Результат интеллектуальной деятельности: Способ электронно-лучевого оплавления боковой поверхности слитков жаропрочных сплавов
Вид РИД
Изобретение
Изобретение относится к области специальной электрометаллургии и может быть использовано для оплавления боковой поверхности цилиндрических слитков жаропрочных сплавов в металлургических установках с источниками энергии поверхностного действия, например электронно-лучевых.
Известен способ плазменно-дугового нагрева поверхностного слоя слитков жаропрочных сплавов, включающий одновременное вращение слитка относительно горизонтальной продольной оси, перемещение слитка вдоль этой оси и поддержание на боковой поверхности слитка под плазмотроном за счет плазменно-дугового нагрева ванны жидкого металла (Оптимизация режимов ПДРП с целью снижения склонности металла переплавленного слоя к образованию трещин. Лихобаба А.В., Латаш Ю.В. Торхов Г.В. Проблемы специальной электрометаллургии. - 1993, - №4, - с. 62-69.)
Недостатком известного способа является проблема растрескивания металла переплавленного слоя и зоны термического влияния вследствие нагрева локальных объемов металла плазменной дугой. Образование трещин обусловлено соотношением напряжений из-за неоднородного и нестационарного температурного поля и прочностных свойств металла, также зависящих от температуры.
Известен способ электронно-лучевого оплавления поверхности цилиндрических слитков, включающий нагрев электронными лучами поверхности слитка, формирования ванны жидкого металла вдоль его образующей и вращение слитка вокруг его горизонтальной оси. (Патент Украины №46061 С22В 9/04, 9/22. Способ электронно-лучевого оплавления поверхности цилиндрических слитков. Тригуб Н.Л., Дереча А.Я., Калинюк А.Н., Жук Г.В. Бюл. №5 от 15.05.2002).
Недостатком известного способа является проблема образования трещин в переплавленном слое слитков жаропрочных сплавов на никелевой основе при остывании слитка после завершения процесса оплавления. Образование трещин обусловлено возникновением существенных напряжений в слитке из-за высоких градиентов температур в остывающем слитке и снижения прочностных свойств жаропрочных сплавов в температурном интервале хрупкости этих сплавов.
Наиболее близким по сути является известный способ электронно-лучевого оплавления поверхности цилиндрических слитков, включающий предварительный нагрев сканирующими электронными лучами поверхности слитка до температуры 600-800°С, формирование ванны жидкого металла вдоль его образующей и вращение слитка вокруг его горизонтальной оси. (Патент Украины №88564 С22В 9/04, 9/22, С22С 33/04. Способ электронно-лучевого оплавления поверхности цилиндрических слитков большого диаметра. Тригуб Н.П., Жук Г.В., Березос В.А. Бюл. №20 от 26.10.2009).
Недостатком данного способа является проблема образования трещин в переплавленном слое слитков жаропрочных сплавов на никелевой основе при остывании слитка после завершения процесса оплавления. Образование трещин обусловлено возникновением существенных напряжений в слитке из-за высоких градиентов температур в остывающем слитке и снижения прочностных свойств жаропрочных сплавов в температурном интервале хрупкости этих сплавов.
Задачей и техническим результатом изобретения является удаление указанного недостатка и разработка способа, который сможет обеспечить отсутствие трещин в оплавленном слое слитков жаропрочных сплавов.
Технический результат достигается тем, что после завершения оплавления слитка осуществляют нагрев его поверхности сканирующими электронными лучами в течении одного оборота слитка, причем мощность электронно-лучевого нагрева составляет 20-30% от таковой при оплавлении (фиг. 3).
Сутью изобретения является то, что в известном способе электронно-лучевого оплавления поверхности цилиндрических слитков, включающего предварительный нагрев сканирующими электронными лучами 1 поверхности слитка 2 (фиг. 1) до температуры 600-800°С, формирование ванны жидкого металла вдоль его образующей и вращения слитка вокруг его горизонтальной оси после завершения оплавления слитка осуществляют нагрев его поверхности сканирующими электронными лучами в течении одного оборота слитка, причем мощность электронно-лучевого нагрева составляет 20-30% от таковой при оплавлении.
Пример. Оплавление слитков жаропрочных сплавов на никелевой основе марок ЭИ-698 и ЭП-718 осуществляли в электронно-лучевой установке типа УЭ-108.
Установка имеет технологическое оборудование (3) и оборудована электроннолучевыми пушками (4) для нагрева и оплавления цилиндрических слитков. (Фиг. 1).
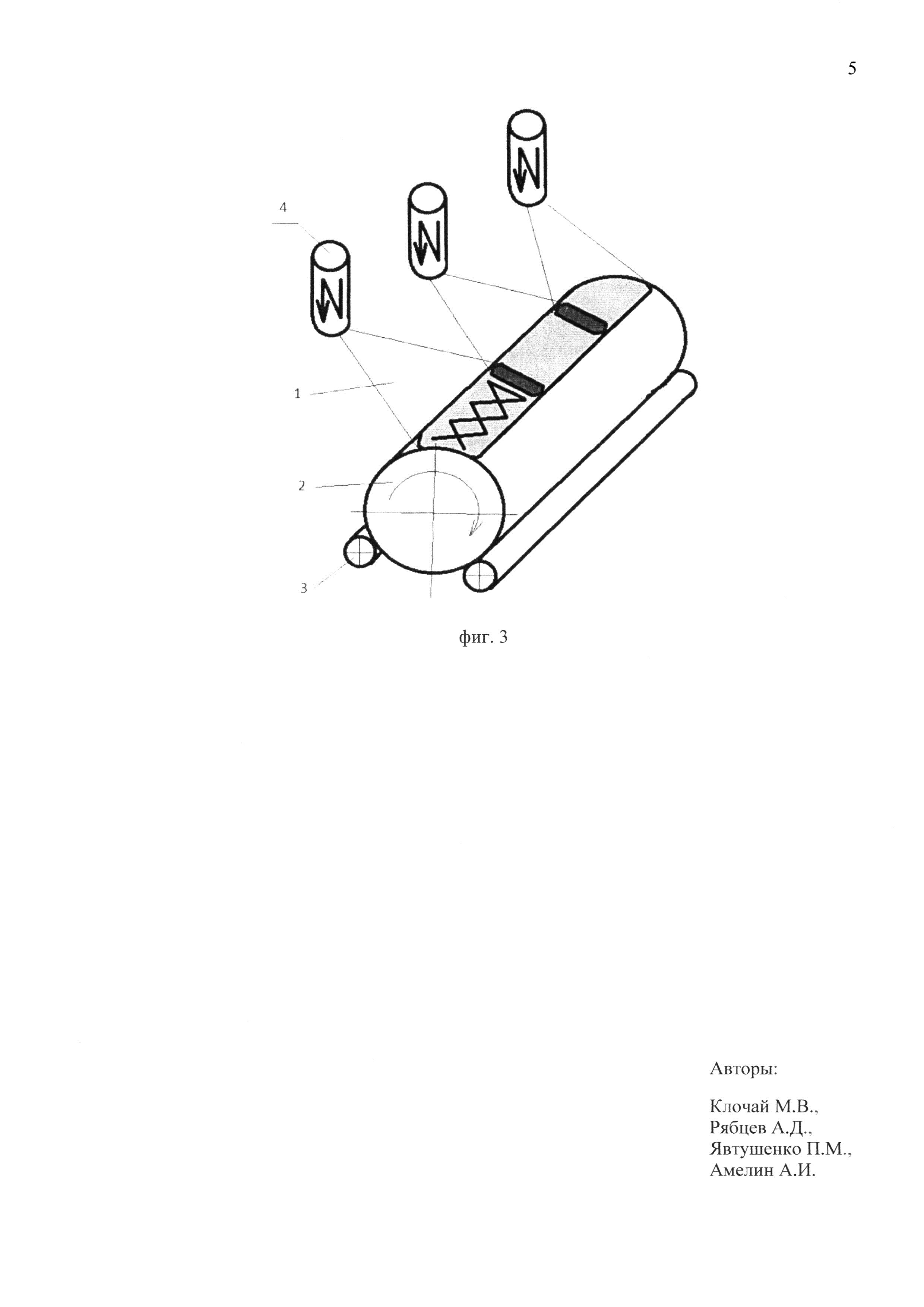
Оплавление слитков жаропрочных сплавов осуществляли следующим образом. На поверхность слитка (2), который вращается вокруг горизонтальной оси с помощью технологического оборудования (3), направляли электронные лучи (1). Лучи расфокусировали и проводили сканирование в продольной и поперечной координатах относительно горизонтальной оси слитка. Поверхностный слой слитка за несколько оборотов нагревали электронными лучами до температуры 600-800°С. Далее прекращали сканирование электронных лучей в поперечной координате относительно оси слитка, фокусировали их и проводили сканирование только в продольной координате в виде удлиненного овала (фиг. 2). Лучи фокусировались удовлетворительно, размер фокальных пятен составил 10-20 мм. Поверхностный слой расплавляли по всей длине фокальных пятен, слиток вращали вокруг его горизонтальной оси, в результате чего происходило полное оплавление поверхностного слоя. После завершения процесса оплавления электронными лучами вновь проводили сканирование в продольной и поперечной координатах относительно горизонтальной оси слитка (фиг. 3) в течение одного оборота слитка, причем мощность электронно-лучевого нагрева составляет 20-30% от таковой при оплавлении.
После оплавления получали поверхность слитков чистую, гладкую, с шероховатостью в пределах 3-4 классов при волнистости поверхности соответственно равной 0,2-0,6 мм и отсутствии трещин.
Таким образом, данный метод позволяет оплавлять боковую поверхность слитков жаропрочных сплавов без образования трещин.
Предлагаемый способ поясняется рисунками:
- фиг. 1 - схема предварительного нагрева поверхности слитков жаропрочных сплавов;
- фиг. 2 - схема оплавления слитков жаропрочных сплавов;
- фиг. 3 - схема нагрева поверхности слитков жаропрочных сплавов после оплавления.
Способ электронно-лучевого оплавления боковой поверхности слитков жаропрочных сплавов, включающий предварительный нагрев сканирующими электронными лучами поверхности слитка до температуры 600-800°С, формирование ванны жидкого металла вдоль его образующей и вращение слитка вокруг его горизонтальной оси, отличающийся тем, что после завершения оплавления осуществляют нагрев поверхности слитка сканирующими электронными лучами в течение одного оборота слитка, причем мощность электронно-лучевого нагрева составляет 20-30% от таковой при оплавлении.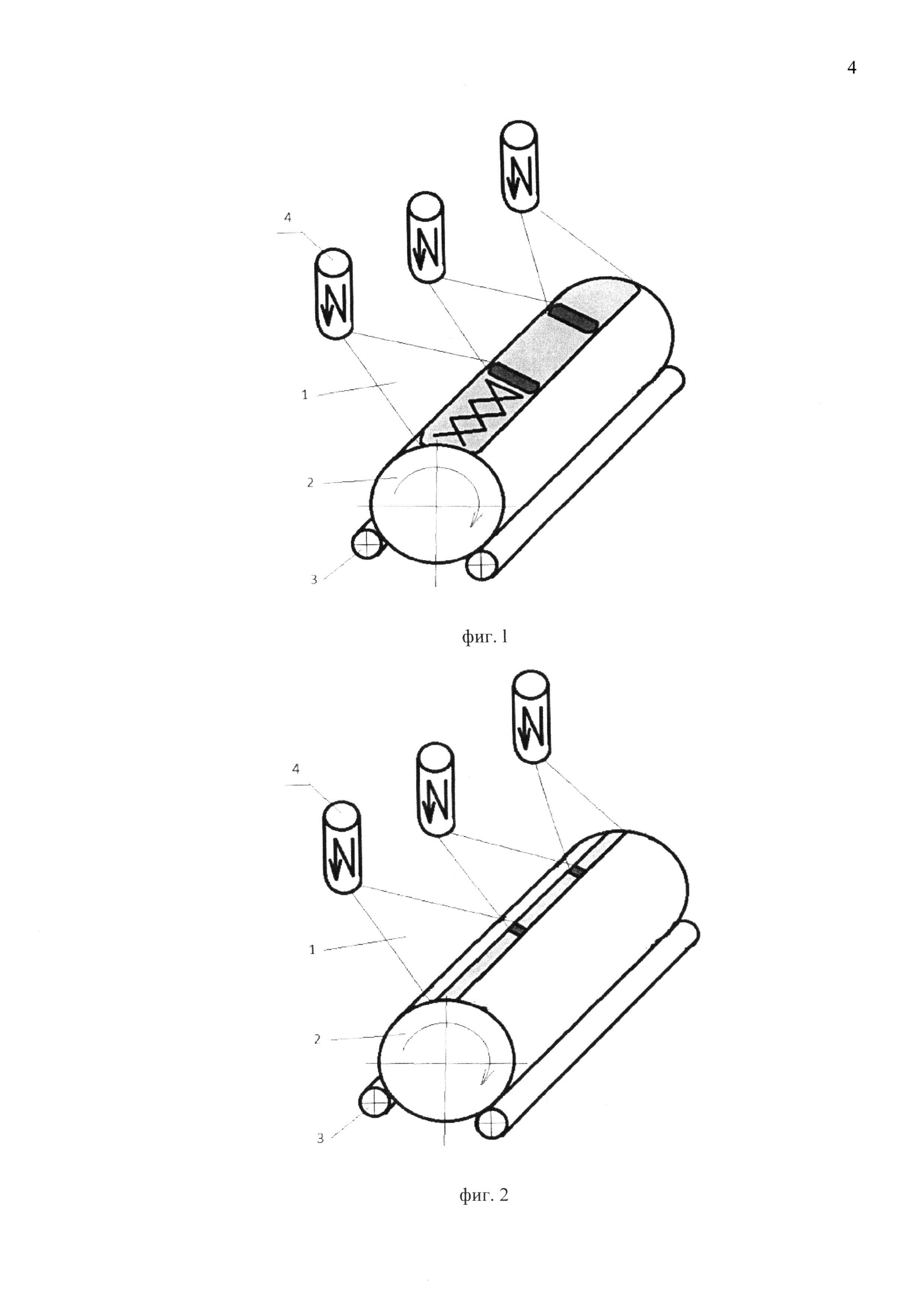
Разливочное устройство для разливки металла из промковша в изложницы
Способ легирования титана углеродными нанотрубками при камерном электрошлаковом переплаве (кэшп)
Способ вакуумной термической дегазации гранул жаропрочных, титановых сплавов и сталей в подвижном слое и устройство
Способ получения расходуемого электрода для вакуумно-дугового переплава для точного легирования
Устройство для защиты струи металла при верховой разливке в цилиндрическую изложницу
Способ выплавки слитков титан- и борсодержащих марок стали методом электрошлакового переплава
Способ легирования титана углеродными нанотрубками при камерном электрошлаковом переплаве (кэшп)
Способ вакуумной термической дегазации гранул жаропрочных, титановых сплавов и сталей в подвижном слое и устройство

