Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к впитывающим изделиям, включая подгузники одноразового использования и гигиенические прокладки.
Предшествующий уровень техники
[0002]
Впитывающее изделие данного вида включает в себя впитывающий компонент и проницаемый для жидкостей, верхний лист, закрывающий переднюю сторону впитывающего компонента так, что жидкие выделения, такие как моча и менструальная кровь, проходят через верхний лист и впитываются и удерживаются впитывающим компонентом. Традиционно в качестве верхних листов для впитывающих изделий использовались нетканые материалы, изготовленные различными способами, нетканые материалы, подвергнутые перфорированию в качестве вспомогательной обработки, пористые пленки, изготовленные из синтетических смол, таких как полиэтилен, и другие материалы. Во многих впитывающих изделиях для решения проблемы обратного потока жидких выделений из верхнего листа к коже второй лист, образованный из объемного нетканого материала, приклеен к задней поверхности верхнего листа.
[0003]
От впитывающих изделий требуется предотвращение не только утечки выделений, таких как моча, но также и неприятного ощущения у носителя, сыпи и тому подобного, вызываемых повторным прилипанием выделений, таких как моча, к коже. Соответственно, в последние годы в случае использования нетканого материала для верхнего листа большое число куполообразных выдавленных выступов образуют на верхнем листе тиснением для уменьшения площади контакта между верхним листом и кожей, и участкам, которые должны находиться в контакте с кожей, придают мягкость, как описано в патентных документах 1-3. В частности, как описано в патентном документе 3, при соединении периферий выдавленных выступов на верхнем листе (нижних частей углублений между выступами) и второго листа выдавленные выступы образуются более прочными и надежно сохраняются даже в сдавленном состоянии в упаковочных пакетах до тех пор, пока они не будут использованы посредством процесса дистрибуции. Подобные выдавленные выступы предпочтительно способствуют отличным впитывающей способности и внешнему виду. Верхний лист, подвергнутый тиснению, не только имеет широкие функциональные возможности, но также обеспечивает красивый вид и практичность для потребителей и является очень важным элементом также с точки зрения внешнего вида.
[0004]
Данные верхний лист и второй лист могут быть соединены в технологическом оборудовании с тремя валиками, проиллюстрированном, например, на фиг.12. В частности, технологическое оборудование для обработки верхнего листа включает в себя: вталкивающий валик 90 с большим числом вталкивающих выпуклых частей 90а, расположенных на периферийной поверхности; валик 91 с вогнутостями, который расположен напротив вталкивающего валика 90 и имеет вогнутые части 91а, соответствующие вталкивающим выпуклым частям 90а, и соединяющие выпуклые части 91b, выполненные между вогнутыми частями 91а, и соединяющий валик 92, расположенный напротив валика 91 с вогнутостями. Материал 30S верхнего листа подают за счет вытягивания с расположенной дальше по ходу стороны с определенным натяжением. Сначала материал зажимают между вталкивающим валиком 90 и валиком 91 с вогнутостями, и выпуклые части на вталкивающем валике 90 входят в вогнутые части 91а на валике 91 с вогнутостями для образования большого числа выдавленных выступов 31 (выступов), и затем материал наматывают вокруг валика 91 с вогнутостями. Во время направления материала за счет вращения валика 91 с вогнутостями материал 40S второго листа подают к наружной стороне материала 30S верхнего листа за счет вытягивания (растягивания)) с расположенной дальше по ходу стороны с определенным натяжением. Материал 30S верхнего листа и материал 40S второго листа зажимают между валиком 91 с вогнутостями и соединяющим валиком 92 и подвергают сдавливанию при нагреве и скрепляют между соединяющими выпуклыми частями 91b валика 91 с вогнутостями и наружной периферийной поверхностью соединяющего валика 92, в результате чего образуются соединенные части 80 верхнего и второго листов.
[0005]
Однако при изготовлении изделия, описанного в патентном документе 3, большое число морщин образуется вдоль направления MD (направления перемещения полуфабриката в машине или направлении перемещения листов) оборудования для обработки верхнего листа с интервалом в направлении CD (направлении, ортогональном к направлению MD, или поперечном направлении), остающимся между ними, как проиллюстрировано на фиг.14, что приводит к возникновению проблемы ухудшения внешнего вида.
Перечень ссылок
Патентные документы
[0006]
Патентный документ 1: JP-A № 2005-314842
Патентный документ 2: JP-A № 2010-150686
Патентный документ 3: JP-A № 2011-234896
Сущность изобретения
Проблема, подлежащая решению посредством изобретения
[0007]
Основная задача настоящего изобретения состоит в соединении верхнего листа, имеющего выдавленные выступы, и второго листа при одновременном предотвращении возникновения морщин в направлении MD на верхнем листе.
Средства для решения проблемы
[0008]
Автор настоящего изобретения добросовестно исследовал морщины и обнаружил, что морщины, возникающие на верхнем листе, проходили через определяемый в направлении CD центр выступов, расположенных в направлении MD. Сначала автор изобретения выдвинул гипотезу, заключающуюся в том, что образование имеющих вид точек, соединенных частей верхнего и второго листов в местах, центральных в направлении CD и соответствующих центральным - в направлении CD - частям выдавленных выступов, соседних в направлении MD, между соседними выдавленными выступами обеспечит устранение чрезмерных морщин на верхнем листе, но обнаружил, что данная мера является недостаточной для подавления возникновения морщин. После этого автор изобретения обнаружил причину и создал настоящее изобретение. Настоящее изобретение, решающее вышеуказанную проблему, таково:
[0009]
<Изобретение по пункту 1 формулы изобретения>
Способ изготовления впитывающего изделия, включающего в себя впитывающий компонент, верхний лист, проницаемый для жидкостей, образованный из нетканого материала и закрывающий переднюю сторону впитывающего компонента, и второй лист, приклеенный к задней поверхности верхнего листа, при этом верхний лист имеет большое число выдавленных выступов, образованных выдавливанием от задней стороны к передней стороне с интервалом, остающимся между ними в направлении ширины и в направлении вперед-назад, и при этом части между выдавленными выступами, соседними в направлении ширины и в направлении вперед-назад, в верхнем листе соединены со вторым листом для образования большого числа соединенных частей верхнего и второго листов с рисунком соединенных частей, прерывистым в направлении ширины и в направлении вперед-назад, при этом
при сборке верхнего листа и второго листа способ включает:
образование выдавленных выступов тиснением при одновременном перемещении нетканого материала, который должен стать верхним листом, посредством вытягивания с расположенной дальше по ходу стороны;
размещение материала для второго листа на задней поверхности нетканого материала с выдавленными выступами и соединение нетканого материала и материала для второго листа с рисунком соединенных частей, в котором соединенные части верхнего и второго листов образованы между выдавленными выступами, соседними в направлении MD, в местах, центральных в направлении CD и соответствующих центральным - в направлении CD - частям соседних выдавленных выступов, и в местах сбоку с обеих сторон центральных мест в направлении CD, и определяемая в направлении MD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов непрерывно или ступенчато увеличивается от центрального места по мере приближения к боковым сторонам.
[0010]
(Действие и результат)
Между выдавленными выступами, соседними в направлении MD, соединенные части верхнего и второго листов образуются не только в местах, центральных в направлении CD и соответствующих центральным - в направлении CD - частям соседних выдавленных выступов, но также и в местах сбоку с обеих сторон центральных мест в направлении CD. Кроме того, нетканый материал и второй лист соединяются с рисунком соединенных частей, в котором определяемая в направлении MD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов непрерывно или ступенчато увеличивается от центральных мест по мере приближения к боковым сторонам. Соответственно, даже несмотря на то, что вертикальные морщины возникают во время образования выдавленных выступов, морщины могут быть разглажены с обеих сторон в направлении CD и устранены или сделаны менее заметными без деформирования выдавленных выступов во время соединения со вторым листом.
[0011]
<Изобретение по пункту 2 формулы изобретения>
Способ изготовления впитывающего изделия в соответствии с пунктом 1 формулы изобретения, в котором соединенные части верхнего и второго листов между выдавленными выступами, соседними в направлении MD, представляют собой цельные соединенные части, которые продолжаются непрерывно от центральных мест до обеих сторон в направлении CD и удлиняются непрерывно или ступенчато в направлении MD по мере приближения к боковым сторонам.
[0012]
(Действие и результат)
В настоящем изобретении «рисунок соединенных частей, в котором определяемая в направлении MD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов непрерывно или ступенчато увеличивается от центральных мест по мере приближения к боковым сторонам», может быть образован посредством множества отделенных соединенных частей верхнего и второго листов. Однако цельный рисунок, подобный описанному выше, обеспечивает еще лучший эффект предотвращения возникновения морщин.
[0013]
<Изобретение по пункту 3 формулы изобретения>
Способ изготовления впитывающего изделия в соответствии с пунктом 1 формулы изобретения, в котором соединенные части верхнего и второго листов выполняют в центральных местах и в местах сбоку так, чтобы они были отделены друг от друга, между выдавленными выступами, соседними в направлении MD, и число или длина соединенных частей верхнего и второго листов непрерывно или ступенчато увеличивается в направлении MD от центральных мест по мере приближения к боковым сторонам.
[0014]
(Действие и результат)
Когда «рисунок соединенных частей, в котором определяемая в направлении MD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов непрерывно или ступенчато увеличивается от центральных мест по мере приближения к боковым сторонам», в настоящем изобретении образован цельным рисунком, как описано выше, существует возможность уменьшения проницаемости и гибкости верхнего листа. Однако образование рисунка соединенных частей посредством множества таких соединенных частей верхнего и второго листов, которые отделены друг от друга, в соответствии с пунктом 3 формулы изобретения позволяет уменьшить данную возможность и в полной мере обеспечить эффект предотвращения морщин.
[0015]
<Изобретение по пункту 4 формулы изобретения>
Способ изготовления впитывающего изделия в соответствии с любым из пунктов 1-3 формулы изобретения, включающий:
использование вталкивающего валика с большим числом вталкивающих выпуклых частей, образованных со схемой расположения выдавленных выступов на периферийной поверхности, валика с вогнутостями, который расположен напротив вталкивающего валика и имеет вогнутые части, соответствующие вталкивающим выпуклым частям, и соединяющие выпуклые части, выполненные между вогнутыми частями, и соединяющего валика, расположенного напротив валика с вогнутостями;
во время перемещения нетканого материала, который должен стать верхним листом, посредством вытягивания с расположенной дальше по ходу стороны зажим нетканого материала между вталкивающим валиком и валиком с вогнутостями, вталкивание выпуклых частей на вталкивающем валике в вогнутые части на валике с вогнутостями для образования выдавленных выступов, и после этого во время намотки нетканого материала, который должен стать верхним листом, вокруг валика с вогнутостями и направления данного нетканого материала подачу материала для второго листа посредством вытягивания с расположенной дальше по ходу стороны к наружной стороне нетканого материала, который должен стать верхним листом, зажим нетканого материала, который должен стать верхним листом, и материала для второго листа между валиком с вогнутостями и соединяющим валиком и сдавливание при нагреве и склеивание нетканого материала, который должен стать верхним листом, и материала для второго листа между соединяющими выпуклыми частями валика с вогнутостями и периферийной поверхностью соединяющего валика для образования соединенных частей верхнего и второго листов.
[0016]
(Действие и результат)
В соответствии со способом изготовления, посредством которого выдавленные выступы соединяются со вторым листом сразу же после образования выдавленных выступов и до того, как морщины по существу «втянутся», более вероятно то, что морщины останутся. Соответственно, настоящее изобретение предпочтительно применяется для такого способа изготовления.
[0017]
<Изобретение по пункту 5 формулы изобретения>
Впитывающее изделие, содержащее: впитывающий компонент, верхний лист, проницаемый для жидкостей, образованный из нетканого материала и закрывающий переднюю сторону впитывающего компонента, и второй лист, приклеенный к задней поверхности верхнего листа, при этом верхний лист имеет большое число выдавленных выступов, образованных выдавливанием от задней стороны к передней стороне с интервалом, остающимся между ними в направлении ширины и в направлении вперед-назад, и при этом части между выдавленными выступами, соседними в направлении ширины и в направлении вперед-назад, в верхнем листе соединены со вторым листом для образования большого числа соединенных частей верхнего и второго листов с рисунком соединенных частей, прерывистым в направлении ширины и в направлении вперед-назад, при этом
верхний лист и второй лист соединены с рисунком соединенных частей, в котором между соседними в направлении MD, выдавленными выступами в верхнем листе соединенные части верхнего и второго листов образованы, по меньшей мере, в центральных местах на виртуальной линии, соединяющей центральные - в направлении CD - части соседних выдавленных выступов, и в местах сбоку с обеих сторон центральных мест в направлении CD, и определяемая в направлении MD протяженность зоны с соединенными частями непрерывно или ступенчато увеличивается от центральных мест по мере приближения к боковым сторонам.
[0018]
(Действие и результат)
Обеспечиваются те же действие и результат, что и действие и результат от изобретения по пункту 1 формулы изобретения. Термины «направление MD» и «направление CD» во впитывающем изделии относятся к «направлению MD» и «направлению CD» в технологическом оборудовании для получения выдавленных выступов, и одно из направлений представляет собой направление вперед-назад и другое представляет собой направление ширины. Направление MD в изделии представляет собой направление, в котором ориентированы волокна нетканого материала в верхнем листе. Направление ориентации волокон представляет собой направление, вдоль которого выровнены волокна нетканого материала. Направление ориентации может быть определено посредством метода измерения, соответствующего методу испытаний для определения ориентации волокон путем определения прочности при растяжении при нулевом расстоянии между зажимами по методу Т481, определяемому стандартом TAPPI (Technical Association of Pulp and Paper Industry - Техническая ассоциация целлюлозно-бумажной промышленности (США)), или простого метода измерения, в соответствии с которым решение в отношении направления ориентации волокон принимают, например, исходя из отношения прочностей при растяжении в направлении вперед-назад и в направлении ширины.
[0019]
<Изобретение по пункту 6 формулы изобретения>
Впитывающее изделие в соответствии с пунктом 5 формулы изобретения, в котором соединенные части верхнего и второго листов между выдавленными выступами, соседними в направлении MD, представляют собой цельные соединенные части, которые продолжаются непрерывно от центральных мест до обеих сторон в направлении CD и удлиняются непрерывно или ступенчато в направлении MD по мере приближения к боковым сторонам.
[0020]
(Действие и результат)
Могут быть обеспечены те же действие и результат, что и действие и результат от изобретения по пункту 2 формулы изобретения.
[0021]
<Изобретение по пункту 7 формулы изобретения>
Впитывающее изделие в соответствии с пунктом 6 формулы изобретения, в котором соединенные части верхнего и второго листов между выдавленными выступами, соседними в направлении MD, представляют собой длинные в горизонтальном направлении, соединенные части, имеющие бóльшую длину в направлении CD, в которых длина в направлении MD составляет 0,1-1 от определяемого в направлении MD интервала между центрами в проходящих в направлении CD столбцах выдавленных выступов, соседних в направлении MD, и длина в направлении CD составляет 0,3-1 от определяемого в направлении CD интервала между центрами в проходящих в направлении MD столбцах выдавленных выступов, соседних в направлении CD.
[0022]
(Действие и результат)
Несмотря на то, что отсутствует какое-либо особое ограничение, размеры цельных соединенных частей предпочтительно находятся в пределах, описанных в пункте 7 формулы изобретения.
[0023]
<Изобретение по пункту 8 формулы изобретения>
Впитывающее изделие в соответствии с пунктом 5 формулы изобретения, в котором соединенные части верхнего и второго листов являются отдельными в центральных местах и в местах сбоку между выдавленными выступами, соседними в направлении MD, и число или длина соединенных частей верхнего и второго листов непрерывно или ступенчато увеличивается в направлении MD от центральных мест по мере приближения к боковым сторонам.
[0024]
(Действие и результат)
Могут быть обеспечены те же действие и результат, что и действие и результат от изобретения по пункту 3 формулы изобретения.
[0025]
<Изобретение по пункту 9 формулы изобретения>
Впитывающее изделие в соответствии с пунктом 8 формулы изобретения, в котором соединенные части верхнего и второго листов между выдавленными выступами, соседними в направлении MD, представляют собой имеющие вид точек, соединенные части, в которых длина в направлении MD составляет 0,1-0,4 от определяемого в направлении MD интервала между центрами в проходящих в направлении CD столбцах выдавленных выступов, соседних в направлении MD, и длина в направлении CD составляет 0,1-0,4 от определяемого в направлении CD интервала между центрами в проходящих в направлении MD столбцах выдавленных выступов, соседних в направлении CD.
[0026]
(Действие и результат)
Несмотря на то, что отсутствует какое-либо особое ограничение, размеры имеющих вид точек, соединенных частей предпочтительно находятся в пределах, описанных в пункте 8 формулы изобретения.
[0027]
<Изобретение по пункту 10 формулы изобретения>
Впитывающее изделие в соответствии с любым из пунктов 5-9, в котором определяемая в направлении CD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов между выдавленными выступами, соседними в направлении MD, составляет 0,3-1 от определяемого в направлении CD интервала между центрами в проходящих в направлении MD столбцах выдавленных выступов, соседних в направлении CD, и
определяемая в направлении MD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов между выдавленными выступами, соседними в направлении CD, составляет 0,3-1 от определяемого в направлении MD интервала между центрами в проходящих в направлении CD столбцах выдавленных выступов, соседних в направлении MD.
[0028]
(Действие и результат)
Когда определяемая в направлении CD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов между выдавленными выступами, соседними в направлении MD, слишком большая, соединенные части верхнего и второго листов являются почти непрерывными в направлении CD, и когда определяемая в направлении MD протяженность зоны с соединенными частями для соединенных частей верхнего и второго листов между выдавленными выступами, соседними в направлении CD, слишком большая, соединенные части верхнего и второго листов являются почти непрерывными в направлении MD, что может привести к снижению проницаемости и гибкости верхнего листа. Соответственно, желательно оставить достаточный интервал в направлении MD и в направлении CD, как описано в пункте 10 формулы изобретения.
Предпочтительные эффекты от изобретения
[0029]
Как описано выше, в соответствии с настоящим изобретение можно обеспечить преимущество, заключающееся в том, что верхний лист, имеющий выдавленные выступы, и второй лист будут соединены при одновременном предотвращении возникновения морщин в направлении MD в верхнем листе.
Краткое описание чертежей
[0030]
Фиг.1 представляет собой вид в плане внутренней поверхности подгузника одноразового использования, скрепляемого лентами, в раскрытом состоянии;
фиг.2 представляет собой вид в плане наружной поверхности подгузника одноразового использования, скрепляемого лентами, в раскрытом состоянии;
фиг.3 представляет собой вид в разрезе, выполненном по линии 6-6 на фиг.1;
фиг.4 представляет собой вид в разрезе, выполненном по линии 7-7 на фиг.1;
фиг.5 представляет собой вид в разрезе, выполненном по линии 8-8 на фиг.1;
фиг.6 представляет собой вид в разрезе, выполненном по линии 9-9 на фиг.1;
фиг.7 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.1;
фиг.8 представляет собой вид в плане верхнего листа и второго листа;
фиг.9(а) и 9(b) представляют собой увеличенные виды в плане рисунков соединенных частей, образуемых соединенными частями верхнего и второго листов;
фиг.10(а) и 10(b) представляют собой увеличенные виды в плане рисунков соединенных частей, образуемых соединенными частями верхнего и второго листов;
фиг.11 представляет собой вид в разрезе основных компонентов, таких как соединенные части верхнего и второго листов;
фиг.12 представляет собой иллюстративное схематическое изображение оборудования для соединения верхнего листа и второго листа;
фиг.13 представляет собой фотографию элемента, образованного соединенными верхним листом и вторым листом, в направлении в перспективе;
фиг.14 показывает сравнительные фотографии, полученные съемкой поверхностей верхних листов образца подгузника одноразового использования, скрепляемого лентами, по настоящему изобретению и сравнительного образца; и
фиг.15 представляет собой увеличенный вид в плане рисунка соединенных частей, образуемого соединенными частями верхнего и второго листов.
Описание вариантов осуществления
[0031]
Один вариант осуществления настоящего изобретения будет описан ниже со ссылкой на сопровождающие чертежи.
Фиг.1-6 иллюстрируют пример подгузника одноразового использования, скрепляемого лентами. На чертежах ссылочная позиция Х обозначает полную ширину подгузника за исключением скрепляющих лент, и ссылочная позиция L обозначает полную длину подгузника. Составляющие элементы скреплены или соединены так, как необходимо, даже в частях, отличных от скрепленных частей и соединенных частей, описанных ниже, как в случае публично известных подгузников. Средства для скрепления или соединения могут быть выбраны соответствующим образом из термоплавкого адгезива и процессов сварки (термосварки и ультразвуковой сварки).
[0032]
Подгузник одноразового использования, скрепляемый лентами, включает в себя: проницаемый для жидкостей, верхний лист, который проходит вдоль центра, определяемого в направлении ширины, чтобы закрыть тело от области живота до ягодиц, проходит через промежностную часть и образует поверхность, расположенную со стороны тела; впитывающую основную часть 10, которая имеет впитывающий элемент 50, расположенный между впитывающей основной частью 10 и не проницаемым для жидкостей листом, расположенным со стороны наружной поверхности; концевую лентообразную часть ЕF, расположенную с вентральной стороны, и концевую лентообразную часть ЕF, расположенную с дорсальной стороны, которые проходят с передней и задней сторон впитывающей основной части 10 и не имеют впитывающего элемента 50.
[0033]
Подгузник одноразового использования, скрепляемый лентами, также имеет две боковые лентообразные части SF и SF, которые проходят с боковых сторон за боковыми краями впитывающей основной части 10, и скрепляющие ленты 13 на дорсальных сторонах боковых лентообразных частей SF и SF.
[0034]
Более конкретно, все наружные поверхности впитывающей основной части 10 и боковых лентообразных частей SF и SF образованы из наружного листа 12. В частности, во впитывающей основной части 10 не проницаемый для жидкостей лист 11 прикреплен к стороне внутренней поверхности наружного листа 12 посредством адгезива, такого как термоплавкий адгезив, и впитывающий элемент 50, второй лист 40 и верхний лист 30 уложены в виде слоев в данном порядке со стороны внутренней поверхности листа 11, не проницаемого для жидкостей. Верхний лист 30 и лист 11, не проницаемый для жидкостей, имеют прямоугольную форму в проиллюстрированном примере. Верхний лист 30 и лист 11, не проницаемый для жидкостей, имеют немного бóльшие размеры, чем впитывающий элемент 50, в направлении вперед-назад и в направлении ширины, и периферийная краевая часть верхнего листа 30, выступающая за впитывающий элемент 50, и периферийная краевая часть листа 11, не проницаемого для жидкостей, которая выступает за впитывающий элемент 50, приклеены друг к другу термоплавким адгезивом или тому подобным. Не проницаемый для жидкостей лист 11 выполнен из влагопроницаемой полиэтиленовой пленки или тому подобного и имеет немного бóльшую ширину по сравнению с верхним листом 30.
[0035]
Кроме того, трехмерные сборки 60 и 60 боковых частей выполнены на обеих боковых сторонах впитывающей основной части 10 так, что они выступают (стоят) по направлению к коже носителя. Листы 62, 62 для сборок, образующие трехмерные сборки 60 и 60 боковых частей, зафиксированы и приклеены в зоне от верхней части обеих боковых сторон верхнего листа 30 до внутренних поверхностей боковых лентообразных частей SF и SF.
[0036]
Материалы и свойства соответствующих частей/компонентов будут последовательно описаны ниже.
(Наружный лист)
Наружный лист 12 представляет собой компонент, предназначенный для обеспечения опоры для впитывающего элемента 50, подлежащего закреплению относительно носителя. Наружный лист 12 имеет форму, подобную песочным часам, которая сужается в части, средней в направлении вперед-назад, с обеих боковых сторон для окружения ног носителя.
[0037]
Наружный лист 12 предпочтительно представляет собой нетканый материал, но не ограничен этим. Отсутствует какое-либо особое ограничение в отношении вида нетканого материала. Например, волокна материала могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые или полипропиленовые, полиэфирные, полиамидные или репродуцированные волокна, такие как вискозные или медноаммиачные, натуральные волокна, такие как хлопковые, или тому подобные, и способ обработки может представлять собой гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, обработку пропусканием воздуха насквозь и иглопробивание или тому подобное. Тем не менее, для обеспечения сочетания текстуры и прочности предпочтительны нетканые материалы из длинных волокон, такие как нетканый материал фильерного способа производства, нетканый материал со структурой SMS (SMS - слой (S) из нетканого материала фильерного способа производства - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, - слой (S) из нетканого материала фильерного способа производства) и нетканый материал со структурой SMMS (SMMS - слой (S) из нетканого материала фильерного способа производства - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, - слой (S) из нетканого материала фильерного способа производства). Нетканый материал может быть использован в виде одного листа или слоя с перекрытием двух или более листов. В последнем случае листы нетканого материала предпочтительно приклеены друг к другу термоплавким адгезивом или тому подобным. В случае использования нетканого материала поверхностная плотность волокон желательно составляет 10-50 г/м2, в частности, 15-30 г/м2.
[0038]
(Не проницаемый для жидкостей лист)
Отсутствует какое-либо особое ограничение в отношении материала для листа 11, не проницаемого для жидкостей. Тем не менее, например, материал может представлять собой смолу на основе олефинов, таких как полиэтилен или полипропилен, многослойный лист нетканого материала, в котором нетканый материал наложен на полиэтиленовый лист или тому подобное, лист нетканого материала, внутри которого расположен водонепроницаемый лист для обеспечения по существу непроницаемости по отношению к жидкостям (в этом случае водонепроницаемый лист и нетканый материал образуют лист, не проницаемый для жидкостей), или тому подобное. Само собой разумеется, могут быть использованы другие не проницаемые для жидкостей и влагопроницаемые материалы, предпочтительно используемые в последние годы по соображениям, связанным с предотвращением затхлости. Лист не проницаемого для жидкостей и влагопроницаемого материала может представлять собой микропористый лист, который получен расплавлением и вмешиванием неорганического наполнителя в смолу на основе олефинов, таких как полиэтилен, полипропилен или тому подобное, например, для образования листа и последующим удлинением листа в направлении одной оси или двух осей. Кроме того, не проницаемый для жидкостей лист 11 может представлять собой лист нетканого материала из волокон микроденье или может представлять собой не проницаемый для жидкостей лист, который образован без использования водонепроницаемой пленки, за счет повышения герметичности путем уменьшения размера воздушных зазоров между волокнами посредством подвода тепла или приложения давления или за счет нанесения на лист покрытия из смолы с высокой способностью к впитыванию воды, из гидрофобной смолы или водоотталкивающего средства.
[0039]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкости и может представлять собой пористый или непористый нетканый материал. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы, «купры» или тому подобного, натуральные волокна из хлопка или тому подобного и смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. Для обеспечения гибкости и драпируемости предпочтительно гидроперепутывание. Для обеспечения объемности и мягкости предпочтительно термоскрепление.
[0040]
Верхний лист 30 может состоять из одного листа или из многослойного листа, полученного скреплением двух или более листов друг с другом. Аналогичным образом, верхний лист 30 может состоять из одного листа или из двух или более листов в направлении в плоскости.
[0041]
(Второй лист)
Второй лист 40 присоединен к задней поверхности верхнего листа 30 для обеспечения быстрого перемещения жидких выделений, прошедших через верхний лист 30, во впитывающий компонент 56 и для предотвращения обратного потока жидких выделений. В случае использования горячего тиснения или ультразвуковой сварки для присоединения второго листа 40 к верхнему листу 30 материал для второго листа 40 предпочтительно имеет температуру плавления на том же уровне, что и температура плавления верхнего листа 30. Второй лист 40 может представлять собой нетканый материал или полимерную пленку с большим числом проницаемых пор. Нетканый материал для второго листа 40 может быть таким же, как нетканый материал для верхнего листа 30, описанный выше. Тем не менее, нетканый материал для второго листа 40 предпочтительно имеет более высокие гидрофильность и плотность расположения волокон, чем нетканый материал для верхнего листа 30, так что способность к перемещению жидкости из верхнего листа 30 во второй лист 40 является еще лучшей.
[0042]
Второй лист 40 в проиллюстрированном примере имеет меньшую ширину, чем впитывающий элемент 50, и расположен в центре впитывающего элемента 50. Альтернативно, второй лист 40 может быть предусмотрен на всей ширине впитывающего элемента 50. Длина второго листа 40 в направлении вперед-назад может быть равна полной длине подгузника, может быть равна длине впитывающего элемента 50 или может находиться в пределах, соответствующих короткому интервалу с центром в зоне, предназначенной для приема жидкости.
[0043]
(Трехмерные сборки боковых частей)
Трехмерные сборки 60, 60 боковых частей предпочтительно выполнены так, чтобы они выступали (стояли) по направлению к используемой поверхности с обеих боковых сторон изделия для того, чтобы остановить мочу или жидкий стул, перемещающиеся в боковом направлении по верхнему листу 30, для предотвращения утечки жидкости в боковом направлении.
[0044]
Трехмерные сборки 60 боковых частей состоят из листа 62 для сборок, который является по существу непрерывным в направлении ширины, и из удлиненного упругого и эластичного элемента 63, который прикреплен в растянутом состоянии к листу 62 для сборок вдоль направления вперед-назад. Лист 62 для сборок может представлять собой водоотталкивающий нетканый материал, и упругий и эластичный элемент 63 может представлять собой резиновую нить или тому подобное. Может быть предусмотрено множество упругих и эластичных элементов, как проиллюстрировано на фиг.1 и 3, или может быть предусмотрен один упругий и эластичный элемент в каждом листе.
[0045]
Внутренняя поверхность листа 62 для сборок имеет предназначенный для фиксации, начальный конец в направлении ширины над боковой частью верхнего листа 30. Наружная часть предназначенного для фиксации, начального конца в направлении ширины зафиксирована и приклеена термоплавким адгезивом или тому подобным к боковой части листа 11, не проницаемого для жидкостей, а также к боковой части наружного листа 12, расположенного с наружной стороны боковой части листа, не проницаемого для жидкостей.
[0046]
Вокруг ног определяемая в направлении ширины, внутренняя сторона предназначенного для фиксации, начального конца трехмерных сборок 60 боковой части прикреплена к верхнему листу 30 как на переднем конце, так и на заднем конце в направлении вперед-назад изделия, но часть между передним концом и задним концом представляет собой незафиксированную свободную часть. Свободная часть «встает» под действием стягивающего усилия, создаваемого упругим и эластичным элементом 63. При ношении подгузника подгузник закреплен с формой, подобной лодке, относительно тела носителя. При этом стягивающее усилие, создаваемое упругим и эластичным элементом 63, действует для того, чтобы обеспечить возможность «вставания» трехмерных сборок 60 боковой части и их плотного прилегания к ноге. В результате существует возможность предотвращения утечки в боковом направлении вокруг ноги.
[0047]
В отличие от проиллюстрированного примера определяемые в направлении вперед-назад оба конца части листа 62 для сборок, внутренней в направлении ширины, могут быть закреплены в сложенном вдвое состоянии при наличии концевой части, которая расположена со стороны основания и продолжается от части, наружной в направлении ширины, до стороны, внутренней в направлении ширины, и передней части, которая загнута от края расположенной со стороны основания, концевой части, который расположен со стороны центра в направлении ширины, по направлению к стороне тела носителя и далее проходит наружу в направлении ширины. Часть между передним концом и задним концом может представлять собой незафиксированную свободную часть.
[0048]
(Плоскостные сборки)
В каждой из боковых лентообразных частей SF, SF упругие и эластичные элементы 64, образованные из резиновой нити или тому подобного, зафиксированы в растянутом состоянии вдоль направления вперед-назад между листом 62 для сборок и листом 11, не проницаемым для жидкостей, с наружной - в направлении ширины - стороны зафиксированной и приклеенной части листа 62 для сборок рядом с предназначенным для фиксации, начальным концом, как проиллюстрировано на фиг.1-3. Соответственно, участок каждой из боковых лентообразных частей SF, SF вокруг ноги образуется в виде плоскостных сборок. Упругие и эластичные элементы 64 для ног могут быть расположены между листом 11, не проницаемым для жидкостей, и наружным листом 12 в боковой лентообразной части SF. Может быть предусмотрено множество упругих и эластичных элементов 64 для ног с каждой из боковых сторон в проиллюстрированном примере, или с каждой из боковых сторон может быть предусмотрен один упругий и эластичный элемент 64 для ноги.
[0049]
(Впитывающий элемент)
Впитывающий элемент 50 представляет собой часть, которая впитывает и удерживает жидкости, такие как моча или жидкий стул. Впитывающий элемент 50 имеет впитывающий компонент 56 и оберточный лист 58, охватывающий, по меньшей мере, заднюю поверхность и боковые поверхности впитывающего компонента 56. Оберточный лист 58 может быть исключен. Задняя поверхность впитывающего элемента 50 может быть приклеена к внутренней поверхности листа 11, не проницаемого для жидкостей, адгезивом, таким как термоплавкий адгезив.
[0050]
(Впитывающий компонент)
Впитывающий компонент 56 может быть образован из совокупности волокон. Совокупность волокон может представлять собой волокна из вспушенной измельченной целлюлозы или скопление коротких волокон, таких как синтетические волокна, или совокупность элементарных волокон, полученную разрыхлением жгутов (пучков волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы, в соответствии с необходимостью. Поверхностная плотность волокон из вспушенной измельченной целлюлозы или скопления коротких волокон может составлять, например, приблизительно 100-300 г/м2, и поверхностная плотность совокупности элементарных волокон может составлять приблизительно 30-120 г/м2. Тонина синтетических волокон составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс, более предпочтительно 1-5 дтекс. В случае совокупности элементарных волокон элементарные волокна могут представлять собой неизвитые волокна, но предпочтительно представляют собой извитые волокна. Число извивов в извитых волокнах может составлять, например, приблизительно 5-75 на 1 дюйм (на 2,54 см), предпочтительно приблизительно 10-50 на 1 дюйм (на 2,54 см), более предпочтительно - приблизительно 15-50 на 1 дюйм (на 2,54 см). Извитые волокна равномерно извиты во многих случаях.
[0051]
(Частицы полимера с высокой впитывающей способностью)
Впитывающий компонент 56 предпочтительно включает в себя частицы полимера с высокой впитывающей способностью и, в частности, желательно имеет частицы полимера с высокой впитывающей способностью (частицы полимера со сверхвысокой впитывающей способностью (SAP)), диспергированные в совокупности волокон по существу на всей протяженности в направлении толщины, по меньшей мере, в зоне приема жидкости.
[0052]
Когда частицы полимера со сверхвысокой впитывающей способностью отсутствуют или имеются в малом количестве в верхней, нижней и средней частях впитывающего компонента 56, нельзя утверждать, что частицы полимера со сверхвысокой впитывающей способностью «диспергированы на всей протяженности в направлении толщины». Следовательно, вариант, в котором частицы полимера со сверхвысокой впитывающей способностью «диспергированы на всей протяженности в направлении толщины», включает вариант, в котором частицы полимера со сверхвысокой впитывающей способностью «равномерно» диспергированы в совокупности волокон на всей протяженности в направлении ширины, и вариант, в котором частицы полимера со сверхвысокой впитывающей способностью «неравномерно распределены» в верхней, нижней и средней частях, но, тем не менее, диспергированы в верхней, нижней и средней частях. Кроме того, вариант, в котором частицы полимера со сверхвысокой впитывающей способностью диспергированы на всей протяженности в направлении толщины, не исключает варианта, в котором некоторые из частиц полимера со сверхвысокой впитывающей способностью остаются на поверхности совокупности волокон, не входя в совокупность волокон, или вариант, в котором некоторые из частиц полимера со сверхвысокой впитывающей способностью проходят через совокупность волокон и остаются на оберточном листе 58.
[0053]
Частицы полимера с высокой впитывающей способностью включают «порошки», а также «частицы». Диаметр частиц 54 полимера с высокой впитывающей способностью может быть таким же, как диаметр частиц, предназначенных для обычного использования во впитывающем изделии данного типа, и предпочтительно составляет 1000 мкм или менее, более предпочтительно 150-400 мкм. Отсутствует какое-либо особое ограничение в отношении материала для частиц полимера с высокой впитывающей способностью, но данный материал предпочтительно имеет способность к впитыванию воды, составляющую 40 г/г или более. Частицы полимера с высокой впитывающей способностью могут представлять собой частицы на основе крахмала, целлюлозы или синтетического полимера. Частицы полимера с высокой впитывающей способностью могут быть образованы из привитого сополимера крахмала и акриловой кислоты (соли), омыленного материала из сополимера крахмала и акрилонитрила, сшивающего вещества из натриевой соли карбоксиметилцеллюлозы, полимера на основе акриловой кислоты (соли) или тому подобного. Частицы полимера с высокой впитывающей способностью предпочтительно используются в виде обычных частиц, но могут быть использованы в другом виде.
[0054]
Скорость впитывания воды частицами полимера с высокой впитывающей способностью предпочтительно составляет 40 секунд или менее. При скорости впитывания воды, составляющей более 40 секунд, более вероятно вытекание впитанной жидкости обратно из впитывающего компонента 56 наружу по отношению к впитывающему компоненту 56 (так называемый «обратный поток»).
[0055]
Решение в отношении поверхностной плотности частиц полимера с высокой впитывающей способностью может быть принято соответствующим образом в зависимости от объема, который требуется впитывать при использовании впитывающего компонента 56. Следовательно, несмотря на то, что это не указано как обязательное условие, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно гарантировать объем впитывания. Когда поверхностная плотность полимера превышает 350 г/м2, эффект становится предельным, и чрезмерное количество частиц полимера с высокой впитывающей способностью вызывает ощущение песка и дискомфорта.
[0056]
(Оберточный лист)
В случае использования оберточного листа 58 его материал может представлять собой санитарно-гигиеническую бумагу, в частности, крепированную бумагу, нетканый материал, нетканый материал с полиэтиленом, прикрепленным путем ламинирования, пористый лист или тому подобное. Тем не менее, желательно, если лист материала выполнен с возможностью удерживания частиц полимера с высокой впитывающей способностью. В случае использования нетканого материала вместо крепированной бумаги гидрофильный нетканый материал со структурой SMMS (слой (S), полученный фильерным способом производства, - слой (M), полученный аэродинамическим способом из расплава, - слой (M), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) является особенно предпочтительным, и его материалом может быть полипропилен, композиционный материал из полиэтилена и полипропилена или тому подобное. Поверхностная плотность материала желательно составляет 5-40 г/м2, в частности, 10-30 г/м2.
[0057]
Оберточный лист 58 может обертывать весь впитывающий компонент 56, как проиллюстрировано на фиг.3, или может охватывать только заднюю поверхность и боковые поверхности впитывающего компонента 56. Кроме того, несмотря на то, что это не проиллюстрировано, только верхняя поверхность и боковые поверхности впитывающего компонента 56 могут быть закрыты листом крепированной бумаги или нетканым материалом, и нижняя поверхность впитывающего компонента 56 может быть закрыта не проницаемым для жидкостей листом из полиэтилена или тому подобным, или верхняя поверхность впитывающего компонента 56 может быть закрыта крепированной бумагой или нетканым материалом, и боковые поверхности и нижняя поверхность впитывающего компонента 56 могут быть закрыты не проницаемым для жидкостей листом из полиэтилена или тому подобным (данные материалы представляют собой составляющие элементы оберточного листа). В случае необходимости впитывающий компонент 56 может быть размещен между двумя, а именно верхним и нижним, листами или может быть расположен на нижней поверхности. Однако данные варианты нежелательны, поскольку они затрудняют предотвращение перемещения частиц полимера с высокой впитывающей способностью.
[0058]
(Скрепляющие ленты)
Как проиллюстрировано на фиг.1, 2 и 7, каждая из скрепляющих лент 13 включает в себя часть 13С для прикрепления ленты, прикрепленную к боковой части подгузника, листовой базовый материал, образующий основную часть 13В ленты и выступающий от части 13С, предназначенной для прикрепления ленты, и часть 13А для контактного взаимодействия, которая предусмотрена с вентральной стороны на промежуточном - в направлении ширины - участке основной части 13В ленты в листовом базовом материале. Конец скрепляющей ленты за частью 13А, предназначенной для контактного взаимодействия, образует язычок. Предназначенная для прикрепления ленты часть 13С скрепляющей ленты 13 размещена между листом 62 для сборок в качестве внутреннего слоя в боковой лентообразной части и наружным листом 12 в качестве наружного слоя в боковой лентообразной части и прикреплена к обоим листам 62 и 12 посредством термоплавкого адгезива. Часть 13А для контактного взаимодействия присоединена к листовому базовому материалу посредством адгезива без возможности их отделения друг от друга.
[0059]
В случае подгузника для младенцев из размеров части 13С для прикрепления ленты длина Х1, определяемая в направлении ширины подгузника, предпочтительно составляет 10-50 мм, в частности, 20-40 мм, и длина Y1, определяемая в направлении вперед-назад подгузника, предпочтительно составляет 20-100 мм, в частности, 40-80 мм. Кроме того, из размеров основной части 13В ленты длина, определяемая в направлении ширины подгузника, предпочтительно составляет 30-80 мм, в частности, 40-60 мм, и длина (высота), определяемая в направлении вперед-назад подгузника, предпочтительно составляет 20-70 мм, в частности, 25-50 мм. Когда скрепляющая лента 13 является частично или полностью почти сужающейся и длина в направлении вперед-назад и длина в направлении ширины не являются постоянными, решение в отношении вышеприведенных диапазонов числовых значений принимается на основе средних значений. Форма скрепляющей ленты 13 может быть симметричной, такой как прямоугольная. Однако скрепляющая лента 13 предпочтительно имеет выпуклую форму, образованную широкой частью для прикрепления и узкой концевой частью, поскольку язычок концевой части будет легче захватить, и растягивающее усилие будет действовать в широкой зоне между правой и левой базовыми частями.
[0060]
Часть 13А для контактного взаимодействия предпочтительно представляет собой материал с крючками (охватываемый материал) механической застежки (застежки-«липучки»). Материал с крючками имеет большое число сцепляющихся выступов на наружной поверхности. Форма сцепляющихся выступов может представлять собой любую из (А) формы галочки, (В) J-образной формы, (С) грибовидной формы, (D) Т-образной формы, (Е) формы в виде сдвоенных букв J (двух «букв» J, соединенных спинка к спинке) и другие формы. Само собой разумеется, предназначенная для контактного взаимодействия часть скрепляющей ленты 13 может представлять собой слой клеящего вещества.
[0061]
Листовой базовый материал, предназначенный для образования части, предназначенной для прикрепления ленты, и основной части ленты, может представлять собой нетканый материал, пластиковую пленку, нетканый материал с полиэтиленом, присоединенным путем ламинирования, бумагу или композиционный материал из данных материалов. Листовой базовый материал предпочтительно представляет собой нетканый материал фильерного способа производства, нетканый материал, скрепленный пропусканием воздуха насквозь, или нетканый материал, полученный гидроперепутыванием, с тониной 1,0-3,5 дтекс, поверхностной плотностью 20-100 г/м2 и толщиной, составляющей 1 мм или менее.
[0062]
Для надевания подгузника боковые лентообразные части SF, расположенные с дорсальной стороны, накладывают на наружную сторону боковых лентообразных частей SF, расположенных с вентральной стороны, и скрепляющие ленты вводят в контактное взаимодействие в соответствующих местах на наружной поверхности вентральной стороны F. Места контактного взаимодействия/сцепления и размеры скрепляющих лент 13 могут быть выбраны произвольно. Для подгузника для младенцев каждое из мест контактного взаимодействия/сцепления предпочтительно находится в пределах прямоугольной зоны с размерами 20-80 мм в направлении вперед-назад и 150-300 мм в направлении ширины. Определяемое в направлении высоты, разделяющее расстояние между верхним концевым краем и расположенным с вентральной стороны, верхним краем прямоугольной зоны предпочтительно составляет 0-60 мм, в частности 20-50 мм, и прямоугольная зона предпочтительно находится в центре изделия, определяемом в направлении ширины.
[0063]
Скрепляющие ленты 13 предпочтительно прикреплены так, что предназначенные для прикрепления лент части 13С скрепляющих лент 13 перекрываются на границах между расположенными с дорсальной стороны, концевыми лентообразными частями EF и впитывающим элементом 50, поскольку расположенная с дорсальной стороны, концевая часть впитывающего элемента 50 прочно прижата к телу носителя под действием растягивающего усилия, действующего между предназначенными для прикрепления частями правой и левой скрепляющих лент 13 при ношении подгузника. Кроме того, когда предназначенные для прикрепления части скрепляющих лент 13 находятся на слишком большом расстоянии от расположенной с дорсальной стороны, концевой части (задней концевой части) подгузника, растягивающее усилие, действующее между предназначенными для прикрепления лент частями 13С правой и левой скрепляющих лент 13, не будет действовать на расположенную с дорсальной стороны, концевую часть подгузника при ношении подгузника, в результате чего будет существовать вероятность возникновения зазора между расположенной с дорсальной стороны, концевой частью подгузника и поверхностью тела носителя. Следовательно, определяемая в направлении вперед-назад длина расположенных с дорсальной стороны, концевых лентообразных частей EF предпочтительно равна определяемой в направлении вперед-назад длине или меньше определяемой в направлении вперед-назад длины предназначенных для прикрепления лент частей 13С скрепляющих лент 13.
[0064]
(Лист с ориентирами)
Лист 12Т с ориентирами, имеющий ориентиры для облегчения сцепления, предпочтительно предусмотрен на вентральной стороне F в местах сцепления/контактного взаимодействия скрепляющих лент 13. Когда части для контактного взаимодействия представляют собой материалы 13А с крючками, лист 12Т с ориентирами может быть образован посредством выполнения большого числа петель из нитей, которые должны быть спутаны со сцепляющимися выступами материалов с крючками, на поверхности листового базового материала, образованного из пластиковой пленки или нетканого материала. Когда части для контактного взаимодействия представляют собой слои клеящего материала, лист 12Т с ориентирами может быть образован посредством применения для поверхности листового базового материала, образованного из гладкой пластиковой пленки с клейкостью, обработки, обеспечивающей разделение. Кроме того, когда места сцепления/контактного взаимодействия скрепляющих лент 13 на вентральной стороне F образованы из нетканого материала, например, когда наружный лист 12 в проиллюстрированном примере выполнен из нетканого материала и предназначенные для контактного взаимодействия части скрепляющих лент 13 представляют собой материалы 13А с крючками, лист 12Т с ориентирами может быть не предусмотрен, но материалы 13А с крючками могут быть спутаны и сцеплены с нетканым материалом наружного листа 12. В этом случае лист 12Т с ориентирами может быть предусмотрен между наружным листом 12 и листом 11, не проницаемым для жидкостей.
[0065]
(Концевые лентообразные части)
Концевые лентообразные части EF продолжаются до передней стороны и задней стороны впитывающей основной части 10 и не имеют впитывающего элемента 50. Выступающая часть с передней стороны представляет собой расположенную с вентральной стороны, концевую лентообразную часть EF, и выступающая часть с задней стороны представляет собой расположенную с дорсальной стороны, концевую лентообразную часть EF.
[0066]
Определяемая в направлении вперед-назад длина расположенной с дорсальной стороны, концевой лентообразной части EF предпочтительно равна определяемой в направлении вперед-назад длине или меньше определяемой в направлении вперед-назад длины предназначенных для прикрепления частей скрепляющих лент 13 по причине, описанной выше. Когда расположенная с дорсальной стороны, концевая часть подгузника и впитывающий элемент 50 находятся слишком близко друг к другу, существует вероятность возникновения зазора между расположенной с дорсальной стороны, концевой частью подгузника и поверхностью тела носителя вследствие толщины и упругости впитывающего элемента 50. Соответственно, определяемая в направлении вперед-назад длина расположенной с дорсальной стороны, концевой лентообразной части EF предпочтительно составляет 10 мм или более.
[0067]
Определяемая в направлении вперед-назад длина расположенной с вентральной стороны, концевой лентообразной части EF и расположенной с дорсальной стороны, концевой лентообразной части EF предпочтительно составляет приблизительно 5-20% от определяемой в направлении вперед-назад длины L всего подгузника. В частности, для подгузника для младенцев определяемая в направлении вперед-назад длина расположенной с вентральной стороны, концевой лентообразной части EF и расположенной с дорсальной стороны, концевой лентообразной части EF целесообразно составляет 10-60 мм, в частности, 20-50 мм.
[0068]
(Эластичный поясной лист, расположенный с дорсальной стороны)
В проиллюстрированном примере лентообразный расположенный с дорсальной стороны, эластичный поясной лист 70, эластично растягивающийся в направлении ширины, предусмотрен между скрепляющими лентами 13 для улучшения прилегания в расположенной с дорсальной стороны части подгузника. Оба конца расположенного с дорсальной стороны, эластичного поясного листа 70 предпочтительно продолжаются до мест, перекрывающих предназначенные для прикрепления части скрепляющих лент 13, но могут быть расположены на расстоянии от предназначенных для прикрепления частей скрепляющих лент 13 со стороны, центральной в направлении ширины. Определяемый в направлении вперед-назад размер расположенного с дорсальной стороны, эластичного поясного листа 70 соответственно равен определяемому в направлении вперед-назад размеру предназначенных для прикрепления частей скрепляющих лент 13, но может иметь отличие в размере, составляющее приблизительно±20%, от определяемого в направлении вперед-назад размера предназначенных для прикрепления частей скрепляющих лент 13. Кроме того, расположенный с дорсальной стороны, эластичный поясной лист 70 предпочтительно перекрывает границы между расположенными с дорсальной стороны, концевыми лентообразными частями EF и впитывающим элементом 50, как проиллюстрировано на чертеже, поскольку расположенный с дорсальной стороны конец впитывающего элемента 50 может быть прочно прижат к телу носителя. Расположенный с дорсальной стороны, эластичный поясной лист 70 может представлять собой листообразный упругий элемент, такой как резиновый лист, но предпочтительно изготовлен из нетканого материала или бумаги по соображениям, связанным с воздухопроницаемостью. В данном случае может быть использован листообразный упругий элемент с воздухопроницаемостью, такой как эластичный нетканый материал. Однако, как проиллюстрировано на фиг.5, расположенный с дорсальной стороны, эластичный поясной лист 70 предпочтительно образован посредством склеивания двух листовых базовых материалов 71 из нетканого материала или тому подобного посредством адгезива, такого как термоплавкий адгезив, и закрепления листообразных, сетчатых или удлиненных (нитевидных или подобных шнуру) пористых упругих и эластичных элементов 72 в состоянии, в котором они растянуты вдоль направления ширины, между листовыми базовыми материалами 71. В этом случае листовые базовые материалы 71 могут быть такими же, как наружный лист 12. Степень растяжения упругих и эластичных элементов 72 предпочтительно составляет приблизительно 150-250%. Кроме того, в случае удлиненных (нитевидных или подобных шнуру) упругих и эластичных элементов 72 приблизительно 5-15 упругих и эластичных элементов 72 с толщиной 420-1120 дтекс предпочтительно предусмотрены с интервалами 72d, составляющими 3-10 мм.
[0069]
Некоторые из упругих и эластичных элементов 72 могут быть предпочтительно размещены поперек впитывающего элемента 50 для улучшения прилегания впитывающего элемента 50. Тем не менее, в этом случае некоторые или все из упругих и эластичных элементов 72, перекрывающих впитывающий элемент 50, подвергнуты обработке, такой как разрезание, чтобы они не создавали стягивающего усилия, при этом расположенная с дорсальной стороны, концевая часть впитывающего элемента 50 не будет стягиваться в направлении ширины, в результате чего дополнительно улучшается прилегание.
[0070]
Упругие и эластичные элементы 72 могут быть зафиксированы на всей длине листовых базовых материалов 71 вдоль продольного направления листов (вдоль направления ширины подгузника). Однако для предотвращения «усадки» или заворота листовых базовых материалов 71 при их прикреплении к основной части подгузника упругие и эластичные элементы 72 подвергают обработке, чтобы они не создавали стягивающего усилия, или упругие и эластичные элементы 72 не будут предусмотрены в пределах диапазона, составляющего приблизительно 5-20 мм, на переднем/заднем концах листов (в направлении ширины подгузника).
[0071]
В проиллюстрированном примере расположенный с дорсальной стороны, эластичный поясной лист 70 размещен между листами 62 для сборок и наружным листом 12 с обеих сторон листа 11, не проницаемого для жидкостей, в направлении ширины и размещен между листом 11, не проницаемым для жидкостей, и впитывающим элементом 50 в месте, перекрывающем лист 11, не проницаемый для жидкостей. Альтернативно, расположенный с дорсальной стороны, эластичный поясной лист 70 может быть предусмотрен между листом 11, не проницаемым для жидкостей, и наружным листом 12, может быть предусмотрен на наружной поверхности наружного листа 12 или может быть предусмотрен между верхним листом 30 и впитывающим элементом 50. Кроме того, расположенный с дорсальной стороны, эластичный поясной лист 70 может быть предусмотрен на верхнем листе 30. В этом случае расположенный с дорсальной стороны, эластичный поясной лист 70 может быть предусмотрен на листах 62 для сборок с обеих сторон листа 11, не проницаемого для жидкостей, в направлении ширины. В случае образования наружного листа 12 посредством наложения друг на друга множества листовых базовых материалов весь расположенный с дорсальной стороны, эластичный поясной лист 70 может быть предусмотрен между листовыми базовыми материалами наружного листа 12.
[0072]
(Выдавленные выступы на верхнем листе)
Большое число выдавленных выступов 31, образованных выдавливанием верхнего листа 30 от задней стороны к передней стороне посредством тиснения, расположено с интервалами между ними на верхнем листе 30 в направлении ширины и в направлении вперед-назад. Форма расположения может представлять собой форму матрицы, подобную проиллюстрированной на фиг.8 и 9, или может представлять собой форму с расположением в шахматном порядке (поочередное расположение в соседних столбцах), как проиллюстрировано на фиг.10.
[0073]
Решение о размерах и тому подобных характеристиках выдавленных выступов 31 может быть принято соответствующим образом. Однако определяемый в направлении MD размер 31m каждого выдавленного выступа 31 равен интервалу 80y или меньше интервала 80y между центрами соединенной части 80 верхнего и второго листов (описанной позднее), расположенной с одной стороны выдавленного выступа 31 в направлении MD, и соединенной части 80 верхнего и второго листов, расположенной с другой стороны выдавленного выступа 31, как проиллюстрировано на фиг.8-11. Нижний предел предпочтительно составляет приблизительно 0,9 от интервала 80y между центрами, и в случае подгузника для младенцев размер 31m в направлении MD предпочтительно составляет приблизительно 2,7-9 мм. Аналогичным образом, определяемый в направлении CD размер 31с каждого выдавленного выступа 31 равен интервалу 80x или меньше интервала 80x между центрами соединенной части 80 верхнего и второго листов, расположенной с одной стороны выдавленного выступа 31 в направлении CD, и соединенной части 80 верхнего и второго листов, расположенной с другой стороны выдавленного выступа 31. Нижний предел предпочтительно составляет приблизительно 0,9 от интервала 80x между центрами, и для подгузника для младенцев определяемый в направлении CD размер 31с предпочтительно составляет приблизительно 2,7-9 мм. Кроме того, высота 31z выдавленного выступа 31 предпочтительно составляет приблизительно 0,8-2 мм для подгузника для младенцев.
[0074]
«Направление MD» и «направление CD» в изделии относятся к «направлению MD» и «направлению CD» в технологическом оборудовании для получения выдавленных выступов 31, и одно из направлений представляет собой направление вперед-назад и другое представляет собой направление ширины. Направление MD в изделии представляет собой направление, в котором ориентированы волокна нетканого материала в верхнем листе 30. Направление ориентации волокон представляет собой направление, вдоль которого выровнены волокна нетканого материала. Направление ориентации может быть определено посредством метода измерения, соответствующего методу испытаний для определения ориентации волокон путем определения прочности при растяжении при нулевом расстоянии между зажимами по методу Т481, определяемому стандартом TAPPI, или простого метода измерения, в соответствии с которым решение в отношении направления ориентации волокон принимают, например, исходя из отношения прочностей при растяжении в направлении вперед-назад и в направлении ширины. В проиллюстрированном примере, как и в большинстве изделий, представляющих собой впитывающие изделия, направление вперед-назад представляет собой направление MD и направление ширины представляет собой направление CD.
[0075]
Интервалы между выдавленными выступами 31 при их размещении могут быть выбраны соответствующим образом. Однако для подгузника для младенцев в случае матричного расположения, подобного проиллюстрированному на фиг.8 и 9, каждый определяемый в направлении CD интервал 31x между центрами в проходящих в направлении MD столбцах выдавленных выступов 31, соседних в направлении CD, предпочтительно составляет приблизительно 3-10 мм, и каждый определяемый в направлении MD интервал 31y между центрами в проходящих в направлении CD столбцах выдавленных выступов 31, соседних в направлении MD, предпочтительно составляет приблизительно 3-10 мм. В случае расположения в шахматном порядке, подобного проиллюстрированному на фиг.10, каждый определяемый в направлении CD интервал 31x между центрами в проходящих в направлении MD столбцах выдавленных выступов 31, соседних в направлении CD, предпочтительно составляет приблизительно 3-10 мм, и каждый определяемый в направлении MD интервал 31y между центрами в проходящих в направлении CD столбцах выдавленных выступов 31, соседних в направлении MD, предпочтительно составляет приблизительно 3-10 мм.
[0076]
Форма выдавленных выступов 31 предпочтительно представляет собой форму круглого купола, но может представлять собой форму овального купола или форму купола в виде правильного многогранника. Поскольку выдавленные выступы 31 образованы выдавливанием верхнего листа 30 посредством тиснения, форма выпуклых частей, предназначенных для использования в процессе выдавливания, может быть изменена соответствующим образом для получения заданной формы.
[0077]
(Соединенные части верхнего и второго листов)
Как проиллюстрировано на фиг.9 и 10, участки между выдавленными выступами 31, соседними в направлении ширины и в направлении вперед-назад, соединены со вторым листом 40, чтобы тем самым образовать большое число соединенных частей 80 верхнего и второго листов с рисунком соединенных частей, прерывистым в направлении ширины и в направлении вперед-назад. Кроме того, в качестве отличительного признака в рисунке соединенных частей верхнего листа 30 и второго листа 40 соединенные части 80 верхнего и второго листов образованы между выдавленными выступами 31, соседними в направлении MD, в местах, центральных в направлении CD и соответствующих центральным - в направлении CD - частям соседних выдавленных выступов 31, и в местах сбоку с обеих сторон центральных мест в направлении CD, и определяемая в направлении MD протяженность А1 и А2 зоны с соединенными частями непрерывно или ступенчато увеличивается от центральных мест по мере приближения к боковым сторонам (в дальнейшем данный рисунок также назван рисунком для предотвращения морщин). Фиг.13 представляет собой фотографию образца соединенного элемента из верхнего листа 30 и второго листа 40 с рисунком, проиллюстрированным на фиг.9(а). При использовании отличающегося рисунка соединенных частей между выдавленными выступами 31, соседними в направлении MD, таким образом, как очевидно из образца по настоящему изобретению, проиллюстрированного на фиг.14(а), даже когда вертикальные морщины возникают во время образования выдавленных выступов 31, морщины могут быть разглажены с обеих сторон в направлении CD и могут быть устранены или сделаны менее заметными без деформирования выдавленных выступов 31 во время соединения со вторым листом 40. В отличие от этого в сравнительном образце, имеющем соединенные части 80 верхнего и второго листов, не удовлетворяющие вышеуказанным условиям, возникает большое число морщин в направлении MD с интервалами в направлении CD, остающимися между ними, что ухудшает внешний вид.
[0078]
Решение в отношении длины А1 самой короткой части и длины А2 самой длинной части при определении протяженности зоны с соединенными частями в направлении MD может быть принято соответствующим образом. Однако длина А2 самой длинной части предпочтительно в 1,1-2 раза больше длины А1 самой короткой части.
[0079]
Решение в отношении степени изменения определяемой в направлении MD протяженности А1 и А2 зоны с соединенными частями может быть принято соответствующим образом. Однако, как проиллюстрировано на фиг.15, соединенные части 80 верхнего и второго листов предпочтительно расположены между выдавленными выступами 31, соседними в направлении MD, на виртуальной дуге CL, которая имеет центр СР (центр в направлении MD и в направлении CD) выдавленного выступа 31 и проходит через точку ХР пересечения между виртуальной центральной линией VL, проходящей через центр СР вдоль направления MD, и проксимальным краем NE соединенной части 80 верхнего и второго листов, или снаружи виртуальной дуги CL, поскольку выдавленные выступы 31 могут быть образованы с формой, в значительной степени скругленной (круглой или квадратной со скругленными углами). В этом случае соединенные части 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении CD, также желательно расположены при проксимальном крае на виртуальной дуге CL или снаружи виртуальной дуги CL. Напротив, несмотря на то, что это не проиллюстрировано, по меньшей мере, одни из соединенных частей 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD, и соединенных частей 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении CD, могут быть расположены внутри виртуальной дуги CL.
[0080]
Отсутствует какое-либо ограничение в отношении рисунка для предотвращения морщин. Однако, как проиллюстрировано на фиг.9(а) и 10(а), соединенные части 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD, образованы в виде цельных соединенных частей, которые продолжаются непрерывно от центрального места к обеим боковым сторонам в направлении CD и длина которых в направлении MD увеличивается, например, непрерывно (или ступенчато) по мере приближения к боковым сторонам. Изменение длины в направлении MD может быть ступенчатым, но желательно является непрерывным для образования полностью тыквообразных соединенных частей, как в проиллюстрированном примере. Рисунок для предотвращения морщин, образуемый цельными соединенными частями 80 верхнего и второго листов, обеспечивает лучший эффект предотвращения морщин, чем рисунок для предотвращения морщин, образуемый множеством отделенных друг от друга, соединенных частей 80 верхнего и второго листов, как описано позднее.
[0081]
Решение в отношении размеров и формы цельных соединенных частей 80 верхнего и второго листов в рисунке для предотвращения морщин может быть принято соответствующим образом. Однако соединенные части 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD, предпочтительно имеют форму, длинную в горизонтальном направлении и имеющую бóльшую длину в направлении CD, при этом определяемая в направлении MD длина 80m соединенных частей 80 верхнего и второго листов составляет приблизительно 0,1-1 от определяемого в направлении MD интервала 31y между центрами в проходящих в направлении CD столбцах выдавленных выступов 31, соседних в направлении MD (например, 0,5-10 мм для подгузника для младенцев), и определяемая в направлении СD длина 80с соединенных частей 80 верхнего и второго листов составляет приблизительно 0,3-1 от определяемого в направлении СD интервала 31х между центрами в проходящих в направлении MD столбцах выдавленных выступов 31, соседних в направлении CD (например, 1-10 мм для подгузника для младенцев).
[0082]
Рисунок для предотвращения морщин также может быть образован, как проиллюстрировано на фиг.9(b) и 10(b), посредством выполнения соединенных частей 80 верхнего и второго листов так, чтобы соединенные части 80 верхнего и второго листов были отделены друг от друга, в центральных местах и в местах сбоку между выдавленными выступами 31, соседними в направлении MD, и ступенчатого увеличения числа соединенных частей 80 верхнего и второго листов в направлении MD от центрального места по мере приближения к боковым сторонам. Несмотря на то, что это не проиллюстрировано, вместо изменения числа соединенных частей 80 верхнего и второго листов в направлении MD может быть изменена длина соединенных частей 80 верхнего и второго листов, и данное изменение может быть непрерывным. В случае рисунка для предотвращения морщин, образованного вышеуказанными цельными соединенными частями 80 верхнего и второго листов, существует возможность того, что проницаемость и гибкость верхнего листа 80 будут уменьшаться. Между тем, рисунок для предотвращения морщин, образованный множеством отделенных друг от друга, соединенных частей 80 верхнего и второго листов может обеспечить уменьшение данной возможности и проявление в полной мере эффекта предотвращения морщин.
[0083]
Решение в отношении размеров и формы рисунка для предотвращения морщин, имеющего множество отделенных друг от друга, соединенных частей 80 верхнего и второго листов, может быть принято соответствующим образом. Тем не менее, соединенные части 80 верхнего и второго листов предпочтительно представляют собой соединенные части, имеющие вид точек, в которых определяемая в направлении MD длина 80m отдельных соединенных частей 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD, составляет приблизительно 0,1-0,4 от определяемого в направлении MD интервала 31y между центрами в проходящих в направлении CD столбцах выдавленных выступов 31, соседних в направлении MD, (например, 0,5-3 мм для подгузника для младенцев), и определяемая в направлении CD длина 80с отдельных соединенных частей 80 верхнего и второго листов составляет приблизительно 0,1-0,4 от определяемого в направлении CD интервала 31х между центрами в проходящих в направлении MD столбцах выдавленных выступов 31, соседних в направлении CD (например, 0,5-3 мм для подгузника для младенцев).
[0084]
Когда выдавленные выступы 31 образованы в шахматном порядке, как проиллюстрировано на фиг.10, интервалы между выдавленными выступами 31, соседними в направлении CD, также представляют собой интервалы между выдавленными выступами 31, соседними в направлении MD. Соответственно, соединенные части 80 верхнего и второго листов выполнены так же, как соединенные части 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD. Между тем, когда выдавленные выступы 31 образованы с матричным рисунком, как проиллюстрировано на фиг.9, отдельно от соединенных частей 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD, соединенные части 80 верхнего и второго листов выполнены прерывисто между выдавленными выступами 31, соседними в направлении CD. Отсутствует какое-либо особое ограничение в отношении рисунка соединенных частей 80 верхнего и второго листов. Тем не менее, имеющие вид точек, соединенные части 80 верхнего и второго листов предпочтительно расположены с интервалом в направлении вперед-назад между ними. Один проходящий в направлении MD столбец соединенных частей 80 верхнего и второго листов может быть предусмотрен в среднем месте между выдавленными выступами 31, соседними в направлении CD, как в проиллюстрированном примере, или множество проходящих в направлении MD столбцов соединенных частей 80 верхнего и второго листов могут быть выполнены с интервалом в направлении CD, остающимся между ними. Отсутствует какое-либо особое ограничение в отношении размеров имеющих вид точек, соединенных частей 80 верхнего и второго листов. Тем не менее, длина 80m в направлении MD предпочтительно составляет приблизительно 0,1-0,4 от определяемого в направлении MD интервала 31y между центрами в проходящих в направлении CD столбцах выдавленных выступов 31, соседних в направлении MD, (например, 0,5-3 мм для подгузника для младенцев), и длина 80с в направлении CD предпочтительно составляет приблизительно 0,1-0,4 от определяемого в направлении CD интервала 31х между центрами в проходящих в направлении MD столбцах выдавленных выступов 31, соседних в направлении CD, (например, 0,5-3 мм для подгузника для младенцев).
[0085]
Соединенные части 80 верхнего и второго листов образованы с рисунком соединенных частей, прерывистым в направлении ширины и в направлении вперед=назад, и решение в отношении интервалов между ними в данных направлениях может быть принято соответствующим образом. Например, определяемая в направлении CD протяженность А4 зоны с соединенными частями для соединенных частей 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении MD, предпочтительно составляет приблизительно 0,3-1 от определяемого в направлении CD интервала 31х между центрами в проходящих в направлении MD столбцах выдавленных выступов 31, соседних в направлении CD, (например, 1-10 мм для подгузника для младенцев), и определяемая в направлении MD протяженность А3 зоны с соединенными частями для соединенных частей 80 верхнего и второго листов между выдавленными выступами 31, соседними в направлении CD, предпочтительно составляет приблизительно 0,3-1 от определяемого в направлении MD интервала 31y между центрами в проходящих в направлении CD столбцах выдавленных выступов 31, соседних в направлении MD, (например, 1-10 мм для подгузника для младенцев). Когда определяемая в направлении CD протяженность А4 зоны с соединенными частями и определяемая в направлении MD протяженность А3 зоны с соединенными частями слишком большие, соединенные части 80 верхнего и второго листов являются по существу непрерывными в направлении CD и в направлении MD, что может привести к уменьшению проницаемости и гибкости верхнего листа 30.
[0086]
<Пример способа изготовления подгузника одноразового использования>
Фиг.12 иллюстрирует оборудование для сборки/соединения верхнего листа 30 и второго листа 40 для изготовления вышеуказанного подгузника одноразового использования. В частности, оборудование включает в себя: вталкивающий валик 90 с большим числом вталкивающих выпуклых частей 90а, образованных на периферийной поверхности со схемой расположения выдавленных выступов 31, описанных выше; валик 91 с вогнутостями, который расположен напротив вталкивающего валика 90 и имеет вогнутые части 91а, соответствующие вталкивающим выпуклым частям 90а, и соединяющие выпуклые части 91b, выполненные между вогнутыми частями 91а со схемой расположения соединенных частей 80 верхнего и второго листов, описанных выше, и соединяющий валик 92, расположенный напротив валика 91 с вогнутостями. Форма выпуклых частей на вталкивающем валике 90 может быть выбрана соответствующим образом. Тем не менее, выпуклые части предпочтительно имеют форму усеченного геометрического тела с поперечным сечением, адаптированным к форме выдавленных выступов 31, которые должны быть образованы (например, круглым, овальным, имеющим форму правильного многоугольника или тому подобным). Вогнутые части 91а в валике 91 с вогнутостями могут представлять собой «открытые отверстия» без нижних поверхностей, в которые выпуклые части могут входить при условии, что они имеют выступы, и «вогнутые части 91а» в настоящем изобретении также включают в себя подобные «открытые отверстия». Размеры и форма выдавленных выступов 31, образованных вталкивающим валиком 90 и валиком 91 с вогнутостями, почти соответствуют размерам и формам вталкивающих выпуклых частей и вогнутых частей 91а, как проиллюстрировано штрихпунктирными линиями с двумя штрихами на фиг.9 и 10.
[0087]
В данном технологическом процессе нетканый материал 30S, который должен стать верхним листом 30, перемещают за счет вытягивания с расположенной дальше по ходу стороны и зажимают между вталкивающим валиком 90 и валиком 91 с вогнутостями, и нетканый материал 30S подвергают обработке выдавливанием так, что выпуклые части на вталкивающем валике 90 вталкиваются в вогнутые части 91а на валике 91 с вогнутостями, в результате чего образуются выдавленные выступы 31.
[0088]
После этого нетканый материал 30S с выдавленными выступами наматывают вокруг валика 91 с вогнутостями и направляют в данном состоянии. В процессе направления материал 40S для второго листа 40 подают за счет вытягивания с расположенной дальше по ходу стороны к наружной стороне нетканого материала, который должен стать верхним листом 30. После этого нетканый материал 30S, который должен стать верхним листом 30, и материал 40S для второго листа 40 зажимают между валиком 91 с вогнутостями и соединяющим валиком 92 и подвергают сдавливанию при нагреве и склеиванию между соединяющими выпуклыми частями 91b валика 91 с вогнутостями и периферийной поверхностью соединяющего валика 92 для образования соединенных частей 80 верхнего и второго листов с рисунком соединенных частей, описанным выше, в результате чего получают соединенный/собранный элемент из верхнего листа 30 и второго листа 40. Рисунок соединенных частей таков, как описанный выше, и дублирующие описания в данном документе будут опущены. Средства соединения могут представлять собой сдавливание при нагреве и склеивание или склеивание посредством термосварки или термоплавкого адгезива. Соединенный/собранный элемент из верхнего листа 30 и второго листа 40 соединяют с впитывающим компонентом или тому подобным посредством публично известного способа для изготовления подгузника одноразового использования.
[0089]
В способе обработки, посредством которого нетканый материал 30S присоединяют к материалу для второго листа 40 сразу же после образования выдавленных выступов 31 и до того, как морщины будут по существу «втянуты», существует вероятность того, что морщины останутся в изделии. Соответственно, предпочтительно использовать рисунок соединенных частей для соединенных частей 80 верхнего и второго листов. Само собой разумеется, любое технологическое оборудование, отличное от вышеуказанного технологического оборудования с тремя валиками, может быть использовано для образования соединенных частей 80 верхнего и второго листов после образования выдавленных выступов 31 выдавливанием/тиснением. В проиллюстрированном примере нетканый материал, который должен стать верхним листом 30, подают непосредственно к месту зацепления между вталкивающим валиком 90 и валиком 91 с вогнутостями. Альтернативно, нетканый материал, который должен стать верхним листом 30, может быть подан и намотан вокруг только вталкивающего валика 90 в направлении касательной к периферийной поверхности вталкивающего валика 90, может быть зажат между вталкивающим валиком 90 и валиком 91 с вогнутостями и затем перемещен к периферийной поверхности валика 91 с вогнутостями.
[0090]
<Описания терминов, используемых в данном документе>
Если в данном документе не указано иное, термины, используемые в данном документе, имеют значения, описанные ниже.
[0091]
(Поверхностная плотность)
Поверхностную плотность определяют, как описано ниже. Образец или испытательный образец предварительно высушивают и оставляют выстаиваться в испытательной лаборатории или испытательном устройстве в стандартном состоянии (температура в месте испытания должна составлять 20±5°С и относительная влажность в месте испытания должна составлять 65% или менее) до достижения постоянной массы. Предварительная сушка относится к доведению образца или испытательного образца до постоянной массы в среде с относительной влажностью от 10 до 25% и температурой, не превышающей 50°С. Предварительная сушка не нужна для волокон с со стандартной влажностью в процентах от веса абсолютно сухого материала, составляющей 0,0%. Из испытательного образца с постоянной массой вырезают образец с размерами 200 мм × 250 мм (±2 мм) посредством использования пластины для определения поверхностной плотности (200 мм × 250 мм±2 мм). Массу образца измеряют, и измеренную величину умножают на 20 для определения массы на квадратный метр в качестве поверхностной плотности.
[0092]
(Толщина)
Толщину измеряют автоматически автоматизированным толщиномером (KES-G5 с доступной программой измерения сжатия) при условиях, что нагрузка составляет 10 гс/см2 и площадь приложения давления составляет 2 см2.
[0093]
(Направления)
«Направление вперед-назад (продольное направление)» означает направление соединения вентральной стороны (передней стороны) и дорсальной стороны (задней стороны). «Направление ширины» означает направление, ортогональное к направлению вперед-назад (горизонтальное направление). «Направление вверх-вниз» означает направление, ортогональное к направлению ширины при ношении подгузника, то есть тогда, когда подгузник сложен вдвое в промежностной части таким образом, что часть, расположенная с вентральной стороны, и часть, расположенная с дорсальной стороны, перекрываются.
[0094]
(Степень растяжения)
«Степень растяжения» принимает значение относительно длины в естественном состоянии, составляющей 100%.
[0095]
Если отсутствует описание окружающих условий при испытании или измерениях, испытания или измерения должны быть проведены в испытательной лаборатории или в устройстве при нормальном состоянии (в месте испытания температура должна составлять 20±5°С и относительная влажность должна составлять 60% или менее).
Перечень ссылочных позиций
[0096]
|
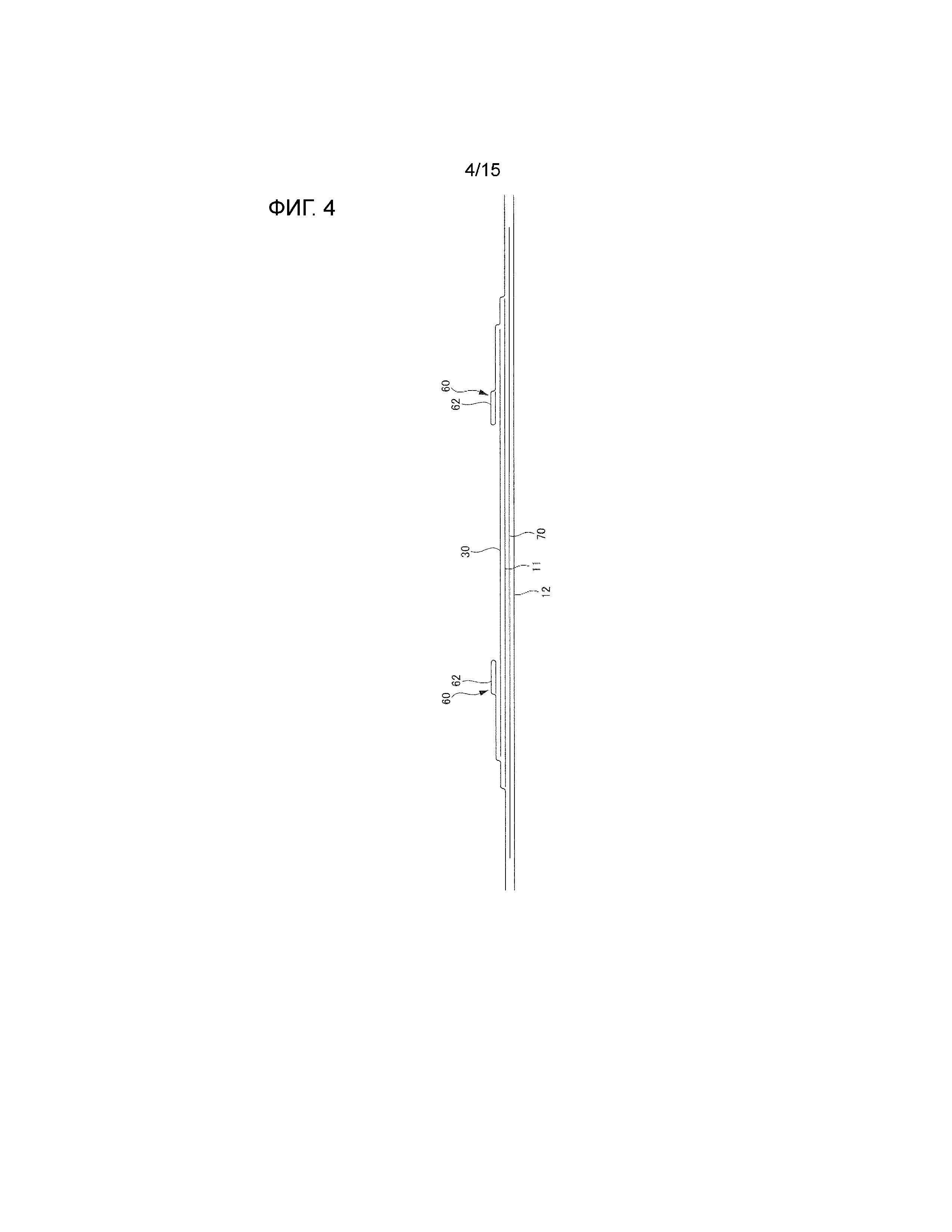
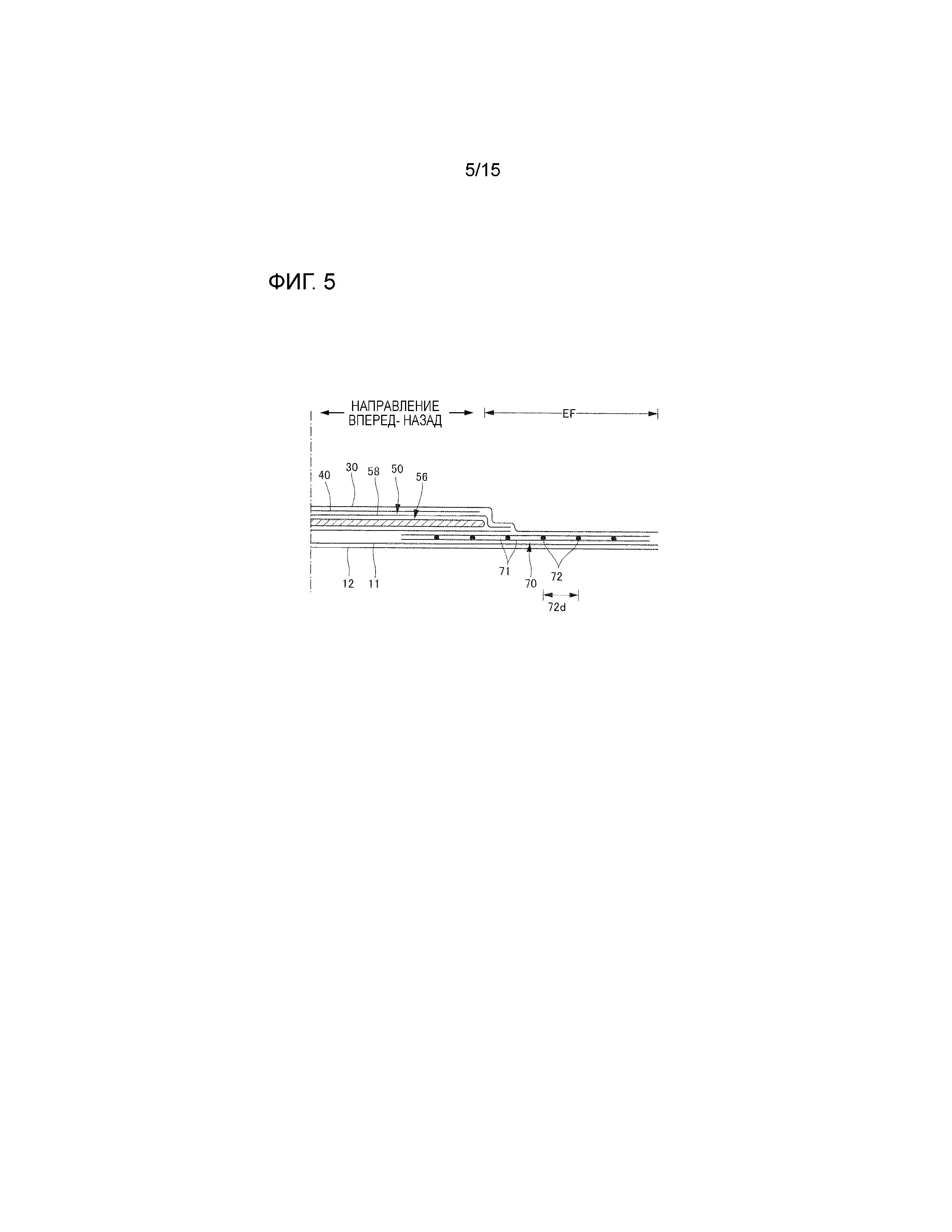
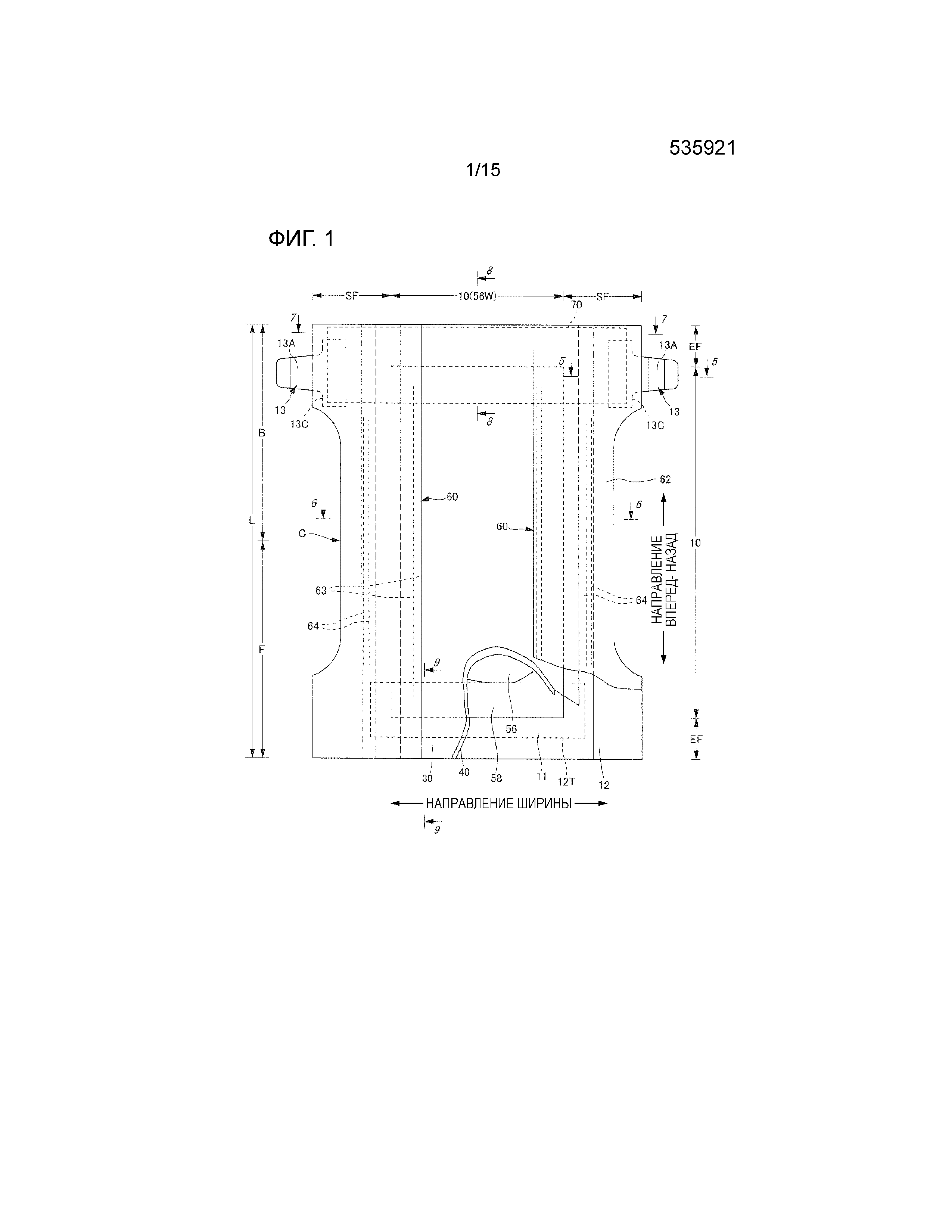
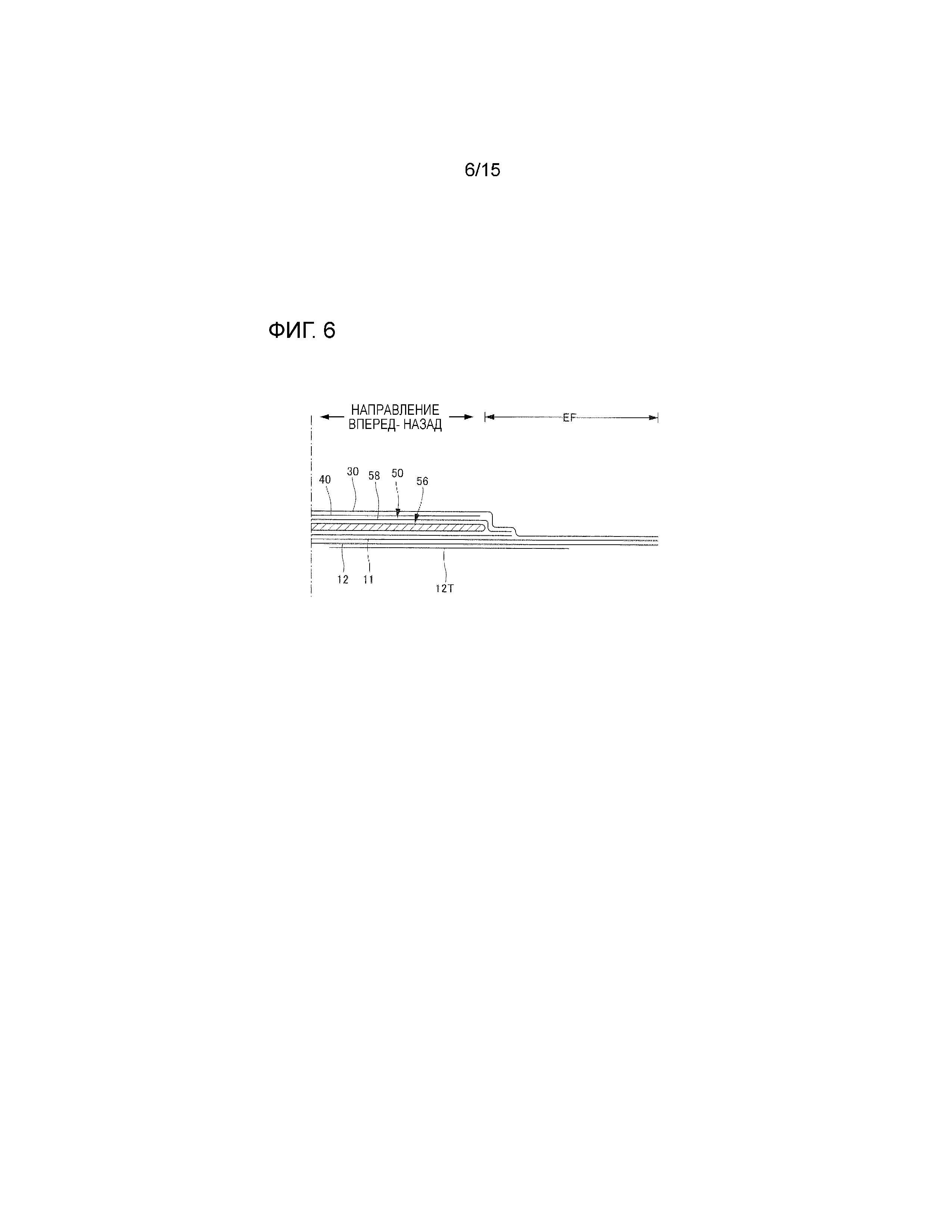
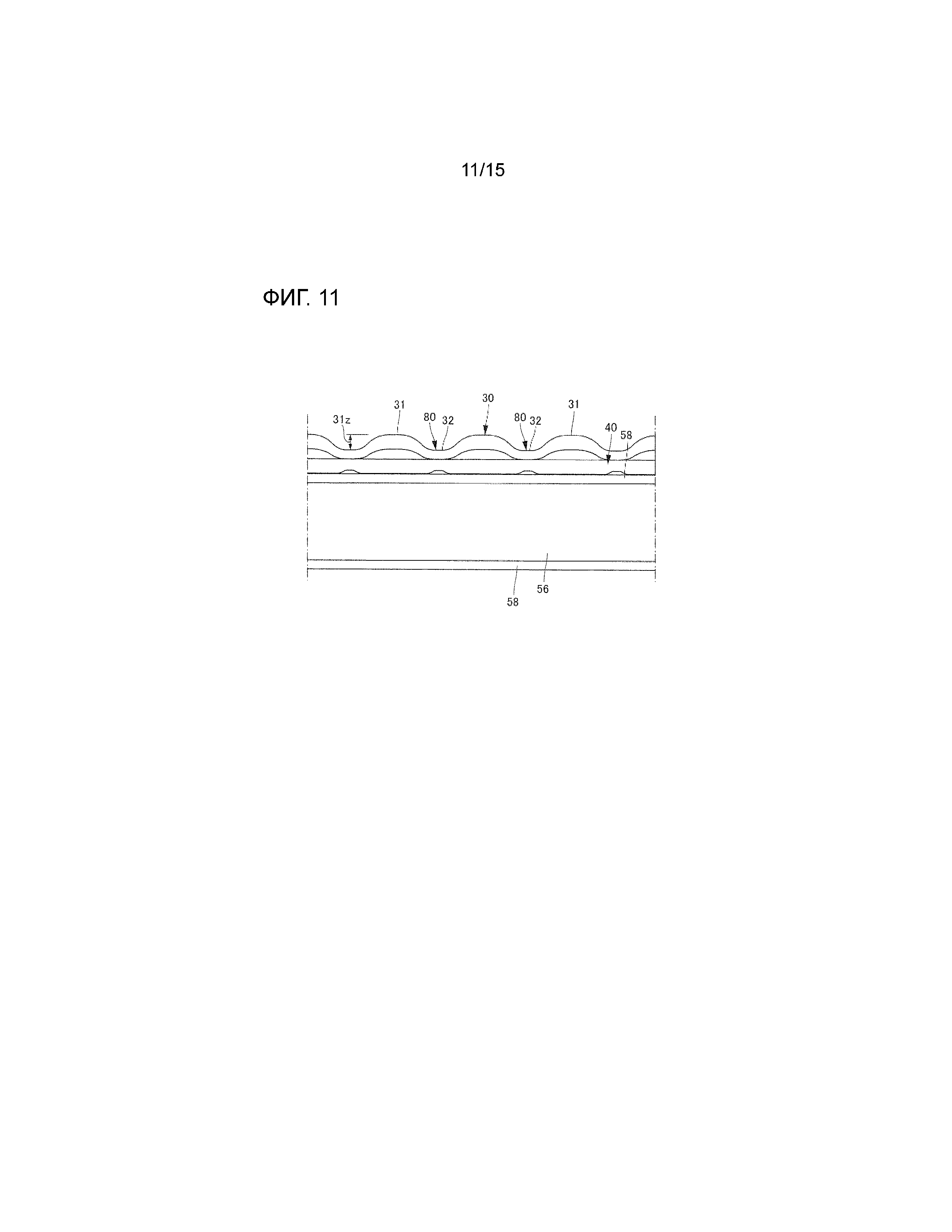
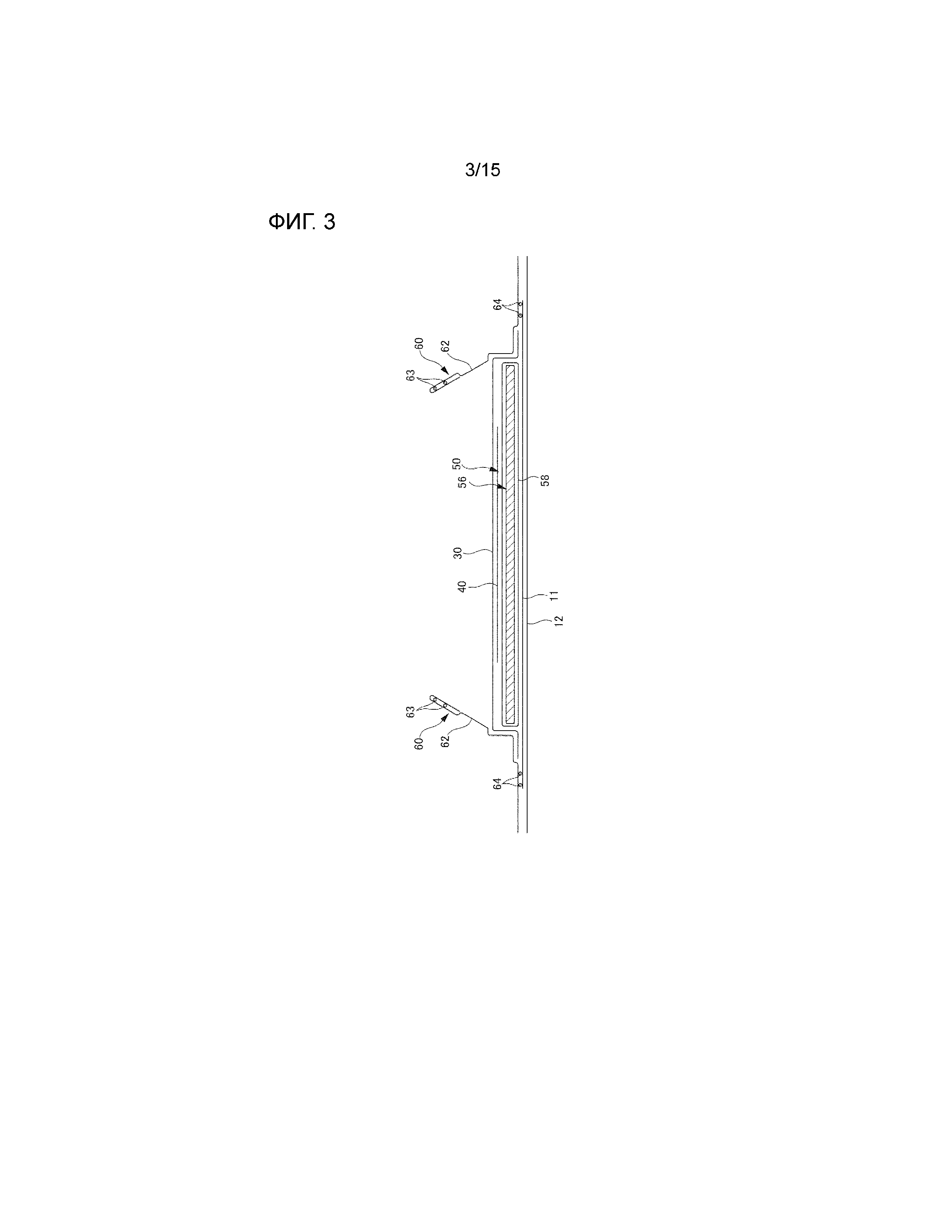
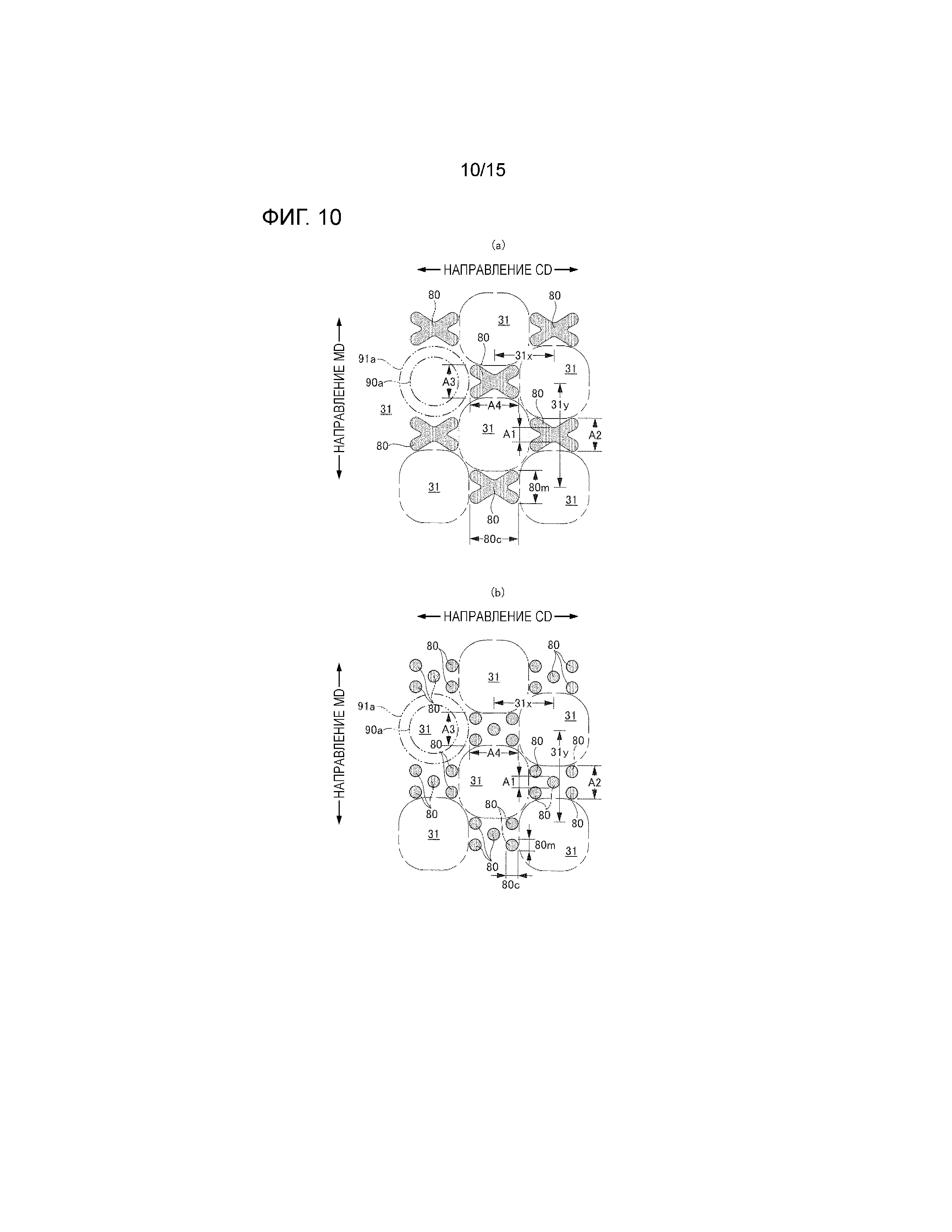
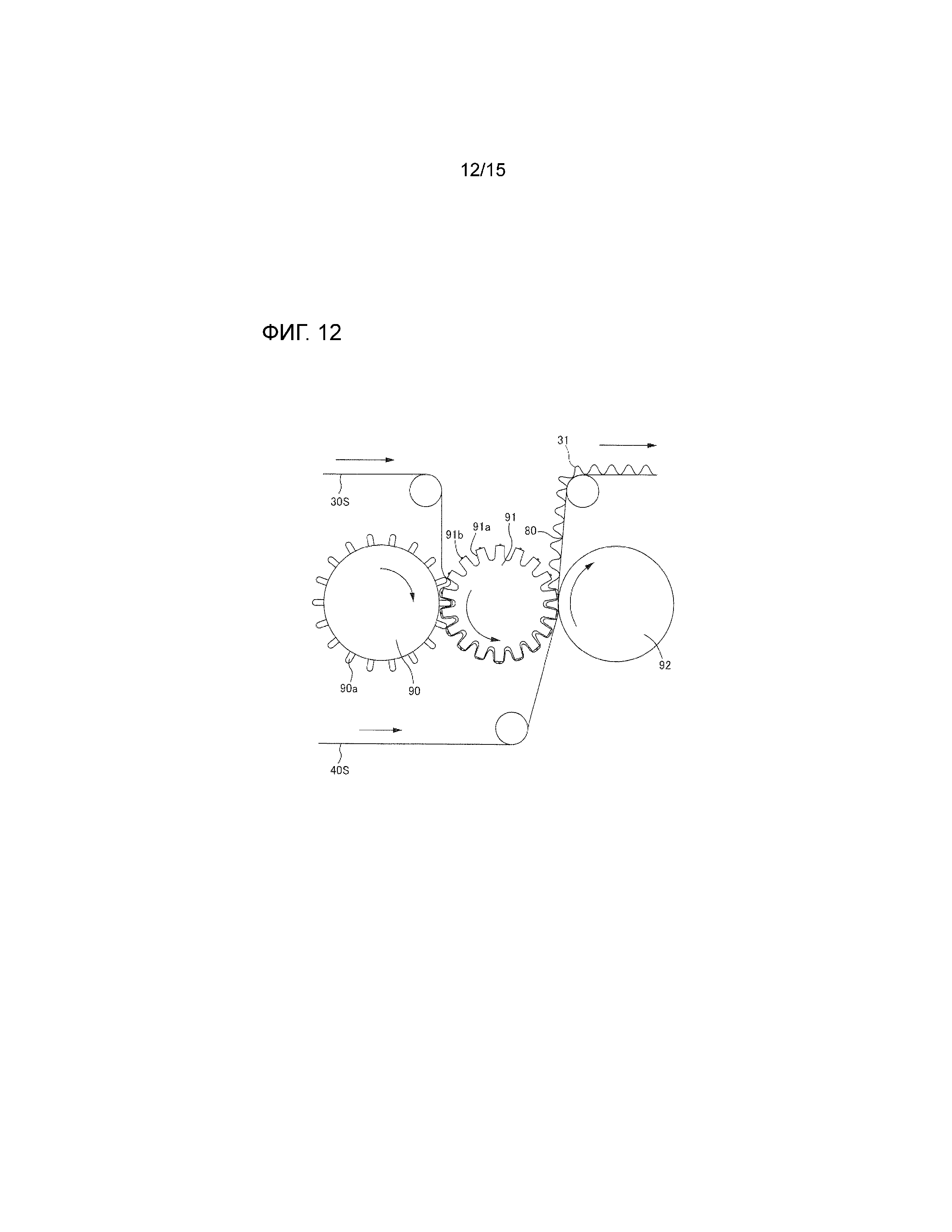
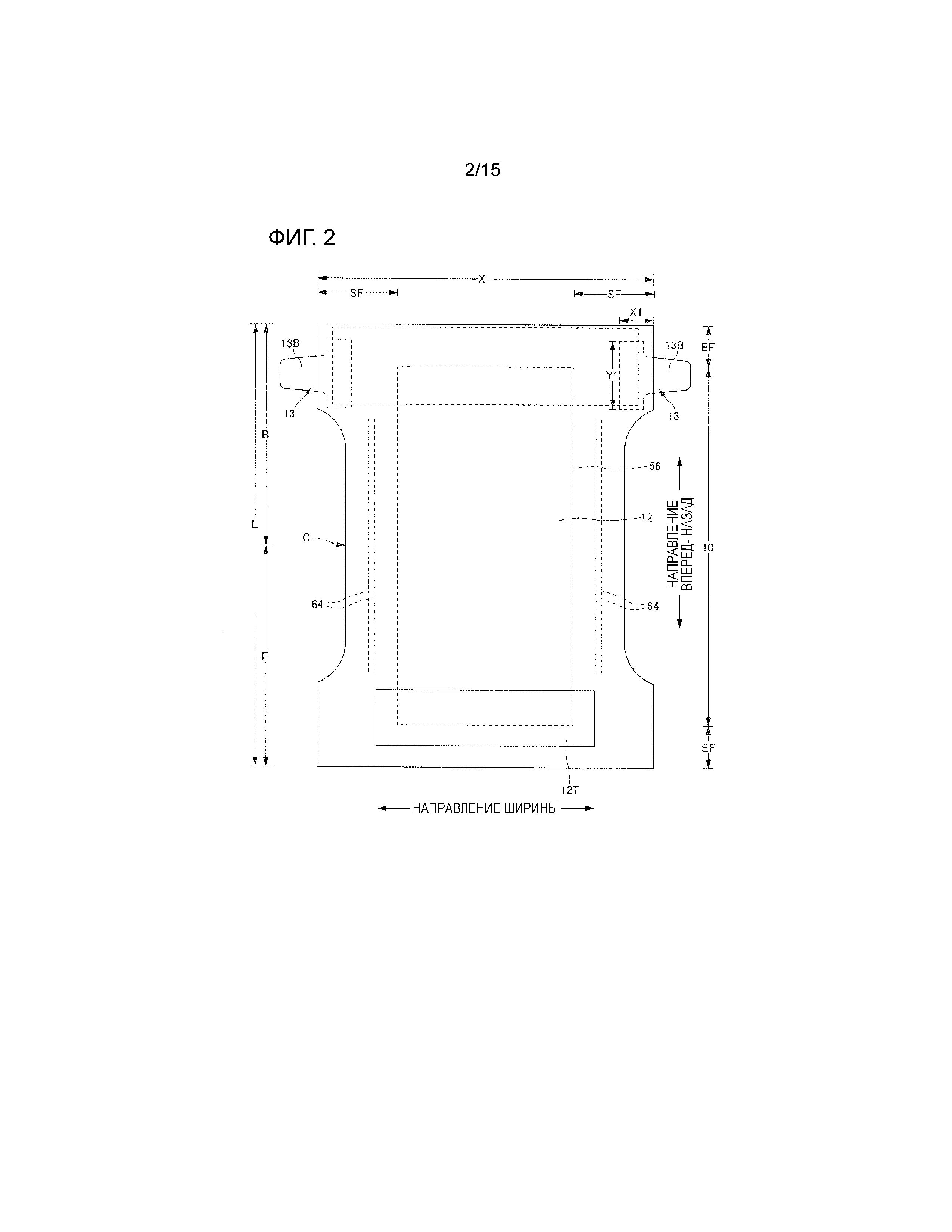
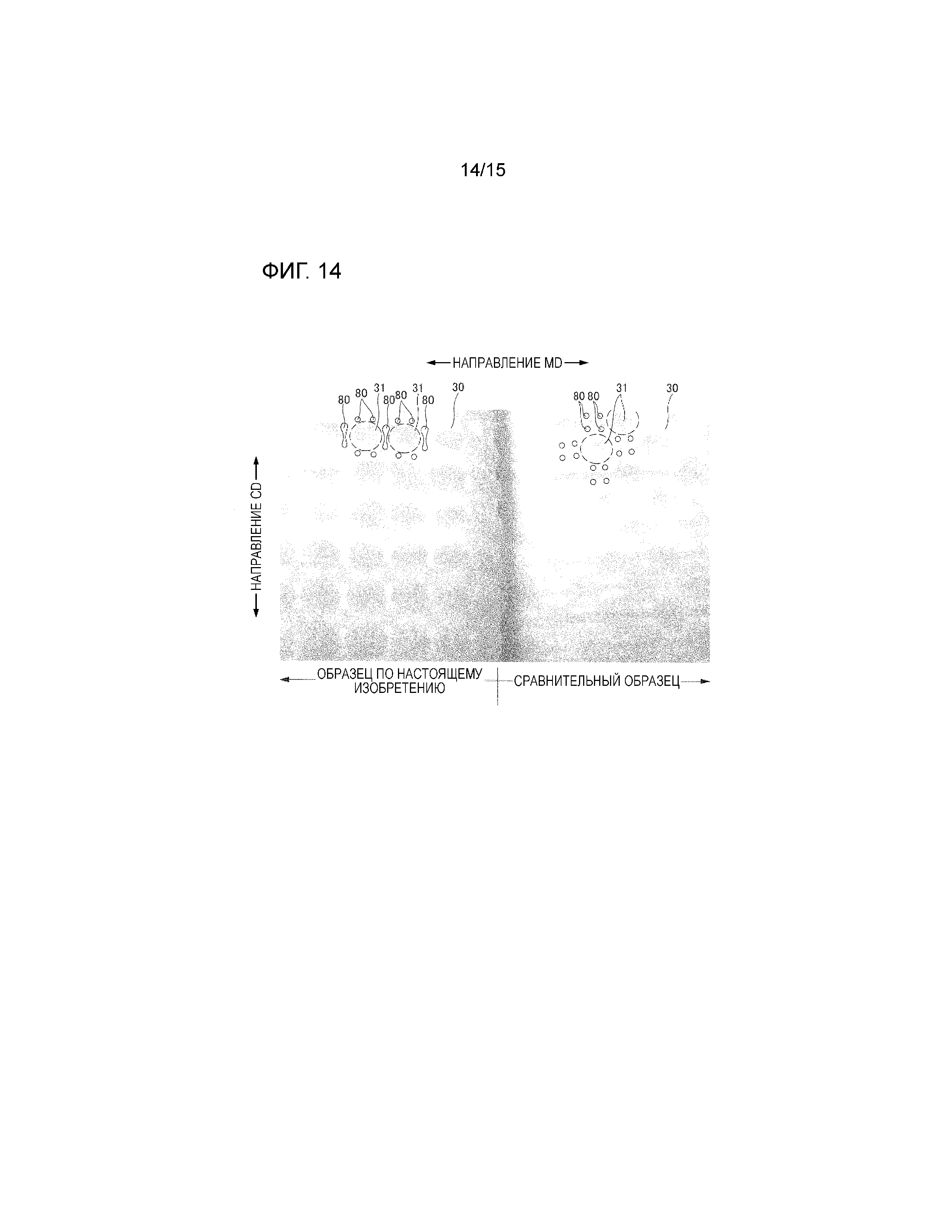
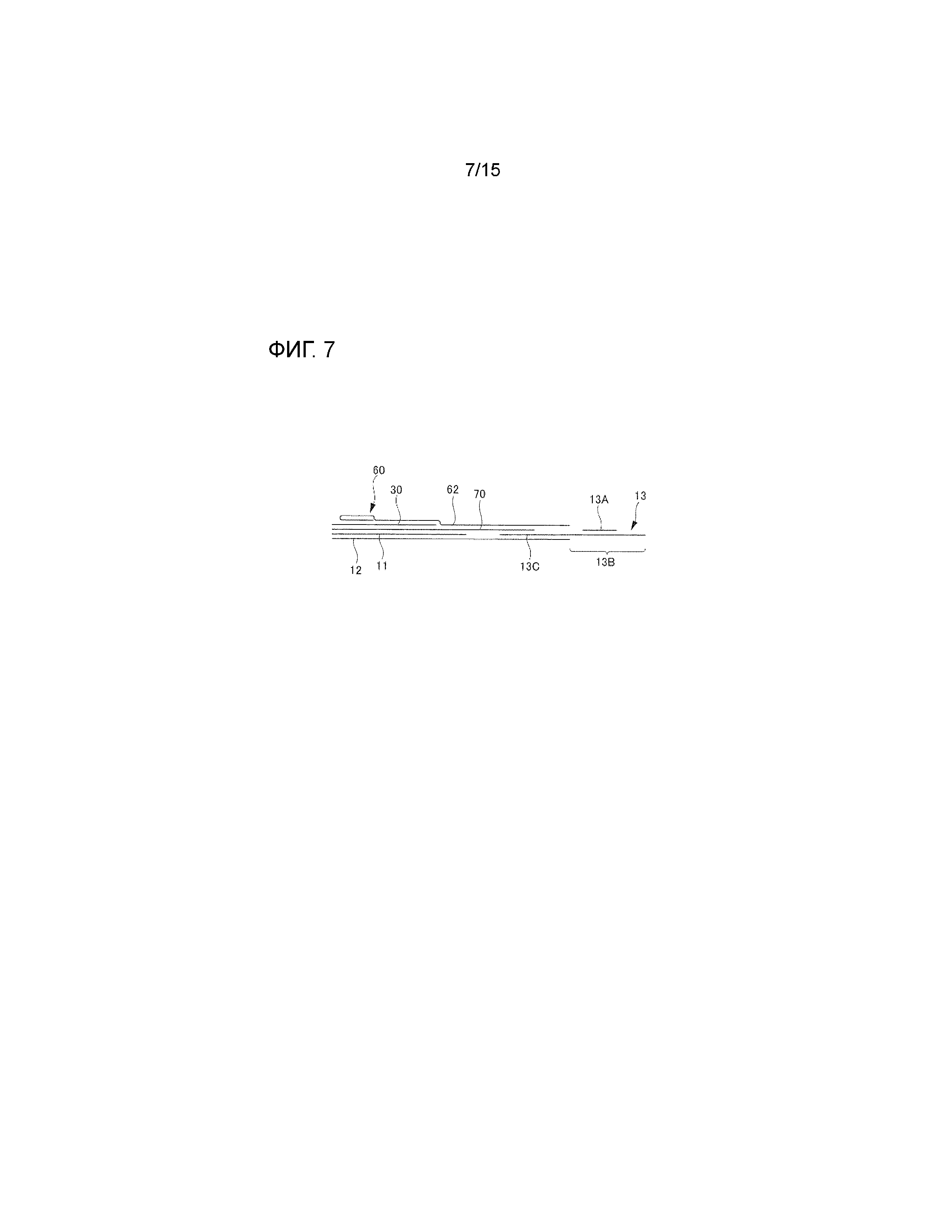
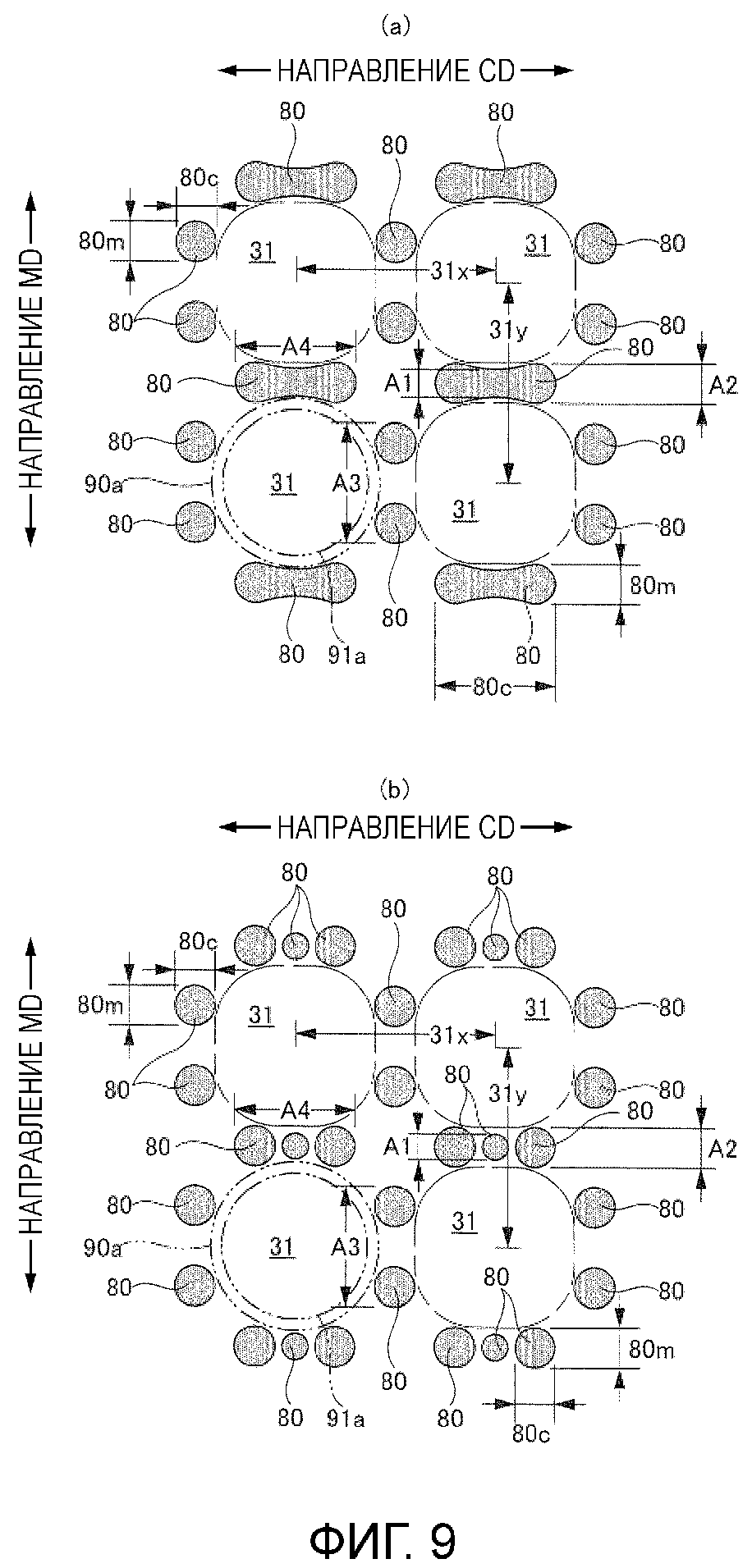
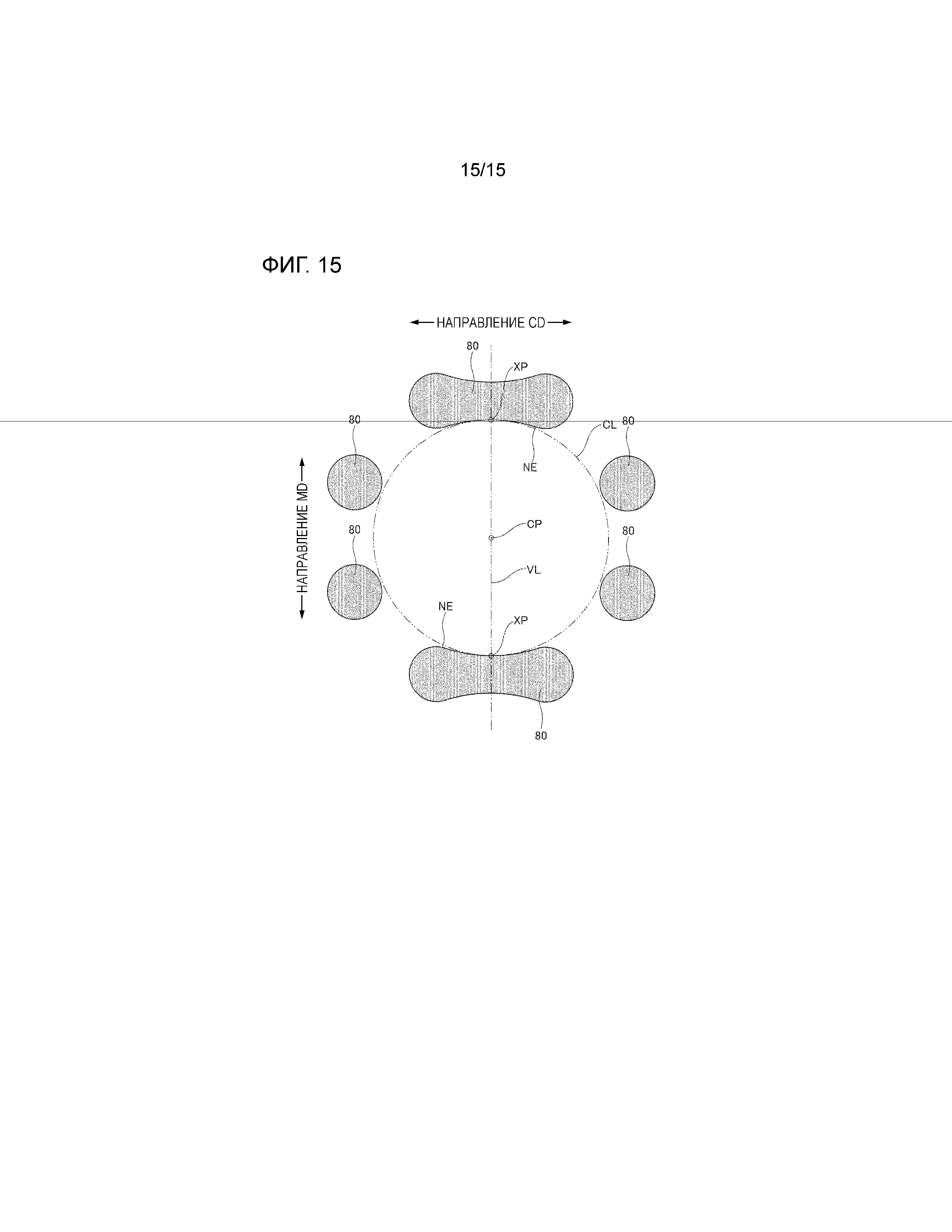
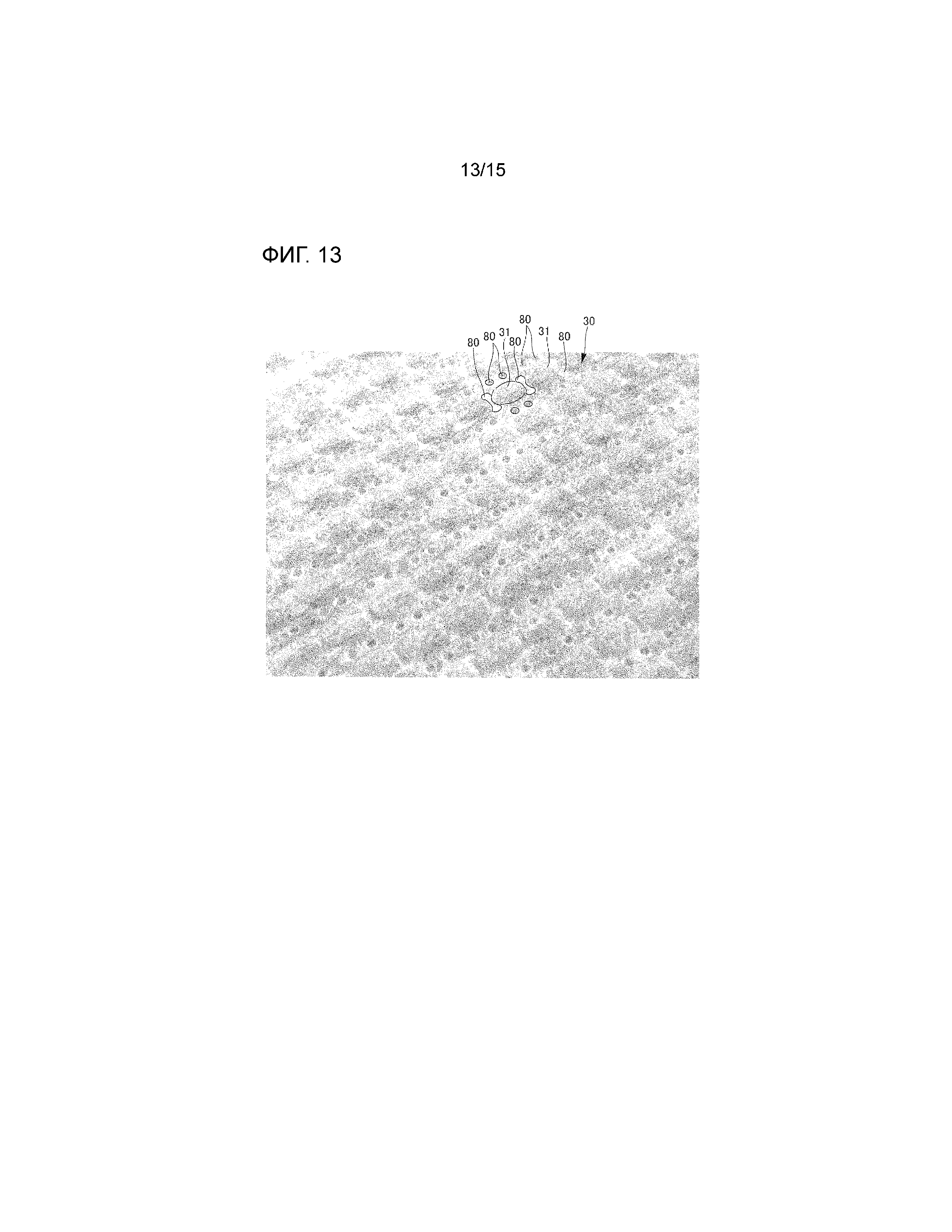
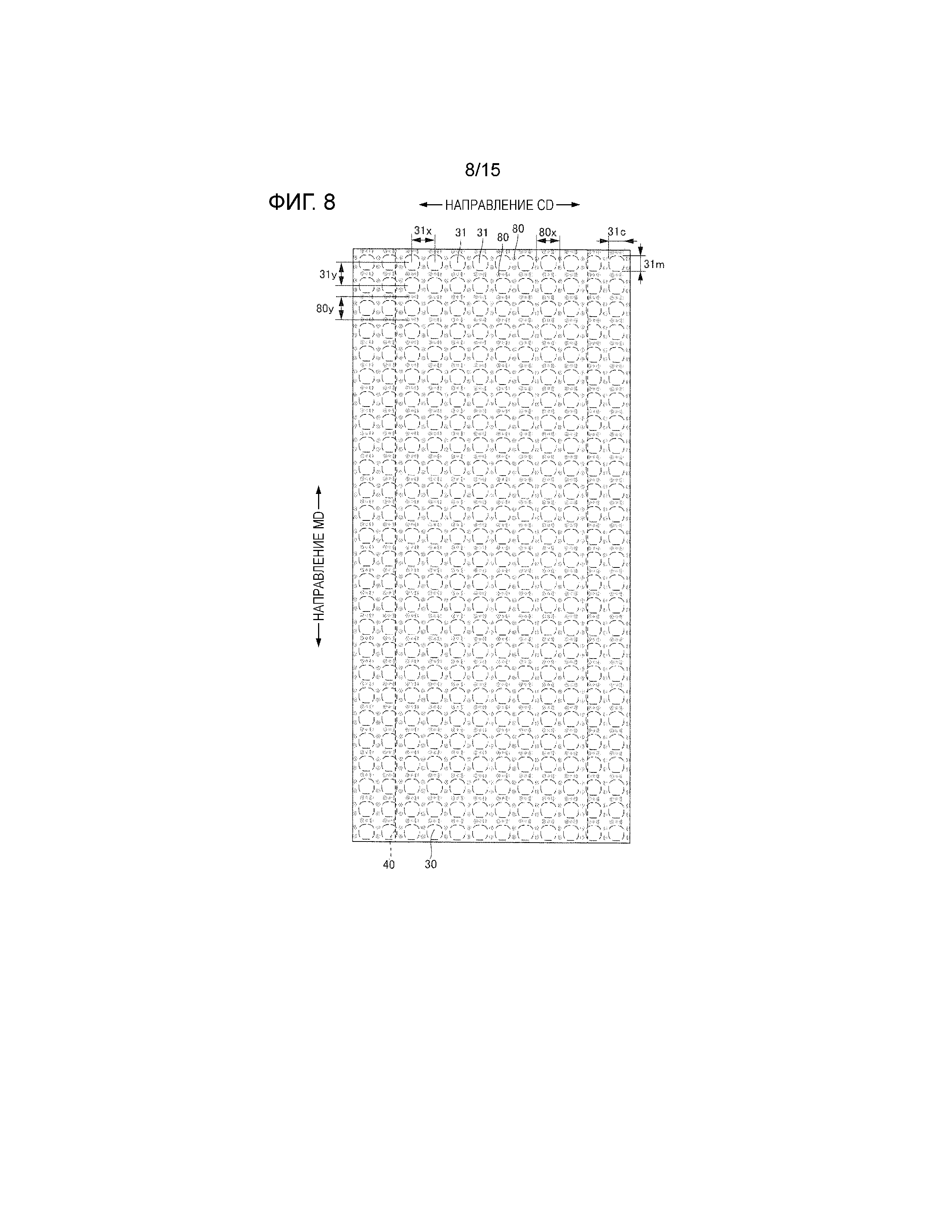
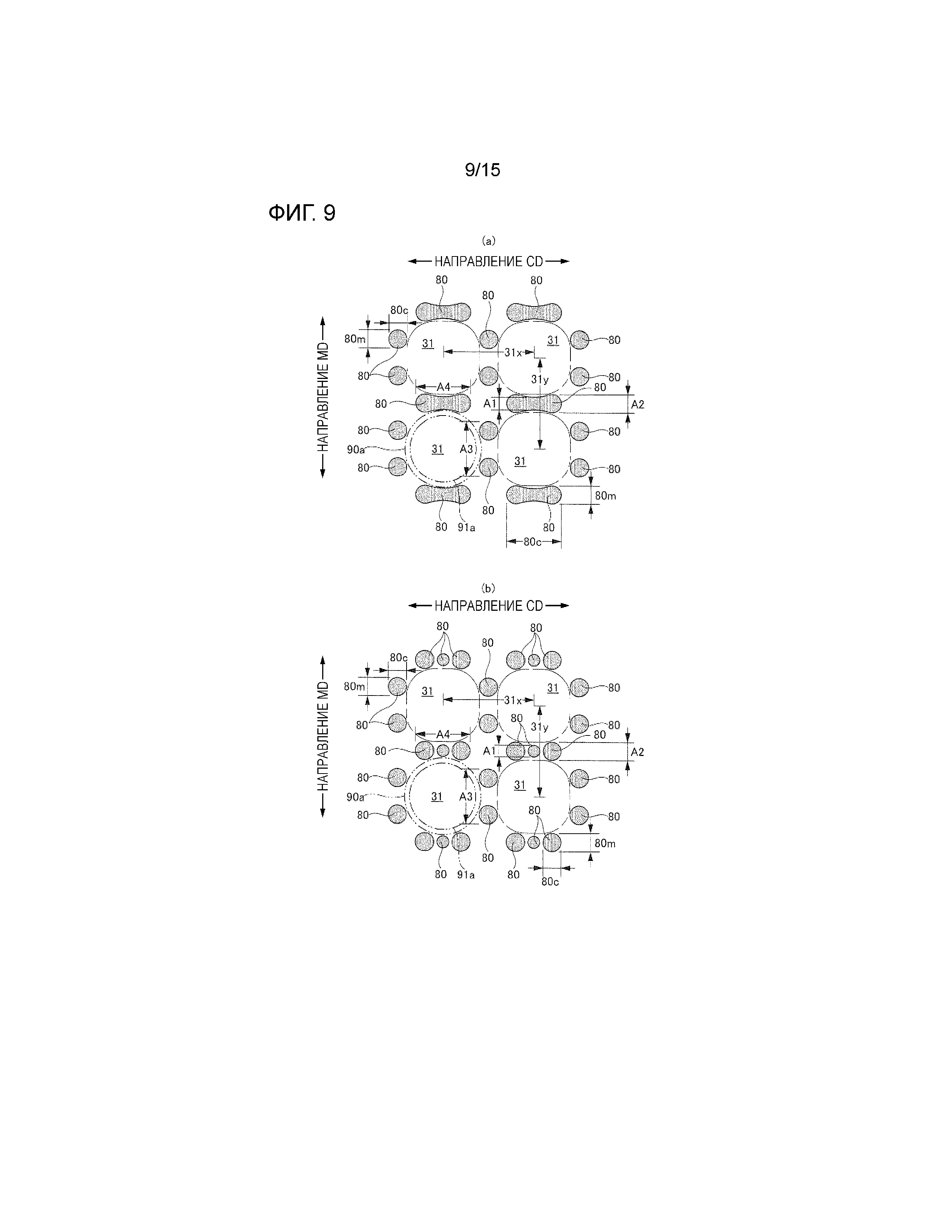
Гигиеническая прокладка
Впитывающее изделие
Впитывающее изделие
Впитывающее изделие
Впитывающее изделие
Одноразовый подгузник типа трусов и способ его изготовления
Впитывающее изделие
Растяжимая структура для впитывающего изделия, впитывающее изделие, содержащее такую растяжимую структуру, и способ формирования растяжимой структуры для впитывающего изделия
Одноразовый подгузник типа трусов
Способ изготовления растягивающегося эластичного элемента и одноразовый подгузник с использованием растягивающегося эластичного элемента
Впитывающее изделие

