Результат интеллектуальной деятельности: СТАЛЬ C ЦИНКОВЫМ ПОКРЫТИЕМ ДЛЯ УПРОЧНЕНИЯ ПОД ПРЕССОМ, ПРИМЕНЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет согласно предварительной патентной заявке с таким же названием №61/824,791, поданной 17 мая 2013 г., описание которой включено в настоящую заявку во всей полноте посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Упрочненные под прессом стали являются, как правило, высокопрочными и используются в автомобильной промышленности для уменьшения веса при улучшении характеристик безопасности. Горячештампованные детали главным образом были изготовлены либо из чистой стали, с которой должна быть удалена оксидная пленка после штамповки, либо из стали с покрытием, полученным методом алитирования. Покрытие, полученное методом алитирования, обеспечивает барьерную форму защиты от коррозии. Покрытие на основе цинка дополнительно обеспечивает горячештампованные детали активной или катодной защитой от коррозии. Например, оцинкованная горячим способом сталь, как правило, включает Zn-Al покрытие, и отожженная оцинкованная сталь, как правило, включает Zn-Fe-Al покрытие. Из-за температуры плавления цинка, жидкий цинк может присутствовать во время процесса горячей штамповки и привести к растрескиванию из-за жидкометаллического охрупчивания (LME). Время при высокой температуре, необходимое для аустенизации стальной подложки до горячей штамповки, обеспечивает возможность диффузии железа в отожженное цинковое покрытие во избежание жидкометаллического охрупчивания. Однако с течением времени, необходимого для обеспечения достаточной диффузии железа, цинк в покрытии может быть утерян из-за испарения и оксисления. Этот оксид может также проявлять слабую адгезию и, как правило, отслаиваться во время штамповки.
[0003] В настоящем описании раскрыта термообработка с предварительным легированием, выполненная после цинкования с последующим отжигом и до этапа аустенизации при горячей штамповке. Предварительное легирование обеспечивает возможность получения желаемой α-Fe фазы в покрытии путем увеличения концентрации железа за более короткое время при температуре аустенизации. Предварительное легирование также уменьшает потери цинка, и после горячей штамповки образуется оксидная пленка имеющая большую адгезию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0004] Сопроводительные чертежи, включенные в настоящее описание и являющиеся его частью, иллюстрируют варианты реализации и вместе с приведенным выше общим описанием и приведенным ниже подробным описанием вариантов реализации служат для объяснения принципов настоящего описания изобретения.
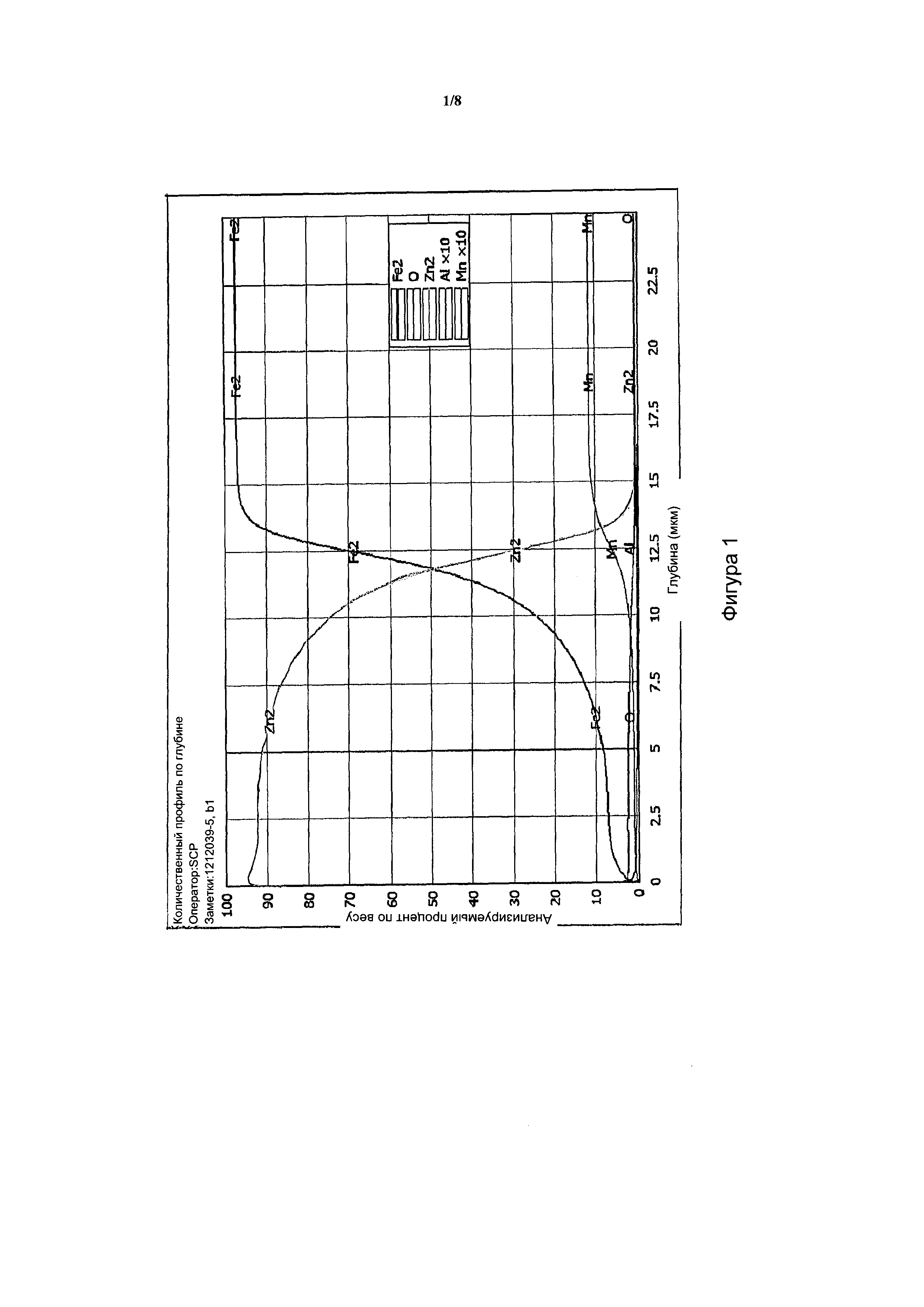
[0005] На ФИГ. 1 показан график, полученный методом спектроскопии тлеющего разряда на отожженном оцинкованном стальном листе после термообработки с предварительным легированием в течение 0 часов или "с покрытием в том виде, как оно было" ("as-coated").
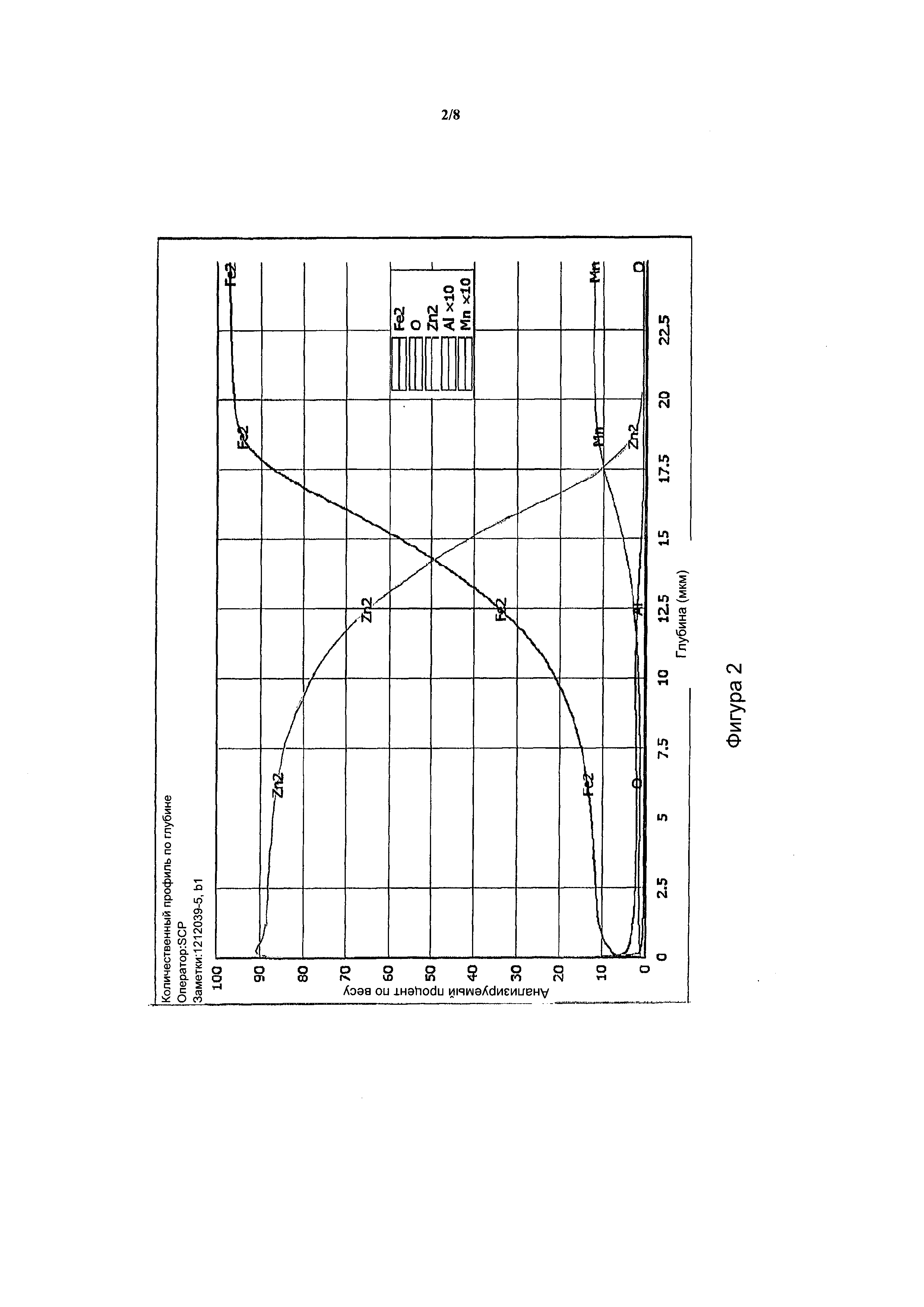
[0006] На ФИГ. 2 показан график, полученный методом спектроскопии тлеющего разряда на отожженном оцинкованном стальном листе после термообработки с предварительным легированием в течение 1 часа.
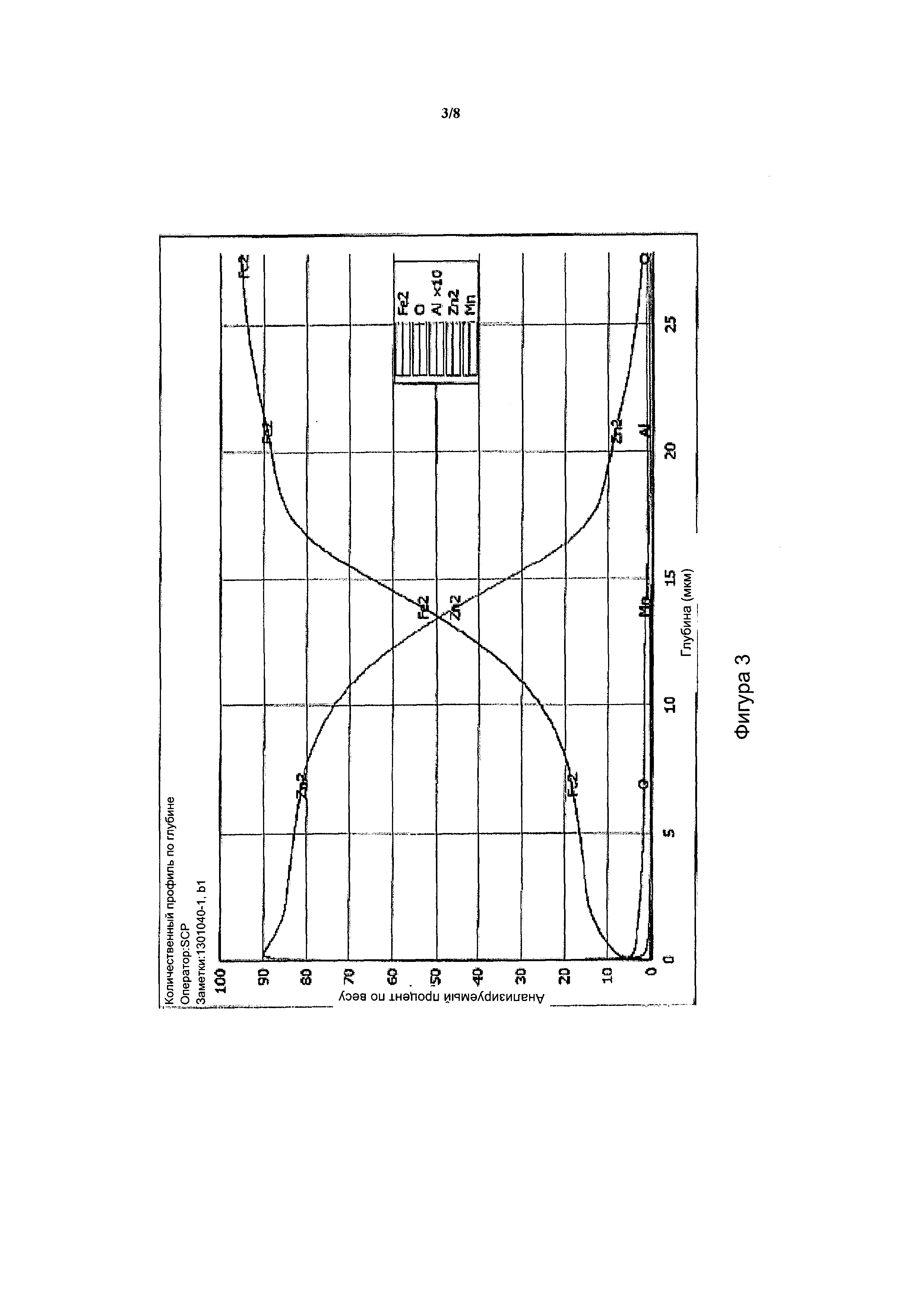
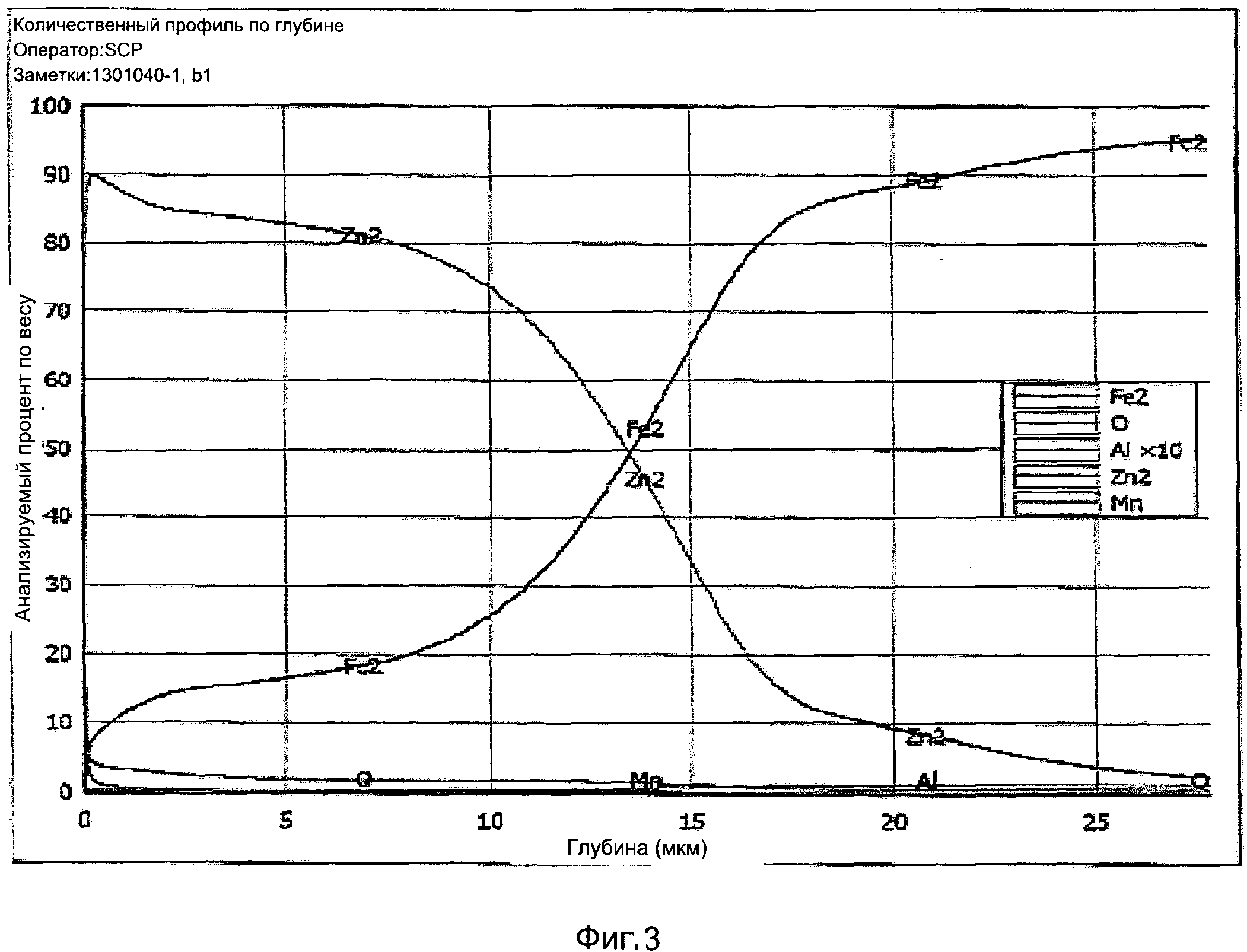
[0007] На ФИГ. 3 показан график, полученный методом спектроскопии тлеющего разряда на отожженном оцинкованном стальном листе после термообработки с предварительным легированием в течение 4 часов.
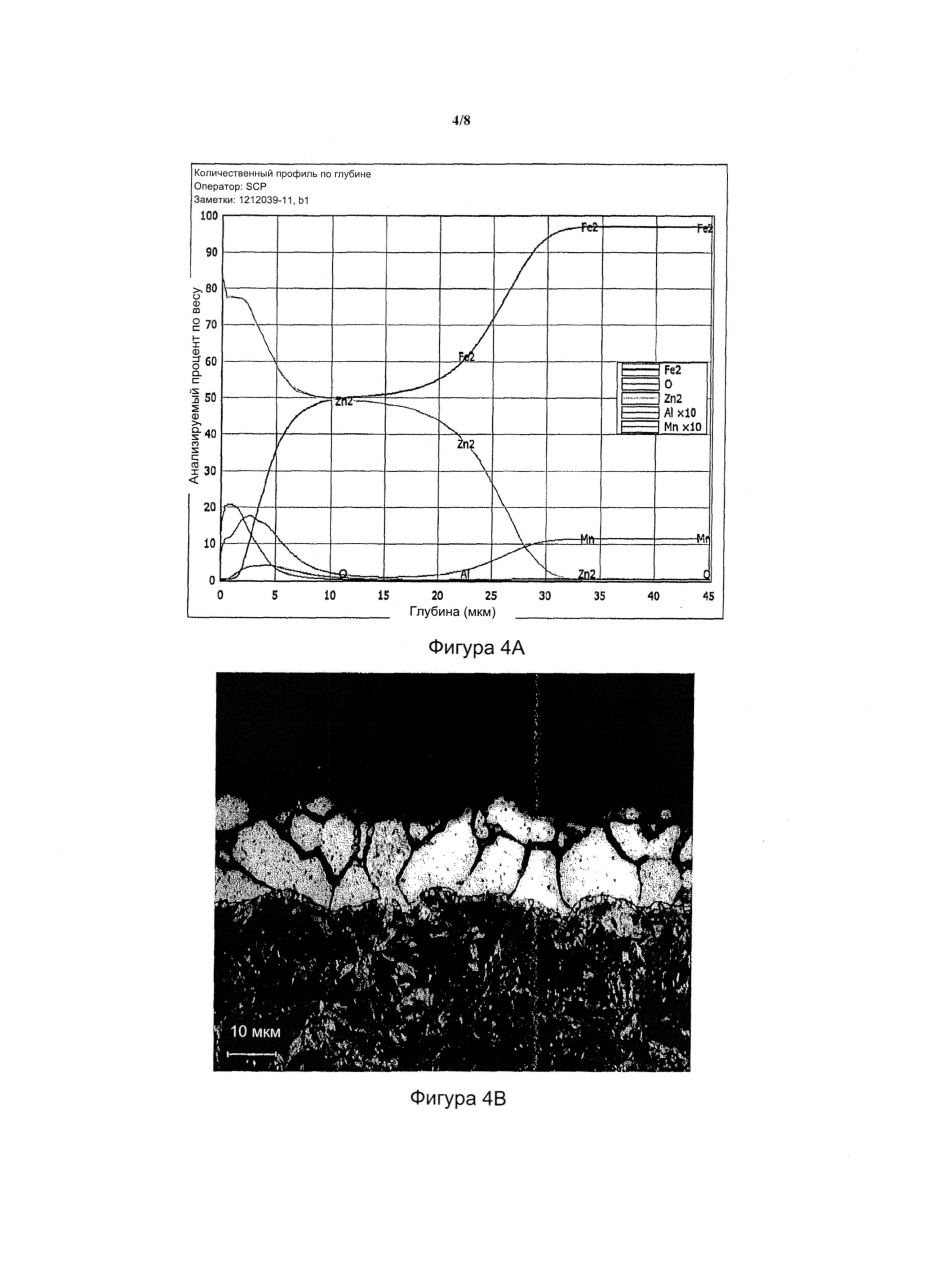
[0008] На ФИГ. 4А показан график, полученный методом спектроскопии тлеющего разряда на отожженном оцинкованном стальном листе согласно ФИГ. 1 после горячей штамповки.
[0009] На ФИГ. 4В показан оптический микроснимок поперечного сечения отожженного оцинкованного стального листа согласно ФИГ. 4А.
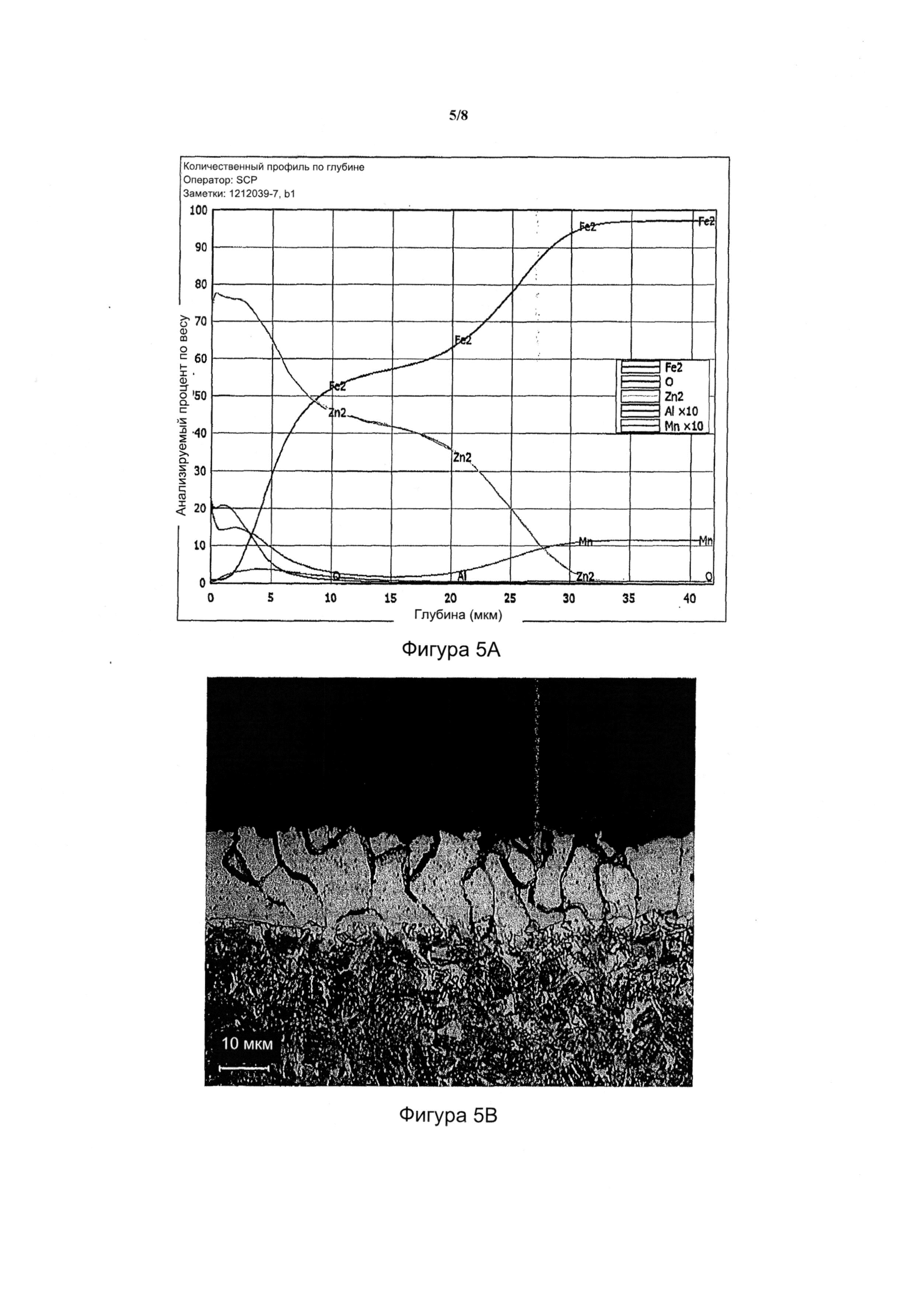
[0010] На ФИГ. 5А показан график, полученный методом спектроскопии тлеющего разряда на отожженном оцинкованном стальном листе согласно ФИГ. 2 после горячей штамповки.
[0011] На ФИГ. 5В показан оптический микроснимок поперечного сечения отожженного оцинкованного стального листа согласно ФИГ. 5А.
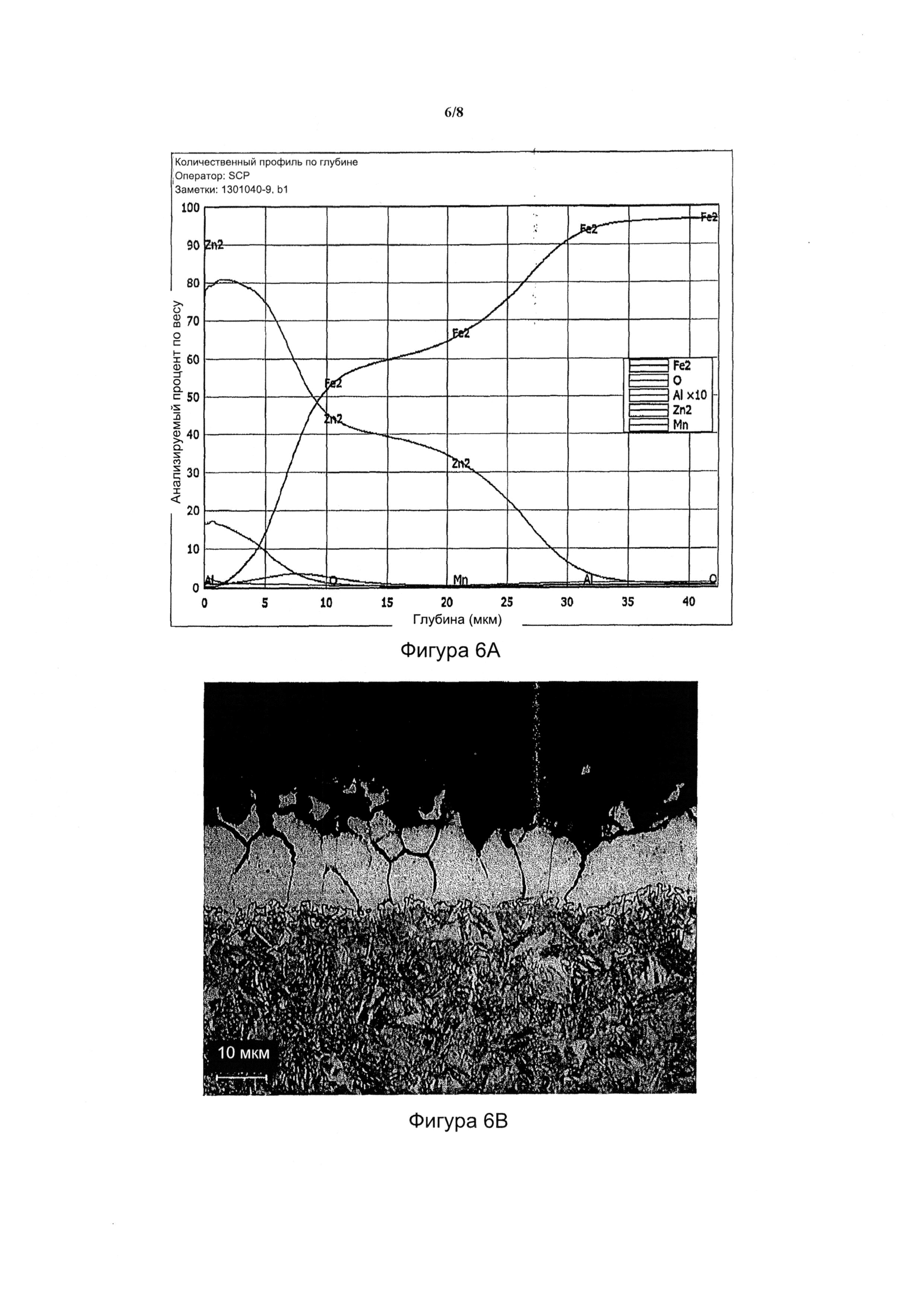
[0012] На ФИГ. 6А показан график, полученный методом спектроскопии тлеющего разряда на отожженном оцинкованном стальном листе согласно ФИГ. 3 после горячей штамповки.
[0013] На ФИГ. 6В показан оптический микроснимок поперечного сечения отожженного оцинкованного стального листа согласно ФИГ. 6А.
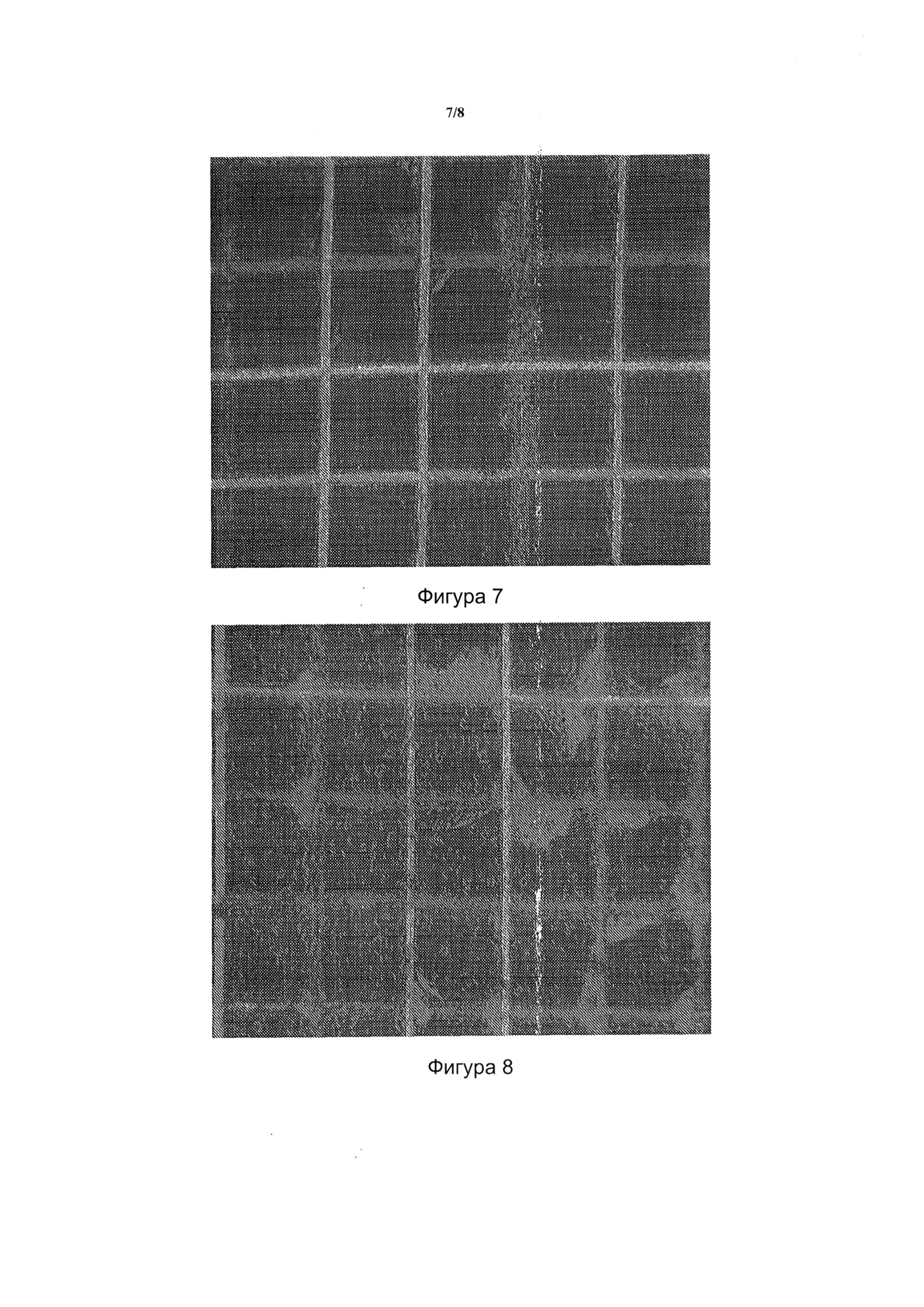
[0014] На ФИГ. 7 показан оптический микроснимок отожженного оцинкованного стального листа, обработанного в соответствии с условиями согласно ФИГ. 4А, показывающий заштрихованную область.
[0015] На ФИГ. 8 показан оптический микроснимок отожженного оцинкованного стального листа, обработанного в соответствии с условиями согласно ФИГ. 5А, показывающий заштрихованную область.
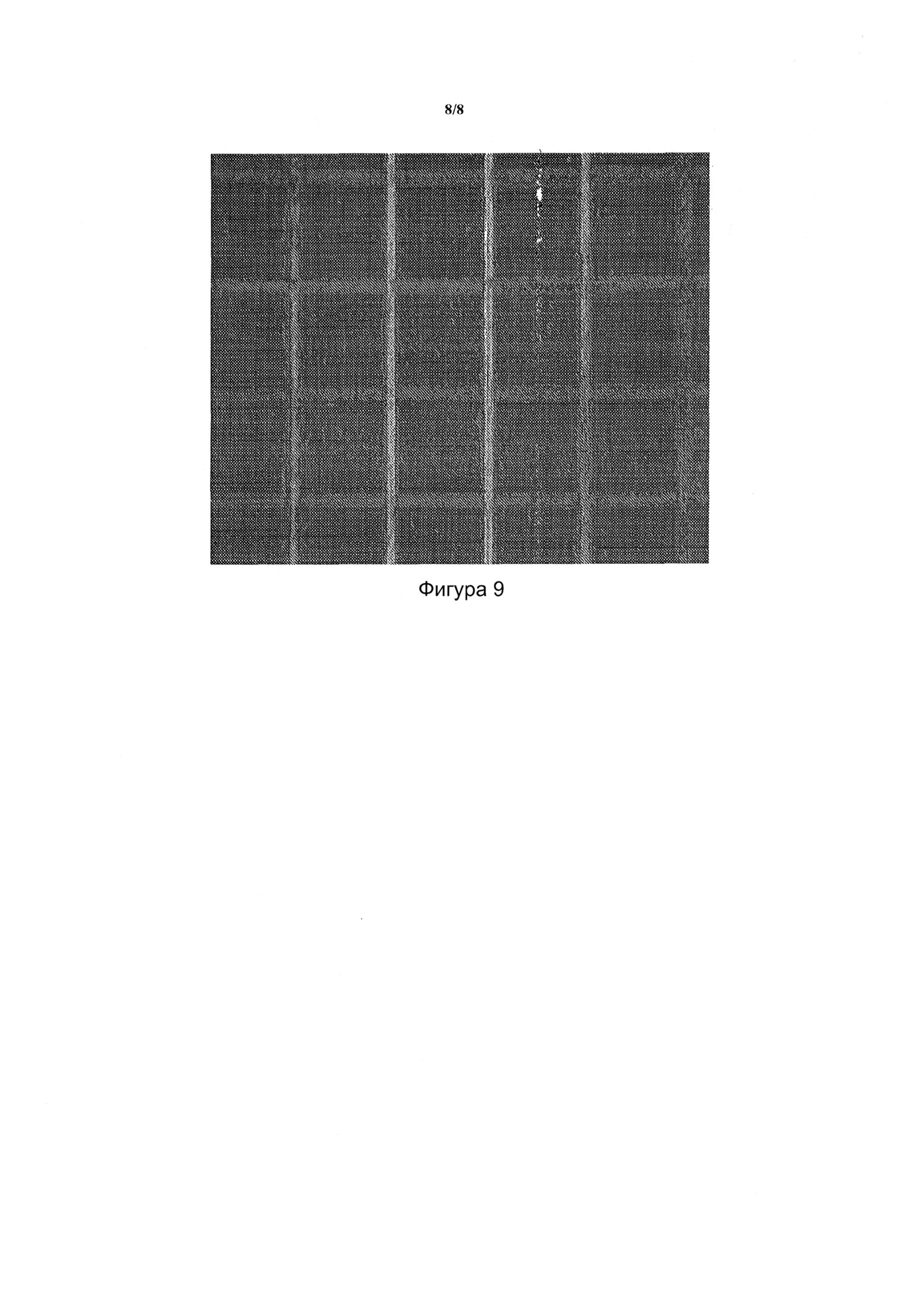
[0016] На ФИГ. 9 показан оптический микроснимок отожженного оцинкованного стального листа, обработанного в соответствии с условиями согласно ФИГ. 6А, показывающий заштрихованную область.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0017] Упрочненная под прессом сталь может быть изготовлена из борсодержащей стали, такой как сплав марки 22MnB5. Такой сплав 22MnB5, как правило, содержит от примерно 0,20 до примерно 0,25 С, от примерно 1,0 до примерно 1,5 Mn, от примерно 0,1 до примерно 0,3 Si, от примерно 0,1 до примерно 0,2 Cr и от примерно 0,0005 до примерно 0,005 В. Как понятно специалисту в данной области техники ввиду приведенных в данном документе принципов, могут быть использованы другие подходящие сплавы. Другие подходящие сплавы могут включать любые подходящие сплавы выполненные с возможностью упрочнения под прессом, обладающие достаточной способностью к упрочнению для получения желаемой комбинации прочности и пластичности для горячей штамповки. Например, могут быть использованы подобные сплавы, как правило, используемые для горячей штамповки в автомобильной промышленности. Указанный сплав обрабатывают с получением холоднокатанной стальной полосы с помощью обычных процессов литья, горячей прокатки, травления и холодной прокатки.
[0018] Холоднокатанную стальную полосу затем подвергают горячему цинкованию с последующим отжигом для получения Zn-Fe-Al покрытия на стальной полосе. Вес покрытия, как правило, находится в диапазоне от примерно 40 до примерно 90 г/м на сторону. Температура печи для отжига оцинкованных деталей находится в диапазоне от примерно 900 до примерно 1200°F (от примерно 482 до примерно 649°С) и приводит в результате к получению концентраций Fe в покрытии от примерно 5 до примерно 15 масс. %. Концентрации алюминия в цинковой ванне находятся в диапазоне от примерно 0,10 до примерно 0,20 масс. %, с выявленным уровнем Al в покрытии, как правило, в два раза больше, чем в ванне. Другие подходящие способы для цинкования с последующим отжигом стальной полосы будут очевидны специалисту в области техники ввиду приведенных в данном документе принципов.
[0019] Стальную полосу, обладающую отожженным цинковым покрытием, затем подвергают термообработке с предварительным легированием, предназначенной для увеличения концентрации Fe в покрытии до между примерно 15 и примерно 25 масс. %. Эта термообработка имеет максимальную температуру от примерно 850 до примерно 950°F (примерно 454 до примерно 510°С) с временем выдержки от примерно 1 до примерно 10 часов, таким как примерно 2 до примерно 6 часов. Термообработка с предварительным легированием может быть проведена через отжиг распущенных рулонов. Термообработка с предварительным легированием может быть также проведена в защитной атмосфере. Такая защитная атмосфера может включать атмосферу азота. В некоторых вариантах атмосфера азота включает примерно 100% N2. В других вариантах атмосфера азота включает примерно 95% N2 и примерно 5% Н2. Другие подходящие способы для обеспечения термообработки с предварительным легированием будут очевидны для специалиста в данной области техники ввиду приведенных в данном документе принципов.
[0020] Как только отожженная оцинкованная стальная полоса будет подвергнута термообработке с предварительным легированием, стальную полосу подвергают этапу аустенизации при горячей штамповке. Горячая штамповка хорошо известна в данной области техники. Температуры, как правило, находятся в диапазоне от примерно 1616 до примерно 1742°F (примерно 880 до примерно 950°С). Вследствие термообработки с предварительным легированием время, необходимое при данной температуре аустенизации, может быть уменьшено. Например, время при температуре аустенизации может быть между примерно 2 и примерно 10 минутами или между примерно 4 и примерно 6 минутами. Это приводит к получению одной фазы α-Fe в покрытии с приблизительно 30% Zn. Другие подходящие способы горячей штамповки будут очевидны для специалиста в данной области техники ввиду приведенных в данном документе принципов.
[0021] Примеры
[0022] Отожженный оцинкованный стальной рулон был изготовлен с использованием описанных выше способов. Был использован стальной рулон марки 22MnB5, имеющий толщину от примерно 1,5 мм. Вес отожженного цинкового покрытия был примерно 55 г/м2. В этом примере маленькие панели отожженной оцинкованной стали подвергли термообработкам с предварительным легированием в атмосфере азота при примерно 900°F (482°С). Первую панель не подвергали термообработке с предварительным легированием, то есть термообработка с предварительным легированием длилась в течение 0 часов или панель осталась "с покрытием в том виде, как оно было". Вторую панель подвергли термообработке с предварительным легированием в течение примерно 1 часа. Третью панель подвергли термообработке с предварительным легированием в течение примерно 4 часов. Предварительно легированные панели затем были подвергнуты аустенизации при примерно 1650°F (899°С) в течение примерно 4 минут и закалены между охлаждаемыми водой плоскими бойками для воспроизведения процесса горячей штамповки.
[0023] Эффект обработки с предварительным легированием был показан на изображениях спектроскопии тлеющего разряда (GDS), показывающих химический состав по толщине покрытия. Изображения GDS после обработок с предварительным легированием в течение 0, 1 и 4 часов показаны на ФИГ. 1-3, соответственно. Как показано, содержание Fe в покрытии увеличивается при более длительном времени при примерно 900°F (482°С).
[0024] На ФИГ. 4А, 5А и 6А показаны изображения GDS трех панелей, соответственно, после воспроизведений горячей штамповки. На ФИГ. 4В, 5В и 6В показаны микроснимки микроструктур трех панелей, соответственно, после воспроизведений горячей штамповки. С увеличением длительности времени термообработки с предварительным легированием от 0 до 1-4 часов, содержание Fe в покрытии увеличивается. Микроснимки показывают, что с увеличением %Fe, промежутки между зернами в покрытии уменьшаются. Промежутки между зернами покрытия указывают на наличие жидкости на границах зерен при высокой температуре, таким образом показывая, что термообработка с предварительным легированием уменьшает количество жидкого Zn, присутствующего во время горячей штамповки. С уменьшением количества жидкости, потенциал для LME растрескивания в свою очередь уменьшается.
[0025] Оксид цинка, полученный во время аустенизации, может быть склонен к отслаиванию во время горячей штамповки из-за слабой адгезии к покрытию. Выполнение термообработки с предварительным легированием до аустенизации и горячей штамповки может приводить в результате к более устойчивой к отслаиванию сцепленной оксидной пленке. Для измерения этого эффекта, панели, обработанные в соответствии с описанными выше условиями со временем предварительного легирования от примерно 0, 1 и 4 часов, были фосфатированы и подвергнуты электроосаждению в лабораторной системе. Панели с покрытием были подвергнуты штриховке и испытанию методом натяжения клейкой ленты для проверки сцепляемости. На ФИГ. 7-9 показаны микроснимки заштрихованных областей трех панелей соответственно. Как показано на ФИГ. 7 и 8, панели с примерно 0 и 1 часом термообработки с предварительным легированием показывают слабую адгезию с потерей покрытия с клеточек внутри штриховки. На ФИГ. 9 показано, что панель с примерно 4 часами обработки с предварительным легированием показывает повышенную адгезию практически без потерь покрытия с клеточек внутри штриховки.
[0026] Хотя настоящее раскрытие с помощью описания проиллюстрировало несколько вариантов реализации и иллюстративные варианты реализации были описаны со значительными подробностями, в намерения заявителя не входило ограничение или каким-либо образом сужение объема приложенной формулы до таких подробностей. Дополнительные преимущества и изменения могут быть очевидны для специалистов в данной области техники.
Травление нержавеющей стали в окислительной электролитической ванне с кислотой
Экономичная ферритная нержавеющая сталь
Высокопрочная сталь, обладающая хорошей пластичностью, и способ получения посредством обработки методом закалки с распределением с помощью ванны для цинкования
Текстурированная электротехническая сталь с улучшенными характеристиками форстеритового покрытия
Ферритная нержавеющая сталь, обладающая превосходной стойкостью к окислению, хорошими жаропрочностью и формуемостью
Высокопрочная сталь, обладающая хорошей пластичностью, и способ получения посредством поточной термической обработки, осуществляемой после обработки в ванне с расплавленным цинком
Высокопрочная сталь, обладающая хорошей пластичностью, и способ получения посредством обработки методом закалки с распределением с помощью ванны для цинкования
Высокопрочная сталь, обладающая хорошей пластичностью, и способ получения посредством поточной термической обработки, осуществляемой после обработки в ванне с расплавленным цинком

