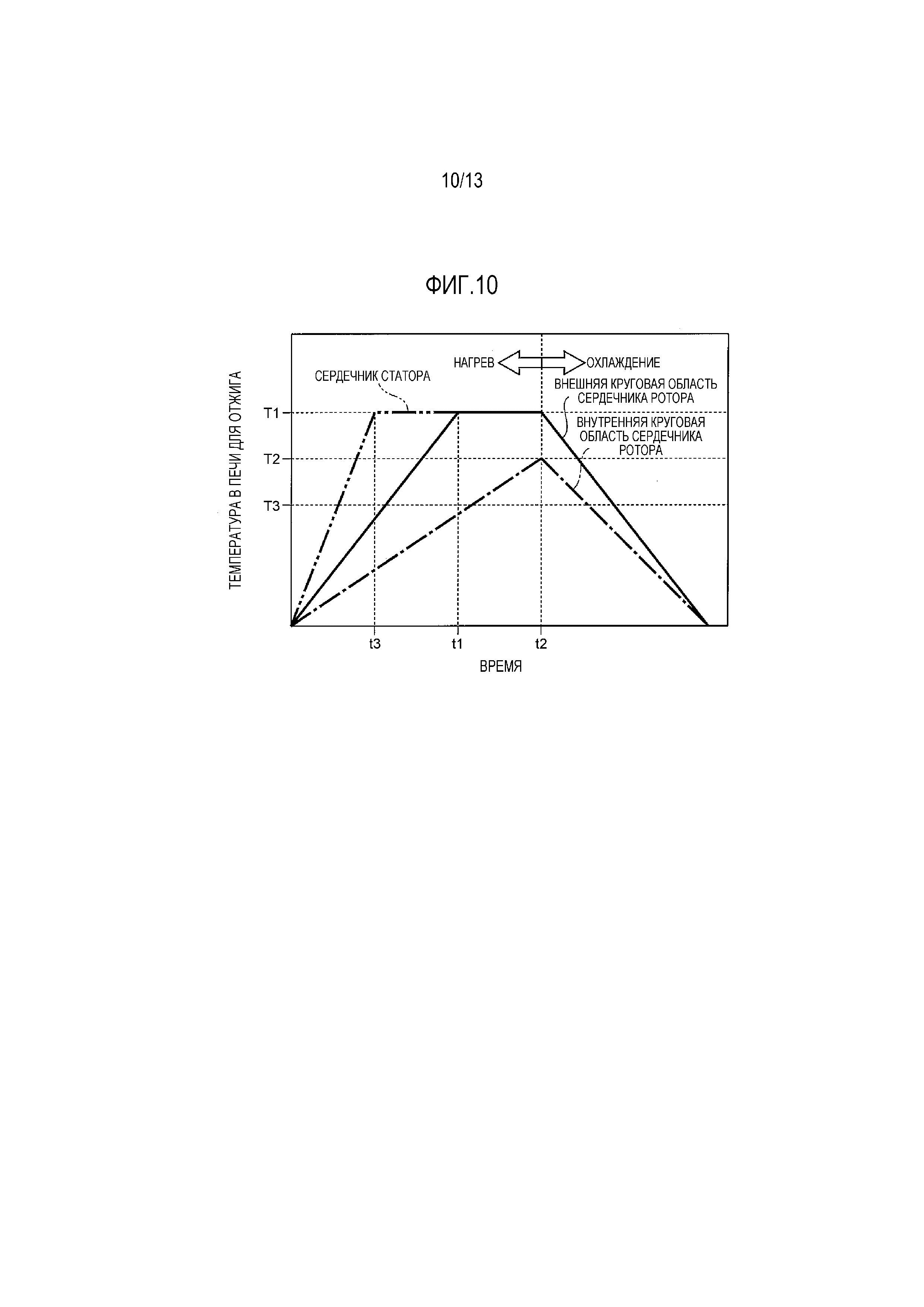
фиг. 10 - вид, поясняющий логику управления нагреванием заготовки сердечника статора, а также внешней круговой области и внутренней круговой области заготовки сердечника ротора во время отжига;
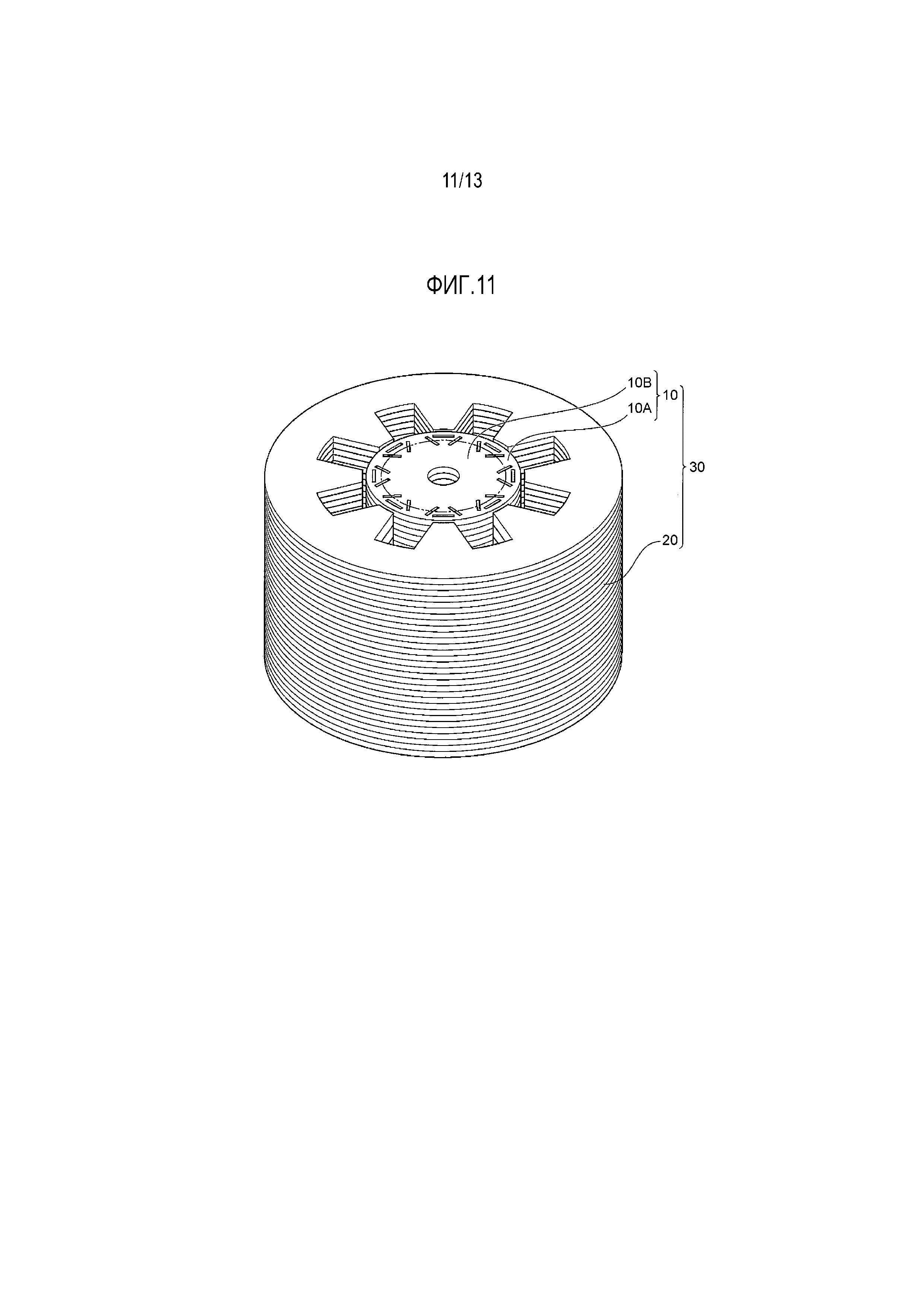
фиг. 11 - вид в перспективе произведенного магнитопровода двигателя;
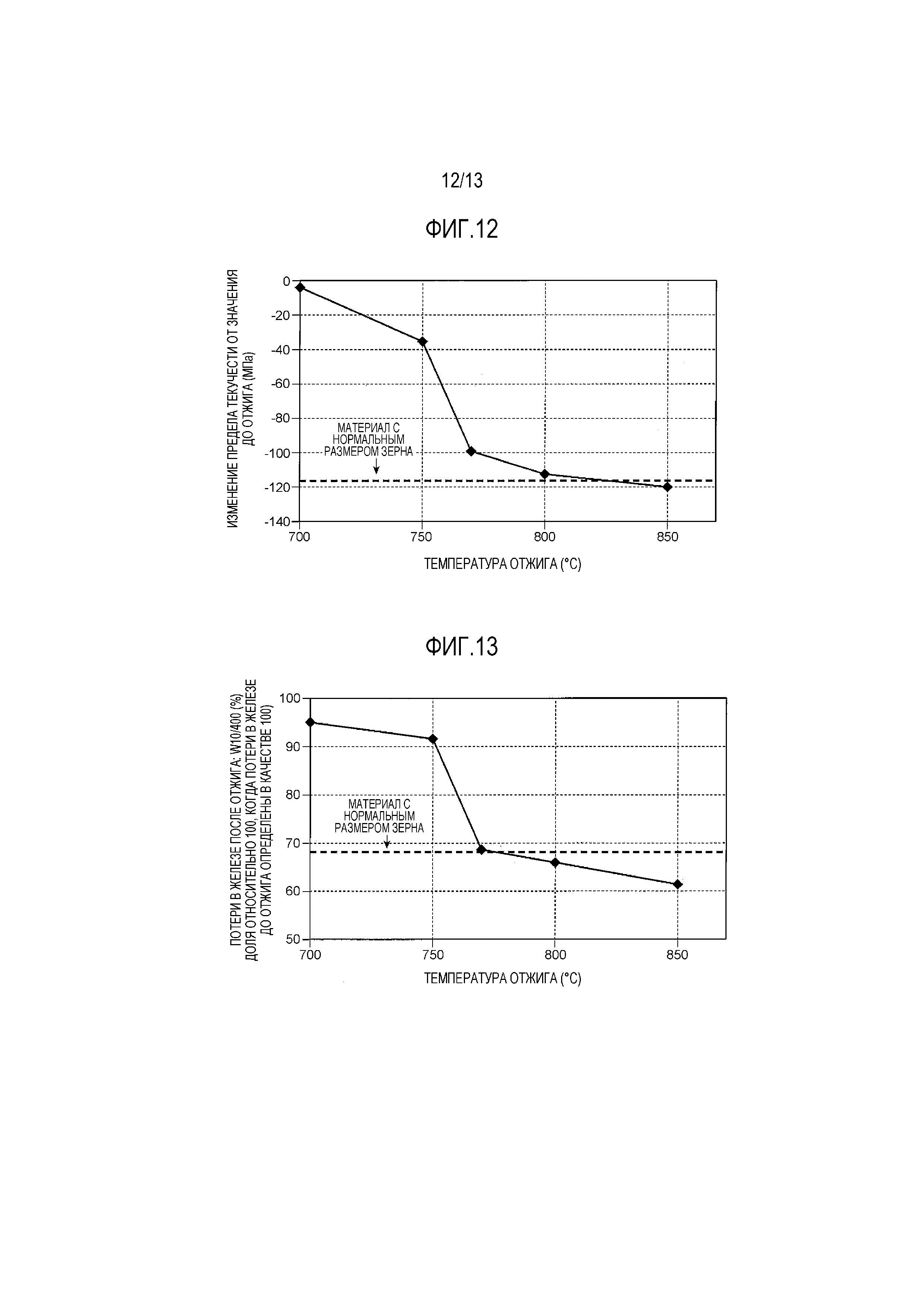
фиг. 12 - вид, показывающий экспериментальные результаты, идентифицирующие зависимость между температурами отжига и прочностью сердечников ротора после отжига;
фиг. 13 - вид, показывающий экспериментальные результаты, идентифицирующие зависимость между температурами отжига и потерями в железе сердечников ротора после отжига; и
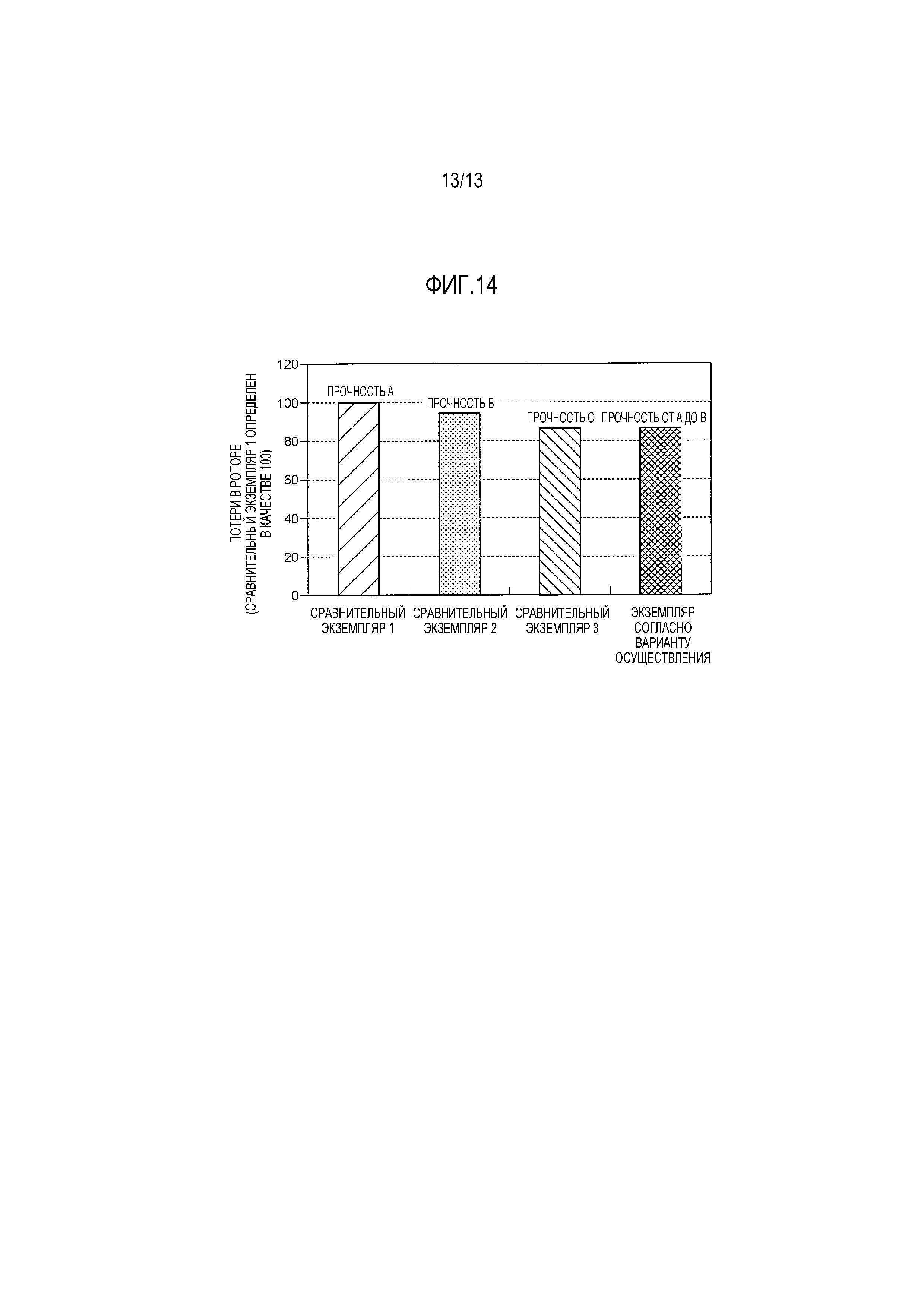
фиг. 14 - вид, показывающий результаты эксперимента касательно потерь в железе и прочности экземпляра согласно одному варианту осуществления и сравнительных экземпляров.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В дальнейшем, со ссылкой на чертежи, будет описан способ производства для сердечника ротора и способ производства магнитопровода двигателя согласно настоящему изобретению.
Фиг. 1 и фиг. 2 - схематические виды, поясняющие первый этап способа производства сердечника ротора согласно настоящему изобретению, по порядку, фиг. 3 - схематический вид, поясняющий вариант 1 осуществления второго этапа способа производства сердечника ротора, и фиг. 4 - вид, поясняющий логику управления нагреванием внешней круговой области и внутренней круговой области заготовки сердечника ротора во время отжига. Фиг. 5 - схематический вид, поясняющий вариант 2 осуществления второго этапа способа производства сердечника ротора.
Как показано на фиг. 1, описанная в общих чертах электромагнитная листовая сталь S штампуется не проиллюстрированной штамповочной машиной, или тому подобным, с тем чтобы создавать многочисленные пластины 1 сердечника ротора, каждая сформирована в виде диска, имеющего предопределенный диаметр, из электромагнитной листовой стали S. В качестве примера электромагнитной листовой стали S, может применяться электромагнитная листовая сталь из так называемого мелкозернистого материала, средний размер зерен кристаллов которой, формирующих электромагнитную листовую сталь, находится в пределах приблизительно от 20 до 30 мкм, или может применяться электромагнитная листовая сталь из так называемого материала с нормальным размером зерна, чей средний размер зерен кристаллов имеет значение 50 мкм или более.
Затем, как показано на фиг. 2, многочисленные изготовленные пластины 1 сердечника ротора укладываются в стопку и спрессовываются и/или свариваются друг с другом, или тому подобное, с тем чтобы изготовить заготовку 10' сердечника ротора.
Здесь, заготовка 10' сердечника ротора имеет столбчатую форму и включает в себя боковую поверхность 10'd, проходящую в круговом направлении, верхнюю поверхность 10'e, нижнюю поверхность 10'f. Заготовка 10' сердечника ротора дополнительно включает в себя гнезда для магнитов, имеющие количество, соответствующее количеству магнитных полюсов; в примере, проиллюстрированном на чертежах, один магнитный полюс состоит из трех постоянных магнитов, не проиллюстрированных, и сформированы два гнезда 10'a для магнитов по существу в форме перевернутой V на виде с верху и одиночное гнездо 10'b для магнита, продольное направление которого размещено в круговом направлении между этими гнездами 10'a для магнитов. Однако, могут быть различные виды изготовления гнезд для магнита, такие как вид изготовления с составлением одиночного магнитного полюса постоянным магнитом, расположенным в одиночном гнезде 10'b для магнита, и вид изготовления с составлением одиночного магнитного полюса постоянными магнитами, расположенными в двух гнездах 10'a для магнитов по существу в форме перевернутой V. В дополнение, гнездо 10'c для вала сформирован в центральном положении заготовки 10' сердечника ротора. Эти прорези 10'a, 10'b для магнитов и прорезь 10'c для вала могут быть сформированы в пластинах 1 сердечника ротора перед укладыванием в стопку или могут быть сформированы таким образом, чтобы проходить от верхней поверхности 10'e до нижней поверхности 10'f, после того, как соответственные пластины 1 сердечника ротора уложены в стопку (вышеприведенное является первым этапом).
На втором этапе, заготовка 10' сердечника ротора, изготовленная на первом этапе, отжигается при разных температурах, соответственно, в ее внешней круговой области и в ее внутренней круговой области, с тем чтобы произвести сердечник ротора. Второй этап будет описан со ссылкой на фиг. 3, 4, 5.
Прежде всего, вариант 1 осуществления второго этапа будет описан со ссылкой на фиг. 3 и фиг. 4. Как показано на фиг. 3, изолирующие элементы I соответственно размещаются на верхней поверхности 10'e и нижней поверхности 10'f заготовки 10' сердечника ротора, тем временем, боковая поверхность 10'd, проходящая в круговом направлении заготовки 10' сердечника ротора обнажена снаружи, и заготовка 10' сердечника ротора в этом состоянии размещается в печи K1 для отжига, в которую включены нагревательные блоки H.
Нагревательные блоки H приводятся в действие, с тем чтобы нагревать заготовку 10' сердечника ротора с ее боковой поверхности 10'd (в направлениях X) в печи K1 для отжига.
Более точно, в печи K1 для отжига, подвод тепла с верхней поверхности 10'e и нижней поверхности 10'f заготовки 10' сердечника ротора подавлен изолирующими элементами I, в то время как подвод тепла с ее боковой поверхности 10'd, обнаженной снаружи, активно выполняется. Отсюда, в заготовке 10' сердечника ротора, отжиг развивается с ее боковой поверхности 10'd.
В этом процессе отжига, выполняется логика управления нагреванием внешней круговой области и внутренней круговой области заготовки сердечника ротора, показанной на фиг. 4.
На фиг. 4, температура T1 (первая предопределенная температура) указывает верхнее предельное значение диапазона температур, где стимулируется рост зерен кристаллов, формирующих электромагнитную листовую сталь; температура T2 (вторая предопределенная температура) указывает верхнее предельное значение диапазона температур, где ее рост зерен кристаллов не стимулируется; и температура T3 указывает нижнее предельное значение диапазона температур, где может устраняться напряженное состояние, привнесенное в пластины 1 сердечника ротора во время вырубки из электромагнитной листовой стали S.
Во время процесса отжига, управление нагреванием выполняется во внешней круговой области заготовки 10' сердечника ротора, так что температура внешней круговой области повышается вплоть до температуры T1 в момент t1 времени, и внешняя круговая область отжигается при температуре T1 в течение предопределенного периода до момента t2 времени. С другой стороны, управление нагреванием выполняется во внутренней круговой области заготовки 10' сердечника ротора, так что внутренняя круговая область отжигается, в то время как ее температура постепенно повышается вплоть до температуры T2 в момент t2 времени. Нагревание прекращается на стадии момента t2 времени, и выполняется управление охлаждением для охлаждения печи K1 для отжига (приведенное выше является вариантом 1 осуществления второго этапа).
Здесь предполагается, что внешняя круговая область заготовки 10' сердечника ротора является областью, которая будет испытывать значительное ухудшение магнитных характеристик вследствие потерь в железе в готовом сердечнике ротора, и, например, кольцевая область на 5 мм внутрь от боковой поверхности 10'd может быть задана в качестве внешней круговой области. С другой стороны, внутренняя круговая область заготовки 10' сердечника ротора является внутренней областью заготовки 10' сердечника ротора за исключением этой внешней круговой области.
Затем, вариант 2 осуществления второго этапа будет описан со ссылкой на фиг. 5. В этом варианте осуществления, как показано на фиг. 5, используется печь K2 для отжига с подвижной внутренней частью, снабженная пространством для перемещения MS, где заготовка 10' сердечника ротора перемещается качением, и также оснащенная нагревательными блоками H справа и слева от пространства для перемещения MS.
В печи K2 для отжига с подвижной внутренней частью, также непрерывно скомпонованы зона YZ предварительного нагрева, зона HZ высокотемпературного нагрева, зона CZ охлаждения; и также предусмотрена длинная кинематическая цепь G2, плавно подвижная в пространстве для перемещения MS. Изолирующие элементы I прикреплены к верхней и нижней поверхностям заготовки 10' сердечника ротора, кольцевая шестерня G1 прикреплена к одному из изолирующих элементов I, а шестерня G1 и кинематическая цепь G2 приведены в зацепление друг с другом. Длинная кинематическая цепь G2 заставляется плавно двигаться (в направлении Z) посредством непроиллюстрированного приводного блока, с тем чтобы предоставлять заготовке 10' сердечника ротора перемещаться (в направлении Y2) качением (в направлении Y1) с помощью шестерни G1 из зоны YZ предварительного нагрева и зоны HZ высокотемпературного нагрева в зону CZ охлаждения в пространстве для перемещения MS. В то время как заготовка 10' сердечника ротора перемещается (в направлении Y2) качением (в направлении Y1) в зоне YZ предварительного нагрева, поддерживаемой при относительно низкой температуре, вся заготовка 10' сердечника ротора предварительно нагревается вплоть до предопределенной температуры. Заготовка 10' сердечника ротора имеет столбчатую форму, и только его боковая поверхность 10'd обнажена в направлении нагревательных блоков H, так что боковая поверхность 10'd заготовки 10' сердечника ротора непосредственно нагревается (в направлениях X) и, таким образом, подводимое тепло продвигается с боковой поверхности 10'd заготовки 10' сердечника ротора.
Затем, предварительно нагретая заготовка 10' сердечника ротора поступает в зону HZ высокотемпературного нагрева. В качестве нагревательных блоков H, расположенных в зоне HZ высокотемпературного нагрева, например, могут приниматься галогеновые нагреватели, с тем чтобы выполнять нагревание при более высокой температуре, чем в зоне YZ предварительного нагрева. В зоне HZ высокотемпературного нагрева, тепло более высокой температуры, чем в зоне YZ предварительного нагрева, подводится с боковой поверхности 10'd заготовки 10' сердечника ротора, которая перемещается качением, так чтобы развивался отжиг внешней круговой области заготовки 10' сердечника ротора. После того, как заготовка 10' сердечника ротора отожжена в зоне HZ высокотемпературного нагрева, заготовка 10' сердечника ротора перемещается в зону CZ охлаждения, с тем чтобы охлаждаться там. На втором этапе, показанном на фиг. 5, управление нагреванием, показанное на фиг. 4, также выполняется (приведенное выше является вариантом 2 осуществления второго этапа).
Как описано выше, сердечник 10 ротора, показанный на фиг. 6, производится посредством способа согласно первому этапу и варианту осуществления 1 или варианту осуществления 2 второго этапа. Здесь, сердечник 10 ротора включает в себя гнезда 10a, 10b для магнитов и гнездо 10c для вала, и также включает в себя внешнюю круговую область 10A, где кристаллы выросли в предопределенном диапазоне w ширины от его боковой поверхности 10d, и внутренняя круговая область 10B, где кристаллы не выросли, которая расположена внутри от внешней круговой области 10A.
Во внешней круговой области 10A, магнитные характеристики становятся более высокими, так как стимулируется рост зерен кристаллов, так что потери в железе могут быть эффективно снижены. В дополнение, внутренняя круговая область 10B является областью, имеющей более высокую прочность (предел прочности на разрыв), так как не стимулирован рост зерен кристаллов. Соответственно, сердечник 10 ротора становится сердечником, превосходным по магнитным характеристикам и имеющим высокую прочность.
Фиг. 7, 8 - схематические виды, поясняющие первый этап способа производства магнитопровода двигателя по настоящему изобретению, по порядку; фиг. 9 - схематический вид, поясняющий второй этап способа производства магнитопровода двигателя; и фиг. 10 - вид, поясняющий логику управления нагреванием заготовки сердечника статора, внешней круговой области и внутренней круговой области заготовки сердечника ротора во время отжига.
Сначала, как показано на фиг. 7, электромагнитная листовая сталь S штампуется для получения многочисленных наборов пластин 2 сердечника статора и пластин 1 сердечника ротора из электромагнитной листовой стали S, где каждая пластина 1 сердечника ротора получается из внутренней области каждой соответствующей пластины 2 сердечника статора, чтобы тем самым изготавливать предопределенные наборы пластин 2 сердечника статора и пластин 1 сердечника ротора. Таким образом, каждая пластина 2 сердечника статора и каждая пластина 1 сердечника ротора, полученная из внутренней области каждой соответствующей пластины 2 сердечника статора, изготавливаются вырубкой из электромагнитной листовой стали S, чтобы тем самым сократить долю отходов электромагнитной стали S до как можно меньшей, соответственно, улучшая коэффициент отдачи материалов.
Впоследствии, как показано на фиг. 8, многочисленные изготовленные пластины 1 сердечника ротора укладываются в стопку и затем спрессовываются и/или свариваются друг с другом, или тому подобное, с тем чтобы изготовить заготовку 10' сердечника ротора; и одновременно, многочисленные изготовленные пластины 2 сердечника статора укладываются в стопку, а затем, спрессовываются и/или свариваются друг с другом, или тому подобное, с тем чтобы изготовить заготовку 20' сердечника статора (приведенное выше является первым этапом).
Затем, как показано на фиг. 9, в отношении заготовки 10' сердечника ротора, что аналогично случаю по фиг. 3, изолирующие элементы I располагаются на верхней поверхности 10'e и нижней поверхности 10'f заготовки 10' сердечника ротора, и заготовка 10' сердечника ротора в состоянии расположения внутри заготовок 20' сердечника статора размещается в печи K1 для отжига, в которую включены нагревательные элементы H. Таким образом, поскольку как заготовки 10' сердечника ротора, так и заготовки 20' сердечника статора отжигаются одновременно, причем, заготовки 10' сердечника ротора располагаются внутри заготовок 20' сердечника статора, можно спроектировать печь K1 для отжига, чтобы была как можно меньшей и, к тому же, эффективно выполняла отжиг.
Для того чтобы способствовать отжигу всей заготовки 20' сердечника статора, никакие изолирующие элементы не размещаются на ней. Для того чтобы подстраивать высоты заготовки 10' сердечника ротора и заготовки 20' сердечника статора друг под друга, заготовка 20' сердечника статора устанавливается на основание D.
В печи K1 для отжига, нагревательные блоки H приводятся в действие, с тем чтобы нагревать заготовки 20' сердечника статора с ее верхней поверхности и боковой поверхности (в направлениях X), а также нагревать заготовки 10' сердечника ротора с ее боковых сторон 10'd через промежуток между заготовками 10' сердечника ротора и заготовками 20' сердечника статора (в направлениях X).
Соответственно, в печи K1 для отжига, подвод тепла с верхней поверхности 10'e и нижней поверхности 10'f заготовки 10' сердечника ротора подавляется изолирующими элементами I, в то время как подвод тепла с боковой поверхности 10'd, обнаженной наружу, активно выполняется; а в заготовке 20' сердечника статора активно выполняется с ее боковой поверхности и верхней поверхности, обнаженных наружу; поэтому, отжиг развивается на соответственных поверхностях.
В этом процессе отжига, выполняется логика управления нагреванием заготовки сердечника статора, а также внешней круговой области и внутренней круговой области заготовки сердечника ротора, показанной на фиг. 10.
На фиг. 10, температура T1 указывает верхнее предельное значение диапазона температур, где стимулируется рост зерен кристаллов, формирующих электромагнитную листовую сталь; температура T2 указывает верхнее предельное значение диапазона температур, где рост зерен кристаллов не стимулируется; и температура T3 указывает нижнее предельное значение диапазона температур, где может устраняться напряженное состояние, привнесенное в пластины 1 сердечника ротора во время процесса вырубки из электромагнитной листовой стали S.
Во время процесса отжига, управление нагреванием выполняется во внешней круговой области заготовки 10' сердечника ротора, так что температура внешней круговой области повышается вплоть до температуры T1 в момент t1 времени, и внешняя круговая область отжигается при температуре T1 в течение предопределенного периода до момента t2 времени; и Управление нагреванием выполняется во внутренней круговой области заготовки 10' сердечника ротора, так что внутренняя круговая область отжигается, в то время как ее температура постепенно повышается вплоть до температуры T2 в момент t2 времени. Управление нагреванием выполняется над заготовкой 20' сердечника статора, так чтобы температура заготовки 20' сердечника статора повышалась вплоть до температуры T1 в момент t3 времени, более ранний, чем момент t1 времени, и заготовка 20' сердечника статора отжигается при температуре T1 в течение предопределенного периода времени до момента t2 времени. Затем, нагревание прекращается на стадии момента t2 времени, и выполняется управление для охлаждения печи K1 для отжига (приведенное выше является вторым этапом).
Как описано выше, посредством способа производства согласно первому этапу и второму этапу, производится магнитопровод 30 двигателя, состоящий из сердечника 10 ротора и сердечника 20 статора, как показанный на фиг. 11.
Здесь, как показано на фиг. 6, сердечник 10 ротора включает в себя гнезда 10a, 10b для магнитов и гнездо 10c для вала, и также включает в себя внешнюю круговую область 10A, где зерна кристаллов выросли в предопределенном диапазоне w ширины от боковой поверхности 10d, и внутренняя круговая область 10B, где зерна кристаллов не выросли, которая расположена внутри от внешней круговой области 10A. Эта внешняя круговая область 10A предусматривает высокие магнитные характеристики, а внутренняя круговая область 10B обеспечивает высокую прочность.
Тем временем, сердечник 20 статора имеет более высокие магнитные характеристики, так как зерна кристаллов выросли по всему сердечнику 20 статора, так что сердечник 20 статора становится магнитопроводом, чьи потери в железе понижены.
Соответственно, можно производить сердечник 10 ротора, превосходный по магнитным характеристикам и имеющий высокую прочность; и более того, также можно производить сердечник 20 статора, превосходный по магнитным характеристикам.
К тому же, на втором этапе способа производства для этого магнитопровода двигателя, также может применяться способ использования печи K2 для отжига с подвижной внутренней частью, показанной на фиг. 5, когда отжигаются заготовки 10' сердечника ротора, и использования печи K1 для отжига, показанной на фиг. 9, когда отжигается заготовка 20' сердечника статора.
Для того чтобы оценивать соответственные характеристики испытываемого тела сердечника ротора, изготовленного посредством способа производства по настоящему изобретению (экземпляра согласно варианту осуществления), испытываемого тела сердечника ротора без подвергания отжигу (сравнительного экземпляра 1), испытуемого тела сердечника ротора, полностью отожженного при 750°C (сравнительного экземпляра 2), и испытуемого тела сердечника ротора, отожженного при 850°C (сравнительного экземпляра 3), изобретатели настоящего изобретения и другие провели такой эксперимент, чтобы образцы для испытаний были вырублены из листовой стали сырьевого материала, и образцы для испытаний были подвергнуты такой же тепловой обработке, как у сердечников ротора. Испытываемое тело экземпляра согласно варианту осуществления изготавливалось посредством имитации сердечника ротора, имеющего диаметр 150 мм на виде сверху, при этом, кольцевая область 5 мм от его внешней окружности определена в качестве внешней круговой области, а область, находящаяся внутри от внешней круговой области, определена в качестве внутренней круговой области, внешняя круговая область отжигалась при от 800 до 850°C, а внутренняя круговая область отжигалась при от 650 до 750°C. Каждое из испытываемых тел было изготовлено посредством использования пластин сердечника ротора, полученных вырубкой из электромагнитной листовой стали, которая была мелкозернистым материалом, имеющим средний размер зерна, меньший чем 50 мкм. Здесь, понятно, что рост зерен кристаллов в электромагнитной листовой стали не стимулируется в пределах диапазона температур 750°C или менее, а напряженное состояние, привнесенное во время процесса вырубки, устраняется в пределах диапазона температур 650°C или более. В представленном эксперименте, что касается прочности испытываемых тел, образцы для испытаний на разрыв изготавливались из мелкозернистых материалов, имеющих разные температуры отжига, и предел текучести соответственных образцов для испытаний измерялся, когда испытание на разрыв выполнялось прибором для испытания на разрыв. Подобным образом, испытание на потери в железе проводилось посредством измерения потерь в железе образцов для испытаний, вырезанных из мелкозернистых материалов, имеющих разные температуры отжига.
В данном эксперименте, проверялись прочность и потери в железе приведенных выше экземпляра согласно варианту осуществления и сравнительных экземпляров с 1 по 3, и было проведено испытание, при котором изготавливались заготовки сердечника ротора, и эти заготовки сердечника ротора отжигались при разных температурах отжига, и измерялись предел текучести и потери в железе соответственных материалов после отжига при различных температурах отжига. Фиг. 12 показывает результаты испытаний касательно температур отжига и предела текучести (Yp) соответственных материалов, а фиг. 13 показывает результаты испытаний касательно температур отжига и потерь в железе соответственных сердечников ротора. Числовые значения на вертикальной оси по фиг. 12 указывают снижение предела текучести соответственных сердечников ротора, сформированных из мелкозернистого материала, с их предела текучести до отжига на их предел текучести после отжига. Прочность, указанная прерывистой линией на фиг. 12, указывает предел текучести материала с нормальным размером зерна. Числовые значения на вертикальной оси по фиг. 13 указывают потери в железе соответственных сердечников ротора, сформированных из мелкозернистого материала после отжига в показателях долей относительно 100, когда результат потерь в железе каждого сердечника ротора, сформированного из мелкозернистого материала до отжига, определен значением 100.
Как показано на фиг. 12, подтверждено, что прочность каждого сердечника ротора после отжига сильно изменяется, начиная с температуры отжига 750°C, точнее, подтверждено, что прочность каждого сердечника ротора сильно падает в диапазоне температур отжига от 750°C или более. Соответственно, если сосредотачиваться только на прочности сердечника ротора, предпочтительно настраивать температуру отжига, чтобы была ниже 750°C.
Здесь, диапазон, который применен к экземпляру согласно варианту осуществления, показан на чертежах. В сердечнике ротора в соответствии с экземпляром согласно варианту осуществления, его внешняя круговая поверхность отжигалась при от 800 до 850°C, а его внутренняя круговая область отжигалась при от 650 до 750°C. В сердечнике ротора в соответствии с экземпляром согласно варианту осуществления, перепад температур отжига предусмотрен между внешней круговой областью и внутренней круговой областью, и внутренняя круговая область отжигается при температуре ниже, чем 750°C, чтобы тем самым обеспечить высокую прочность сердечника ротора.
Как показано на фиг. 13, подтверждено, что потери в железе каждого сердечника ротора после отжига сильно изменяется, начиная с температуры отжига 750°C, точнее, потери в железе каждого сердечника ротора сильно падают в диапазоне температур отжига от 750°C или более. Соответственно, если сосредотачиваться только на потерях в железе сердечника ротора, предпочтительно настраивать температуру отжига, чтобы была выше 750°C.
В сердечнике ротора в соответствии с экземпляром согласно варианту осуществления, перепад температур отжига предусмотрен между внешней круговой областью и внутренней круговой областью, и внешняя круговая область отжигается при температуре выше, чем 750°C, чтобы тем самым обеспечить превосходные магнитные характеристики, обладающие серьезным эффектом снижения потерь в железе.
Фиг. 14 - вид, показывающий результаты испытаний касательно потерь в железе и прочности соответственных роторов экземпляра согласно варианту осуществления и сравнительных экземпляров с 1 по 3. На этих чертежах, прочность A указывает, что снижение предела текучести от того, который был до отжига на фиг. 12, имеет значение приблизительно от 0 МПа до 20 МПа, а прочность B указывает приблизительно от 20 МПа до 40 МПа, и прочность C указывает более чем 40 МПа, соответственно.
Как показано на фиг. 14, подтверждено, что сравнительный экземпляр 3 и экземпляр согласно варианту осуществления, оба из которых полностью отжигались при 850°C, демонстрируют значительное снижение потерь в железе в одинаковой степени (приблизительно, 87), если сравнительный экземпляр 1 определен значением 100; и видно, что, в отношении прочности, экземпляр согласно варианту осуществления обладает прочностью, по существу такой же, как у сравнительного экземпляра 1, который не отжигался. То есть, подтверждено, что с помощью способа производства по настоящему изобретению, который выполняет отжиг внешней круговой области и внутренней круговой области с использованием разных температур отжига, можно получать сердечник ротора, превосходный по магнитным характеристикам и имеющий высокую прочность.
Как описано выше, варианты осуществления настоящего изобретения были подробно описаны со ссылкой на чертежи, но конкретные конфигурации не ограничены вариантами осуществления, и конструктивные изменения, и тому подобное, которые произведены в пределах диапазона, не выходящего из объема изобретения, включены в изобретение.
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания

