Результат интеллектуальной деятельности: РАСХОДНЫЙ КАРТРИДЖ ДЛЯ СИСТЕМЫ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ
Вид РИД
Изобретение
[0001] Изобретение в целом относится к технологии систем и процессов плазменно-дуговой резки. В частности, изобретение относится к способам и устройствам для упрощения, оптимизации и сокращения времени и стоимости резки посредством усовершенствованных расходных картриджей.
УРОВЕНЬ ТЕХНИКИ
[0002] Плазменно-дуговые горелки широко используются при резке и маркировке материалов. Плазменная горелка обычно включает в себя эмиттер электрической дуги (например, электрод), констриктор электрической дуги, или сужающий элемент (например, сопло), имеющий центральное выходное отверстие, установленное в пределах корпуса горелки, электрические соединения, каналы для охлаждения, и каналы для текучих сред управления электрической дугой (например, плазменный газ). Горелка производит суженную струю ионизированного газа с высокой температурой и большим импульсом. Газы, используемые в горелке, могут быть нереактивными (например, аргон или азот), или реактивными (например, кислород или воздух). Во время работы, вспомогательная электрическая дуга вначале создается между эмиттером электрической дуги (катод) и констриктором электрической дуги (анод). Вспомогательная электрическая дуга может быть создана посредством высокочастотного высоковольтного сигнала, связанного с источником электропитания постоянного тока и горелкой, или посредством любого из разнообразных способов контактного запуска.
[0003] Известные расходные детали проявляют множество недостатков, и до, и во время операции резки. Перед операцией резки, выбор и установка правильного набора расходных деталей для конкретной задачи резки могут быть обременительными и отнимающими много времени. Операторы должны выбирать из большого списка различных компонентов, которые должны быть отобраны и соответственно спарены для эффективной работы. Во время работы, применяемые расходные детали привносят функциональные проблемы, такие как невозможность эффективно рассеивать и отводить тепло от наконечника горелки и от компонентов, и невозможность поддерживать надлежащую ориентацию и зазоры расходных деталей. Кроме того, применяемые расходные детали включают в себя значительные количества дорогостоящих материалов, таких как Медь и/или Vespel™, что приводит к существенным производственным затратам и препятствует широкой их коммерциализации, производству и адаптации. Таким образом, необходима новая и улучшенная расходная платформа, которая снизила бы производственные затраты, уменьшила бы количество деталей, и/или требуемый список деталей, улучшила бы рабочие параметры системы (например, увеличила бы теплопроводность и улучшила бы ориентацию компонентов изнутри), и облегчила бы монтаж и использование расходных деталей конечными пользователями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Настоящее изобретение предоставляет один или несколько эффективных по затратам конструкций картриджа, которые позволяют снизить производственные затраты, облегчить производство и коммерциализацию картриджей, улучшить монтаж и облегчить их использование потребителями, и улучшить рабочие параметры системы. В некоторых вариантах реализации, различные традиционные расходные компоненты (например, вихревое кольцо, сопло, экран, прижимной колпачок, и компоненты электрода) перепроектированы. В некоторых вариантах реализации созданы новые компоненты (например, электродная муфта, блокирующее кольцо, и/или граничный изолятор). В некоторых вариантах реализации, обычное вихревое кольцо заменено другим элементом в пределах корпуса горелки, который обеспечивает завихрение газового потока в пределах корпуса горелки (например, характерный элемент для завихрений, имеющий проточные отверстия непосредственно в корпусе сопла). В некоторых вариантах реализации, экран сопла электрически изолирован от сопла (например, посредством использования анодированного алюминия и/или пластика).
[0005] В некоторых вариантах реализации, каждый картридж содержит один или несколько следующих расходных компонентов: каркас, или корпус, имеющий одну или несколько секций; эмиттер электрической дуги (например, электрод); констриктор электрической дуги, или сужающий электрическую дугу элемент (например, сопло); характерный элемент для обеспечения завихрения газа в пределах плазменной горелки (например, характерный элемент для завихрений, встроенный в сопло, вихревое кольцо, или другой характерный элемент для завихрений); экран (например, экран сопла, который электрически изолирован с использованием алюминия, анодированного алюминия и/или пластикового материала); эмитирующий элемент (например, гафниевый эмиттер); и/или концевой колпачок. В некоторых вариантах реализации, картридж включает в себя по существу медный участок (например, внутренний сердечник, выполненный приблизительно на 80%, предпочтительно - выше 90%, из чистой меди, или из медного сплава) и по существу не медный участок (например, внешний для внутреннего сердечника не медный участок). В некоторых вариантах реализации, картридж может быть использован в портативной системе плазменной резки и/или в системе механизированной плазменной резки.
[0006] В некоторых вариантах реализации, картридж имеет упругий элемент, такой как пружинный электрод, или пружинный пусковой механизм, прикрепленный к электроду, интегрированный непосредственно в картридж и спроектированный как не отделяемый от картриджа, или неразборный. Упругий элемент может быть физически связанным с каркасом и/или может быть сконфигурирован для пропускания управляющего тока от каркаса на эмиттер электрической дуги. Упругий элемент может смещать эмиттер электрической дуги в направлении вдоль оси упругого элемента, например, обеспечивая раздвигающую силу. В некоторых вариантах реализации, раздвигающая сила имеет величину, меньшую величины связывающей силы, скрепляющей картридж. В некоторых вариантах реализации, картридж не включает в себя пружинный или упругий элемент.
[0007] В некоторых вариантах реализации, картридж имеет усиленное охлаждение и улучшенные изоляционные возможности, сниженные затраты на производство и материалы, и/или улучшенные возможности для переработки, большую долговечность и улучшенные рабочие параметры. В некоторых вариантах реализации, картридж предоставляет расходные компоненты в одной интегрированной детали. В некоторых вариантах реализации, картридж допускает значительное сокращение времени сборки горелки (например, в 5-10 раз). В некоторых вариантах реализации, картридж гарантирует, что сопрягаемые, и/или дополнительные части всегда выбираются корректно для данной задачи резки посредством исключения необходимости для пользователя выбирать и собирать части в поле, допуская более простую идентификацию соответственных расходных компонентов для данной задачи резки и снижая вероятность ошибки оператора. В некоторых вариантах реализации, картридж расширяет возможности ориентации расходных деталей, и/или увеличивается зазор между ними, поскольку части картриджа монтируются в производственном помещении, тем самым, достигаются более жесткие допуски посадки, чем это возможно в данной технологии. В некоторых вариантах реализации, картридж улучшает рассеяние тепла и/или возможности передачи тепла. В некоторых вариантах реализации, тепло распространяется по существу в сторону от горелки, но не настолько, чтобы нагреть или расплавить пластиковые компоненты. В некоторых вариантах реализации, использование металла, помимо меди (например, в области вне внутреннего сердечника медных компонентов), способствует отводу тепла от горелки. В некоторых вариантах реализации, картридж позволяет предварительно выбрать определенные комбинации расходных деталей для конкретных задач резки.
[0008] В некоторых вариантах реализации, каркас картриджа включает в себя сильно теплопроводящий материал, например, алюминий, медь, или другой сильно проводящий металл. В некоторых вариантах реализации, каркас картриджа сформирован формовкой. В некоторых вариантах реализации первый конец каркаса картриджа и/или второй конец каркаса картриджа включает в себя резьбовую область, имеющую форму для взаимодействия с дополнительным компонентом. В некоторых вариантах реализации, экран, констриктор электрической дуги и каркас термически связаны. В некоторых вариантах реализации, внешняя поверхность каркаса имеет форму для соединения с прижимным колпачком. В некоторых вариантах реализации, картридж включает в себя экранный изолятор, соединенный с каркасом. В некоторых вариантах реализации, экранный изолятор напрессован на каркас.
[0009] В некоторых вариантах реализации, колпачок картриджа задает апертуру эмиттера электрической дуги и включает в себя поверхность уплотнения по текучей среде, расположенную по периметру апертуры эмиттера электрической дуги. В некоторых вариантах реализации, электрод содержит пружину. В некоторых вариантах реализации, колпачок картриджа простирается в пределах области основания суживающего электрическую дугу элемента до места вблизи набора вихревых отверстий. В некоторых вариантах реализации, основание суживающего электрическую дугу элемента сформировано формовкой. В некоторых вариантах реализации, прижимной колпачок присоединен к корпусу картриджа. В некоторых вариантах реализации, прижимной колпачок содержит пластик. В некоторых вариантах реализации, сужающий электрическую дугу элемент и электрод соединены с прижимным колпачком через основание сужающего электрическую дугу элемента.
[0010] В некоторых вариантах реализации, картридж включает в себя экран, соединенный с корпусом картриджа. В некоторых вариантах реализации, экран соединен с корпусом картриджа через экранный изолятор. В некоторых вариантах реализации, экранный изолятор напрессован на экран и/или на основание суживающего электрическую дугу элемента. В некоторых вариантах реализации, экранный изолятор является электрически изоляционным. В некоторых вариантах реализации, экранный изолятор является теплопроводящим. В некоторых вариантах реализации, экранный изолятор включает в себя анодированный алюминий. В некоторых вариантах реализации, вокруг участка электрода помещается муфта. В некоторых вариантах реализации, муфта включает в себя анодированный слой, сформированный для электрической изоляции электрода от основания суживающего электрическую дугу элемента. В некоторых вариантах реализации, муфта включает в себя набор поверхностей потока, сконфигурированных для облегчения протекания текучей среды в пределах плазменной горелки, например, для улучшения охлаждения.
[0011] В некоторых вариантах реализации, картридж (или расходный узел) включает в себя уплотнение, располагаемое в пределах колпачка-вставки. В некоторых вариантах реализации, картридж включает в себя прижимной колпачок, непосредственно соединенный с дивертором газового потока. В некоторых вариантах реализации, прижимной колпачок сформирован из пластика. В некоторых вариантах реализации, констриктор электрической дуги и эмитирующий элемент соединены с прижимным колпачком через вихревое кольцо. В некоторых вариантах реализации, экранный изолятор напрессован на экран и/или на дивертор газового потока. В некоторых вариантах реализации, экранный изолятор является электрически изолирующим. В некоторых вариантах реализации, экранный изолятор является теплопроводящим. В некоторых вариантах реализации, экранный изолятор включает в себя анодированный алюминий. В некоторых вариантах реализации, экран имеет отношение теплоемкости к току приблизительно в интервале 2-4 Вт/м-°K-A. В некоторых вариантах реализации, сборка картриджа, или расходный узел, включает в себя муфту, расположенную вокруг участка эмитирующего элемента. В некоторых вариантах реализации, муфта включает в себя анодированный слой, сформированный для электрической изоляции эмитирующего элемента от основания констриктора электрической дуги. В некоторых вариантах реализации, муфта включает в себя ряд поверхностей потока.
[0012] В некоторых вариантах реализации, картридж заменяется как блок. В некоторых вариантах реализации, длина эмитирующего элемента может быть отрегулирована для согласования со временем эксплуатации сопла, так, чтобы части картриджа достигали конца сроков их полезного использования приблизительно в одно и то же время. В некоторых вариантах реализации, качество резки может быть подобным тому, которое достигается с использованием данных расходных деталей. В некоторых вариантах реализации, расходный узел с картриджем включает в себя пружинный электрод, расположенный в пределах корпуса сопла, и устройство уплотнения, расположенное в пределах блокирующего кольца. Устройство уплотнения может быть сконфигурировано для соединения с плазменно-дуговой горелкой. Пружинный электрод может включать в себя кнопку, или контактный элемент, который находится в пределах корпуса электрода и соединен с пружиной, расположенной между контактным элементом и корпусом электрода. В некоторых вариантах реализации, муфты электрода могут иметь форму внешних концов (например, могут быть высверленными) для направления газового потока в пределах картриджа.
[0013] Кроме того, настоящее изобретение может значительно сократить производственные затраты. Поскольку материал Vespel является значительно более дорогостоящим, чем алюминий, замена Vespel алюминием может сократить производственные затраты на картридж. В некоторых вариантах реализации, медь используется только в определенных местоположениях на электроде, сопле, и/или отверстии, что может сократить производственные затраты. Например, медь может быть сконцентрирована, прежде всего, во внутреннем сердечнике или во внутренней области. Поскольку ток течет, прежде всего, через внутренний сердечник, и этот внутренний сердечник аксиально выровнен с плазменным стержнем, и здесь выделяется связанное тепло, то он представляет собой область, от которой тепло должно быть рассеяно наиболее срочно, причем требуется именно рассеяние на больших радиусах в сторону от центральной оси горелки.
[0014] Имеется много преимуществ, связанных с использованием картриджа в плазменно-дуговой горелке. Во-первых, такая конструкция способствует легкости в использовании благодаря возможности быстрой замены, малому времени установки и легкости выбора расходных деталей для потребителя. Она также предоставляет постоянные параметры резки, поскольку набор расходных деталей заменяется сразу, когда заменяется картридж. И напротив, привносится вариация параметров, когда компоненты заменяются по отдельности в разное время. Например, долгосрочное многократное использование одного и того же вихревого кольца может вызвать размерную перестройку после каждого гашения дуги, тем самым, изменяя качество работы, даже если все другие компоненты заменяются регулярно. Кроме того, могут быть спроектированы различные картриджи для оптимизации работы горелки в связи с различными применениями, такими как маркировка, резка, поддержание ресурса, и т.д.
[0015] В некоторых вариантах реализации, с электродом не обязательно должна использоваться пружина. Устранение пружины сокращает производственные затраты посредством исключения пружины и компонент кнопки на вершине пружинного электрода. В некоторых вариантах реализации, картридж представляет собой отдельный блок. В некоторых вариантах реализации, прижимной колпачок рассматривается как часть горелки (а не расходный компонент). В этой конфигурации, этапы механической обработки могут быть минимизированы, без необходимости в механической обработке после сборки (по сравнению с некоторыми узлами горелки, которые требуют этапа окончательной механической обработки для достижения функциональной осевой ориентации картриджа). В некоторых вариантах реализации, сокращение вихревых отверстий может минимизировать операции сверления по сравнению с вихревыми кольцами техники предшествующего уровня (площадь сечения этих больших отверстий примерно эквивалентна площади сечения всех меньших отверстий техники предшествующего уровня). Некоторые из этих компонентов формуются или могут быть сформованы, например, так, что не потребуют механической обработки. Таким образом, нарезание резьбы на прижимном колпачке и/или на других компонентах не является необходимым для прикрепления компонентов, поскольку компоненты могут быть уже запрессованы совместно.
[0016] В одном объекте, изобретение предоставляет каркас для картриджа плазменно-дуговой горелки. Каркас включает в себя теплопроводящий корпус каркаса, имеющий продольную ось, первый конец, сконфигурированный для соединения с первым расходным компонентом, и второй конец, сконфигурированный для сопряжения со вторым расходным компонентом. Корпус каркаса окружает, по меньшей мере, участок второго расходного компонента. Каркас также включает в себя ряд проточных каналов, сформированных в пределах корпуса каркаса. Набор проточных каналов соединяет по текучей среде внутреннюю поверхность корпуса каркаса и внешнюю поверхность корпуса каркаса. Набор проточных отверстий сконфигурирован для обеспечения формы течения текучей среды вокруг второго расходного компонента.
[0017] В некоторых вариантах реализации, первый расходный компонент - это сопло, и второй расходный компонент - это электрод. В некоторых вариантах реализации, корпус каркаса является электрически изоляционным. В некоторых вариантах реализации, корпус каркаса является металлическим или анодированным. В некоторых вариантах реализации первый конец и/или второй конец включает в себя резьбовую область, имеющую форму для взаимодействия с дополнительным компонентом. В некоторых вариантах реализации, набор проточных отверстий включает в себя множество отверстий, радиально смещенных относительно друг друга. В некоторых вариантах реализации, радиальное смещение составляет приблизительно от 0,05 дюйма и приблизительно до 0,5 дюймов.
[0018] В некоторых вариантах реализации, первый конец сконфигурирован для соединения с экраном через экранный изолятор. В некоторых вариантах реализации, каркас облегчает тепловую связь между экраном и соплом. В некоторых вариантах реализации, внешняя поверхность корпуса каркаса сконфигурирована для соединения с прижимным колпачком. В некоторых вариантах реализации, каждый проточный канал имеет диаметр приблизительно 0,14 дюйма. В некоторых вариантах реализации, каркас включает в себя экранный изолятор, соединенный с корпусом каркаса. В некоторых вариантах реализации, каркас включает в себя колпачок-вставку, соединенную со вторым концом каркаса картриджа, колпачок-вставку, по существу ориентирующий электрод и удерживающий его в пределах каркаса картриджа. В некоторых вариантах реализации, каркас включает в себя уплотнение, расположенное в пределах колпачка-вставки.
[0019] В другом объекте, картридж плазменно-дуговой горелки имеет электрод, сопло, и экран. Картридж включает в себя внутренний участок относительно продольной оси картриджа, содержащего медь. Внутренний участок включает в себя, по меньшей мере, участок экрана, сопла, и электрода. Картридж включает в себя внешний участок относительно продольной оси. Внешний участок, по меньшей мере, по существу свободен от меди. Внешний участок окружает медный внутренний участок и включает в себя, по меньшей мере, участок экрана и участок сопла.
[0020] В некоторых вариантах реализации, электрод представляет собой пружинный электрод. В некоторых вариантах реализации, картридж включает в себя ряд вихревых отверстий, причем колпачок картриджа простирается в пределах основания сопла по направлению к набору вихревых отверстий. В некоторых вариантах реализации, основание сопла является металлическим или анодированным. В некоторых вариантах реализации, картридж включает в себя прижимной колпачок, соединенный с каркасом картриджа. В некоторых вариантах реализации, прижимной колпачок сформирован из пластика. В некоторых вариантах реализации, сопло и электрод соединены с прижимным колпачком через основание сопла.
[0021] В некоторых вариантах реализации, картридж включает в себя экран, соединенный с каркасом картриджа. В некоторых вариантах реализации, экран соединяется с каркасом картриджа через экранный изолятор. В некоторых вариантах реализации, экранный изолятор является электрически изоляционным. В некоторых вариантах реализации, экранный изолятор является теплопроводящим. В некоторых вариантах реализации, экранный изолятор включает в себя анодированный алюминий. В некоторых вариантах реализации, экран имеет отношение теплоемкости к току приблизительно 2-4 Вт/м-°K-A. В некоторых вариантах реализации, картридж включает в себя муфту, расположенную вокруг участка электрода. В некоторых вариантах реализации, муфта включает в себя анодированный слой, сформированный для электрической изоляции электрода от основания сопла. В некоторых вариантах реализации, муфта включает в себя ряд поверхностей потока. В некоторых вариантах реализации, картридж включает в себя колпачок-вставку, соединенный со вторым концом каркаса картриджа. В некоторых вариантах реализации, колпачок-вставка по существу ориентирует электрод и удерживает электрод в пределах каркаса картриджа.
[0022] В другом объекте, изобретение предоставляет расходный узел для плазменно-дуговой горелки. Расходный узел включает в себя металлический корпус узла, простирающийся вдоль продольной оси через металлический корпус узла от первого конца до второго конца. Металлический корпус узла задает радиатор, имеющий множество вихревых отверстий с формой для обеспечения формы течения в пределах или вокруг радиатора. Расходный узел также включает в себя сопло, имеющее основание и физически связанное с первым концом радиатора. Расходный узел также включает в себя электрод, расположенный в пределах участка радиатора и участка сопла.
[0023] В некоторых вариантах реализации, сопло и электрод целиком сформированы как одна часть в пределах расходного картриджа. В некоторых вариантах реализации, электрод представляет собой пружинный электрод. В некоторых вариантах реализации, расходный узел включает в себя колпачок картриджа, колпачок картриджа, простирающийся в пределах основания сопла по направлению к набору вихревых отверстий. В некоторых вариантах реализации, металлический корпус узла анодирован. В некоторых вариантах реализации, расходный узел включает в себя прижимной колпачок, непосредственно соединенный с металлическим корпусом узла.
[0024] В некоторых вариантах реализации, сопло и электрод соединены с прижимным колпачком через металлический корпус узла. В некоторых вариантах реализации, расходный узел включает в себя экран, соединенный с металлическим корпусом узла. В некоторых вариантах реализации, экран соединяется с металлическим корпусом узла через экранный изолятор. В некоторых вариантах реализации, экранный изолятор напрессован на экран и/или на основание сопла. В некоторых вариантах реализации, экранный изолятор является электрически изоляционным. В некоторых вариантах реализации, экранный изолятор является теплопроводящим. В некоторых вариантах реализации, экранный изолятор включает в себя анодированный алюминий.
[0025] В некоторых вариантах реализации, экран имеет отношение теплоемкости к току приблизительно 2-4 Вт/м-°K-A. В некоторых вариантах реализации, расходный узел включает в себя муфту, расположенную вокруг участка электрода. В некоторых вариантах реализации, муфта включает в себя анодированный слой, сформированный для электрической изоляции электрода от основания сопла. В некоторых вариантах реализации, муфта включает в себя ряд поверхностей потока. В некоторых вариантах реализации, расходный узел включает в себя колпачок-вставку, соединенный со вторым концом металлического корпуса узла, колпачок-вставку, сконфигурированный для ориентации электрода и удержания электрода в пределах металлического корпуса узла. В некоторых вариантах реализации, расходный узел включает в себя уплотнение, расположенное в пределах колпачка-вставки.
[0026] В другом объекте, изобретение представляет способ охлаждения плазменно-дуговой горелки. Способ включает в себя предоставление композитного расходного материала, имеющего радиатор, задающий множество отверстий, композитных расходных деталей, имеющих интегрированные компоненты, включающие в себя электрод, сопло и экран. Способ также включает в себя монтаж композитных расходных деталей в плазменно-дуговой горелке. Способ также включает в себя течение охлаждающей текучей среды через множество отверстий, причем охлаждающая текучая среда формирует форму протекающей текучей среды, который охлаждает электрод и/или сопло и/или экран, тем самым, удаляя, по меньшей мере, один ватт мощности от плазменно-дуговой горелки во время работы.
[0027] В некоторых вариантах реализации, картридж включает в себя ряд проточных каналов, которые являются проточными отверстиями, или щелями, которые формируют проточные отверстия при соединении с соплом. В некоторых вариантах реализации, корпус каркаса сформирован формовкой или литьем. В некоторых вариантах реализации, проточные отверстия имеют радиальное смещение приблизительно от 0,05 дюйма и приблизительно до 0,5 дюймов, например, 0,2 дюйма. В некоторых вариантах реализации, проточные каналы имеют полную площадь сечения, по меньшей мере, около одного квадратного дюйма. В некоторых вариантах реализации, экранный изолятор напрессован на корпус каркаса. В некоторых вариантах реализации, колпачок картриджа задает апертуру электрода и включает в себя поверхность уплотнения по текучей среде, расположенную вокруг периметра апертуры электрода. В некоторых вариантах реализации, прижимной колпачок выполнен, по меньшей мере, из термопласта, или из материала Vespel™, или Тorlon™. В некоторых вариантах реализации, экранный изолятор напрессован на экран и/или на основание сопла. В некоторых вариантах реализации, картридж включает в себя уплотнение, расположенное в пределах колпачка-вставки. В некоторых вариантах реализации, сопло является внешним к расходному картриджу, и электрод находится в пределах расходного картриджа. В некоторых вариантах реализации, прижимной колпачок сформирован из пластика. В некоторых вариантах реализации, колпачок картриджа содержит вихревые отверстия, опускаясь не доходя до них, или доходя только до них.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0028] Вышеприведенное рассмотрение будет легче воспринято из нижеследующего подробного описания изобретения вместе с сопровождающими чертежами.
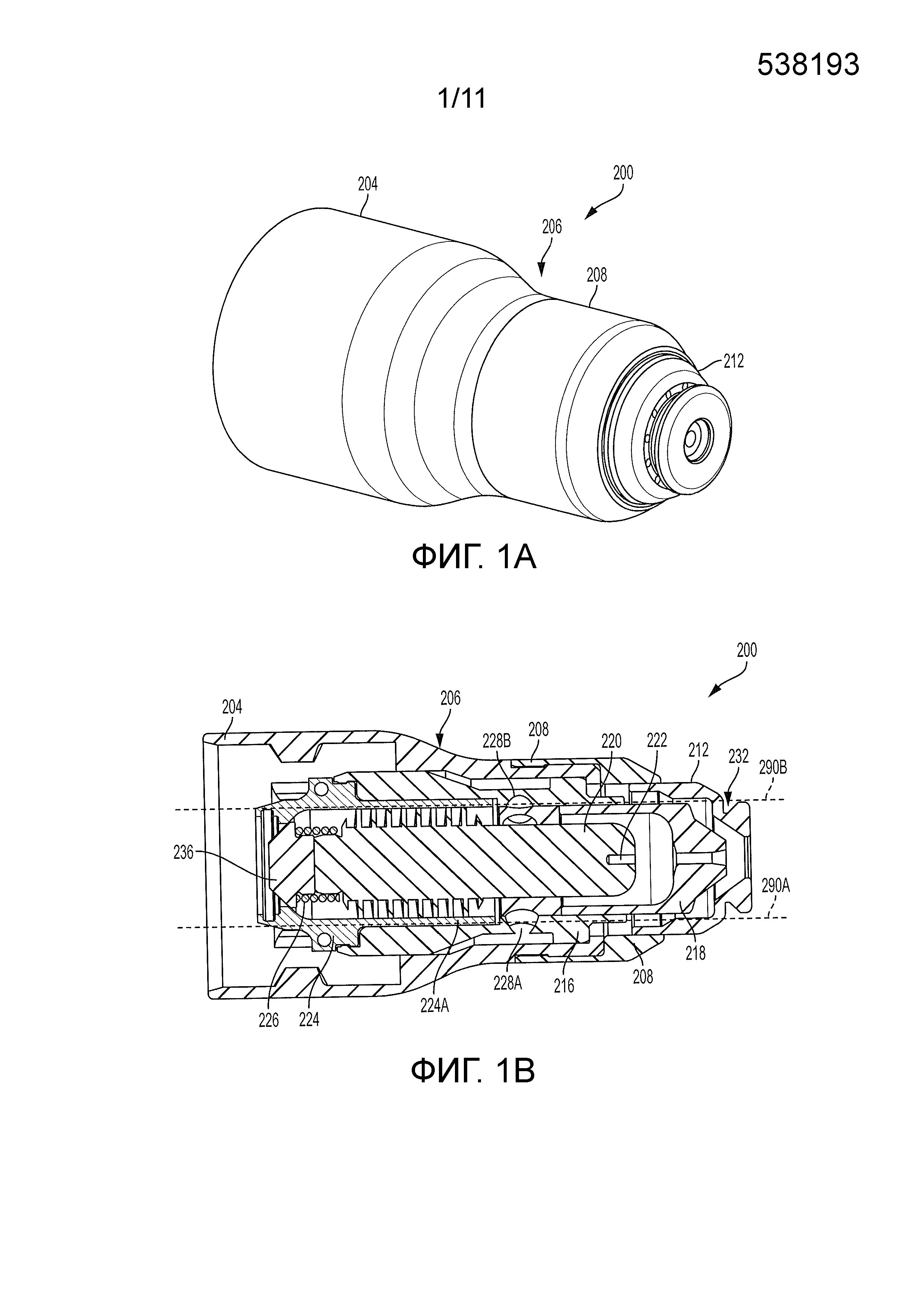
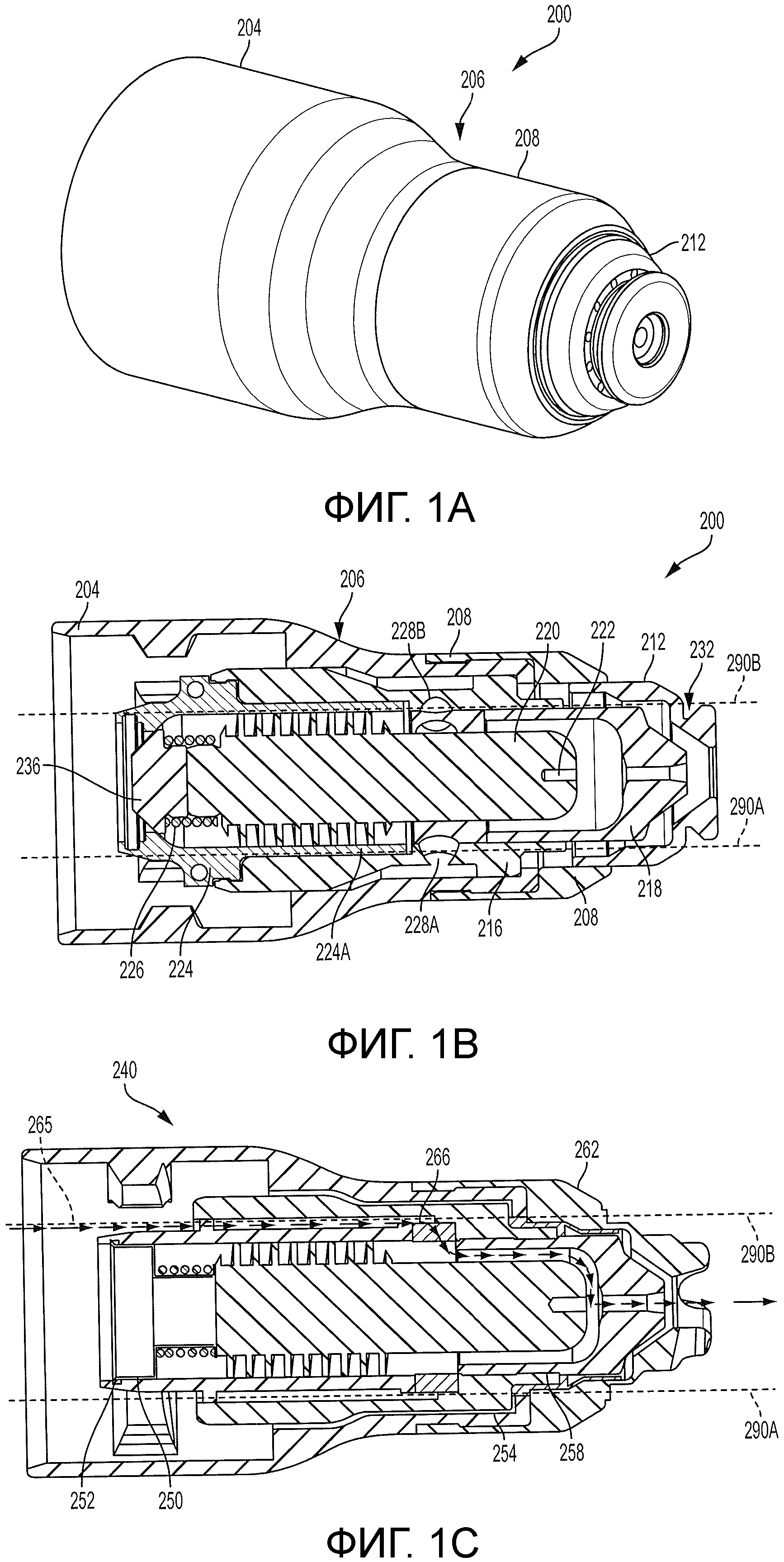
[0029] Фиг.1A изображает изометрическую иллюстрацию унитарного картриджа для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения.
[0030] Фиг.1B - вид сечения унитарного картриджа для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения.
[0031] Фиг.1C - вид сечения унитарного картриджа для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения.
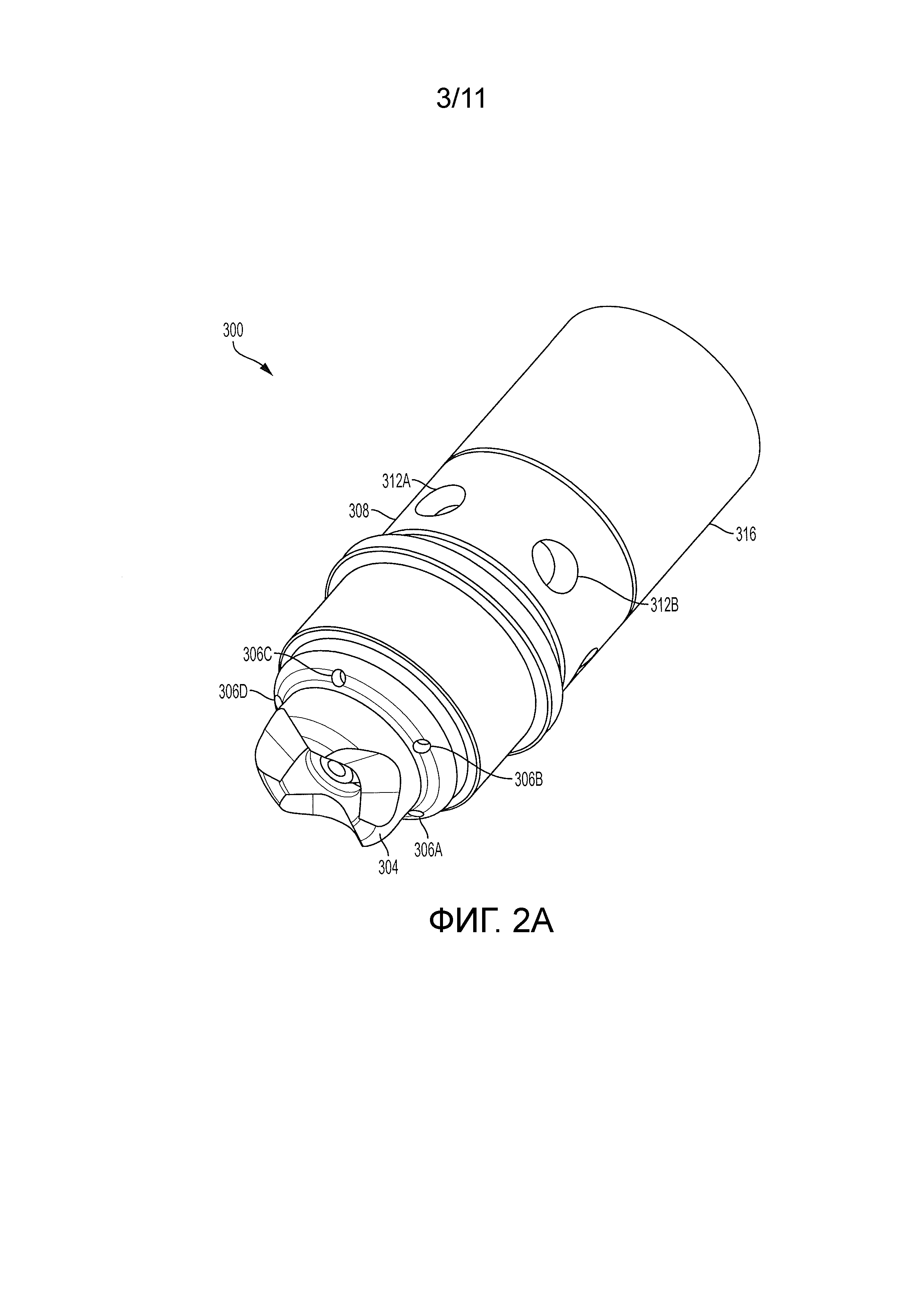
[0032] Фиг.2A - изометрическая иллюстрация внутреннего узла картриджа для плазменно-дуговой горелки в соответствии с иллюстративным вариантом реализации изобретения.
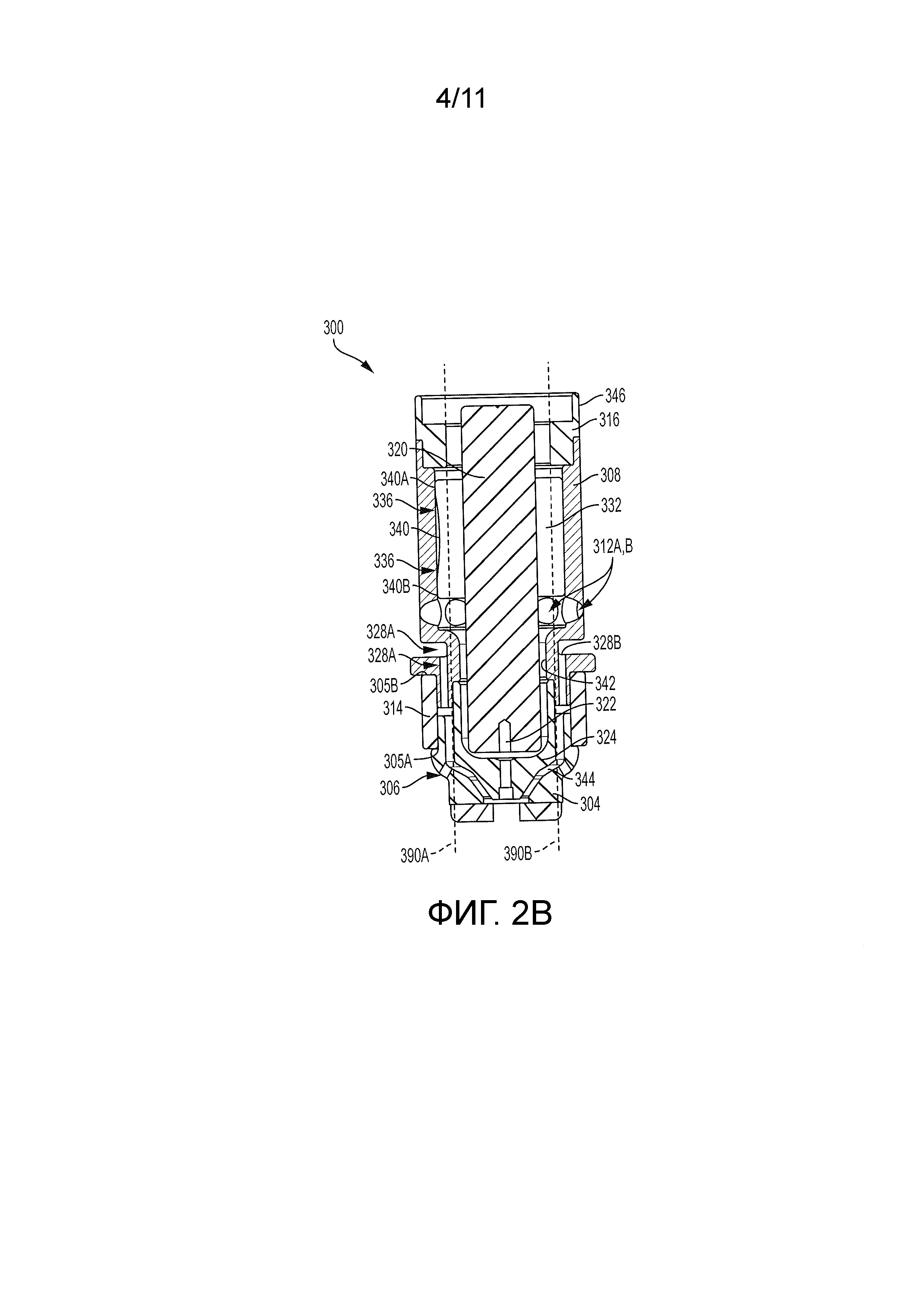
[0033] Фиг.2B - вид сечения внутреннего узла картриджа на Фиг.2A в соответствии с иллюстративным вариантом реализации изобретения.
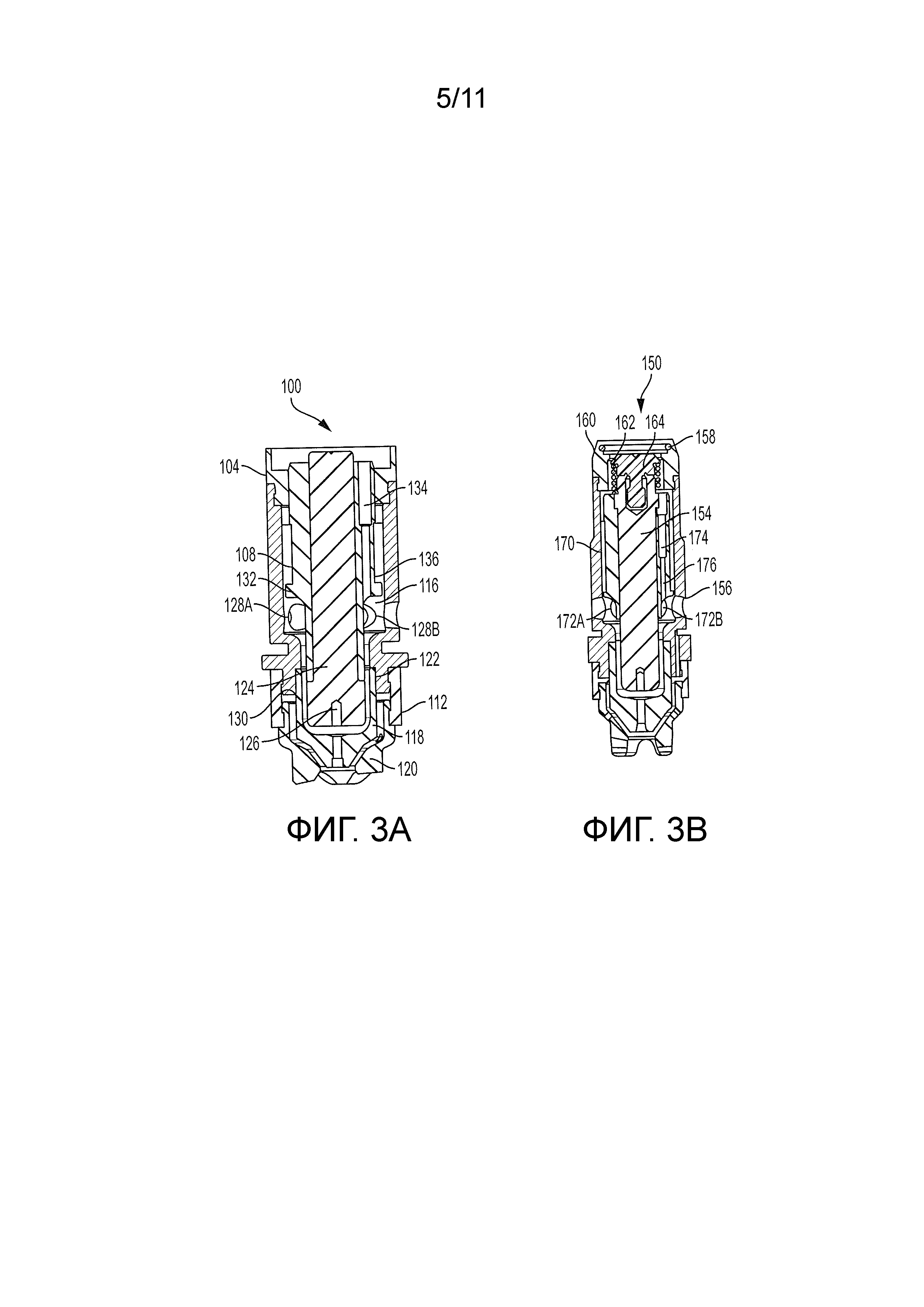
[0034] Фиг.3A - вид сечения внутреннего узла картриджа для плазменно-дуговой горелки, имеющей пластиковые изолирующие компоненты в соответствии с иллюстративным вариантом реализации изобретения.
[0035] Фиг.3B - вид сечения расходного узла с картриджем, включающей в себя пружинный электрод, расположенный в пределах корпуса сопла, и устройство уплотнения, расположенное в пределах блокировочного кольца, в соответствии с иллюстративным вариантом реализации изобретения.
[0036] Фиг.4A - вид сечения картриджа для системы плазменно-дуговой резки, имеющей пружину, формованный прижимной колпачок, напрессованный на основание сопла, и быстро закручивающийся резьбовой элемент, в соответствии с иллюстративным вариантом реализации изобретения.
[0037] Фиг.4B - вид сечения картриджа 4A, установленного на головку горелки, в соответствии с иллюстративным вариантом реализации изобретения.
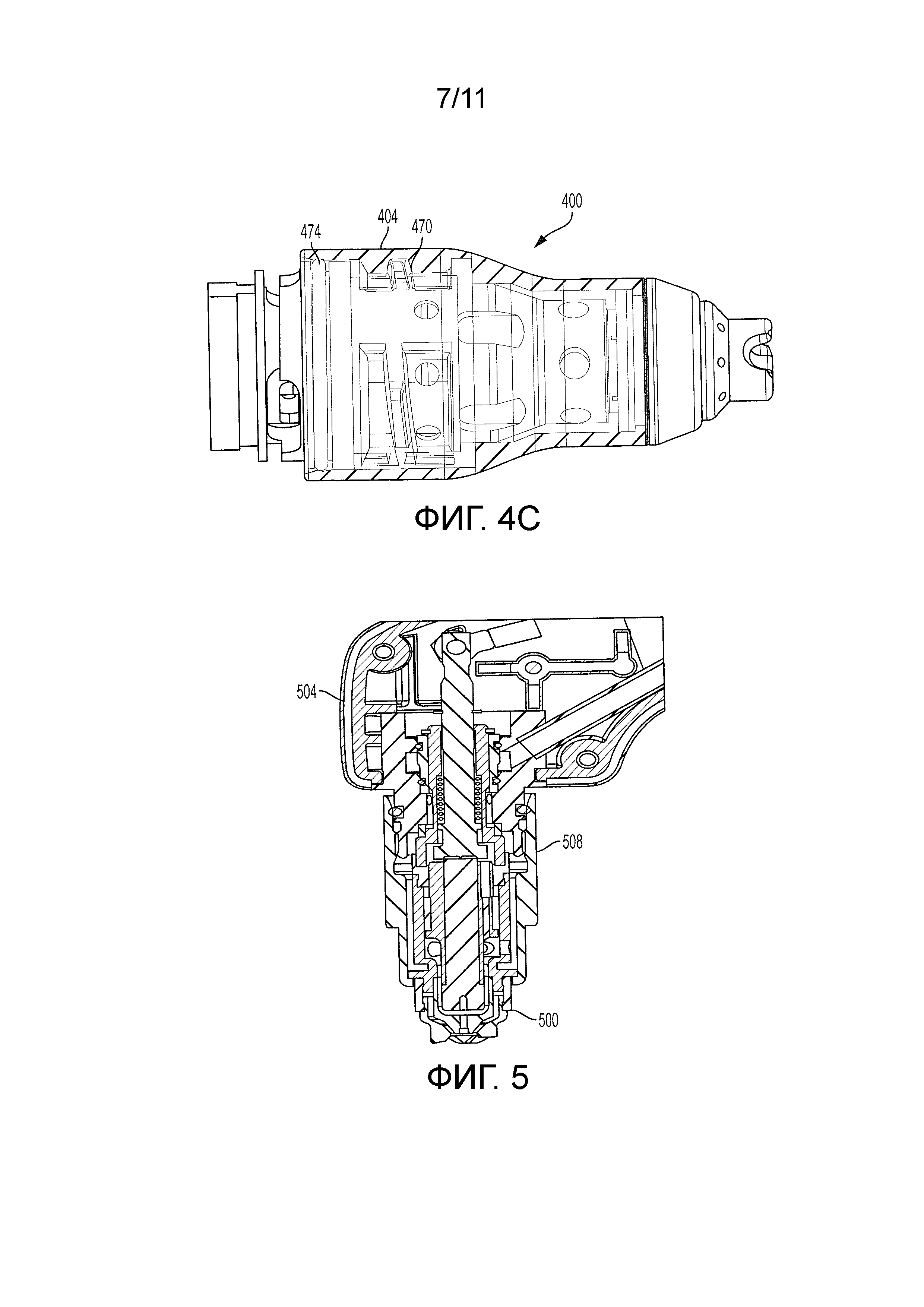
[0038] Фиг.4C - внешний вид картриджа, установленного на головку горелки, показанную на Фиг.4B, внешняя область картриджа, предоставленная как частично прозрачная, чтобы показать быстро закручивающийся резьбовой элемент, в соответствии с иллюстративным вариантом реализации изобретения.
[0039] Фиг.5 - вид сечения картриджа, установленного на головку горелки, в соответствии с иллюстративным вариантом реализации изобретения.
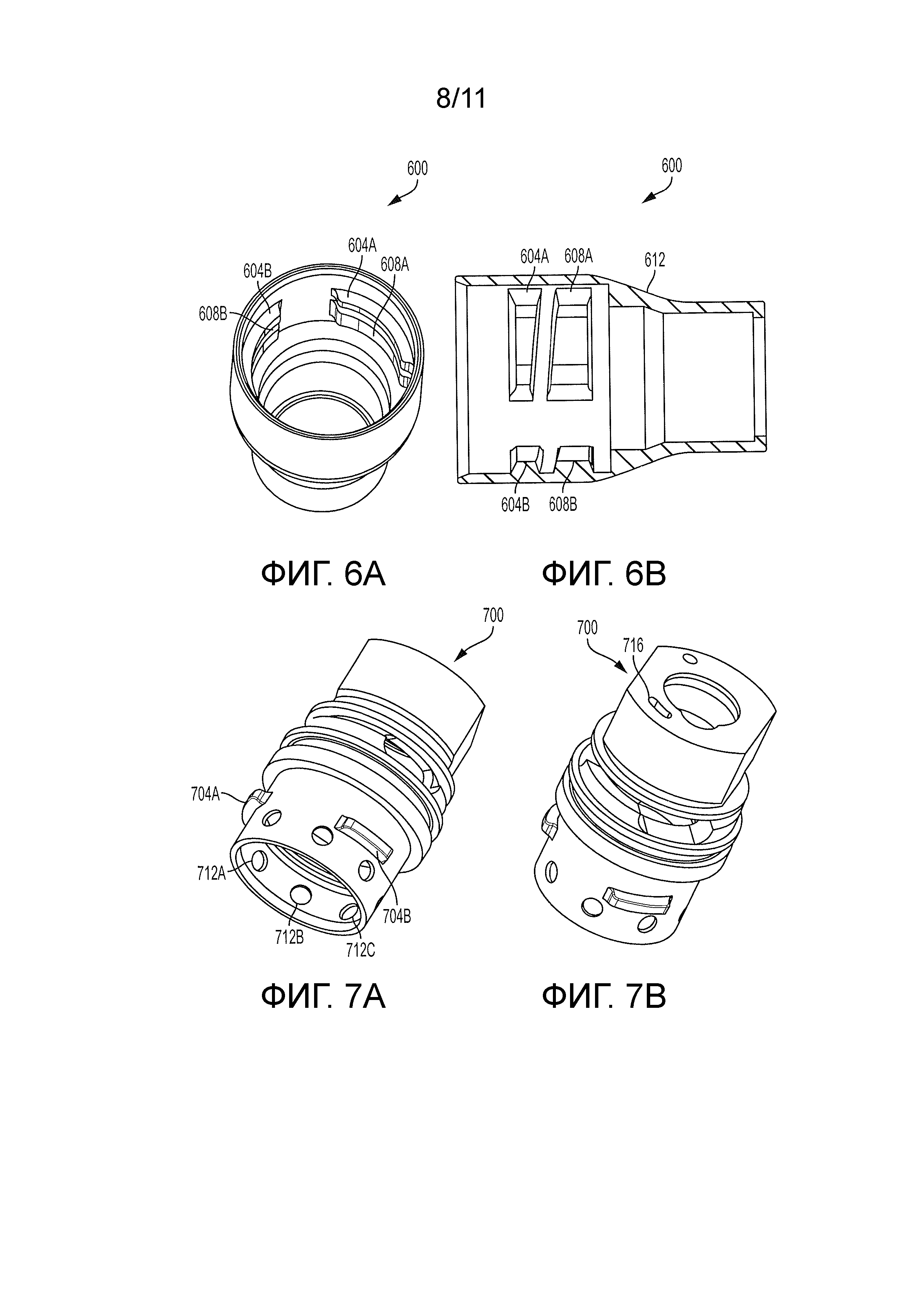
[0040] Фиг.6A и 6B - перспективный вид сверху и вид сечения, соответственно, прижимного колпачка для плазменно-дуговой горелки в соответствии с иллюстративным вариантом реализации изобретения.
[0041] Фиг.7A и 7B - перспективный вид сверху и перспективный вид снизу, соответственно, корпуса горелки, в соответствии с иллюстративным вариантом реализации изобретения.
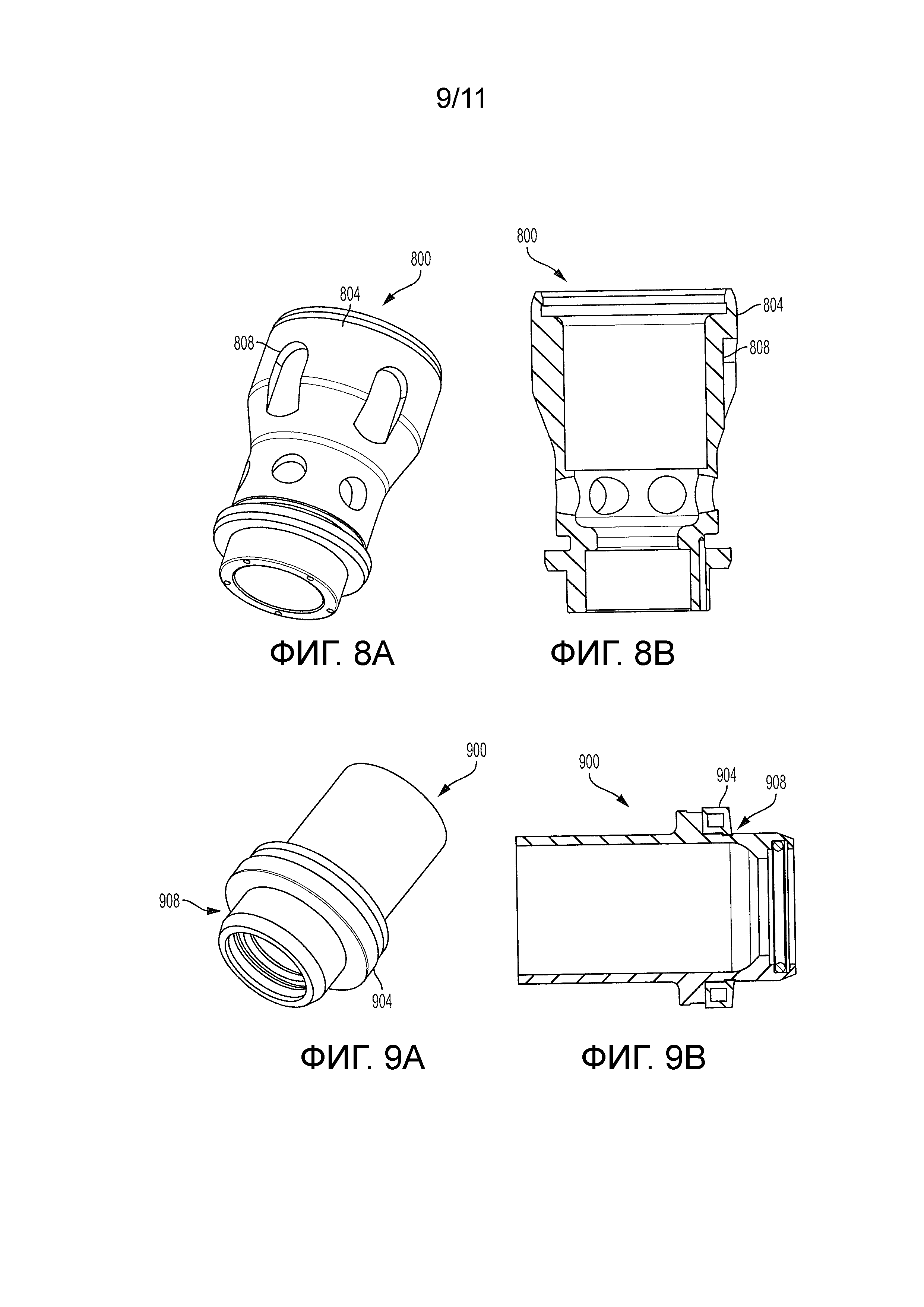
[0042] Фиг.8A и 8B - перспективный вид и вид сечения, соответственно, основания сопла, в соответствии с иллюстративным вариантом реализации изобретения.
[0043] Фиг.9A и 9B - перспективный вид и вид сечения, соответственно, блокировочного кольца, в соответствии с иллюстративным вариантом реализации изобретения.
[0044] Фиг.10A и 10B - перспективный вид и вид сечения, соответственно, экранного изолятора (или изолятора экрана), в соответствии с иллюстративным вариантом реализации изобретения.
[0045] Фиг.11A и 11B - перспективный вид и вид сбоку и снаружи, соответственно, муфты электрода, в соответствии с иллюстративным вариантом реализации изобретения.
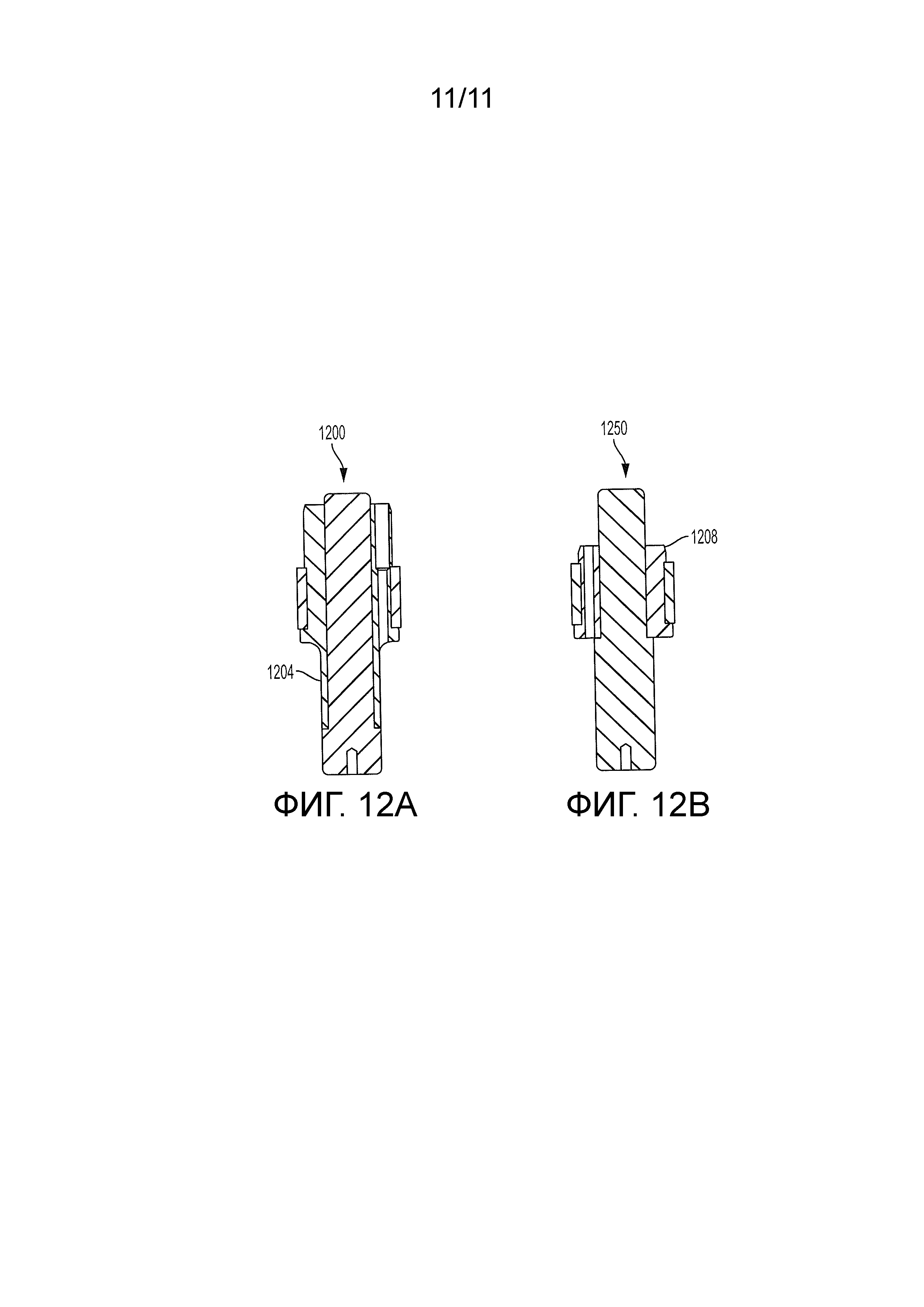
[0046] Фиг.12A и 12B - виды сечения укороченной и удлиненной сборок муфты электрода, соответственно, в соответствии с иллюстративным вариантом реализации изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0047] На Фиг.1A приведена изометрическая иллюстрация унитарного картриджа 200 для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения. С внешней стороны видны пластиковая внешняя секция 204, металлическая внешняя секция 208, и медная внешняя секция 212 (например, экран сопла). Пластиковая внешняя секция 204 и металлическая внешняя секция 208 соединяются между собой в соединении 206. В некоторых вариантах реализации, соединение 206 включено в суженную область, или находится вблизи суженной области. В некоторых вариантах реализации, пластиковая внешняя секция 204 представляет собой прижимной колпачок. В некоторых вариантах реализации, металлическая внешняя секция 208 представляет собой экранный изолятор. В некоторых вариантах реализации, металлическая внешняя секция 208 сформирована по существу из материала, отличного от меди (например, алюминий, анодированный алюминий, и т.д.). В некоторых вариантах реализации, медная внешняя секция 212 сформирована из чистого, или по существу из чистой меди, или из медного сплава. Компоненты части картриджа 200 показаны и описывается более подробно на виде сечения, показанном на Фиг.1B ниже.
[0048] На Фиг.1B показан вид сечения унитарного картриджа 200 для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения. Этот вид показывает корпус 216 сопла, отверстие 218 сопла, электрод 220, имеющий эмитирующий элемент 222, изолирующую муфту 224, имеющую удлиненный участок 224A, упругий элемент 226, и контактную кнопку 236 электрода (например, выполненную из латуни). Один или несколько этих элементов могут быть перепроектированы для достижения одной или нескольких сформулированных выше целей.
[0049] Например, корпус 216 сопла может быть сформирован из проводящего материала (например, из сильно проводящего материала, такого как алюминий) и может быть прикреплен (например, может быть в непосредственном физическом контакте) к другим частям картриджа 200. В некоторых вариантах реализации, корпус 216 сопла находится в тепловой связи с некоторыми частями картриджа 200 (например, через теплопроводность), но электрически изолирован от некоторых частей (например, или от тех же самых частей или от других частей, с которым корпус 216 сопла находится в тепловой связи). Например, корпус 216 сопла может функционировать как радиатор для отверстия 218 сопла, оставаясь электрически изолированным от экрана 212 сопла. Такая конфигурация может улучшить параметры охлаждения (например, сопла и электрода) и снизить производственные затраты по сравнению с используемыми ранее материалами (например, Vespel™). В некоторых вариантах реализации, картридж имеет область с коэффициентом теплопроводности приблизительно между 200-400 Ватт на метр и на градус Кельвина (например, алюминий может иметь коэффициент теплопроводности в интервале 200-250 Вт/м-°K, тогда как медь может иметь коэффициент теплопроводности в интервале 350-400 Вт/м-°K). В некоторых вариантах реализации, алюминий может быть заменен стальным сплавом, например, SS304. В некоторых вариантах реализации, расходный картридж имеет отношение теплоемкости к току 2-4 Вт/м-°K-A. В некоторых вариантах реализации, картридж имеет внутренний участок (например, обозначенный пунктирами 290A, 290B на Фиг.1B, или 299A, 299B на Фиг.1C, или 390A, 390B, как показано ниже на Фиг.2B) относительно продольной оси картриджа, содержащего медь (например, включая в себя, по меньшей мере, участок экрана, сопла, и электрода). В некоторых вариантах реализации, картридж имеет внешний участок относительно продольной оси (например, окружающий медный внутренний участок и включающий в себя, по меньшей мере, участок экрана и участок сопла). Внешний участок может быть, по меньшей мере, по существу свободным от меди. В некоторых вариантах реализации, внешний участок включает в себя меньше, чем приблизительно 80% меди по объему. В некоторых вариантах реализации, внутренний участок включает в себя больше, чем приблизительно 80% меди по объему. В некоторых вариантах реализации, внешний участок включает в себя меньше, чем 90% меди по объему. В некоторых вариантах реализации, внутренний участок включает в себя больше, чем приблизительно 90% меди по объему.
[0050] Кроме того, корпус 216 сопла включает в себя ряд впускных вихревых отверстий 228 (например, вихревые отверстия 228A и 228B). В некоторых вариантах реализации, набор впускных вихревых отверстий 228 включает в себя пять вихревых отверстий, или, опционально, между тремя и десятью вихревыми отверстиями. Вихревые отверстия 228 могут быть радиально смещены для обеспечения вихревого потока (например, радиальных и тангенциальных компонент скорости) для текущих через них газов (например, экранирующего газа, плазменного газа, и/или нагнетаемого газа). В этой конфигурации, корпус 216 сопла обеспечивает функцию вихреобразования, предварительно обеспечиваемую вихревым кольцом, таким образом, устраняя необходимость в традиционном вихревом кольце. Кроме того, в некоторых вариантах реализации корпус 216 сопла сформирован посредством процесса формования, таким образом, устраняя необходимость в дорогостоящих и отнимающих много времени процедурах сверления для создания вихревых отверстий. В некоторых вариантах реализации, экран 212 сопла включает в себя угол 232, который способствует перенаправлению потока текучей среды в сторону от плазменной дуги во время работы, и способствует обеспечению принудительного охлаждения (например, протеканию газа от отверстий 212 в угол 232).
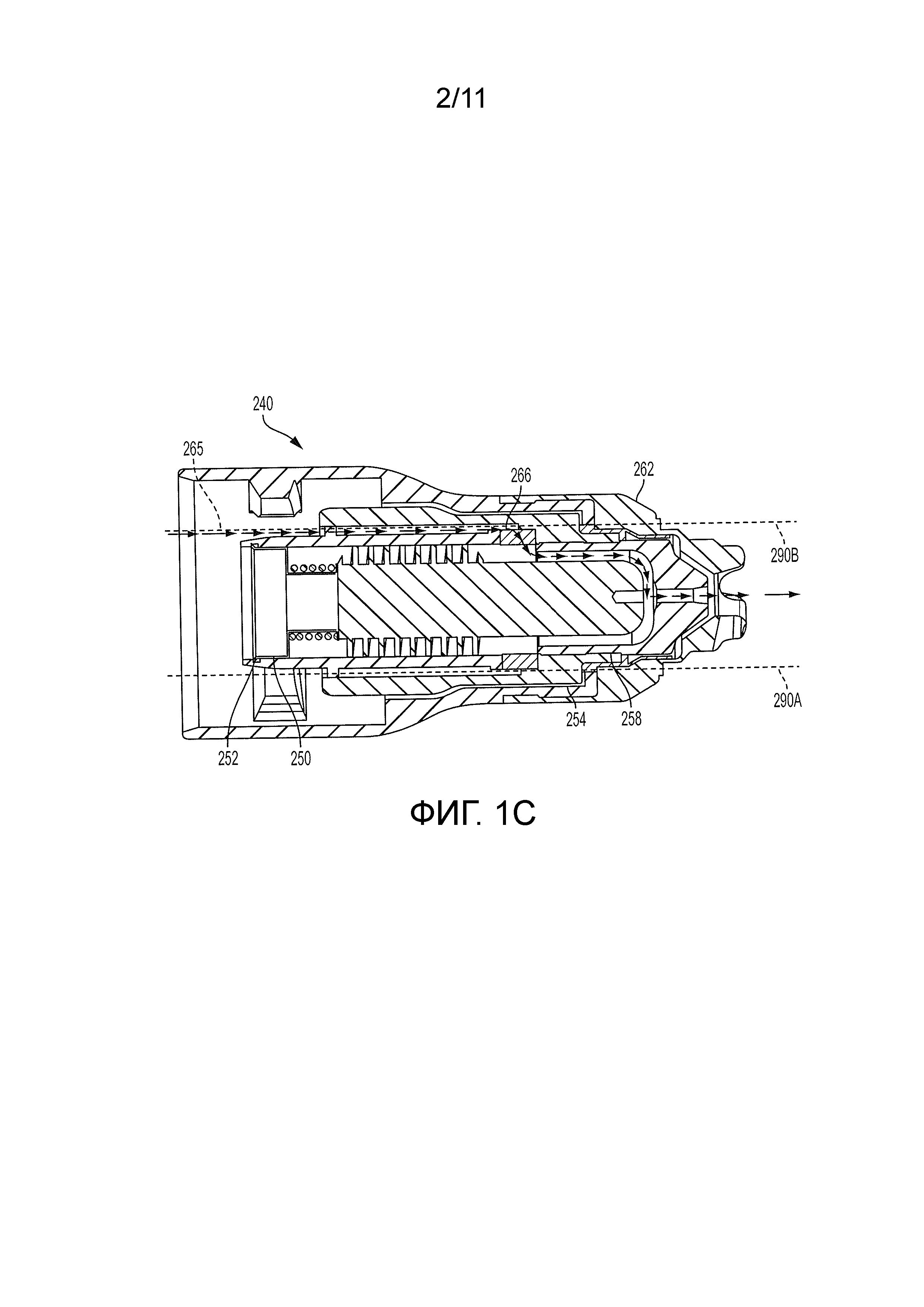
[0051] На Фиг.1C показан вид сечения унитарного картриджа 240 для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения. Унитарный картридж 240 может быть подобным во многих отношениях картриджу 200, показанному на Фиг.1B, но может отличаться в некоторых других отношениях. Например, картридж 240 использует штампованный интерфейс 250 горелки (например, штампованные медные детали), имеющий "Т"-образную форму сечения. Интерфейс 250 может позволить электроду скользить более свободно, чем в конфигурации на Фиг.1B, которая использует электрод с характерным ниппелем, который формирует сопрягаемую поверхность с пружиной. На Фиг.1C, колпачок и корпус сопла были открыты для облегчения изготовления и для получения возможности для электрода свободно скользить в корпус сопла во время сборки картриджа. Пружина может тогда опираться на электрод, и штампованный интерфейс 250 горелки может использовать маленький шиповой элемент 252 для быстрого защелкивания в корпусе сопла, фиксируя в нем электрод. Такая конфигурация исключает необходимость в запрессовке множественных деталей между собой (и, в свою очередь, исключает необходимость получения жестких допусков между деталями), и/или необходимость в сборке различных деталей горелки от различных направлений. Используя картридж 240, изготовитель может просто задвинуть электрод на место на одном этапе.
[0052] Кроме того, картридж 240 использует формованный, характерный щелевой вихревой элемент 266 для достижения функции вихреобразования вместо использования отверстий, просверленных в корпусе сопла. Например, во время работы, газ может течь по каналу 265, как показано, при том, что газ вытекает из щелей 266 и попадает в плазменную камеру для формирования вихревого газа вокруг плазменной дуги. Во время работы, газ также может течь через сформованный газовый канал 254 экрана, дополнительно охлаждая корпус сопла. Щели 266 формируют ряд вихревых отверстий, как только корпус сопла, отверстие сопла, и/или вкладыш сопла оказываются соединенными. Газ, подаваемый на щели, переносится от горелки через камеру, задаваемую внутренней поверхностью корпуса сопла и внешней поверхностью вкладыша сопла (что, в комбинации, формирует вихревые отверстия). Такая конфигурация исключает этапы последующей механической обработки и связанные расходы. Кроме того, картридж 240 включает в себя радиальное обжимное соединение 258 между отверстием сопла и корпусом сопла. Радиальное обжимное соединение 258 обеспечивает надежный интерфейс соединения, позволяя поддерживать контакт между отверстием сопла и корпусом сопла, но также и предоставляет существенную площадь поверхности для отведения тепла от отверстия сопла до корпуса сопла. Наконец, в этом варианте реализации, муфта электрода удалена и заменена более традиционным теплообменником.
[0053] На Фиг.2A показана изометрическая иллюстрация внутреннего узла 300 картриджа для плазменно-дуговой горелки в соответствии с иллюстративным вариантом реализации изобретения. Снаружи видны экран 304, имеющий продувочные отверстия 306 (например, отверстия 306A-D, как показано), корпус 308 сопла, имеющий проточные отверстия, или впускные вихревые отверстия 312 (например, отверстия 312A, 312B, как показано на чертеже 2A), передний изолятор (или экранный изолятор) 314, и задний изолятор (или блокировочное кольцо) 316. Эти и дополнительные элементы описаны более полно в связи с видом сечения, показанным на Фиг.2B ниже.
[0054] На Фиг.2B показан вид сечения внутреннего узла 300 картриджа из Фиг.2A в соответствии с иллюстративным вариантом реализации изобретения. На этом виде видны несколько дополнительных компонентов внутреннего узла 300 картриджа, включающей в себя электрод 320, имеющий эмитирующий элемент 322, констриктор дуги или отверстие 324 сопла, экранные проточные отверстия 328 (например, проточные отверстия 328A-B, как показано) направленные к отверстию 324 сопла, изолирующая муфта 332, и проточный канал 336 охлаждающего газа. В этом варианте реализации, корпус 308 сопла функционирует как каркас картриджа, к которому прикрепляются другие части.
[0055] Множество характерных элементов внутреннего узла 300 картриджа могут расширить возможности ее охлаждения. Во-первых, корпус 308 сопла может быть выполнен из алюминия, что может улучшить теплопроводность, относительно материалов техники предшествующего уровня (например, Vespel™), и конфигурации, как описано выше. Во-вторых, отверстие 324 сопла может быть выполнено из меди и может быть напрессовано на корпус 308 сопла. В таких вариантах реализации, корпус 308 сопла может служить радиатором для медного отверстия 324 сопла. В-третьих, улучшенные поверхности газового потока могут способствовать охлаждению, например, посредством газа экрана, текущего вперед через отверстия 328A, 328B именно вне площади запрессовки. Конструкция с запрессовкой может также обеспечить улучшенные канала теплопроводности между частями горелки в результате относительно жестких допусков между поверхностями частей. В некоторых вариантах реализации, конструкция с запрессовкой включает в себя посадку с натягом и/или подогнанную или блокирующую посадку, имеющую один или несколько ступенчатых характерных элементов. Кроме того, небольшой размер конструкции с запрессовкой имеет дополнительные преимущества сокращения производственных и/или материальных затрат и упрощения изготовления и сборки компонентов (например, при наличии меньшего количества частей).
[0056] Экран 304 сопла также может быть выполнен из меди и может быть напрессован на анодированный алюминиевый изолятор 314 на поверхность 305A. Этот узел затем может быть напрессован на корпус 308 сопла на поверхность 305B запрессовки. В таких вариантах реализации, экранный изолятор 314 соединяет корпус 308 сопла с экраном 304. В некоторых вариантах реализации, экранный изолятор 314 напрессован на корпус 308 сопла. В некоторых вариантах реализации, экранный изолятор 314 является электрически изолирующим кольцом и/или включает в себя ряд запрессованных поверхностей 305A, 305B, которые соединяют экран 304 и корпус 308 сопла. Экранный изолятор 314 может соединять корпус 308 сопла с экраном 304, так, что корпус 308 сопла и экран 304 оказываются электрически изолированными друг от друга, и при этом обмениваются тепловой энергией друг с другом. В некоторых вариантах реализации, запрессованные поверхности могут быть рифлеными для дополнительного улучшения теплопроводности между компонентами (например, между корпусом 308 сопла и отверстием 324 сопла, между корпусом 308 сопла и экраном 304, и т.д.). В некоторых вариантах реализации, использование двойного экранного изолятора может увеличить (например, удвоить) возможности электрической изоляции в результате увеличивающихся контактных поверхностей.
[0057] Экран 304 сопла может быть значительно меньшим, чем экраны техники предшествующего уровня, учитывая эффективное изготовление и сборку компонентов, улучшенную долговечность, и большие гарантии надлежащей ориентации частей картриджа относительно друг друга. В качестве примера, для 45-амперной системы, стандартный экран техники предшествующего уровня может иметь диаметр приблизительно один дюйм и массу приблизительно 0,04 фунта, тогда как экран картриджа в соответствии с данным изобретением может иметь диаметр приблизительно 0,5 дюйма и массу меньше, чем 0,01 фунта (например, приблизительно 0,007 фунта). Для 105-амперной системы, стандартный экран техники предшествующего уровня может иметь диаметр приблизительно один дюйм и массу приблизительно 0,05 фунта, тогда как экран картриджа в соответствии с данным изобретением может иметь диаметр приблизительно половину дюйма и массу приблизительно 0,01 фунта (например, 0,013 фунта).
[0058] Конфигурация с меньшими размерами может дать существенные преимущества. Во-первых, компоненты, имеющие уменьшенную массу, имеют меньшую теплоемкость, что позволяет быстро охладить компоненты после рабочего потока и/или позволяет передать больше тепла охлаждающему газу во время работы. Во-вторых, меньший экран может выдерживать сравнительно более высокие температуры во время работы и может передать больше тепла охлаждающему газу. В некоторых вариантах реализации, экран 304 сопла подвергается холодному газу, входящему в область экрана, например, через проточные отверстия 328 экрана, что может дополнительно уменьшить температуру. Каждое проточное отверстия 328 может иметь полную площадь сечения, по меньшей мере, около одного квадратного дюйма.
[0059] В некоторых вариантах реализации, электрод 320 включает в себя основание, выполненное из меди. В некоторых вариантах реализации, основание электрода 320 имеет малый диаметр при напрессованной муфте 332 изолятора, выполненной из анодированного алюминия и/или пластика, используемого для электрической изоляции. В некоторых вариантах реализации, канал течения охлаждающего газа, или зазор 336, существует между муфтой 332 изолятора и корпусом 308 сопла. В некоторых вариантах реализации, охлаждающий газ течет в зазоре 336. В некоторых вариантах реализации, используется конфигурация 340 в форме "гантелей", задаваемая двумя концевыми контактами 340A, 340B, что может уменьшить или минимизировать контактную площадь между корпусом 308 сопла и муфтой 332 изолятора и может уменьшить трение между частями.
[0060] В некоторых вариантах реализации, муфта 332 контактирует с электродом 320, что может быть частью отдельной канала тока от корпуса 308 сопла и/или отличным участком канала тока от корпуса 308 сопла. В некоторых вариантах реализации, электрод 320 и отверстие 324 сопла могут быть электрически разделены зазором для создания электрической дуги и/или для гарантии надлежащей ориентации частей в горелке. В таких вариантах реализации, корпус 308 сопла и электрод 320 может находиться в физическом контакте между муфтой 332 и корпусом 308 сопла. В таких вариантах реализации, в этой области необходимы изолирующие слои, так, чтобы ток направлялся для прохождения через эмитирующий элемент 322.
[0061] В некоторых вариантах реализации, стенка корпуса 342 сопла, вблизи которой перемещается электрод 320, может оставаться сравнительно охлажденной во время работы, поскольку газовый поток проходит и внутри корпуса 308 сопла и непосредственно поперек внешней поверхности 344 отверстия 324 сопла. Выбор материала (например, алюминия, или другого металла) для конструкции корпуса 342 сопла обеспечивает наилучший канал проводимости и возможности радиатора, по сравнению с материалами техники предшествующего уровня, такими как Vespel™. Такие факторы способствуют охлаждению детали изоляции электрода и позволяют электроду функционировать даже после того, как в эмитирующем элементе формируется глубокая выемка от использования электрода.
[0062] В некоторых вариантах реализации, блокировочное кольцо 316 (или изолирующее кольцо) формирует интерфейс 346 между картриджем 300 и горелкой. В некоторых вариантах реализации, блокировочное кольцо 316 может быть выполнено из анодированного алюминия. Блокировочное кольцо 316 может быть напрессовано на корпус сопла для "захвата" подвижного электрода 320. Блокировочное кольцо 316 может содержать компоненты в пределах картриджа 300 и электрически изолировать горелку. В некоторых вариантах реализации, блокировочное кольцо 316 заменяется термоусаживанием или склеиванием. В некоторых вариантах реализации, блокировочное кольцо 316 имеет форму для ориентации картриджа 300 (например, аксиальной), для оптимизации газового потока, для получения возможности электрического соединения с катодом, и/или для обеспечения электрической изоляции.
[0063] В различных вариантах реализации, описанных здесь, картриджи, или расходные узлы, имеют размеры приблизительно 3,5 дюйма по длине и 1,1 дюйма в диаметре. В некоторых вариантах реализации, прижимной колпачок считается частью горелки, например, не расходным компонентом. В таких конфигурациях, этапы механической обработки могут быть минимизированы, без необходимой механической обработки после сборки (по сравнению с некоторыми узлами горелки, которые требуют этапа окончательной механической обработки для достижения функциональной осевой ориентации картриджа). В некоторых вариантах реализации, сокращение вихревых отверстий может минимизировать операции сверления по сравнению с вихревыми кольцами техники предшествующего уровня. В некоторых вариантах реализации, замена Vespel™ алюминием может значительно уменьшить производственные затраты на изготовление картриджа. В некоторых вариантах реализации, медь используется только в определенных местоположениях в электроде, сопле, и/или отверстии, что может уменьшить производственные затраты. Например, медь может быть сконцентрирована, прежде всего, во внутреннем сердечнике, или во внутренней области, для достижения описанных выше преимуществ в передаче тепла и электропроводности, при минимизации областей, использующих более дорогостоящий медный материал.
[0064] В некоторых вариантах реализации, анодированный слой, сформированный на выбранных компонентах картриджа, может быть создан с использованием методики твердого анодирования. Анодированный слой, сформированный с использованием процесса Сернистого твердого анодирования, может быть сформирован с использованием электролитического раствора серной кислоты. Например, могут быть использованы электролитический раствор серной кислоты приблизительно при 32 градусах Фаренгейта и плотность тока приблизительно 23-37 Ампер на квадратный фут. Процесс может быть выполнен в течение приблизительно 20-120 минут, в зависимости от используемого сплава и желаемой толщины покрытия. Может быть получено покрытие толщиной приблизительно 10-50 микрон. Это твердое анодированное покрытие может обеспечить высокую коррозионную стойкость (например, 336+ часов сопротивление солевому туману), большую долговечность (например, оценка 60-70 по шкале C Роквелла), и электрическую изоляцию (например, 800 В на миллиметр толщины). Твердое анодированное покрытие может быть окрашено, что не обязательно дает яркие цвета, которые получаются при серном анодировании.
[0065] Процесс анодирования может обеспечить поверхностное преобразование Алюминия в Al2O3. Процесс анодирования может обеспечить твердую диэлектрическую оболочку приблизительно 0,003 дюйма толщиной (включающий в себя и 50% нароста (например, осаждения со стороны) и 50%-ое проникновение (например, материал изменяется для экспонируемых поверхностей компонента). Твердая диэлектрическая оболочка может обеспечить хорошую атмосферную коррозионную стойкость. Для экстремальных сред рекомендуется уплотнение 5%-ым раствором дихромата, что может дать удовлетворительное сопротивление истиранию. В некоторых вариантах реализации, множество анодированных дисков могут быть спрессованы или термически посажены вместе. Использование множества дисков может создать регулируемую электрическую изоляцию, например, поскольку каждый диск увеличивает электрическую изоляцию линейно (через каждое покрытие/слой, введенное новыми поверхностями каждого диска). При использовании множественных слоев, эффективность электрической изоляции может быть сделана очень высокой. В некоторых вариантах реализации, пластики, керамики, лава, или Vespel могут быть использованы вместо любых анодированных участков/компонентов, обсуждаемых здесь.
[0066] На Фиг.3A показан вид сечения внутреннего узла 100 картриджа для плазменно-дуговой горелки, имеющей пластиковые изолирующие компоненты в соответствии с иллюстративным вариантом реализации изобретения. Внутренний узел 100 картриджа включает в себя много компонентов, подобных таковым для узла 300 картриджа, показанной выше на Фиг.2B. Однако, некоторые вышеупомянутые участки, сформированные из анодированного алюминия, могут быть заменены в этой конфигурации пластиковыми участками. В частности, узел 100 картриджа включает в себя задний пластиковый участок 104 (например, высокотемпературный термопластический колпачок для функционирования в качестве, или замены, заднего изолятора или блокирующего кольца 316, показанного выше на Фиг.2A-2B), пластический компонент 108 муфты (например, для замены изолирующей муфты 332, показанной выше на Фиг.2B), и передний пластиковый компонент 112 (например, для замены изолятора 314, показанного выше на Фиг.2B). В некоторых вариантах реализации, картридж на основе пластика не передает тепло так же, как картридж на основе анодированного алюминия, и более подвержен повреждению материалов. Однако, технология на основе пластика не полагается на оксидные оболочки для электрической изоляции, которые могут быть подвержены выкрашиванию, истиранию, и/или раскалыванию (приводящим, к пробою и/или повреждению, например, создавая токовый канал через компонент, что препятствует работе или повреждает систему).
[0067] Картридж 100 на основе пластика может включать в себя алюминиевый корпус 116 сопла, к которому другие части прикрепляются непосредственно или косвенно - например, отверстие 118 сопла, экран 120, и электрод 124, имеющий эмитирующий элемент 126. Отверстие 118 сопла может быть запрессованным в корпус 116 сопла, например, в прессованном посадочном соединении 122. Как отмечено выше, корпус 116 сопла может иметь впускные вихревые отверстия 128 (например, 128A и 128B, как показано) и/или отверстия 130, направленные вперед (например, к передней стороне картриджа), через которые может проходить газ экрана. Экран 120 может быть выполнен из меди и/или обжат на высокотемпературном термопластическом изоляторе. Узел экрана/изолятора может быть закреплена (например, обжата на) на корпусе 116 сопла. Электрод 124 может быть выполнен из меди. Электрод 124 может включать в себя напрессованную на него алюминиевую муфту 132, имеющую охлаждающие отверстия (например, верхний проточный канал 134 охлаждающего газа и нижний проточный канал 136 охлаждающего газа). Высокотемпературная термопластическая муфта 108 может быть соединена с (например, обжата) электродной алюминиевой муфтой 132. Электрод 124 может быть подвижным в пределах корпуса 116 сопла. Высокотемпературный термопластический колпачок 104 может быть обжат на корпусе сопла, чтобы "захватить" электрод. Срок полезного использования частей картриджа может быть выбран так, что сроки полезного использования отдельных частей будут подобными друг другу. В конце времени эксплуатации картриджа, картридж 100 целиком может быть отвергнут (например, переработан), без многократного использования частей.
[0068] В некоторых вариантах реализации, передние пластиковые компоненты 112 соединяются с экраном, и электрически изолируют экран 120 от корпуса 116 сопла. В некоторых вариантах реализации, корпус 116 сопла включает в себя пять охлаждающих экран отверстий для подачи охлаждающего газа на экран. В некоторых вариантах реализации, пластиковый компонент 108 муфты может быть сжат во время работы, тогда как и передний пластиковый компонент 112, и задний пластиковый компонент 104 находятся в более мягких условиях. Эти вариации условий могут сделать желательным использование различных пластиков для переднего, среднего и/или заднего пластиковых участков. В некоторых вариантах реализации, пластиковый участок 108 муфты может быть подвергнут экстремальным тепловым значениям, тогда как передний пластиковый компонент 112 и задний пластиковый компонент 104 могут подвергаться сравнительно более низким температурам во время работы. В результате, пластиковый компонент 108 муфты может быть сформирован из более устойчивого материала/пластика (который предполагает увеличенные стоимость и трудности в обработке), тогда как передний и/или задний компоненты 104, 112 могут быть сформированы из отдельного несколько менее устойчивого материала/пластика (который предполагает уменьшенные стоимость и трудности в обработке). В некоторых вариантах реализации, горелка является наиболее горячей с передней стороны. В некоторых вариантах реализации, пластики, которые могут противостоять высоким температурам, могут быть использованы с передней стороны, но эти материалы часто оказываются более дорогостоящими. Менее дорогостоящие материалы могут быть использованы на поверхностях охладителя горелки.
[0069] Также возможно использовать анодированный алюминий, керамику, лаву, или Vespel вместо любых из этих пластиковых участков/компонентов. В некоторых вариантах реализации, охлаждающие отверстия 134, 136 в алюминиевой муфте 132 электрода позволяют охлаждающему газу течь между электродом 124 и корпусом 116 сопла. Охлаждающие отверстия 134, 136 могут иметь различные диаметры в пределах муфты 132 для достижения желаемых параметров потока (например, увеличенного потока, увеличенного давления, турбулентного потока, ламинарного потока, и т.д.) для данного картриджа. В некоторых вариантах реализации, муфта 132 электрода может быть короче или длиннее (как показано на Фиг.12A-12B ниже), обеспечивая увеличенную площадь контакта (прямая проводимость) и поверхность воздействия газа (удлиненные проточные отверстия и площадь поверхности внутри муфты) для улучшенной теплопроводности. В некоторых вариантах реализации, между муфтой 132 электрода и корпусом 116 сопла может быть предоставлен материал (например, пластик, или анодированный алюминий) для изоляции компонентов друг от друга.
[0070] На Фиг.3B показан вид сечения расходного узла 150 с картриджем, включающей в себя пружинный электрод 154, расположенный в пределах корпуса 156 сопла, и устройство 158 уплотнения (например, О-кольцо) расположенное в пределах блокировочного кольца 160, в соответствии с иллюстративным вариантом реализации изобретения. Устройство 158 уплотнения может быть сконфигурировано для соединения с плазменно-дуговой горелкой. Пружинный электрод 154 может включать в себя упругий элемент 162 (например, пружину) и кнопку, или контактный элемент 164, который простирается в пределах электрода 154 и соединяются с упругим элементом 162, расположенным между контактным элементом 164 и электродом 154. В некоторых вариантах реализации, муфта 170 электрода может иметь специально сформированные (например, высверленные) передние концы 172A, 172B для направления газового потока в пределах расходного узла 150. Как отмечено выше, проточные отверстия 174, 176 через муфту 170 электрода могут иметь больше чем один диаметр. Пружинный электрод 154 может функционировать так, как и известные пружинные электроды.
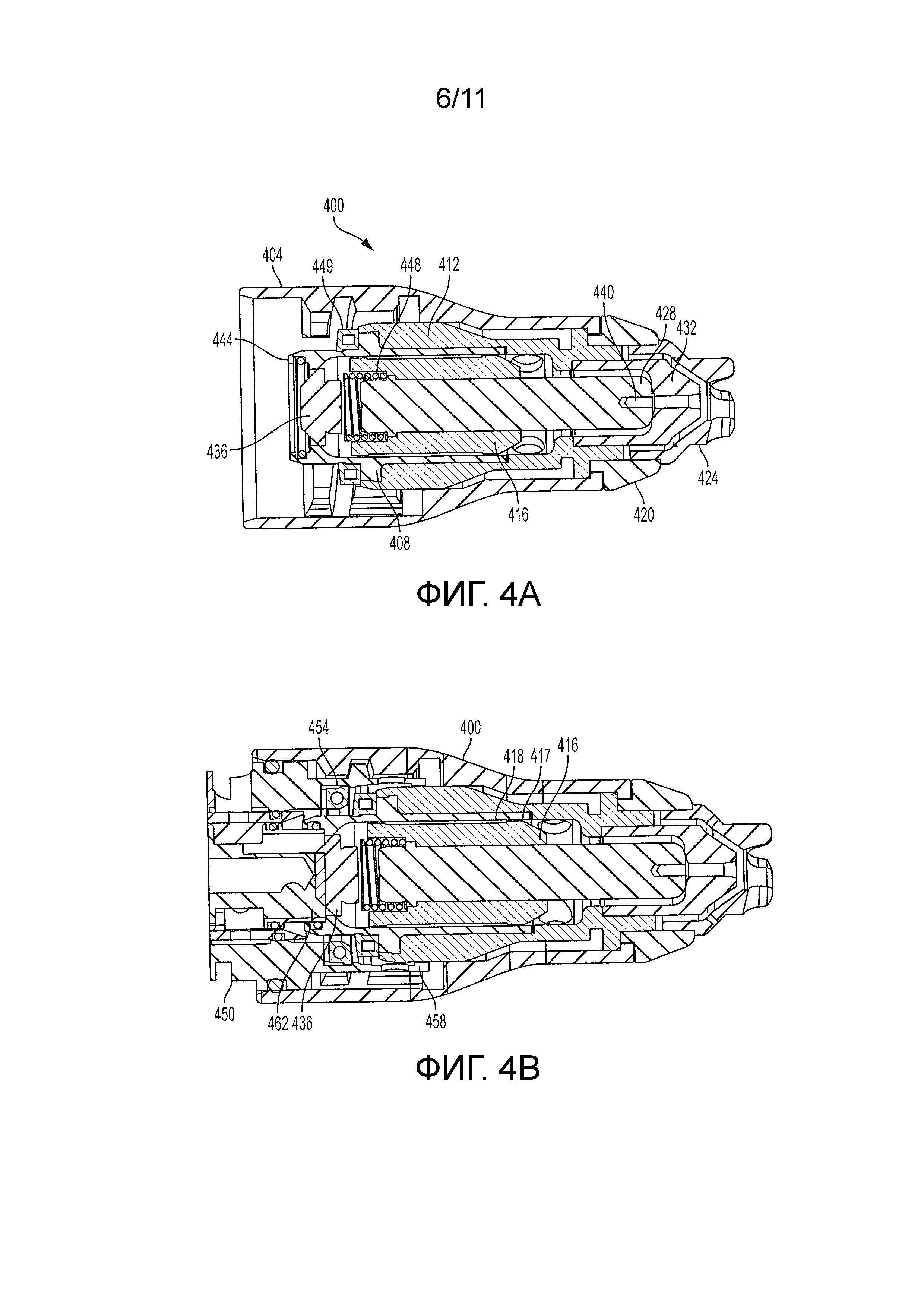
[0071] На Фиг.4A показан вид сечения картриджа 400 для системы плазменно-дуговой резки в соответствии с иллюстративным вариантом реализации изобретения. Картридж 400 может включать в себя компоненты, по существу подобные рассмотренным выше. Именно, в этом варианте реализации, картридж 400 может иметь в общей сложности двенадцать частей: две формованные пластиковые (например, PEEK) части (например, прижимной колпачок 404 и вкладыш 408 основания сопла (или "блокирующее кольцо", или "изолирующее кольцо", например как показано и описано ниже в связи с Фиг.9A); две подвергнутые механической обработке алюминиевые части (например, основание 412 сопла и муфта 416 электрода); одна анодированная алюминиевая часть (например, экранный изолятор, или изолятор 420, напрессованный на основание 412 алюминиевого сопла и экран 424); три медных части (например, экран 424, электрод 428, и сопло 432); одна покрытая латунью часть (например, кнопка 436 электродного контакта); одна гафниевая вставка 440 в высверленное отверстие электрода 428; одно О-кольцо 444; и одна пружина 448. В некоторых вариантах реализации, картридж 400 включает в себя устройство 449 сохранения информации (например, тэг RFID) для обмена информацией с устройством считывания плазменно-дуговой горелки (например, устройство 454 считывания, показанное ниже на Фиг.4B). Технология RFID может функционировать как описано, например, в Патенте США, серийный номер 14/079,163, поданном 13 ноября 2013г. и названном "Автоматическое Обнаружение Картриджа для Системы плазменно-дуговой резки", содержание которого целиком включено здесь посредством ссылки.
[0072] На Фиг.4B показан вид сечения картриджа 400, установленного в головке 450 горелки в соответствии с иллюстративным вариантом реализации изобретения. Головка 450 горелки может включать в себя электрический контакт 458, например Louvertac (показанный и описанный более подробно на Фиг.7A и 7B ниже). На этом виде, показан внешний диаметр 418 муфты 416 электрода, который позволяет газу течь через зазор 417. В некоторых вариантах реализации, зазор 417 составляет приблизительно 0,003 дюйма. При установке в горелку, кнопка 458 контакта электрода вступает в контакт с контактом 462 горелки и позволяет току течь на картридж 400 для воспламенения.
[0073] На Фиг.4C показан внешний вид картриджа 400, установленного в головке 450 горелки, показанной на Фиг.4B, причем внешняя область картриджа предоставлена как частично прозрачная для демонстрации характерного резьбового элемента 470 быстрого закручивания, сформированного на головке 450 горелки и внутренней поверхности прижимного колпачка 404, в соответствии с иллюстративным вариантом реализации изобретения. Характерный резьбовой элемент 470 быстрого закручивания может быть формованным или может иметь форму для сопряжения с прижимным колпачком 404. Элемент быстрого закручивания может включать в себя нестандартную укороченную трапецеидальную резьбу. При установке картриджа 400 в головке 450 горелки, оператор может просто вставлять картридж 400, пока он не столкнется с О-кольцом 474. Тогда, оператор может повернуть картридж 400 (например, на одну треть одного поворота) для блокировки картриджа 400 на месте. Конфигурация быстрого закручивания дает преимущество отсутствия необходимости в дополнительных или перемещаемых частей, и может быть простой для использования и недорогой для изготовления.
[0074] На Фиг.5 показан вид сечения картриджа 500, установленного в головке 504 горелки в соответствии с иллюстративным вариантом реализации изобретения (например, как на Фиг.2A-3B, которые показывают горелку, соединенную через отделимый прижимной колпачок). В этой конфигурации, прижимной колпачок 508 для присоединения картриджей может быть значительно упрощен по сравнению с предшествующими конструкциями. Например, нет необходимости в использовании Vespel (как это использовалось в прошлом), что значительно сокращает материальные затраты. Прижимной колпачок 508 может быть выполнен из алюминия (или, за более высокую стоимость, из латуни или из меди) с простым пластиковым и/или композитным покрытием. В некоторых вариантах реализации, может быть добавлена муфта для способствования удержанию картриджа 500. В некоторых вариантах реализации, прижимной колпачок 508 может быть частью горелки, например не рассматриваемым как расходная часть. В некоторых вариантах реализации, могут быть модифицированы формы и размеры деталей узла на Фиг.5, при условии поддержания необходимой электрической изоляции и/или требуемых газовых потоков и токовых каналов. В некоторых вариантах реализации, изоляторы на основе пластика и на основе анодирования могут быть использованы в одном варианте реализации.
[0075] Конструкции картриджей, показанные и описанные выше в связи с Фиг.1-5, могут допускать быструю замену картриджей (например, меньше чем за семь секунд). Например, примерный процесс установки может продолжаться всего на двух этапах: (1) картридж может быть опущен в прижимной колпачок; (2) прижимной колпачок затем может быть прикреплен к горелке. Альтернативно, если картридж имеет интегрированный прижимной колпачок, то картридж может быть просто прикручен на горелке. Система тогда может быть готовой к работе. И напротив, системы техники предшествующего уровня требовали, чтобы расходный пакет был собран деталь за деталью оператором. Например, сборка техники предшествующего уровня может включать в себя этапы: опускания сопла в прижимной колпачок; размещение электрода в вихревом кольце; скольжение вихревого кольца и электрода в прижимной колпачок и сопло; наворачивание экрана на прижимной колпачок; и прикрепление прижимного колпачка к горелке для выполнения резки, все с контролем за тем, что все компоненты соответствуют желаемому процессу. Таким образом, данное изобретение значительно увеличивает простоту и экономичность при установке расходных компонентов.
[0076] В некоторых вариантах реализации, картриджи заменяются как блоки, без необходимости в дополнительной сборке соответствующих расходных пакетов или выборе соответствующих расходных комбинаций. В некоторых вариантах реализации, длина эмитирующего элемента может быть отрегулирована для соответствия времени эксплуатации сопла, так, что части картриджа достигают конца своих сроков полезного использования приблизительно в то же самое время. В некоторых вариантах реализации, качество резки может быть подобным таковому, достигнутому с использованием данных расходных деталей. В некоторых вариантах реализации, не обязательно использовать пружину с электродом. Исключение пружины может уменьшить производственные затраты посредством устранения пружины и компонент кнопки на вершине пружинного электрода. В некоторых вариантах реализации, этапы механической обработки могут быть минимизированы, без необходимости в механической обработке после сборки (по сравнению с некоторыми узлами горелки, которые требуют этап окончательной механической обработки для достижения функциональной осевой ориентации картриджа). В некоторых вариантах реализации, сокращение вихревых отверстий может минимизировать операции сверления по сравнению с вихревыми кольцами техники предшествующего уровня (площадь сечения этих больших отверстий примерно эквивалентна площади сечения всех предшествующих меньших отверстий). В некоторых вариантах реализации, конкретные компоненты являются формованными, или опционально могут быть формованы, или имеется возможность их формования, например, без необходимости в механической обработке. Таким образом, нарезание резьбы на прижимном колпачке и/или других компонентах не является необходимым для прикрепления компонент (например, расходного узла картриджа), поскольку компоненты могут быть уже запрессованы совместно.
[0077] На нижеприведенных Фиг.6-12 показаны более подробные виды некоторых отдельных частей картриджа, показанных и описанных выше отдельно от окружающих частей. Эти части могут быть использованы с описанными выше вариантами реализации, например, как показано и описано в связи с Фиг.3A-3B, 4A-4C и/или 5.
[0078] На Фиг.6A показан перспективный вид сверху прижимного колпачка 600 для плазменно-дуговой горелки в соответствии с иллюстративным вариантом реализации изобретения, и Фиг.6B - это вид сечения прижимного колпачка 600. Прижимной колпачок 600 включает в себя резьбы 604 (например, 604A и 604B) и 608 (например, 608A, 608B). В некоторых вариантах реализации, резьбы 604, 608 дают возможность прижимному колпачку 600 выполнять функцию быстрой блокировки при установке в горелке. В некоторых вариантах реализации, прижимной колпачок 600 сформирован из формованного материала PEEK. В некоторых вариантах реализации, прижимной колпачок включает в себя "нестандартную укороченную 4-х шаговую трапецеидальную резьбу". На Фиг.6B, внешняя область 612 картриджа показана прозрачной, так, чтобы структура внутренних контуров 604A-B, 608A-B была видна при рассмотрении со стороны.
[0079] На Фиг.7A и 7B показаны перспективные виды сверху и перспективные виды снизу, соответственно, корпуса 700 горелки в соответствии с иллюстративным вариантом реализации изобретения (например, как показано в одном или нескольких описанных выше вариантах реализации). Корпус 700 горелки включает в себя резьбы 704 быстрого закручивания (например, 704A, 704B) для сопряжения с соответствующими резьбами в прижимном колпачке 600, показанном выше. Корпус 700 горелки также включает в себя углубление 708 для Louvertac и отверстий 712 (например, 712A, 712B, 712C) для поступающего газового потока. Корпус 700 горелки также включает в себя щель 716 для соединителя устройства считывания RFID.
[0080] На Фиг.8A и 8B показаны перспективные виды и виды сечения основания 800 сопла, соответственно, в соответствии с иллюстративным вариантом реализации изобретения. Основание 800 сопла включает в себя электрическую контактную поверхность 804 для сопряжения с корпусом горелки Louvertac. Основание 800 сопла также включает в себя щель 808 газового потока, имеющую антиротационную острую краевую блокировку 808. В некоторых вариантах реализации, основание 800 сопла также включает в себя характерный выравнивающий элемент для гарантии надлежащего выравнивания в пределах головки горелки.
[0081] На Фиг.9A и 9B показаны перспективный вид и вид снаружи и сбоку, соответственно, блокировочного кольца (или "блокирующего кольца", "изолирующего кольца" или "вкладыш основания сопла") 900 (например, вкладыш 408 основания сопла, как показано выше на Фиг.4A), в соответствии с иллюстративным вариантом реализации изобретения. Блокировочное кольцо 900 может быть сформировано посредством формования PEEK и может включать в себя тэг RFID 904, зафиксированный на блокировочном кольце 900. Блокировочное кольцо 900 может быть интерфейсом между горелкой и картриджем. Блокировочное кольцо 900 может быть запрессованным в корпус сопла для захвата подвижного электрода. Блокировочное кольцо 900 может содержать компоненты картриджа в пределах картриджа и электрически изолировать горелку от картриджа. В некоторых вариантах реализации, блокировочное кольцо 900 может быть заменено термоусадкой или склеиванием. В некоторых вариантах реализации, блокировочное кольцо 900 имеет форму для ориентации картриджа (например, аксиальной), чтобы оптимизировать газовый поток, чтобы допустить электрическое соединение с катодом, и/или чтобы обеспечить электрическую изоляцию. В некоторых вариантах реализации, блокировочное кольцо 900 включает в себя периферический фланец, или характерный ступенчатый элемент 908, имеющий форму для соединения с дополнительным фланцем на корпусе сопла, формируя конструкцию замкового соединения для предотвращения разборки или разделения этих двух компонентов после монтажа.
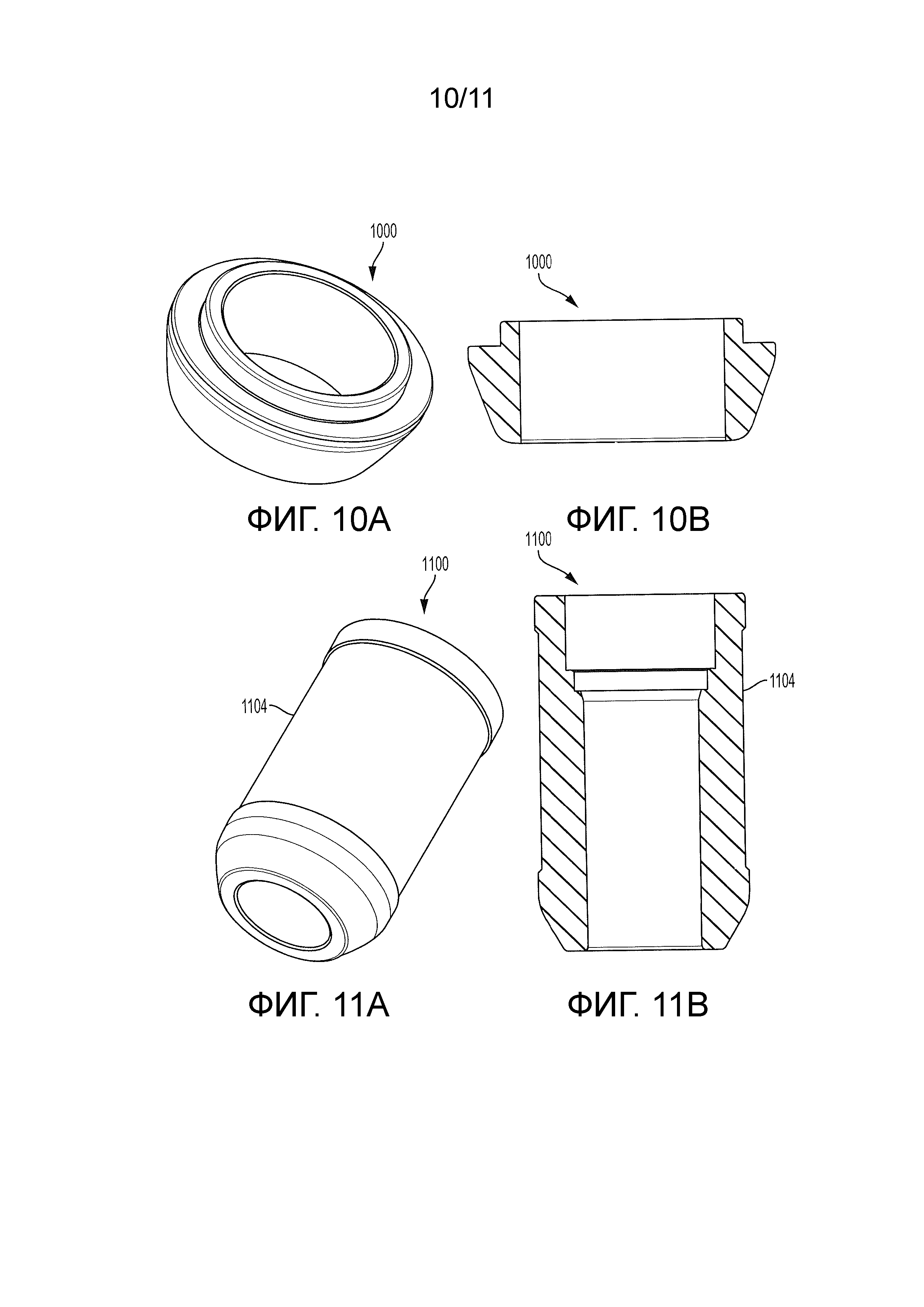
[0082] На Фиг.10A и 10B показаны перспективный вид и вид сечения, соответственно, изолятора 1000 экрана, в соответствии с иллюстративным вариантом реализации изобретения. Экранный изолятор 1000 может быть выполнен из анодированного алюминия или другого подходящего диэлектрического материала. На Фиг.11A и 11B показаны перспективный вид и вид сечения, соответственно, муфты 1100 электрода, в соответствии с иллюстративным вариантом реализации изобретения. Внешняя поверхность 1104 муфты 1100 электрода может облегчить газовый поток и теплопередачу в пределах горелки и через горелку. В некоторых вариантах реализации, муфта электрода содержит алюминий, анодированный алюминий, и/или термопластики.
[0083] На Фиг.12A и 12B показаны виды сечения укороченной и удлиненной сборок 1200 и 1250 муфты электрода, соответственно, в соответствии с иллюстративным вариантом реализации изобретения. Удлиненный узел 1200 муфты электрода включает в себя удлиненный участок 1204, тогда как укороченный узел 1250 включает в себя укороченный участок 1208.
[0084] Хотя изобретение было показано и описано именно в отношении определенных предпочтительных вариантов реализации, специалистам в данной области техники будет понятно, что различные изменения по форме и в деталях могут быть выполнены, не отступая от существа и объема притязаний изобретения, как это определено нижеследующей формулой. В частности, показанные и обсуждаемые здесь размеры, предлагаются только в качестве примера, и не могут рассматриваться как ограничение. Кроме того, описанные материалы являются примерными, и могут быть использованы другие материалы, при сохранении существа и объема притязаний технологии.
Композиционные расходуемые детали горелки для сварки плазменной дугой
Резьбовое соединение для системы горелки
Оптимизация и управление обработкой материала, с использованием горелки для термообработки
Системы, способы и устройства для передачи информации в системы термообработки
Устройства для плазменных дуговых горелок с газовым охлаждением и относящиеся к ним системы и способы
Система для плазменно-дуговой резки, включающая закрепляющие колпачки и другие расходные компоненты, и соответствующие способы работы
Способ и устройство повышения эксплуатационного ресурса плазменно-дуговой горелки
Система для плазменно-дуговой резки, включающая сопла и другие расходные компоненты, и соответствующие способы работы
Усовершенствованная система для плазменно-дуговой резки, расходные компоненты и способы работы
Ситема для плазменно-дуговой резки, включающая трубки для охладителя и другие расходные компоненты, и соответствующие способы работы
Расходный картридж для системы плазменно-дуговой резки
Усовершенствованные системы для плазменно-дуговой резки, расходные компоненты и способы работы

