Результат интеллектуальной деятельности: Способ нанесения антифрикционного слоя (варианты)
Вид РИД
Изобретение
Изобретение относится к нанесению антифрикционного слоя на металлические поверхности, например, опорных, в том числе, (радиальных) колодок и подшипников.
Из уровня техники известен документ RU 2294398, С23С 28/00, опубл. 27.02.2007 из которого известен способ, который включает плазменное напыление адгезионного металлического подслоя и последующее формирование слоя фторопласта с его оплавлением. Плазменное напыление адгезионного подслоя осуществляют при силе тока 90-110 А, напряжении 30-45 В с последующей его термической обработкой при температуре 650-800°С. Оплавление фторопластового покрытия проводят при температуре 250-270°С в течение 3-5 часов. Напыляют адгезионный подслой на основе медно-цинкового сплава. Защитное покрытие получают на поверхности алюминиевого сплава или углеродистой стали.
Недостатком данного способа является, высокая стоимость установки газоплазменного напыления, слишком мелкая фракция зерна, это до 220-240 микрон, что в свою очередь не обеспечивает, необходимую адгезию полимерного антифрикционного слоя с бронза-никелевым подслоем. Оптимальным размером зерна является 550-600 микрон.
Из уровня техники известен документ 2005130482/11, 03.03.2004. Изобретение относится к подшипникам, пластиковым материалам подшипников и способам их получения. Подшипник содержит слой материала подложки, пористый слой, расположенный на слое подложки, и слой экструдированного материала подшипника, размещенный посредством пропитки в пористом слое и имеющий сплошную затвердевшую структуру, включающую сплошную политетрафторэтиленовую матрицу и раздельные частицы материала добавки, при этом слой материала подшипника имеет часть пористого слоя. Также заявлен пластиковый материал подшипника, который включает экструдированную неспеченную ленту или полосу, предназначенную для пропитки в пористом слое, расположенном на материале подложки, и включающий политетрафторэтиленовую матрицу и раздельные частицы материала добавки.
При данной технологии, полимерный материал в виде пластины или ленты, изготавливается способом экструзии. При экструзии полимера, давление составляет не более 15 кг.с/см2. Что не обеспечивает полное и равномерное спрессовывание полимерных пластин. Они имеют поры и микротрещины. И это негативно сказывается на несущей способности подшипника и его износостойкости.
Во всех известных методах нанесения бронзо-никеля, методом электродугового напыления (металлизации), напыляемая деталь, маленького габарита, жестко закреплена неподвижно, а металлизатор в ручную двигается относительно поверхности детали.
Предложенный способ литья пластин под давлением, в пресс-форме, при давлении 130 кг.с\см2, исключает образование пор и микротрещин, что в свою очередь увеличивает несущую способность не менее чем, на 40% и износостойкость не менее чем, на 50%.
Технический результат заключается в нанесении слоя трения на металлическую деталь, что обеспечивает более высокий предел перегрузок в подшипнике при переходных процессах, перекосах и вибрационных перегрузок.
Технически результат достигается за счет того, что способ нанесения антифрикционного слоя на металлическую деталь, характеризуется тем, что металлическую деталь устанавливают на магнитный диск диаметром 300 мм, который вращают со скоростью 50-52 оборотов в минуту, разогревают до 180-200°С металлическую поверхность детали, предварительно обработанную колотой дробью фракции 1,5-1,8 мм и доведенную до шероховатости не менее 4,5 мкм, и с помощью электродугового металлизатора, перемещаемого в вертикальной плоскости со скоростью 500 мм в минуту, наносят первый слой бронза-никель с зернистостью до 200 мкм и толщиной слоя 0,2-0,3 мм при силе тока 220 А и давлении воздуха 40 бар проволокой с диаметром 2 мм при расстоянии от дуги до металлической поверхности 100-120 мм, и затем наносят второй слой бронза-никель с зернистостью 500-600 мкм и толщиной слоя 0,5-0,8 мм при силе тока 280 А, давлении 15 бар проволокой с диаметром 2,2 мм, причем второй слой бронза-никель наносят при одновременной продувке инертным газом под давлением 10 бар, после чего наносят слой из антифрикционного материала на основе полиэфирэфиркетона толщиной 1,0-1,2 мм.
Способ нанесения антифрикционного слоя на металлическую деталь, характеризуется тем, что устанавливают металлическую деталь на поворотный стол с диаметром 550 мм, которому сообщают возвратно-поступательное вращение на 180 градусов происходит со скоростью 1500 мм в минуту, разогревают до 180-200°С металлическую поверхность детали, предварительно обработанную колотой дробью фракции 1,5-1,8 мм и доведенную до шероховатости не менее 4,5 мкм, и с помощью электродугового металлизатора, перемещаемого в вертикальной плоскости со скоростью 120 мм в минуту, на металлическую поверхность наносят первый слой бронза-никель с зернистостью до 200 микронов и толщиной слоя 0,2-0,3 мм при силе тока 220 А, давлении воздуха 40 бар проволокой с диаметром 2 мм при расстоянии от дуги до металлической поверхности 100-120 мм, и затем наносят второй слой бронза-никель с зернистостью 500-600 мкм и толщиной слоя 0,5-0,8 мм при силе тока 280 А и давление 15 бар проволокой с диаметром 2,2 мм, причем второй слой бронза-никель наносят при одновременной продувке инертным газом под давлением 10 бар, после чего наносят слой из антифрикционного материала на основе полиэфирэфиркетона толщиной 1,0-1,2 мм.
Упорные колодки устанавливаются на магнитный диск, диаметром 300 мм, при этом вращение диска происходит со скоростью 50-52 оборотов в минуту, скорость перемещения металлизатора в горизонтальной плоскости относительно вращающегося диска 500 мм в 1 минуту.
На металлическую поверхность колодки, разогретой до 180-200 градусов и предварительно обработанную колотой дробью, фракция 1,5-1,8 мм, и доведенной до шероховатости не менее 4,5 мкм, наносится первый слой бронзо-никеля, электродуговым металлизатором, с зернистостью до 200 микронов, толщина слоя 0.2-0.3 мм, шероховатость 4-5 мкм, сила тока 220 ампер, давление воздуха 40 бар., диаметр проволоки 2 мм., расстояние от дуги до поверхности металла 100-120 мм, затем наносится второй слой бронзо-никеля с зернистостью 500-600 микрон, толщина слоя 0.5-0.8 мм, при этом сила тока 280 ампер, давление 15 бар, диаметр проволоки 2.2 мм, при нанесении второго бронзо-никелевого слоя, одновременно производится продувка инертным газом под давление 10 бар., для устранения окиси. Данная технология предназначена для металлизации ровных поверхностей.
В другом варианте исполнения изобретения опорные колодки или подшипники, устанавливаются в другую установку, на поворотный стол, диаметром 550 мм, возвратно-поступательное вращение стола на 180 градусов происходит со скоростью 1500 мм в минуту, скорость перемещения металлизатора, в вертикальной плоскости 120 мм в минуту, на металлическую поверхность, разогретой до 180-200 градусов и предварительно обработанную колотой дробью, фракция которой составляет 1,5-1,8 мм, и доведенная до шероховатости не менее 4,5 мкм, наносится первый слой бронзо-никеля, электродуговым металлизатором, с зернистостью до 200 микронов, толщина слоя 0.2-0.3 мм, при этом сила тока 220 ампер, давление воздуха 40 бар., диаметр проволоки 2 мм., расстояние от дуги до поверхности металла 100-120 мм, затем наносится второй слой бронзо-никеля с зернистостью 500-600 микрон, толщина слоя 0.5-0.8 мм, при силе тока 280 ампер, давление 15 бар, диаметр проволоки 2.2 мм, при нанесении бронзо-никелевого слоев, одновременно производится продувка инертным газом под давление 10 бар, для устранения окиси. Данная технология предназначена для металлизации радиальных поверхностей (внутренняя или наружная часть трубы).
После чего в обоих случаях наносится антифрикционный слой трения, на основе полиэфирэфиркетона.
На первом этапе производится отливка, методом литья под давлением, пластин толщиной 2.2 мм., по размеру и геометрии колодки или подшипника, в литьевой форме под давлением 130 кг,с\см. температура расплава 430 градусов. Скорость впрыска 120 мм 3 в секунду. Температура пресс-формы 250°С.
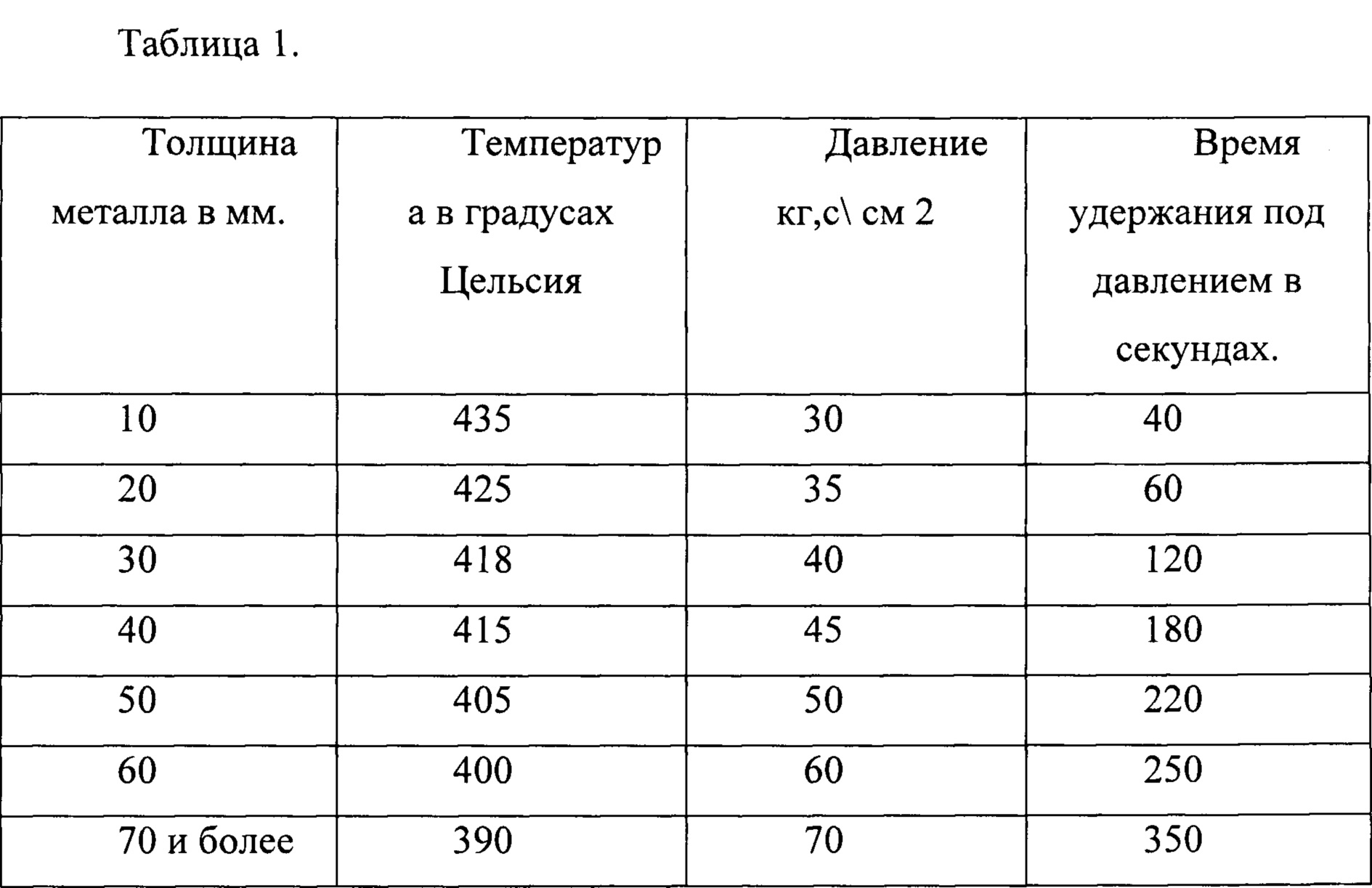
Колодка или подшипник нагревается индукционным нагревателем, до температуры от 390 до 435 градусов, в зависимости от толщины металла. Чем тоньше металл, тем ниже температура.
Данные приведены в таблице 1.

Толщина слоя трения из антифрикционного материала на основе полиэфирэфиркетона (РЕЕК), составляет 1,0-1,2 мм. Только такая толщина обеспечивает отвод тепла в зоне трения.
Колодка или подшипник устанавливается в матрицу (постель), изготовленную по ее габаритам, в горизонтальном положении, предварительно прогретую до температуры 390-435° С. На шток пресса устанавливается пуансон с калибром и задавливает антифрикционный материал на слой бронзо-никеля. Сама пластина из полиэфирэфиркетона, для избежания трещин, предварительно нагревается до температуры 180-200 градусов.
Деталь закреплена на магнитной установке, движется в горизонтальной плоскости, при помощи механизма с серво-приводом, а металлизатор, закрепленный на площадке, которая в свою очередь, закреплена на шарико-винтовой паре, приводимой в движение мотор-редуктором, движется в вертикальной плоскости. При этом процесс повторяется несколько раз, при изменяющейся силе тока, скорости подачи проволоки и давления воздуха. Что в свою очередь обеспечивает разную величину зерна, в каждом нанесенном слое.
Способ нанесения антифрикционного слоя на металлическую деталь
Способ нанесения антифрикционного слоя на металлическую деталь

