Результат интеллектуальной деятельности: СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности.
Известны аналогичные способы шлифования сферических торцов конических роликов (а.с. 192652, БИ 5, 1967; а.с. 225733 от 05.06.1965, БИ 27, 29.08.68; а.с. 1278188 от 10.04.85, БИ 47, 23.12.86). В аналоге (а.с. 192652, БИ 5, 1967) заготовка ролика устанавливается образующей конической поверхности по первой направляющей базе путем контакта с опорным диском, по второй направляющей базе - за счет контакта с пазом сепаратора, по опорной базе - контактом малым торцем с торцевым упором в пазу сепаратора. Заготовка ролика лишается шестой степени свободы за счет контакта образующей конической поверхности с упругим диском. Обработку ведут периферией шлифовального круга. Погрешность расположения основной и вспомогательной технологических баз уменьшают с помощью механизма, выполненного в виде упругого диска, компенсирующего разноразмерность по диаметру, углу и отклонение от круглости. Ролик движется в плоскости круговой подачи. Однако аналогичные способы шлифования сферических торцов конических роликов имеют недостаток. Он заключается в недостаточной точности шлифуемой поверхности. Это вызвано тем, что ролики базируют в трех материальных системах, подвижных друг относительно друга: жестком и упругом дисках, и сепараторе. Каждая система расположена на своей оси вращения и, следовательно подвержена погрешностям вращения, которые суммарно складываются и передаются обрабатываемой сферической поверхности ролика.
В качестве прототипа по своей технической сущности наиболее близко подходит способ шлифования сферических торцов конических роликов (а.с. 2351454, кл. В24В 11/00, 10.04.2009).
В способе-прототипе шлифуемые конические ролики устанавливают между опорным (жестким) и приводным (упругим) дисками. На опорном диске расположены с угловым шагом встроенные опорные элементы -призмы, с которыми контактирует заготовка по образующей конической поверхности, чем реализуется двойная направляющая база. На опорном диске имеется выступ, на котором встроены с угловым шагом регулируемые опоры, лежащие в плоскости симметрии, чем реализуется опорная база. Шестой степени свободы заготовка лишается путем контакта с упругим материалом приводного диска.
Такое базирование конического ролика в способе-прототипе обеспечивают ему необходимые положение и два движения подачи: вокруг оси дисков и собственной оси. Этим обеспечивается формообразование поверхности сферического торца.
Однако способ-прототип имеет недостаток - значительную погрешность базирования, связанную с увеличением момента трения и возможность скольжения малого торца ролика относительно опоры, реализующей пятую степень свободы. Упругому диску при вращении конического ролика необходимо преодолеть: силы трения в призме на жестком диске, силы резания, силы трения между двойным упором и заготовкой ролика. Заявляемый способ шлифования лишен указанного недостатка.
Сущность изобретения заключается в том, что в способе шлифования сферического торца конических роликов, при котором конические ролики располагают между торцами жесткого и мягкого дисков, установленных соосно и вращающихся вокруг своих осей, а конические ролики базируют по наружной конической поверхности и вращают вокруг своей оси, базирование конических роликов производят по двум двойным опорным и двум опорным базам, которые осуществляют посредством укороченной призмы и неподвижного относительно ее центра, расположенных на жестком диске, контактирующих соответственно с образующими наружной конической поверхности и центровым отверстием, дополнительно выполненным в малом торце конического ролика, и укороченной контактирующей частью торца мягкого диска.
Техническим результатом изобретения является повышение точности и качества поверхностного слоя сферического торца конического ролика. Технический результат достигается тем, что базирование конических роликов производят по двум двойным опорным базам и двум опорным базам укороченной призмы и неподвижного относительно ее центра, расположенных на жестком диске, контактирующих с соответственно с образующими наружной конической поверхности и центровым отверстием, дополнительно выполненным в малом торце конического ролика, и укороченной контактирующей частью торца мягкого диска.
Отличительный признак изобретения - иное выполнение базирования конического ролика, а именно: по двум двойным опорным и двум опорным базам, которые осуществляют посредством контакта конического ролика с укороченной призмой и неподвижным относительно ее центром, расположенных на жестком диске, контактирующих соответственно с образующими наружной конической поверхности и центровым отверстием, дополнительно выполненным на малом торце конического ролика, и укороченной контактирующей частью торца мягкого диска. Контакт конического ролика его образующей конической поверхностью с укороченной призмой лишает конический ролик двух степеней свободы, чем обеспечивается базирование по двойной опорной базе. Контакт конического ролика, а именно коническим центровым отверстием, выполненном в малом торце. конического ролика, с центром, расположенным на жестком диске, лишает конический ролик еще трех степеней свободы, чем обеспечиваются двойная опорная и опорная базы вдоль его оси при силовом замыкании конического ролика посредством укороченной контактирующей части торца мягкого диска. В итоге реализации изобретения конический ролик базируется с помощью двух установочных элементов: короткой призмы и центра, жестко закрепленных на одном материальном объекте, а именно - жестком диске.
Доказательство возможности решения технической задачи с помощью реализации отличительного признака изобретения. В прототипе на опорном диске расположены с угловым шагом призмы с встроенными опорными элементами, с которыми контактирует заготовка по образующей, чем реализуется двойная направляющая база, и опорная база, реализуемая опорой. В изобретении на жестком опорном диске расположена одна укороченная призма, чем реализуется двойная опорная база, и неподвижный центр в плоскости симметрии призм, реализующий двойную опорную и опорную базы. Этим значительно уменьшается суммарная погрешность за счет использования иных базирующих элементов (укороченная призма и неподвижный центр), т.к. уменьшается площадь контакта обрабатываемого ролика с жестким диском и уменьшаются силы трения образующей ролика об опорные элементы призмы. Следовательно, повышается точность сферического торца обрабатываемого ролика. Таким образом, реализацией отличительного признака доказана возможность решения технической задачи.
Анализ известных технических решений и сравнений с ними заявленного способа показал, что в них нет отличительных признаков заявки. Поэтому известные технические решения не позволяют решить поставленную техническую задачу. Следовательно, отличительные признаки заявляемого способа шлифования являются существенными.
В заявке представлены следующие графические материалы:
фиг. 1 - схема обработки сферического торца конических роликов (вид спереди);
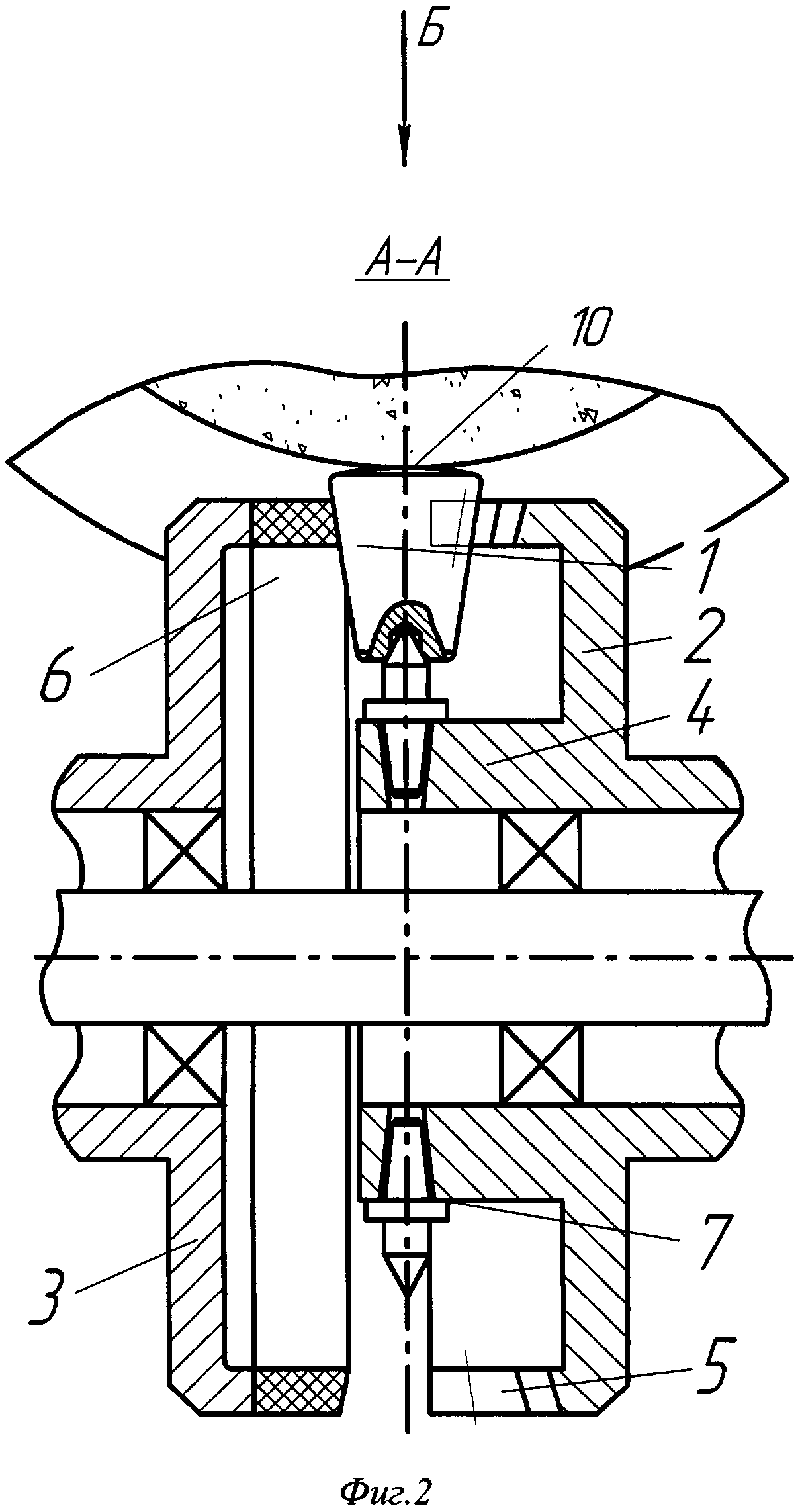
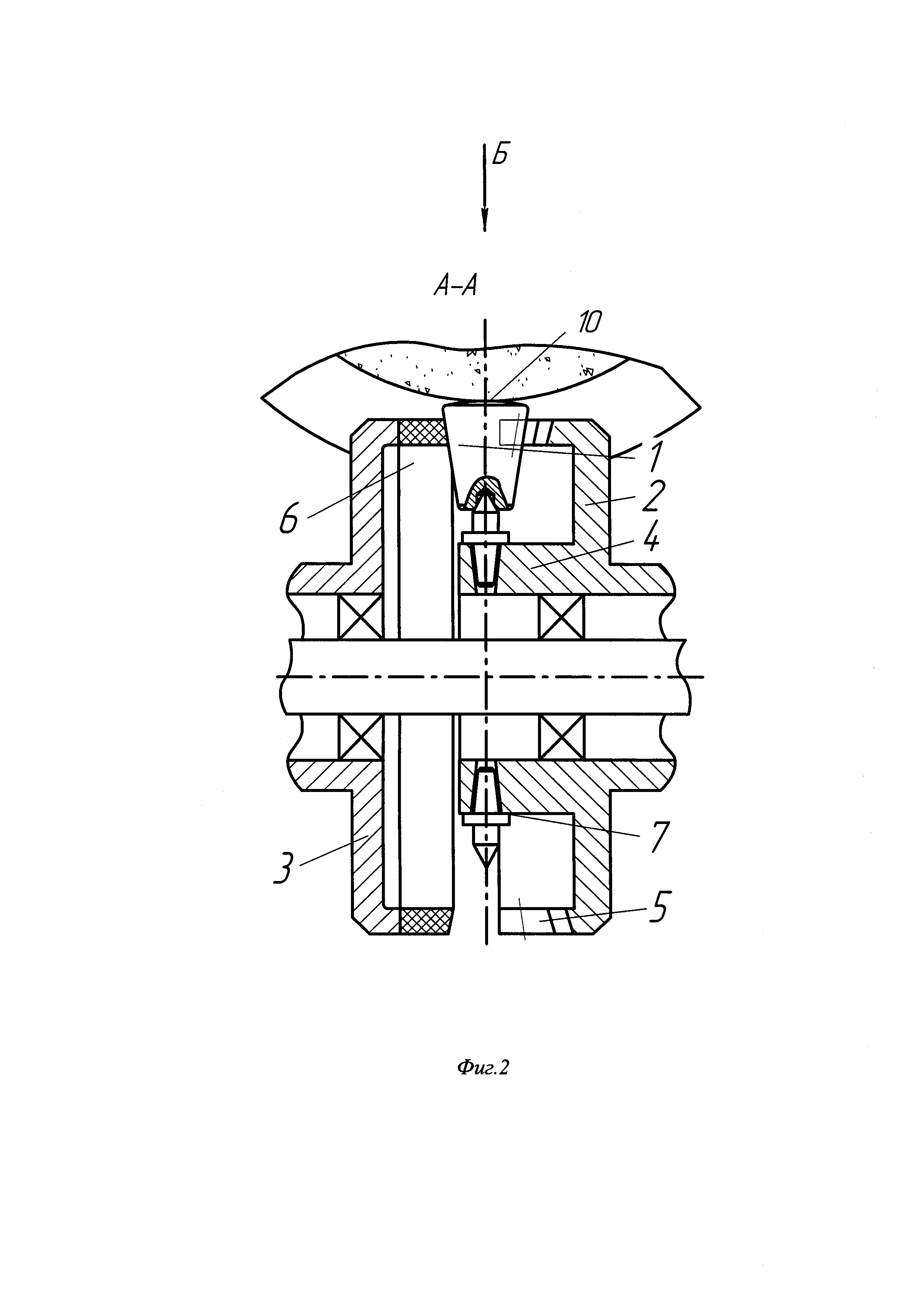
фиг. 2 - то же, разрез А-А;
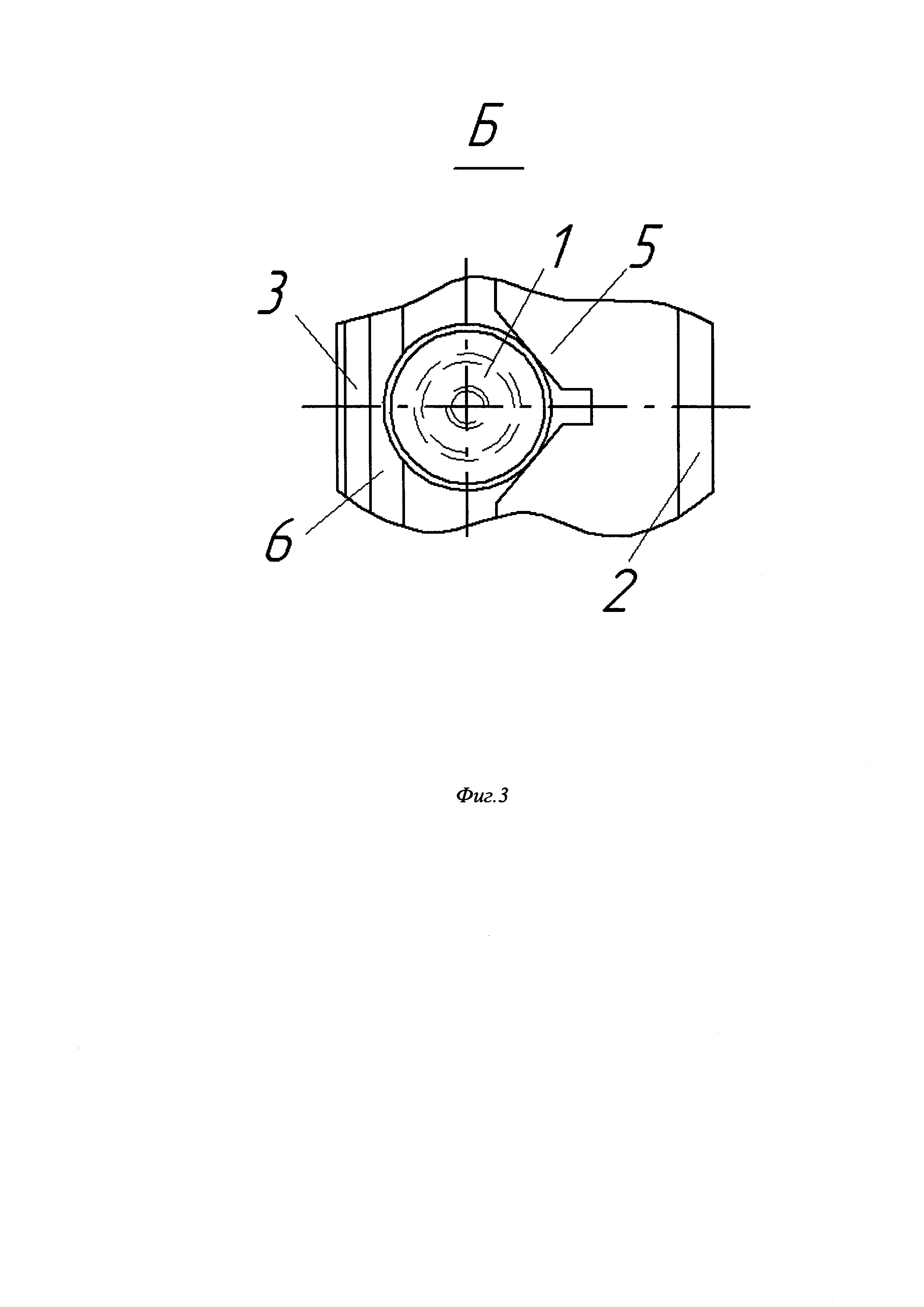
фиг. 3 – то же, вид Б;
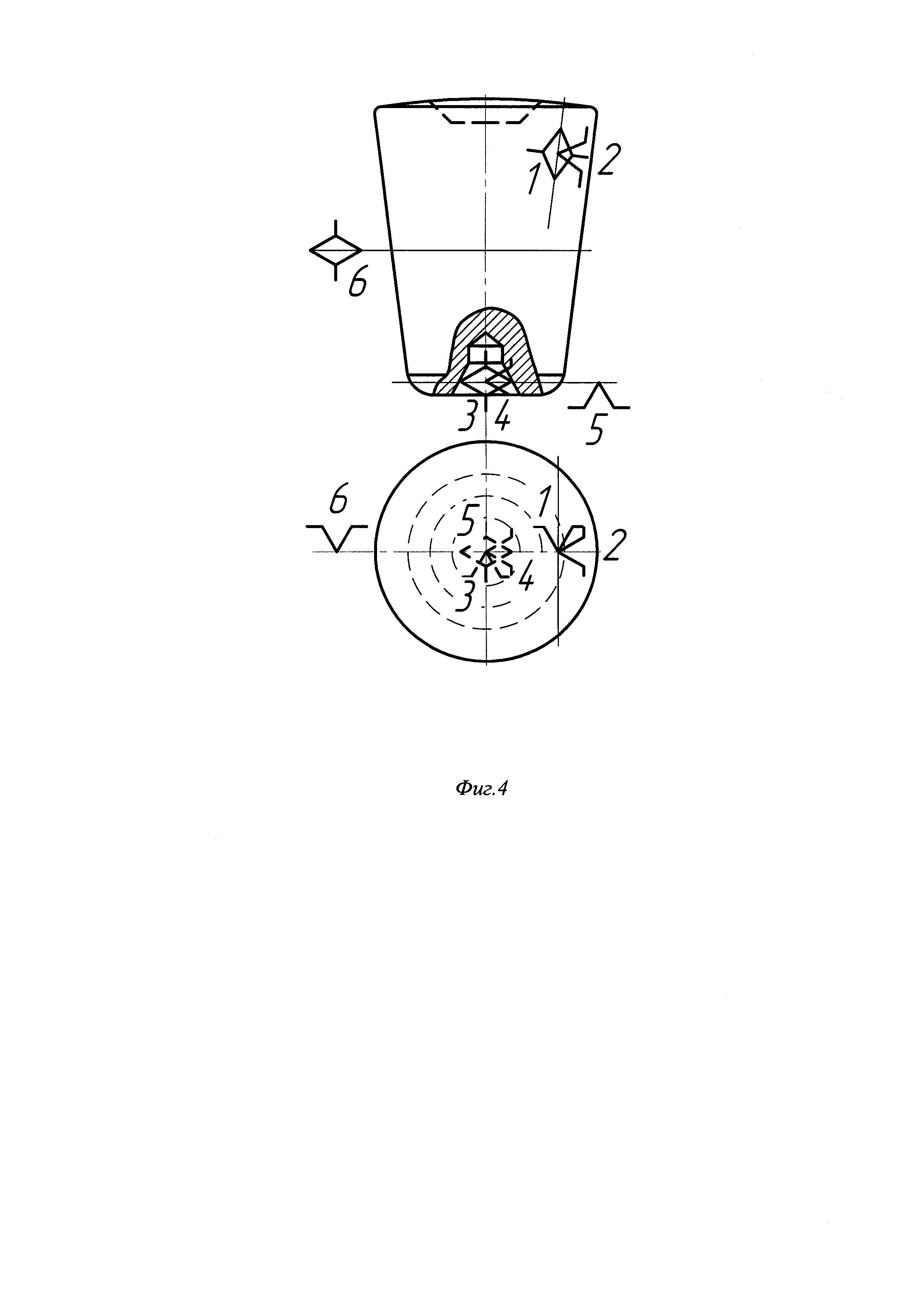
фиг. 4 - схема базирования конического ролика.
Конический ролик 1 имеет возможность быть установленным между жестким диском 2 и мягким диском 3. На жестком диске 2 имеются равномерно расположенные с угловым шагом укороченные призмы 5, которые имеют возможность контактировать с коническим роликом 1 по наружной конической поверхности, чем реализуется двойная опорная база. На жестком диске 2 имеется внутренний цилиндрический выступ 4, в который встроены с угловым шагом неподвижные центры 7, лежащие в плоскости симметрии призм 5. С неподвижными центрами 7 имеют возможность контактировать центровые отверстия 8, расположенные на малом торце конического ролика 1, противоположного обрабатываемому сферическому торцу 10. Этим реализуются двойная опорная и опорная базы, лишающие конический ролик 1 трех степеней свободы. Силовое замыкание конического ролика 1 и его вращение вокруг своей оси реализуется за счет контакта с рабочей поверхностью 6 мягкого диска 3 и укороченными призмами 5 жесткого диска 2. Конический ролик 1 получает возможность одновременно двух вращений: одного вокруг своей оси и второго вокруг оси вращения дисков. Главным рабочим движением является вращение шлифовального круга 9, заправленного по радиусу сферы обрабатываемой поверхности сферического торца 10. Шлифовальный круг 9 может быть выполнен составным, собранным из нескольких частей, например трех. Каждая часть предназначена для выполнения одного из трех переходов: чернового, получистового, чистового. Шлифовальный круг 9 имеет возможность обрабатывать сферический торец 10 конического ролика 1, вращаясь вокруг своей оси, а конический ролик 1 имеет возможность одновременно участвовать в двух вспомогательных движениях: вокруг своей оси и вокруг оси дисков.
Способ шлифования конических роликов в динамике. Перед шлифованием станок настраивают. Правят шлифовальный круг 9 по заданной величине радиуса сферы конического ролика 1. Оси жесткого диска 2 и мягкого диска 3 располагают так, чтобы слой мягкого материала 6 мягкого диска 3 мог создавать необходимую силу давления на конический ролик 1 для вращения ролика вокруг своей оси и в тоже время, чтобы осуществлялась загрузка и выгрузка роликов в определенных местах. Шлифовальный круг 9 располагают так, чтобы был обеспечен требуемый съем припуска каждой частью круга. Включают вращение шлифовального круга 9, жесткого диска 2 и мягкого диска 3 с нужными частотами вращения. Конические ролики 1 загружают в зону загрузки. Каждый ролик 1 автоматически базируется на призме 5 и центре 7. Происходит силовое замыкание конического ролика за счет мягкого материала 6 на мягком диске 3 и за счет призмы 5 и центра 7, расположенных на жестком диске 2. Мягкий диск 3 путем силового замыкания конического ролика 1 посредством его контактирующей части сообщает вращение коническому ролику 1 вокруг своей оси за счет силы трения. В тоже время, за счет одновременного вращения жесткого 2 и мягкого 3 дисков в противоположные стороны, в работу вступают последовательно отдельные части шлифовального круга 9, снимая черновой, получистовой и чистовой припуски. Шлифование конического ролика 1 ведут с обильным охлаждением. Попав в зону выгрузки, конические ролики 1 выпадают из зоны установки в тару.
Пример конкретного выполнения заявленного способа шлифования сферического торца конического торца радиально-упорного роликового подшипника 6-7807у. Ролик имеет следующие размеры: длину 19,3-0,1 мм; наибольший диаметр 9,68 мм; угол конуса 2°; радиус сферы торца 138-10 мм; высота шероховатости сферического торца 0,20 мкм; биение сферического торца 0,005 мм; высота волнистости сферического торца 0,005 мм. Обработку ведут на сферошлифовальном станке модели ВШ-680. Режимы шлифования: припуск, снимаемый при шлифовании 0,1 мм; скорость шлифования 17-20 м/с; частота вращения шлифовального круга nкр=985 мин-1; скорость круговой подачи 1,15 м/мин; частота вращения мягкого диска 42,7 мин-1. Характеристика частей шлифовального круга: 14А16ПС2Б (63 мм); 14А8ПСМВ (80 мм); 92ЕМ28ПМ3Гр (20 мм). Состав СОЖ: нитрит натрия 4-7 г/л; эм. Рикос 25-30 г/л. После шлифования заявляемым способом ролики имели геометрические параметры: шероховатость 0,14 мкм; высота волнистости 0,2 мкм; высота огранки 1,1 мкм.
Способ шлифования сферического торца конических роликов, включающий размещение конических роликов между торцами жесткого и мягкого дисков, установленных соосно и вращающихся вокруг своих осей, и базирование конических роликов по наружной конической поверхности и торцу, противоположному их сферическому торцу, отличающийся тем, что базирование конических роликов производят с помощью жесткого диска, имеющего равномерно расположенные с угловым шагом призмы и неподвижные центры, лежащие в плоскости симметрии призм, при этом базирование каждого конического ролика осуществляют по наружной поверхности путем ее контакта с призмой с обеспечением двойной опорной базы, по торцу конического ролика - путем контакта упомянутого неподвижного центра с центровым отверстием, выполненным в торце конического ролика, с обеспечением двойной опорной базы и опорной базы вдоль его оси, и при силовом замыкании конического ролика посредством контактирующей части мягкого диска.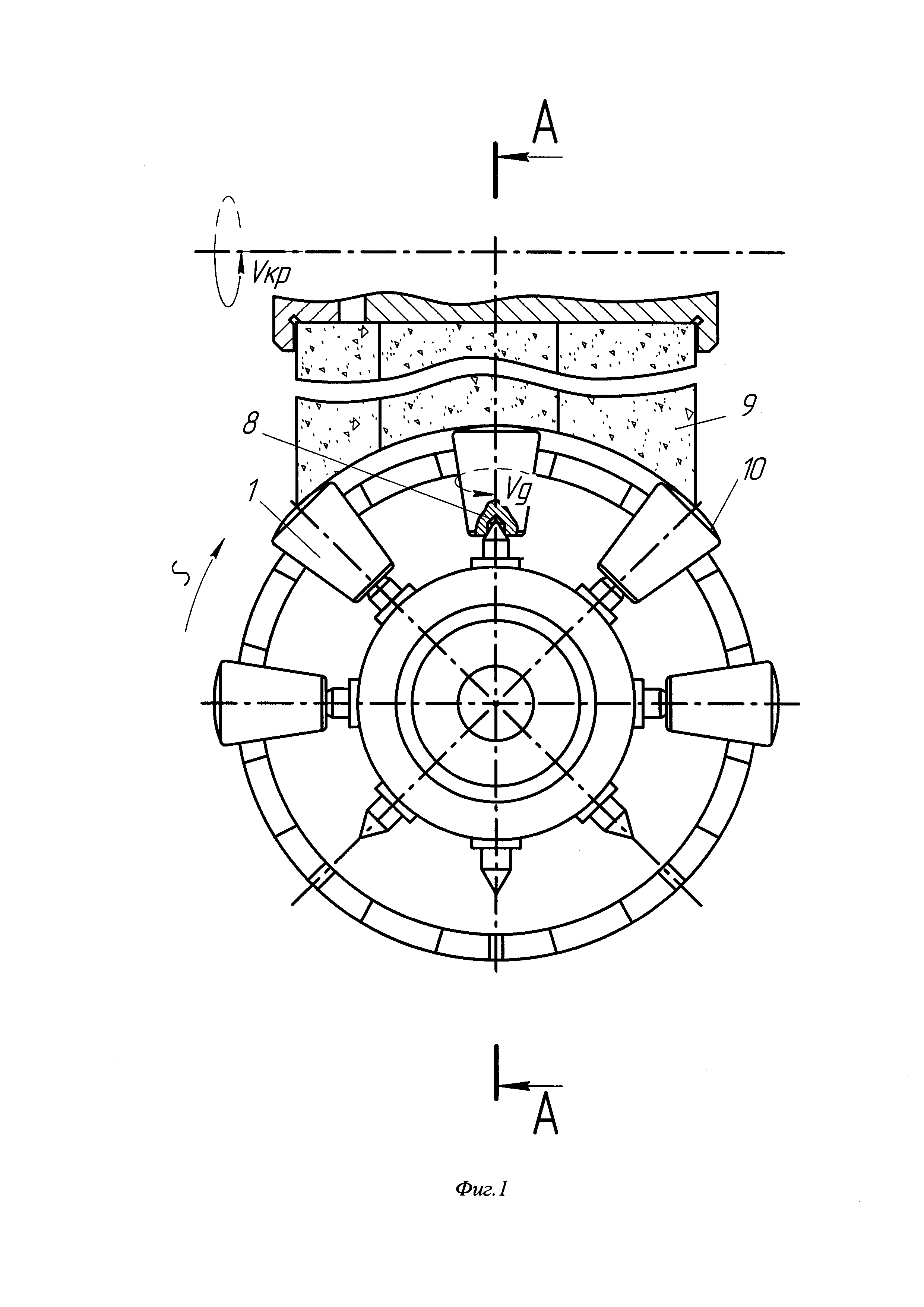
Узел соединения элементов из круглых труб
Способ нанесения реакционноспособного композиционного покрытия на основе ni-al
Смеси ароматических углеводородов, содержащие c-c-циклы, как жидкий органический носитель водорода и водородный цикл на его основе
Способ определения чувствительности к механическим воздействиям высокоэнергетических веществ
Смеси азоторганических соединений, содержащих ароматические c-c-циклы, как жидкий органический носитель водорода и водородный цикл на его основе
Способ получения водородсодержащего газа
Способ изготовления виброизолятора с управляемой жесткостью
Парогазовая установка электростанции
Способ изготовления металлодеревянной балки
Адаптивный виброизолятор для виброакустической защиты промышленного оборудования и трубопроводов
Способ ускорения восстановления скелетных мышц от атрофии после длительной алкогольной интоксикации
Способ интенсификации лечения доброкачественного пароксизмального позиционного головокружения
Демпфер
Способ обработки фасонных поверхностей вращения
Способ обработки некруглых отверстий
Способ одновременного измерения колебаний обрабатываемой заготовки, режущего инструмента и корпуса привода обрабатываемой заготовки относительно общей базы на токарно-винторезном станке

