Результат интеллектуальной деятельности: Способ изготовления сварных конструкций
Вид РИД
Изобретение
Предлагаемый способ относится к области изготовления сварных конструкций и может быть использован при изготовлении панелей, тавровых балок и др. конструкций с близким расположением нескольких ребер.
Известен способ изготовления тавровых соединений двухдуговой сваркой, при котором два электрода располагают в одной плоскости под углом друг к другу, с разных сторон от стенки тавра, перемещают их вдоль линии шва и колеблют вдоль их продольных осей в противоположных направлениях.
А.С. СССР №799926, кл. B23K, 9\16, 1981 г.
Недостатком указанного способа является сложность получения сварного таврового соединения вследствие затрудненного доступа к месту сварки при близком расположении нескольких ребер друг к другу.
Целью предполагаемого изобретения является получение панели с близко расположенными ребрами.
Поставленная цель достигается тем, что первое ребро в силу его доступности приваривают к обшивке панели дуговой сваркой, при которой два электрода располагают в одной плоскости под углом друг к другу с разных сторон от стенки тавра, перемещают их вдоль линии шва и колеблют вдоль их продольных осей в противоположных направлениях. Формирование второго ребра и последующих ребер панели в силу недоступности размещения электродов в месте сварки, выполняют дуговой послойной наплавкой, при которой два электрода располагают в плоскости параллельной ребру под углом друг к другу с разных сторон от присадочной проволоки, подаваемой вертикально в общую сварочную ванну, перемещают в режиме возвратно поступательного движения по линии наплавки и колеблют вдоль их продольных осей в противоположных направлениях.
В результате анализа известных технических решений при проведении патентных исследований, заявитель не обнаружил технических решений с признаками, сходными с отличительными признаками заявляемого решения, а потому совокупность упомянутых существенных признаков позволяет получить конструкцию панели с близко расположенными ребрами.
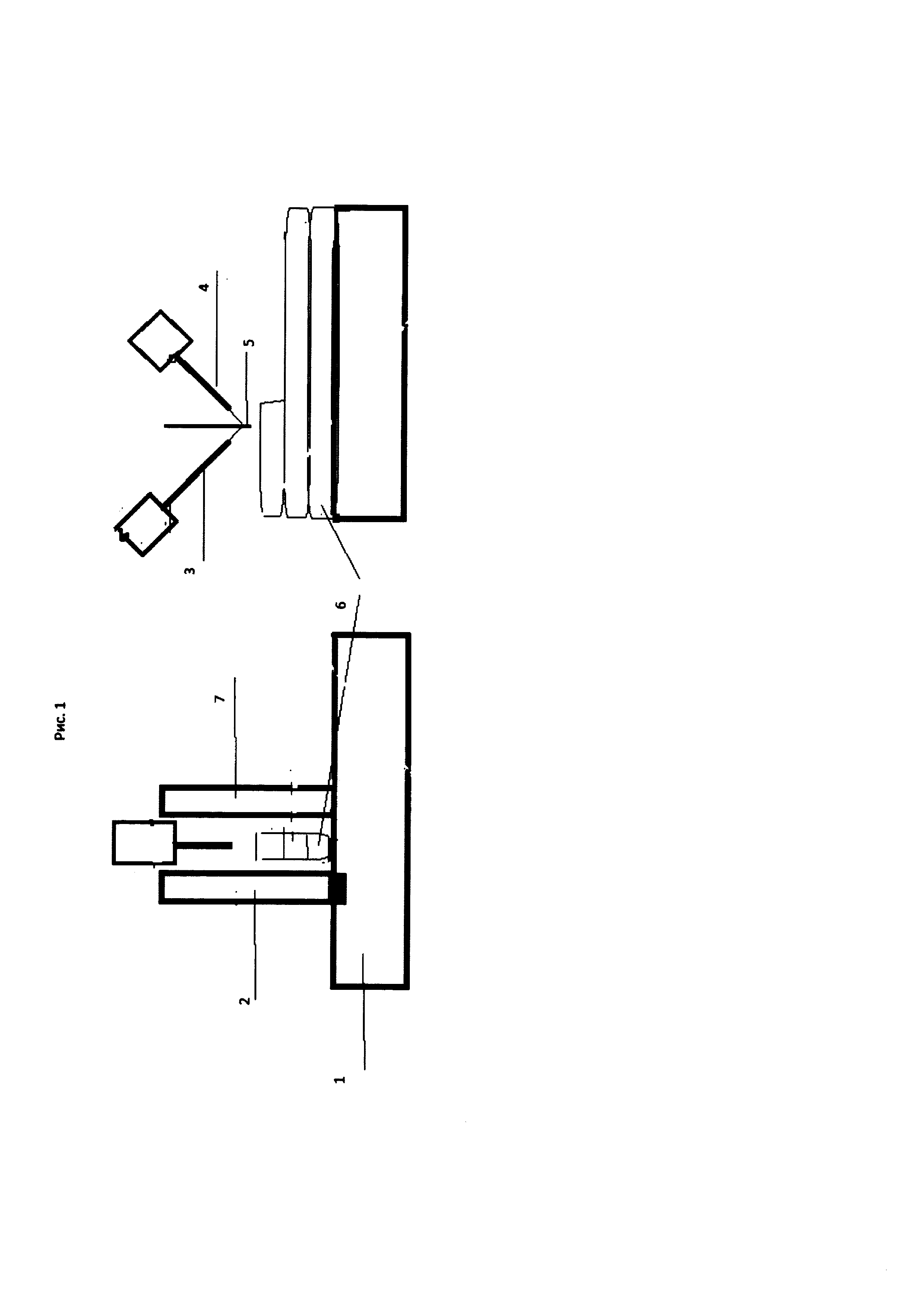
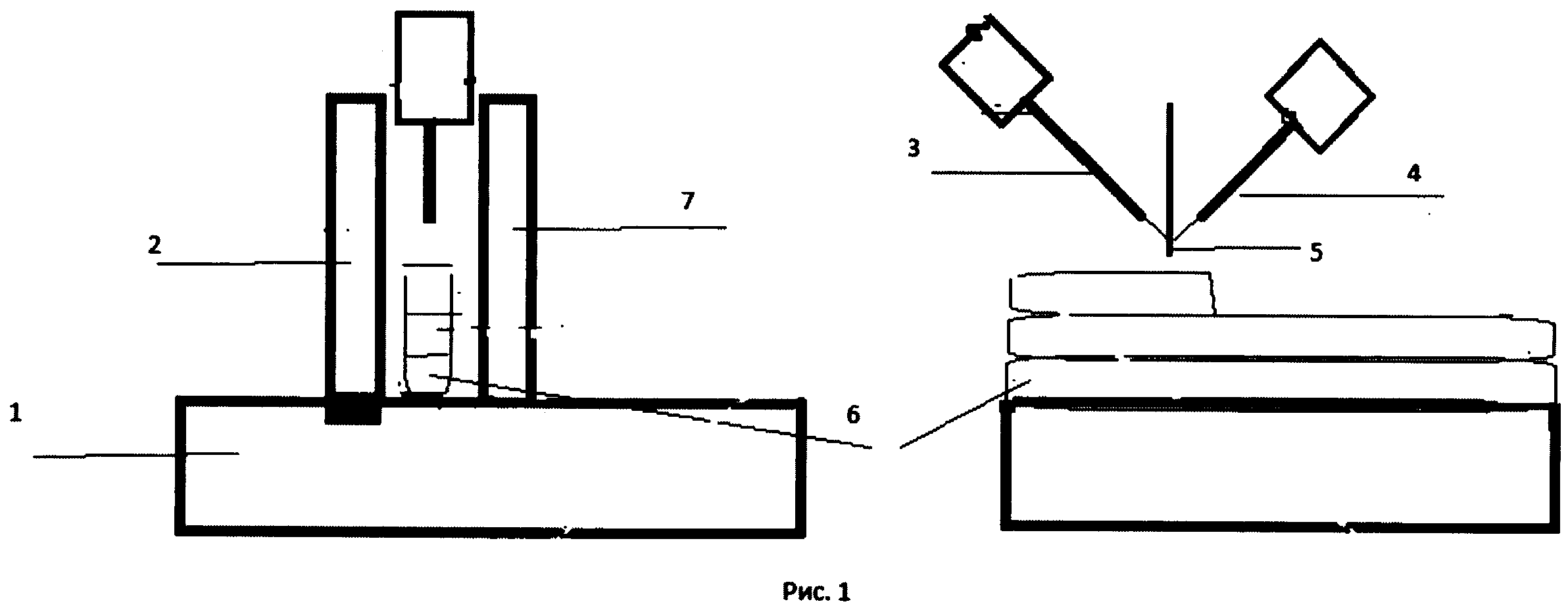
Предложенное техническое решение поясняется чертежами, где на рис. 1 представлен предлагаемый способ.
Способ осуществляется следующим образом.
На обшивку панели 1 из стали ВНС-2 толщиной 5 мм устанавливают ребро 2 в форме полосы из стали ВНС-2 толщиной 2 мм, высотой 15 мм и приваривают ее к обшивке панели 1 двухдуговой сваркой. Для этого два электрода 3, 4 располагают в одной плоскости под углом друг к другу с разных сторон от ребра 2, перемещают их вдоль линии шва и колеблют вдоль их продольных осей в противоположных направлениях.
Режим сварки. Сила тока на один электрод-50а, скорость сварки 10 м\час, частота колебаний 120 циклов в минуту.
После приварки к обшивке первого ребра остальные ребра формируют двухдуговой послойной наплавкой.
Два электрода 3 и 4, располагают в плоскости параллельной ребру под углом друг к другу с разных сторон от присадочной проволоки 5, подаваемой вертикально в общую сварочную ванну с образованием валиков 6, которые формируют второе ребро. Электроды 3 и 4 перемещают вдоль линии наплавки в режиме возвратно поступательного движения и колеблют вдоль их продольных осей в противоположных направлениях. С целью улучшения защиты зоны наплавки установлен экран 7, который снова устанавливают перед наплавкой каждого нового ребра.
Режим наплавки. Сила тока на один электрод 60а. Скорость наплавки 15 м\час.
Частота колебаний 90 циклов в минуту. В результате получена ребристая панель с расстоянием между ребрами в 1 мм.
Противопехотная осколочная мина дистанционной установки
Секция удлиненного заряда разминирования
Беспилотный ударный комплекс
Удлиненный заряд разминирования
Устройство для обезвреживания заглубленных взрывоопасных предметов
Тавровая балка
Способ изготовления стрингерной панели
Способ изготовления вафельных монолитных панелей наплавкой ребер
Ребристая трехслойная панель
Крыло летательного аппарата
Противопехотная осколочная мина дистанционной установки
Секция удлиненного заряда разминирования
Беспилотный ударный комплекс
Удлиненный заряд разминирования
Устройство для обезвреживания заглубленных взрывоопасных предметов
Тавровая балка
Способ изготовления стрингерной панели
Способ изготовления вафельных монолитных панелей наплавкой ребер
Ребристая трехслойная панель
Крыло летательного аппарата

