Способ изготовления объемных тонкостенных деталей из композиционных материалов
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к изготовлению формованием тонкостенных деталей из композиционных материалов для автомобильной, судостроительной, аэрокосмической и других отраслей промышленности и может быть использовано при изготовлении кузовов автомобильных прицепов, корпусов лодок, яхт, летательных аппаратов.
В настоящее время большинство крупногабаритных тонкостенных деталей из композиционных материалов изготавливают способами контактного формования (см., И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр. 130-135).
При формовании производят выкладку пропитанного связующим исходного материала на поверхность матрицы и отверждение полученной детали.
Применяемые для формования матрицы должны изготавливаться из материала, обладающего достаточной жесткостью и обеспечивающего получение необходимой геометрии детали.
Поверхность матрицы должна быть такой, чтобы отформованную деталь можно было извлекать без большого усилия.
Известен способ изготовления детали (сферической заглушки с фланцем для сопла ракетного двигателя) методом контактного формования, включающий выкраивание заготовок из пропитываемого связующим тканого материала, послойную выкладку заготовок на соответствующую конфигурации оболочки поверхность стальной матрицы до получения пакета требуемой толщины, отверждение и снятие полученной детали с матрицы (патент РФ №2459105).
Формование на матрице обеспечивает получение детали, внутренняя поверхность которой воспроизводит форму наружной поверхности матрицы.
Известен также способ изготовления детали (разрушаемой крышки пусковой трубы), содержащей сферический сегмент (патент РФ №2624384).
Формование детали выполняют в ответной базовой матрице из материала идентичного материалу детали оболочки.
Формование в базовой матрице обеспечивает получение детали, наружная поверхность которой точно воспроизводит форму внутренней поверхности матрицы.
Этими способами с применением несложных конструкций матриц можно изготавливать достаточно прочные детали простой конфигурации.
Для изготовления тонкостенных деталей сложной конфигурации необходимо применять матрицы, изготовленные по специальной технологии.
Матрица (оснастка) из полимерного композиционного материала, снабженная ребрами жесткости, может быть отформована на поверхности предварительно изготовленной мастер-модели, являющейся прототипом конечного изделия (патент РФ №2622924).
Матрица (форма) для контактного формования деталей из слоистых полимерных композиционных материалов, может быть отформована на поверхности предварительно изготовленной эталонной детали (патент РФ №2309044).
Однако приведенные способы изготовления деталей методом контактного формования с применением данных конструкций матриц не позволяют изготавливать детали со сложными поверхностями а также с аэродинамическими поверхностями.
Известен способ изготовления детали оболочки (воздухозаборника летательного аппарата) из слоистых полимерных композиционных материалов, при котором на эталонном воздухозаборнике методом контактного формования изготавливают матрицу (форму) с рабочими поверхностями, затем после съема матрицы, на ее рабочих поверхностях формуют воздухозаборник (патент РФ №2351471), являющийся наиболее близким аналогом предлагаемого технического решения.
Известный способ позволяет изготавливать детали с достаточно сложными поверхностями, а также с аэродинамическими поверхностями.
Однако этот способ трудоемок и требует значительных затрат, что связано с необходимостью предварительного изготовления эталонного воздухозаборника и проведения дополнительных операций по съему полученной матрицы с эталонного воздухозаборника.
Кроме того, процессы извлечения изготовленной детали из матрицы затруднены, количество съемов изготовленных деталей ограничено из-за возможного нарушения рабочей поверхности матрицы.
Использование матрицы из композиционных материалов приводит к пониженной ремонтопригодности, так как при локальном повреждения поверхности матрицы необходим дорогостоящий ремонт.
Данный способ не достаточно технологичен и в ряде случаев использование способа может приводить к недостаточно высокому качеству поверхности изготовленных крупногабаритных тонкостенных деталей из композиционных материалов.
Технической проблемой, на решение которой направлено заявляемое изобретение является повышение технологичности процесса изготовления крупногабаритных тонкостенных деталей из композиционных материалов методом контактного формования.
Технический результат, который получен при решении технической проблемы, заключается в повышении качества поверхности крупногабаритных тонкостенных деталей из композиционных материалов.
Технический результат достигается тем, что в способе изготовления объемных тонкостенных деталей из композиционных материалов методом контактного формования, включающем выкраивание заготовок из пропитываемого связующим тканого материала, выкладку заготовок на соответствующую конфигурации детали поверхность матрицы до получения пакета требуемой толщины, отверждение и снятие полученной детали с матрицы, для выкладки используют матрицу, выполненную в виде жесткого формообразующего каркаса, облицованного металлическими листами, устанавливаемыми на каркас встык по своим краям, при этом на рабочую поверхность металлических листов матрицы наносят антиадгезионный слой и слой гелькоута, производят выкладку заготовок и отверждение, затем снимают отвержденный пакет композиционного материала вместе с металлическими листами с каркаса матрицы, после чего последовательно отделяют металлические листы от поверхности полученной детали.
Использование при изготовлении тонкостенных деталей матрицы, выполненной в виде жесткого формообразующего каркаса, облицованного металлическими листами, устанавливаемыми на каркас встык по своим краям, позволяет исключить необходимость изготовления дорогостоящей мастер-модели, которая в данном случае заменена спроектированной виртуальной 3Д моделью, на которой производится выкройка составляющих участков поверхности детали, с последующей выкройкой металлических листов матрицы, контур которых соответствует контуру составляющих участков поверхности детали.
Использование в предлагаемом способе такой конструкции матрицы позволяет также изготавливать детали аэродинамической формы с отрицательными углами образующих поверхностей, что невозможно при использовании известных конструкций матриц.
При этом аналогом предложенной для использования в предлагаемом способе конструкции матрицы может быть матрица (формовочная оснастка) из полимерного композиционного материала для контактного формования изделий объемной формы, которая может быть изготовлена без применения мастер-модели или эталонной детали (см., патент РФ №2188126).
Матрица по данному патенту выполнена в виде стеклопластиковой формообразующей обечайки, закрепленной на стеклопластиковом каркасе.
При изготовлении матрицы на жестком основании закрепляют набор ребер из жесткого листового материала с заданными интервалами, затем по контуру ребер образованного каркаса закрепляют заготовки из жесткого листового материала, из которых составляется формообразующая обечайка матрицы.
Часть заготовок изготавливают, соответствующими плоским участкам поверхности оболочки, которую нужно изготовить, другую часть заготовок изготавливают, соответствующими участкам сопряжения плоских участков оболочки.
Использование предлагаемой матрицы, рабочая поверхность которой состоит из гладких металлических листов, по сравнению с известной матрицей, рабочая поверхность которой состоит из листов, выполненных из композиционного материала, значительно облегчает процесс съема изготовленной детали с матрицы.
Нанесение на рабочую поверхность металлических листов матрицы антиадгезионного слоя, перед выкладкой заготовок стеклоткани, позволяет облегчить процесс отделения металлических листов от поверхности изготовленной детали за счет уменьшения усилия сцепления поверхностей металлических листов и детали после отверждения композиционного материала.
Нанесение, слоев гелькоута на адгезионный слой, нанесенный перед этим на металлические листы, позволяет получить глянцевую цветную наружную поверхность детали и придать ей надлежащий товарный вид, после отделения от нее металлических листов матрицы, и исключить необходимость последующей покраски детали.
Снятие отвержденной детали из композиционного материала вместе с металлическими листами с каркаса матрицы позволяет гарантированно избежать повреждений поверхности, как изготовленной детали, так и металлических листов, в виде царапин и т.п. за счет исключения смещения металлических листов относительно друг друга.
Отделение металлических листов матрицы от поверхности полученной детали после снятия пакета композиционного материала с каркаса матрицы позволяет полностью исключить возможность повреждения поверхности детали, так как при этом металлические листы с детали можно снимать последовательно и с максимальной осторожностью, избегая взаимодействия кромок листов, как между собой, так и с поверхностью изготовленной детали.
Сущность способа поясняется рисунками.
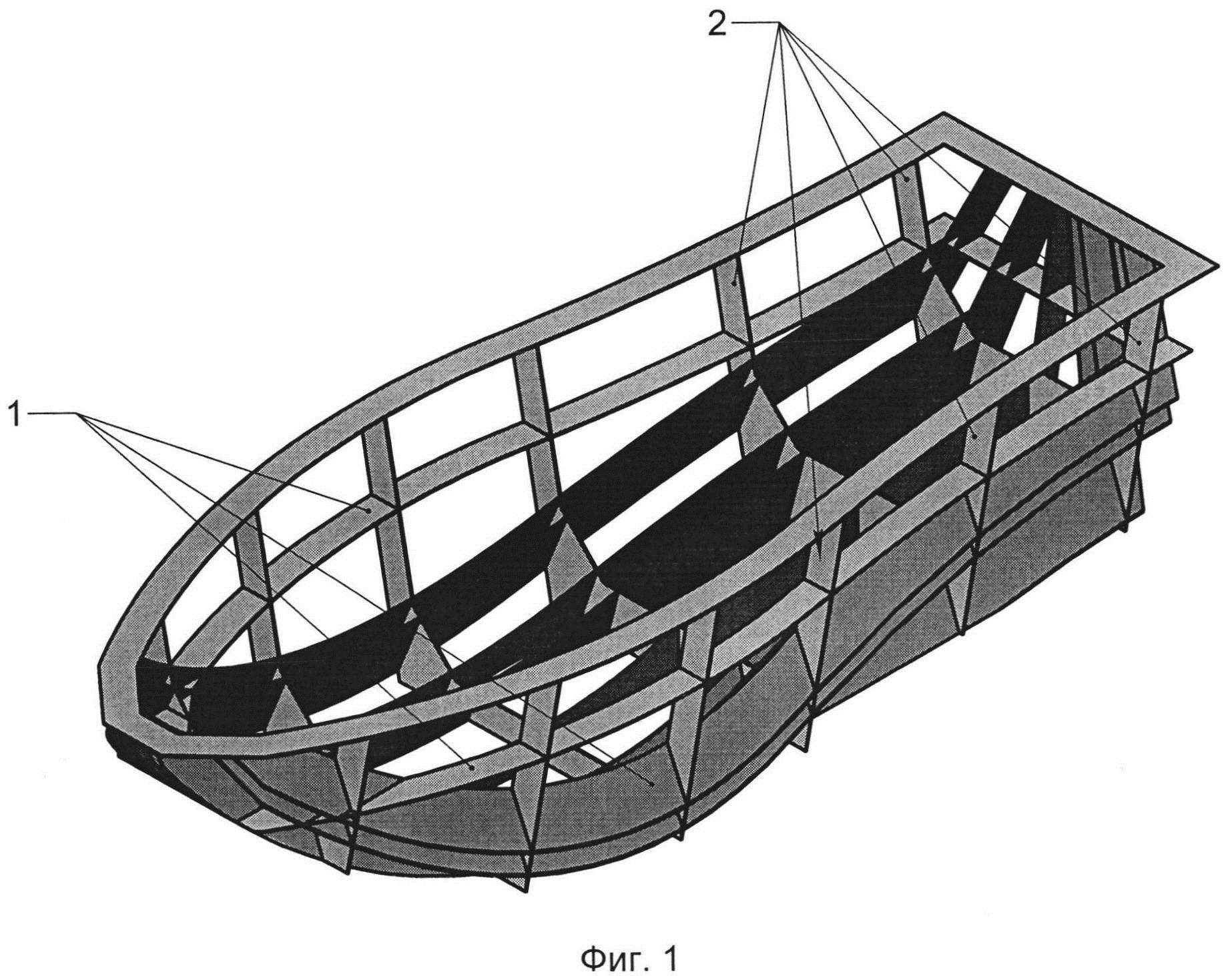
На фиг. 1 показан формообразующий каркас матрицы.
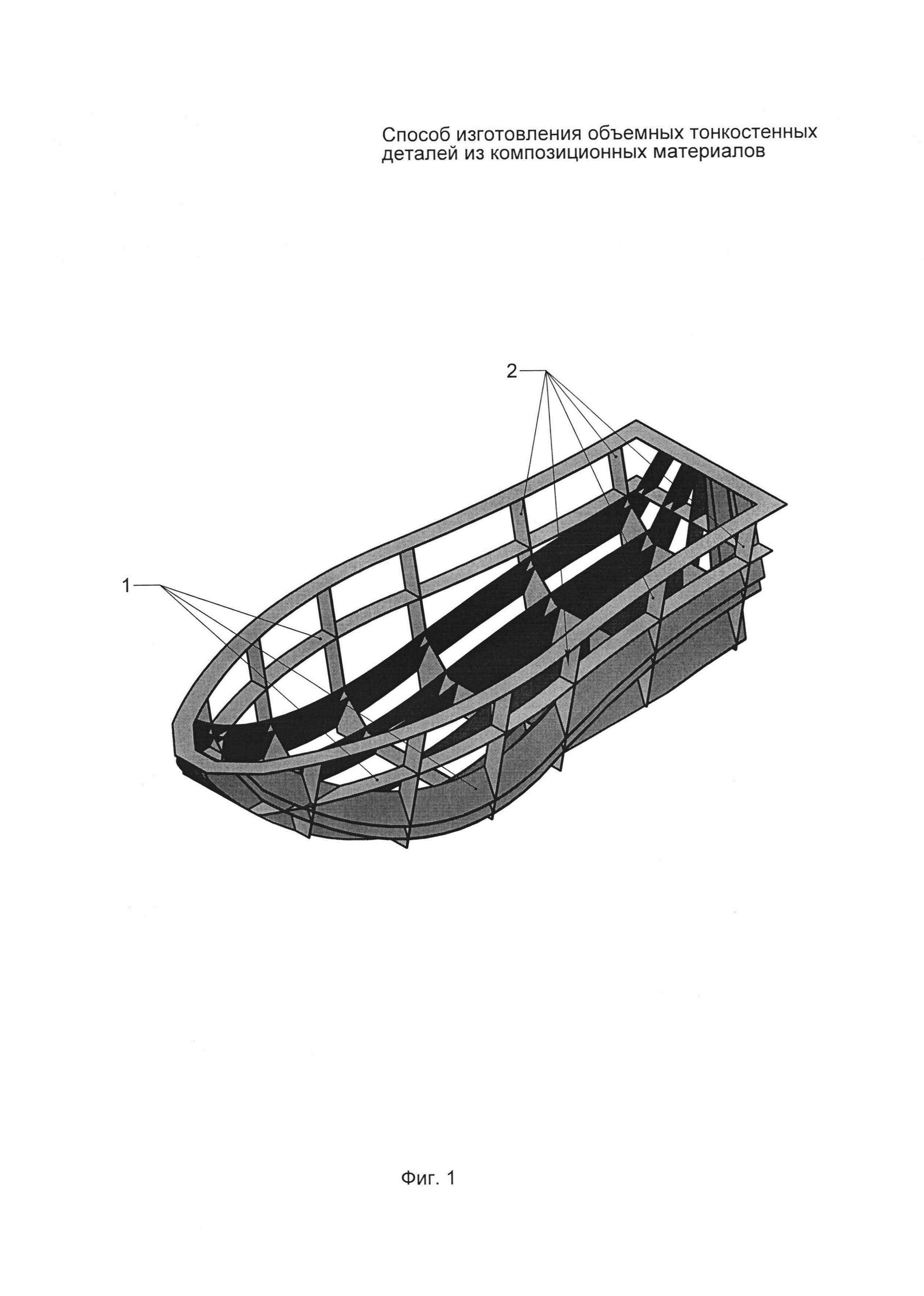
На фиг. 2 показаны металлические листы матрицы.
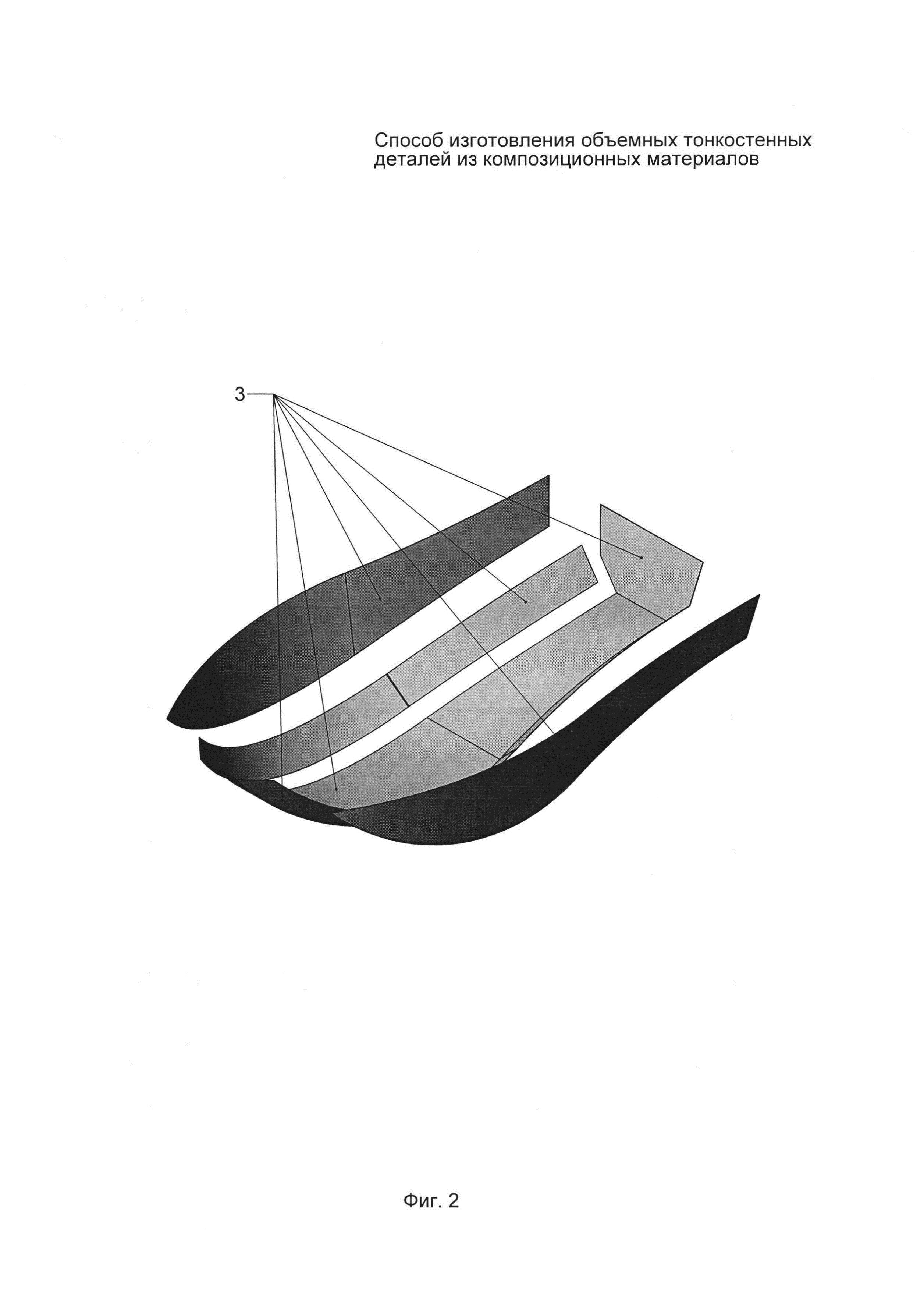
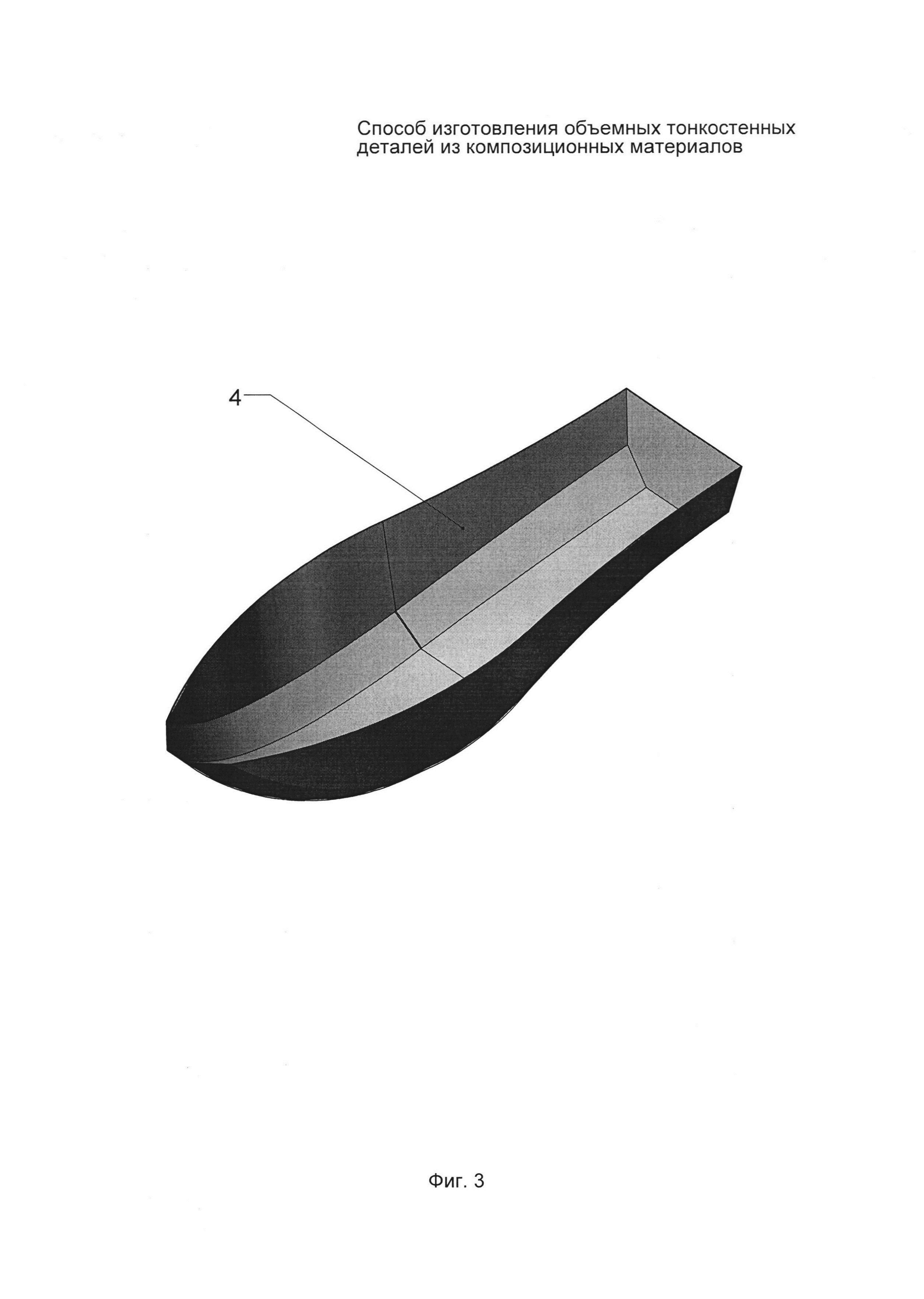
На фиг. 3 показана изготовленная деталь.
Способ изготовления крупногабаритных тонкостенных деталей из композиционных материалов заключается в следующем.
На специально изготовленном стапеле производят сборку жесткого формообразующего каркаса матрицы из продольных 1 и поперечных 2 профилированных металлических (стальных) пластин, посредством предусмотренных пазовых соединений, при помощи уголков, пластин, герметика.
Полученный формообразующий каркас облицовывают металлическими (стальными) листами 3, устанавливаемыми на каркас встык по своим краям, при этом листы 3 фиксируются на каркасе за счет упругого натяга (упругой подпорки краев листов).
Для изготовления набора пластин 1,2, и набора металлических листов 3 используется спроектированная виртуальная 3Д модель подлежащей изготовлению детали, на которой производится выкройка составляющих участков поверхности детали, с последующей выкройкой пластин 1,2, металлических листов 3 матрицы, размеры, профиль и контур которых соответствуют контуру составляющих участков поверхности детали.
Собранная конструкция представляет собой жесткую монолитную матрицу (форму), включающую несущий формообразующий каркас и обечайку для выкладки композиционного материала.
На собранной матрице производят подготовку рабочей поверхности металлических листов 3 для последующей выкладки на них заготовок стеклоткани.
При этом производят обезжиривание рабочей поверхности металлических листов 3 матрицы.
На обезжиренную поверхность наносят слой антиадгезионного состава.
На антиадгезионный слой, нанесенный на рабочую поверхность металлических листов 3 матрицы, наносят слой гелькоута.
На слой гелькоута наносят слой связующего холодного отверждения (эпоксидного компаунда).
Из тканого материала (стеклоткани) выкраивают ряд заготовок требуемой конфигурации и размера.
Послойно выкладывают заготовки, при этом каждую выложенную заготовку пропитывают связующим.
Послойную выкладку заготовок производят до получения пакета требуемой толщины.
После чего осуществляют отверждение полученного пакета при комнатной температуре.
Снимают отвержденную деталь из композиционного материала вместе с металлическими листами 3 с каркаса матрицы.
После чего отделяют последовательно металлические листы 3 от поверхности полученной детали 4.
Изготовленная тонкостенная деталь проверяется на соответствие требуемым параметрам.
Металлические листы 3, после осмотра рабочей поверхности, снова устанавливаются на формообразующей каркас для последующей эксплуатации матрицы.
Осуществление способа с использованием матрицы, выполненной в виде жесткого формообразующего каркаса, облицованного металлическими листами, позволяет обеспечить многократное снятие с матрицы изготовленных деталей без повреждения и деформации поверхностей.
Обеспечивается кардинальное увеличение количества съемов деталей без потери качества, по сравнению с матрицами из композиционных материалов, так как металл значительно прочнее пластика.
Предлагаемый способ наиболее походит для серийного производства за счет увеличенного количества съемов изготовленных деталей.
Обеспечивается улучшенная ремонтопригодность (в случае локального механического повреждения поверхности одного из металлических листов, он просто может быть заменен на новый), то есть отсутствует необходимость дорогостоящего ремонта поверхности матрицы, как в случае использования матрицы из композиционного материала.
Предлагаемое изобретение позволяет повысить качество изготовления из композиционных материалов крупногабаритных тонкостенных деталей сложной конфигурации, а также с аэродинамическими поверхностями.
Способ изготовления объемных тонкостенных деталей из композиционных материалов методом контактного формования, включающий выкраивание заготовок из пропитываемого связующим тканого материала, выкладку заготовок на соответствующую конфигурации детали поверхность матрицы до получения пакета требуемой толщины, отверждение и снятие полученной детали с матрицы, отличающийся тем, что для выкладки используют матрицу, выполненную в виде жесткого формообразующего каркаса, облицованного металлическими листами, устанавливаемыми на каркас встык по своим краям, при этом на рабочую поверхность металлических листов матрицы наносят антиадгезионный слой и слой гелькоута, производят выкладку заготовок и отверждение, затем снимают отвержденный пакет композиционного материала вместе с металлическими листами с каркаса матрицы, после чего последовательно отделяют металлические листы от поверхности полученной детали.