Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ИМПЛАНТАТОВ НА ОСНОВЕ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области аддитивных технологий, применяемых для изготовления имплантатов, предпочтительно, из титановых сплавов.
Имплантаты предпочтительно изготавливают из пористых материалов. Наличие пор в материале позволяет решить несколько задач:
1. обеспечить меньшую массу имплантата;
2. снизить модуль упругости, за счет чего повышается эластичность конструкции имплантата;
3. обеспечить возможность соединения с живыми тканями организма за счет прорастания их через поровое пространство.
В медицинской практике применения имплантатов чаще всего используют титановые сплавы, как коррозионностойкие материалы, не отторгаемые организмом человека. Так, патентом RU 2397735 [1] и аналогичным патентом WO 2006/089792 [2] предложен способ изготовления медицинского имплантата, включающий прецизионное литье бета-титанового сплава. Применение бета-титанового сплава мотивировано возможностью понижения модуля упругости материала по отношению к альфа+бета титановым сплавам. Недостатком способа является получение беспористого материала, поэтому понижение модуля упругости не является значительным.
Известен также способ изготовления металлического компонента по патенту RU 2574536 [3], включающий последовательное наращивание детали из металлического базового компонента с помощью метода аддитивного изготовления путем сканирования энергетического луча, при этом применяют или селективное лазерное плавление (SLM) или селективное лазерное спекание (SLS) или электронно-лучевое плавление (ЕВМ). Поскольку целью изобретения являлось достижение максимальной прочности, то детали этим методом получаются беспористыми, что является недостатком с позиции получения имплантатов.
В соответствии с патентом RU 2320741 [4] пористый материал на основе никелида титана получают методом самораспространяющегося высокотемпературного синтеза из шихты, формуемой в цилиндрическом контейнере. Недостатком способа является неравномерное распределение пористости по объему имплантата по причине того, что процесс самораспространяющегося высокотемпературного синтеза не является полностью управляемым, он не позволяет создать строгую архитектуру материала.
Прочностные свойства материалов часто оценивают условным пределом текучести ао,2, как механическим напряжением, при котором остаточная пластическая деформация образца при линейном напряженном состоянии составляет 0,2%. Следует отметить, что условный предел текучести является функцией степени деформации, т.е. при нагартовке величина ао,2 возрастает.
Если имплантат изготавливается из технически чистого титана, то уравнение, описывающее упрочнение металла, выглядит следующим образом:

где ε - относительная деформация, выраженная в процентах.
Из формулы (1) следует, что в состоянии после воздействия на плавкий материал(титан) источником энергии материал имплантата не нагартован (ε=0) и поэтому характеризуется условным пределом текучести 500 МПа. В соответствии с формулой (1) воздействуя на материал пластической деформацией можно добиться увеличения прочности материала.
Сам прием упрочнения материала пластической деформацией получил широкое распространение. Причем в последнее время создается все больше технических решений, направленных на создание способов интенсивной, т.е. очень большой пластической деформации [5-7], в том числе, например, на исследование и усовершенствование равноканального углового прессования [8, 9]. Однако большая часть этих технических решений не может быть применена к имплантатам, поскольку они обладают слишком ажурной архитектурой, которая под воздействием больших пластических деформаций разрушается. Кроме того, при наложении чрезмерно высоких сжимающих средних напряжений структура пористого тела деформируется с уплотнением, чего желательно не допускать, поскольку теряется одно из преимуществ материала: повышенная пористость. Интенсивность процесса закрытия пор зависит от схемы напряженно-деформированного состояния [10, 11].
В качестве прототипа выбран способ производства пористых имплантатов на основе металлических материалов, описанный в патенте RU 2589510 [12] и аналогичном патенте [13]. Способ включает подготовку модели ячеистых структур и изготовление ячеистой структуры при воздействии на плавкий материал источником энергии. Ячеистая структура образована изогнутыми ветвями, образующими ячейки при размере их размере 0,01…2000 мкм. В том числе рассмотрен вариант источника энергии такой как лазерный луч, расплавляющий порошок с целью послойного построения структуры в соответствии моделью, выбранной в базе данных компьютера. Сам материал может представлять собой металл или сплав, в том числе титан или титановый сплав.
Недостатком способа по прототипу является низкий уровень прочностных свойств материала. Действительно, металл, полученный из расплава обладает свойствами отожженного материала, в случае применения титана предел текучести оказывается на уровне 500 МПа, что следует, в частности, из формулы (1).
Предлагаемое изобретение направлено на достижение технического результата, заключающегося повышении прочностных свойств имплантата.
Предлагаемый способ производства пористых имплантатов на основе металлических материалов включает подготовку модели ячеистых структур и изготовление ячеистой структуры при воздействии на плавкий материал источником энергии. Способ отличается тем, что после изготовления ячеистой структуры ее подвергают пластической деформации. При этом ячеистую структуру изготовляют в виде цилиндра или призмы, ячейки выполняют в виде параллельных каналов, ортогональных основанию цилиндра или призмы, а пластическую деформацию осуществляют путем осадки цилиндра или призмы в направлении, ортогональному основанию цилиндра или призмы.
При подстановке в формулу (1) значения деформации 50% получим условный предел текучести 774 МПа, что на 54% выше начального значения. Вместе с тем, при осуществлении пластической деформации возникает следующая проблема. При наличии внутри материала ячеистых структур передача давления от деформирующего инструмента может осуществляться неравномерно. В режим пластической деформации попадают элементы структуры, где механические напряжения оказываются высокими. Это области, где передача давления осуществляется через тонкие перегородки. Остальные элементы пластически не деформируются, а поэтому и не упрочняются. Предложенная прототипом ячеистая структура, в виде изогнутых ветвей, образующих ячейки для равномерной передачи давления не пригодна. Следовательно, необходима такая схема напряженного состояния для пористой среды, в которой передача давления осуществляется равномерно.
Поэтому предлагается ячеистую структуру изготовлять в виде цилиндра или призмы, ячейки выполнять в виде параллельных каналов, ортогональных основанию цилиндра или призмы, а пластическую деформацию осуществлять путем осадки цилиндра или призмы в направлении, ортогональном основанию цилиндра или призмы. В такой схеме нагружения передача давления происходит через площадь поперечного сечения деформируемого тела, которая является постоянной по высоте этого тела. Поэтому пластические деформации также оказываются постоянными по высоте деформируемого тела. Материал получает одинаковый уровень пластической деформации, следовательно, уровень механических свойств повышается, а сами свойства оказываются однородными. Возможность деформации осадкой без разрушения пористых структур из титана показана в источнике [14].
Изобретение поясняется фигурами, на которых изображено:
- на фиг. 1 - случай осадки цилиндра или призмы в направлении, не ортогональному основанию цилиндра или призмы, положение до деформации (известное решение);
- на фиг. 2 - тот же случай, положение после деформации;
- на фиг. 3 - случай осадки цилиндра или призмы в направлении, ортогональном основанию цилиндра или призмы (заявляемый объект), положение до деформации;
- на фиг. 4 - тот же случай, положение после деформации.
Пример 1 (прототип). Осуществляют подготовку модели ячеистых структур и изготовляют ячеистую структуру при воздействии на плавкий материал, в качестве которого используют титан, источником энергии. Ячеистую структуру изготовляют в виде цилиндра. В теле цилиндра выполняют ячейки в виде параллельных каналов. В дальнейшем осуществляют кузнечную операцию осадки цилиндра или призмы в направлении, не ортогональному основанию цилиндра или призмы, но ортогональному направлению каналов. Оно показано на рисунке фиг. 1 белой стрелкой. Поскольку площадь сечения, ортогонального приложению нагрузки не постоянна по высоте, то происходит локализация деформации. Эта задача решена методом конечных элементов и на фиг. 2 показано изменение формы каналов, они из круглых превратились в овальные, а областями равного уровня показано распределение степени деформации. Светлые области характеризуют высокий уровень деформации, а темные области - низкий уровень. Расчетами установлено, что в темных областях степень деформации может равняться нулю, несмотря на большую величину обжатия. Это происходит потому, что нагрузку воспринимают вертикальные перемычки между ячейками, но не воспринимают горизонтальные перемычки. В результате металл в районе вертикальных перемычек сильно нагартовывается, а в районе горизонтальных перемычек - нет. Прочность структурно неоднородной конструкции в целом определяется областями с наименьшей несущей способностью, поэтому эффект от локального упрочнения не создает эффекта упрочнения конструкции в целом. Первопричиной отсутствия эффекта является непостоянство сечения имплантата вдоль оси приложения нагрузки.
Пример 2 (по предлагаемому способу). Осуществляют подготовку модели ячеистых структур и изготовляют ячеистую структуру при воздействии на плавкий материал, в качестве которого используют титан, источником энергии. Ячеистую структуру изготовляют в виде цилиндра 1, продольный разрез которого показан на фиг. 3. Вместо цилиндра может быть получена призма с квадратными, прямоугольными или иными основаниями, важно, чтобы основания были параллельными, что собственно и отличает призмы от других геометрических фигур. В теле цилиндра или призмы выполняют ячейки в виде параллельных каналов 2, ортогональных основанию цилиндра или призмы. В дальнейшем осуществляют кузнечную операцию осадки цилиндра или призмы в направлении, ортогональному основанию цилиндра или призмы. Оно показано на рисунке фиг. 4 белой стрелкой. Поскольку площадь сечения, ортогонального приложению нагрузки постоянна по высоте, то локализации деформации не происходит.
При исходной высоте цилиндра 80 мм и обжатии его до 40 мм получим относительное обжатие 50%, что в соответствии с формулой (1) приводит к увеличению условного предела текучести с 500 до 774 МПа, что на 54% выше начального значения.
Пример 3. Если имплантат изготавливается из титанового сплава ВТ6, то уравнение, описывающее упрочнение металла, выглядит следующим образом:

При исходной высоте цилиндра 100 мм и обжатии его до 50 мм получим относительное обжатие 50%, что в соответствии с формулой (2) приводит к увеличению условного предела текучести с 1000 до 1215 МПа, что на 21% выше начального значения.
Таким образом здесь показано достижение технического результата, заключающегося в повышении прочностных свойств имплантата с однородным распределением этих свойств по высоте.
СПИСОК ИСТОЧНИКОВ ИНФОРМАЦИИ
1. Патент RU 2397735. СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ИМПЛАНТАТА ИЗ БЕТА - ТИТАНОВО - МОЛИБДЕНОВОГО СПЛАВА И СООТВЕТСТВУЮЩИЙ ИМПЛАНТАТ/ БАЛИКТАЙ Севки, КЕЛЛЕР Арнольд. Патентообладатель: ВАЛЬДЕМАР ЛИНК ГМБХ унд КО КГ. Заявка 2007135069/14, 27.02.2006. Опубл. 27.08.2010. Бюл. N. 24.
2. Патент WO 2006089792. METHOD FOR PRODUCING A MEDICAL IMPLANT MADE OF A BETA-TITANIUM MOLYBDENUM ALLOY, AND A CORRESPONDING IMPLANT/ BALIKTAY SEVKI [DE], KELLER ARNOLD [DE]. Заявитель: LINK WALDEMAR GMBH CO [DE]. МПК: A61F 2/36, C22C 14/00, C22F 1/18. Заявка WO 2006 EP 01792, 2005-02-25. Опубл. 2006-08-31.
3. Патент RU 2574536. СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОНЕНТА ПОСРЕДСТВОМ АДДИТИВНОГО ЛАЗЕРНОГО ИЗГОТОВЛЕНИЯ/ ЭТТЕР Томас, КОНТЕР Максим, ХЕБЕЛЬ Маттиас, ШУРБ Юлиус. Патентообладатель(и): АЛЬСТОМ ТЕКНОЛОДЖИ ЛТД (СН). МПК B22F 3/105, B22F 5/04, В23К 26/34, С23С 26/00, F01D 9/02. Заявка: 2013151901/02, 21.11.2013. Опубл. 10.02.2016. Бюл. №4.
4. Патент RU 2320741. ПОРИСТЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛИДА ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ / Гюнтер B.Э. (RU). Патентообладатель: он же. Заявка 2006103449, 06.02.2006. МПК С22С 1/08, B22F 3/23. Опубл. 27.03.2008. Бюл. №9.
5. Патент RU 2326749. СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК /Логинов Ю.Н., Котов В.В. Патентообладатель: Уральский государственный технический университет - УПИ. Заявка №2006142234/02 от 29.11.2006. Опубл. 20.06.2008. Бюл. №17.
6. Патент RU 2443493. СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ / Логинов Ю.Н. Патентообладатель: Уральский государственный технический университет - УПИ. Заявка 2009103576/02, 03.02.2009. Опубл. 27.02.2012. Бюл. №6.
7. Патент RU 2476288. СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК / Логинов Ю.Н. Патентообладатель: Уральский государственный технический университет - УПИ. Заявка: 2009102697/02, 27.01.2009. Опубл.: 27.02.2013. Бюл. №6.
8. Логинов Ю.Н., Буркин С.П. ОЦЕНКА НЕРАВНОМЕРНОСТИ ДЕФОРМАЦИЙ И ДАВЛЕНИЙ ПРИ УГЛОВОМ ПРЕССОВАНИИ. Кузнечно-штамповочное производство. Обработка материалов давлением. 2001. №3. С. 29-34.
9. Патент RU 2446027. СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ / Чукин М.В., Емалеева Д.Г., Барышников М.П., Полякова М.А. Патентообладатель: Магнитогорский государственный технический университет им. Г.И. Носова. МПК В21С 1/00, B21J 5/06, C21D 7/00. Заявка: 2010122149/02, 31.05.2010. Опубл. 27.03.2012. Бюл. №9.
10. Логинов Ю.Н. РАЗВИТИЕ МЕТОДОВ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛИЧЕСКИХ ПОРИСТЫХ СРЕД / Научно-технические ведомости Санкт-Петербургского государственного политехнического университета. 2005. №40. С. 64-70.
11. Логинов Ю.Н., Еремеева К.В. ВЛИЯНИЕ ТИПА ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ НА ВИДОИЗМЕНЕНИЕ ОДИНОЧНОЙ ПОРЫ. Деформация и разрушение материалов. 2011. №4. С. 40-44.
12. Патент RU 2589510. ПОРИСТЫЕ СТРУКТУРЫ ИМПЛАНТАТОВ. / ШАРП Джеффри, ДЖАНИ Шилеш, ГИЛМОР Лора, ЛЭНДОН Райан. Заявка: 2012109230/15, 19.08.2010. Патентообладатель: СМИТ ЭНД НЕФЬЮ, ИНК. (US). МПК A61L 27/56. Опубл: 10.07.2016 Бюл. №19.
13. Патент US 2012232654. POROUS IMPLANT STRUCTURES / SHARP JEFFREY [US]; JANI SHILESH С [US]; GILMOUR LAURA J [US]; LANDON RYAN L. Заявитель: они же и SMITH & NEPHEW INC [US]. МПК: A61F2/02, B23P 11/00. Заявка 2009-08-19. Опубл. 2012-09-13.
14. Потапов А.И., Логинов Ю.Н., Вичужанин Д.И. ВЛИЯНИЕ ПЛОТНОСТИ НА СОПРОТИВЛЕНИЕ ДЕФОРМАЦИИ ГУБЧАТОГО ТИТАНА. Заготовительные производства в машиностроении. 2010. №4. С. 24-27.
Способ производства пористых имплантатов на основе титана или сплава титана ВТ6, включающий подготовку модели ячеистых структур и изготовление ячеистой структуры при воздействии на плавкий материал источником энергии, отличающийся тем, что после изготовления ячеистой структуры ее подвергают пластической деформации, при этом ячеистую структуру изготовляют в виде цилиндра или призмы, ячейки выполняют в виде параллельных каналов, ортогональных основанию цилиндра или призмы, а пластическую деформацию осуществляют путем осадки цилиндра или призмы в направлении, ортогональном основанию цилиндра или призмы.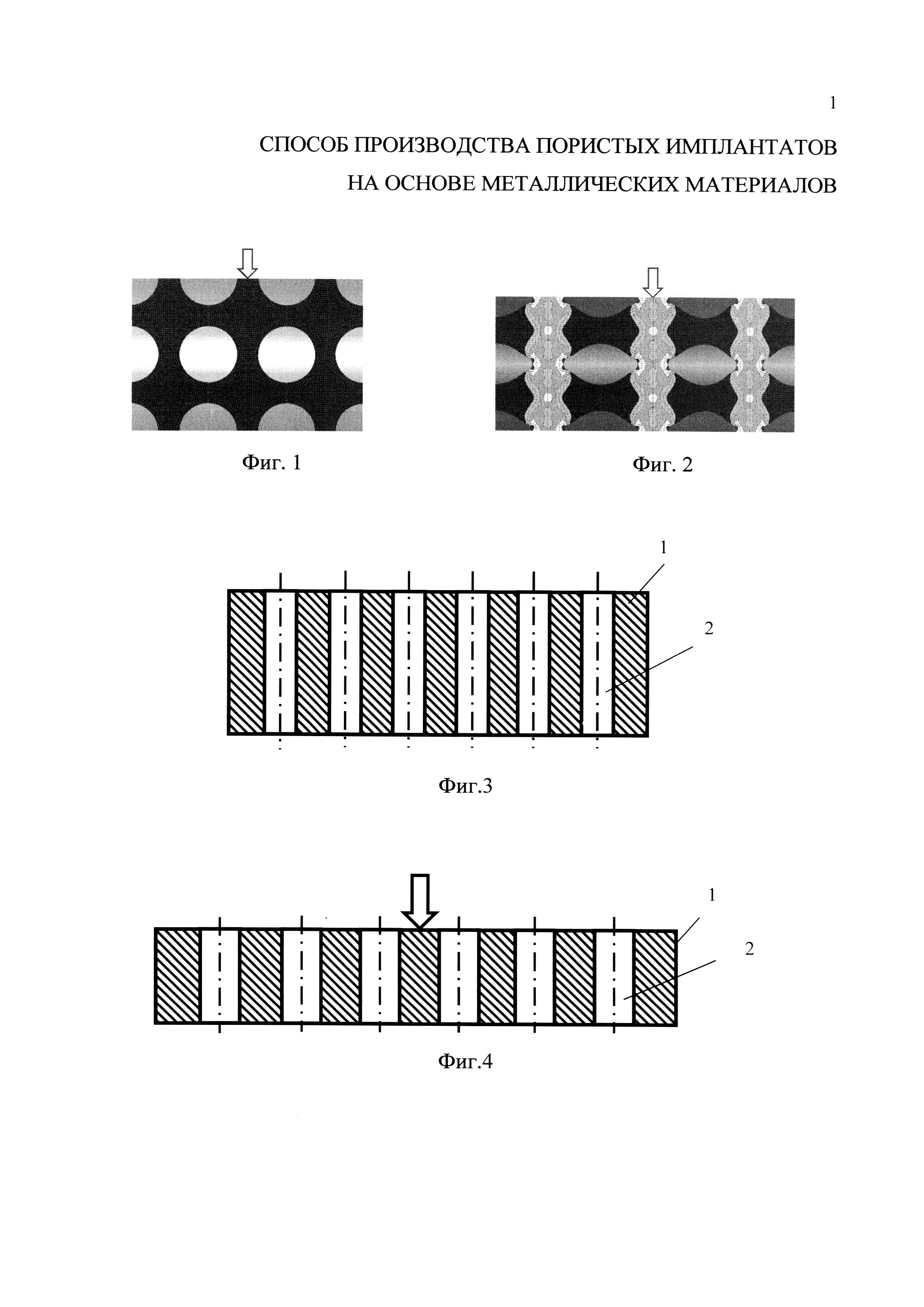
Способ обработки заготовки на металлорежущем станке
Способ производства автомобильного трехмаршрутного катализатора
Способ синтеза композиции на основе оксида алюминия и твердого раствора оксидов церия и циркония
Способ приготовления биметаллических палладий-родиевых катализаторов (варианты)
Резец для растачивания сквозных отверстий
Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки
Отрезной резец
Имплантат для остеотомии
Имплантат для замещения костных трабекулярных дефектов
Способ химико-термической обработки металлических порошков для производства сталей и жаропрочных сплавов, упрочненных дисперсными оксидами
Комплекс для переработки золоотвалов

